

1. Introduction
Many advanced high strength steels (AHSS), including light weight steels, quenching and partitioning (Q&P) steels, high Mn twinning induced plasticity (TWIP) steels and medium Mn transformation induced plasticity (TRIP) steels, have been studied to meet the demands for the lightweight and affordable automobile [[1], [2], [3], [4], [5]]. Among them, the medium Mn steels receive increasing attention due to their excellent mechanical properties and relatively low alloying cost. Their typical microstructures are composed of ferrite, sometimes martensite and the very important phase of retained austenite (RA), the latter may transform to martensite during the tensile deformation, contributing to additional work hardening. Suh et al. [6] reviewed the extensive researches on medium-Mn TRIP steels and found a great variation in their mechanic properties, e.g. ultimate tensile strength (UTS), total elongation (TE) and the product of UTS and TE (PSE) of medium Mn steels varied in the wide ranges of 0.8-1.6 GPa, 15%-70% and 25-70 GPa.% (the combination of GPa and %), respectively. This is mainly due to austenite grains retained with different fractions and stability, both determine the contribution to work hardening via TRIP effect during deformation [[7], [8], [9]].
In addition to the extensive researches on tailoring the mechanical stability of RA [[10], [11], [12], [13]] for improving mechanical properties, the microalloying strategy on medium Mn steels has been recently tried as well, aiming at higher strength via precipitation hardening [[14], [15], [16], [17], [18], [19], [20], [21], [22], [23], [24]]. For example, 0.7% V was added into 10% Mn containing steel, leading to a very significant increase of yield strength (YS) by 650 MPa, and the excellent mechanical properties of 10 Mn-V steel including 1.5 GPa UTS and 28% TE achieved after warm rolling and intercritical annealing (IA) [23]. Both Nb and V microalloyed 9% Mn-containing steel exhibited 1.1 GPa YS, 1.3 GPa UTS and 40% TE after the hot rolling and IA processes [24]. Therefore, microalloying appears to be a very effective strengthening method for the medium Mn steels without sacrificing ductility too much.
It is often found that cementite particles can precipitate during the IA process of medium Mn steels [25,26]. Particularly, their precipitation is so fast that they could precipitate during the ultrafast heating process with a rate more than 100°C/s [27]. Thus, it is then expected that they could produce a pronounced precipitation strengthening too only if they have a very fine size and are extensively dispersed in matrix. Compared with the (Nb,V)C precipitation hardening, the cementite precipitation hardening is clearly more competitive since it avoid the expensive alloying of Nb or V. For examples, the precipitation of nanosized cementite in the 0.17C-0.2Si-0.7 Mn (all in weight percentage unless mentioned elsewhere) steel, which was achieved by the combination of thermomechanical process and ultrafast cooling, resulted in the increase of YS by 280 MPa [28]. Iker et al. [29] studied the influence of the cementite precipitation on the tensile properties of 1.3C-0Al-20 Mn and 1.3C-6Al-20 Mn steels and found that the combination of precipitation hardening and twinning led to higher strain hardening rate and the increase of UTS by 200 MPa. Our previous work [30] suggested that the undissolved cementite in 0.1C-5 Mn steel after the IA should be responsible for the increase of both YS and UTS by about 70 MPa, but leading to smaller fraction of RA due to the reduced chemical stability of austenite formed during the IA. Moreover, it was found that the warm rolling process could not only effectively promote the cementite precipitation but also produce the RA grains having both equiaxed and lamellar morphologies in the 0.25C-7 Mn - 2.6Al medium Mn steel, leading to a simultaneous improvement on both strength and ductility [31]. In this work, we investigated the relationship between cementite precipitation, the warm rolling process and the tensile properties of medium Mn steels, aiming at the excellent combination of strength and ductility by optimizing cementite precipitation rather than the expensive (Nb,V)C precipitation.
2. Experimental
The medium Mn steel employed in this work has the nominal composition of 0.45C-9.7 Mn - 2Al in weight percentage. The equilibrium phase fractions together with the corresponding C and Mn content at different temperatures are shown in Fig. 1, as calculated using Thermo-Calc 2017b and TCFE9 database. The calculated temperatures for ferrite and cementite to disappear are 705°C and 650°C, respectively. The latter also corresponds to the maximum C concentration in austenite. All the calculated results are important for designing the subsequent hot rolling, warm rolling and the IA processes.
Fig. 1.
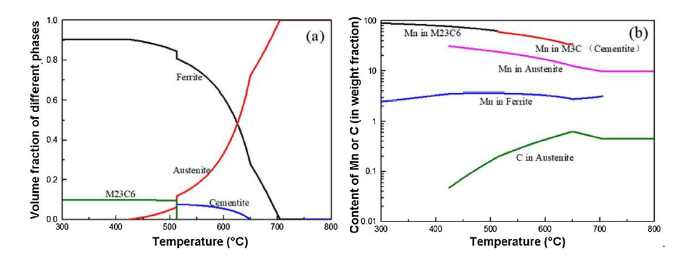
Fig. 1.
Equilibrium phase fraction (a) and C and Mn content in each phase (b) for the studied steel at different temperatures.
The studied steel was melted in 50 kg vacuum induction furnace and cast into ingot, and then the ingot was hot forged into several 40 mm-thick billets. The billets were firstly homogenized for 2.5 h at 1050°C, and then hot rolled to 4 mm-thick strips after 6-7 passes in a pilot two-stand hot rolling mill with the finish temperature around 800°C, followed by water cooling to room temperature. The hot rolled strip was further warm rolled to either 2 mm or 1.5 mm thickness, i.e. the total thickness reduction ratios of 50% and 63%, respectively, at different temperatures in the range of 250-800°C in a four-high cold rolling mill. During the warm rolling, it was firstly heated to the targeted temperature and held for 10 min, and then rolled in the total thickness reduction of about 25% with 3 rolling passes. Next, it was heated to the same temperature for another 10 min isothermal holding before the next warm rolling stage, which was repeated until the final thickness of 2 mm or 1.5 mm was reached. The targeted 2 mm thickness requires this thermo-mechanical cycle repeated by 2 times at 250-800°C, whilst the 1.5 mm thickness requires 3 times. The detailed warm rolling processes are described in Table 1, where the 'L'and 'H'in the sample codes represent for 50% and 63% thickness reduction, respectively. After the warm rolled steel strips were cooled to the room temperature in air, they were then subjected to the IA at 620°C for 5 h. The sketch map for this warm rolling and IA processes has been given in Refs. [23,31,32]. Note that some specimens were taken from the warm rolled strips without the IA treatment for the microstructural examination.
Table 1 Warm rolling processes employed in this work.
| Sample code | Warm rolling processes | |||
|---|---|---|---|---|
| Soaking temperature (ᅡᄚC) | Times of soaking | Final thickness (mm) | Total reduction ratio (%) | |
| 250 L | 250 | 2 | 2 | 50 |
| 400 L | 400 | 2 | 2 | 50 |
| 600 L | 600 | 2 | 2 | 50 |
| 650 L | 650 | 2 | 2 | 50 |
| 700 L | 700 | 2 | 2 | 50 |
| 750 L | 750 | 2 | 2 | 50 |
| 800 L | 800 | 2 | 2 | 50 |
| 600H | 600 | 3 | 1.5 | 63 |
| 650H | 650 | 3 | 1.5 | 63 |
Notes: 'L' and 'H' in the sample code represent for 50% and 63% reduction in thickness respectively.
The tensile samples were machined from annealed strips along the rolling direction with the gauge length and width of 50 mm and 12.5 mm, respectively. Uniaxial tensile tests were carried out at the speed of 2 mm/min on the WDW-200D tensile testing machine. All the reported values on tensile properties were taken as the averages of three or four repeated measurements. The microstructures of samples were examined by field emission scanning electron microscope (FE-SEM) after samples were polished and etched by 4% nitric acid for 20 s. The microstructures were also extensively examined using transmission electron microscope (TEM), FEI Tecnai G20, performed at 200 kV and Auger Nano probe combined with Electron Backscatter Diffraction (Nano-Auger/ EBSD), PHI 710, performed at 20 kV. The EBSD data were processed by EDAX OIM software. The X-ray diffraction (XRD) measurements were performed in the Bruker D8 Discovery with Co K-alpha radiation. The volume fraction of RA was calculated from the integrated intensities of (200)a, (211)a, (200)γ, (220)γ and (311)γ diffraction peaks. During the XRD examination, two-dimensional detector was selected with the exposure time of 1 s. The raw two-dimensional data was then converted into one-dimensional diffraction pattern by virtue of the commercial software EVA (Bruker). The instrumental broadening was determined by NIST Al2O3 sample. Thin foils for TEM examinations were cut from the specimens and mechanically polished to 20 μm thickness followed by twin-jet polishing in a solution of 5% perchloric acid and 95% ethanol at around -20°C. Samples for EBSD and XRD examination were electro polished in a solution of 20% perchloric acid and 80% ethanol at room temperature. Note that all the SEM, XRD and EBSD examinations were performed along the transverse direction.
3. Results
3.1. Tensile properties
Fig. 2 shows the typical tensile stress-strain curves of specimens that were warm rolled at various temperatures and interictally annealed. The average values on the tensile properties for each processing condition together with deviations, determined from three or four repeated measurements, are listed in Table 2. When the temperature increased from 250°C to 600°C, YS changed little whilst both UTS and TE gradually increased to 1020 MPa and 28%, respectively. In contrast, the further increase of temperature to 650°C led to little change in YS but the decreases in both UTS and TE. When the temperature increased to 700-800°C, both YS and UTS dramatically increased to more than 600 MPa and 1300 MPa respectively but TE decreased to less than 16%. Moreover, Fig. 2(b) and Table 2 both show that the increase of thickness reduction from 50% to 63% at 600°C could cause YS, UTS and TE all increase remarkably. In comparison, the higher thickness reduction at 650°C led to much smaller improvement of tensile properties.
Fig. 2.
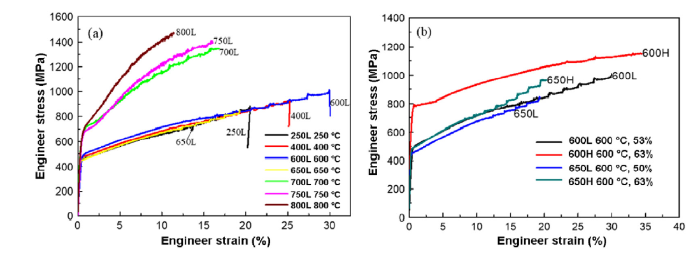
Fig. 2.
Tensile properties of studied 10 Mn steel: (a) Engineering stress-strain curves of specimens warm rolled at the different temperatures with 50% reduction in thickness; (b) Engineering stress-strain curves of specimens warm rolled at 600°C and 650°C with either 50% or 63% thickness reduction.
Table 2 Tensile properties of specimens warm rolled by different processes and annealed at 620°C for 5 h.
| Sample code | Mechanical properties | ||
|---|---|---|---|
| UTS (MPa) | YS (MPa) | TE (%) | |
| 250 L | 867± 35 | 459± 24 | 20± 3 |
| 400 L | 923± 18 | 471± 14 | 25± 1 |
| 600 L | 1020± 72 | 538± 73 | 28± 2 |
| 650 L | 820± 37 | 447± 14 | 18± 3 |
| 700 L | 1387± 33 | 719± 7 | 16± 1 |
| 750 L | 1400± 16 | 687± 7 | 16± 2 |
| 800 L | 1444± 5 | 627± 8 | 11± 3 |
| 600H | 1120± 45 | 773± 11 | 31± 2 |
| 650H | 954± 18 | 483± 16 | 20± 1 |
3.2. Microstructure examination
3.2.1. Warm rolled microstructures before intercritical annealing
The warm rolled microstructures before the IA examined by both SEM and EBSD are shown in Fig. 3, Fig. 4, respectively. They are composed of martensitic bands and austenite as the matrix, both elongated along the rolling direction. Moreover, many slip bands were seen in austenite (Fig. 4(a-c)). This is same to the warm rolled microstructures in 10 Mn-V steel in the previous research, in which, it was concluded that martensite bands should be inherited from the precedent hot rolled state and formed primarily due to the segregation of solute elements [23]. During the soaking at higher temperature, martensite became softer due to more pronounced recovery or even recrystallization and the stronger partition of solute C and Mn atoms from martensite to neighboring austenite. Consequently, martensite bands were then deformed to a larger extent than the average value during the warm rolling, leading to the thinner bands after soaking at the higher temperature (Figs. 3(a-c) and 4 (a, b)).
Fig. 3.
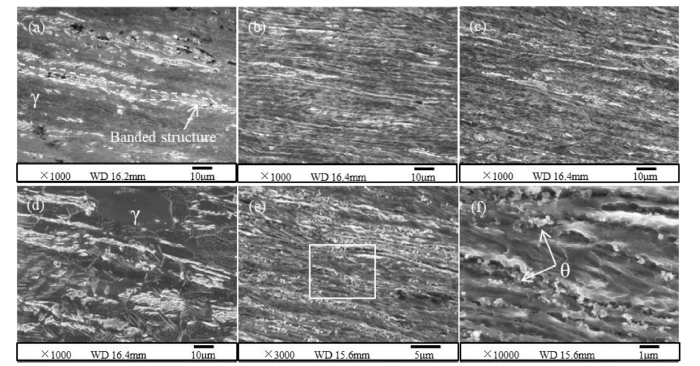
Fig. 3.
SEM images on the microstructures of specimens just after the warm rolling at 250°C (a), 400°C (b), 600°C (c) and 800°C (d) with 50% reduction in thickness, and at 600°C with 63% (e, f). The region marked in (e) is magnified in (f). 'γ' and 'θ' represent austenite and cementite, respectively.
Fig. 4.
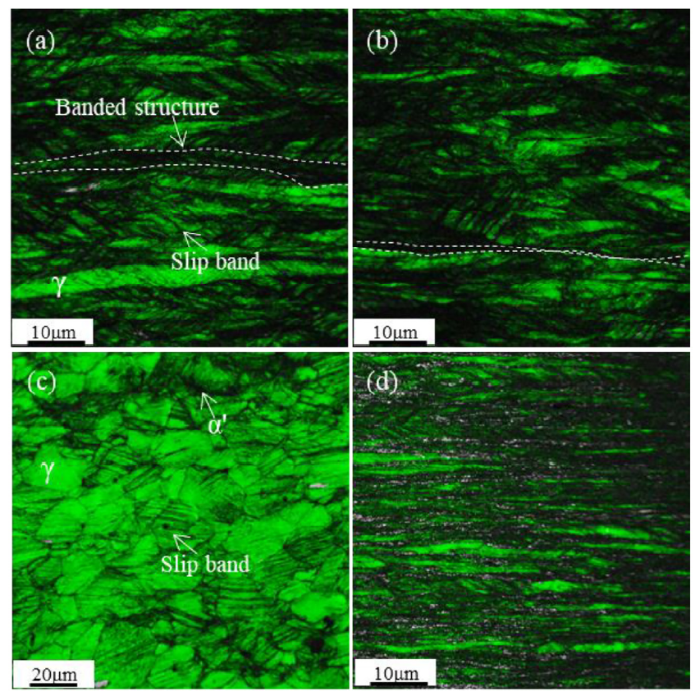
Fig. 4.
EBSD band contrast images overlapped by phase distribution on the microstructures of specimens warm rolled at 250°C (a), 600°C (b) and 800°C (c) with 50% reduction in thickness; and at 600°C with 63% (d). The green in images represent austenite; the ‘a’ represents martensite.
However, the martensitic bands should fully transform to austenite during the soaking at 800°C according the phase diagram in Fig. 1, leading to the subsequent warm rolling performed in the mere austenitic phase. Some of the reversely formed austenite grains at the initial martensitic bands may transform back to martensite again during either the low-temperature deformation or the cooling due to their low chemical stability, leading to thicker martensitic bands formed than those formed at 600°C, see Figs. 3(d) and 4 (c). Furthermore, austenitic matrix recrystallized during the soaking at 800°C, producing equiaxed austenite grains (Fig. 4(c)). Comparison of the microstructures after the warm rolling at 600°C with different thickness reductions reveals that greater thickness reduction could produce more cementite particles and result in shorter interspace between martensitic bands (Figs. 3(c, e, and f), 4 (b, d)).
3.2.2. Microstructures after intercritical annealing
The microstructures after the different warm rolling processes and the IA at 620°C for 5 h were examined by SEM, EBSD, TEM and XRD, whose results are shown in Fig. 5, Fig. 6, Fig. 7, Fig. 8) respectively. Figs. 5(a-g) and 6 (a-e) exhibit the microstructures on the specimens subjected to warm rolling with 50% reduction at different temperatures. After the warm rolling at 250°C, the deformed austenite grains recrystallized to an equiaxed morphology and some martensite in bands reversely transformed to austenite during the IA (Figs. 5(a) and 6 (a)), leading to the mixture of martensite and RA formed in the initial bands. After the warm rolling at 400-600°C, the deformed austenitic matrix also recrystallized to the equiaxed one during the IA. However, a part of martensite bands recrystallized to ultrafine ferrite grains during the warm rolling, and some of them reversely transformed to ultrafine austenite grains during the IA, leading to the duplex microstructures consisting of ultrafine austenite and ferrite grains in the initial bands, as seen in Figs. 5(b, c) and 6 (b). After the warm rolling at 650°C, however, the duplex microstructures disappeared (Figs. 5(d) and 6 (c)). This should be because most of initial martensite transformed to austenite during the soaking at 650°C and then retained after the IA.
Fig. 5.
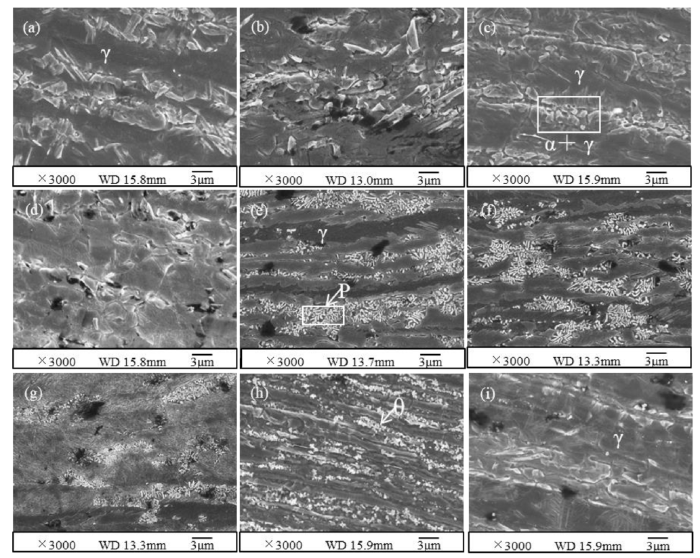
Fig. 5.
SEM images on the microstructures after the IA for the specimens warm rolled at 250°C (a), 400°C (b), 600°C (c), 650°C (d), 700°C (e), 750°C (f) and 800°C (g) by 50% reduction in thickness, and at 600°C (h) and 650°C (i) by 63%. The 'a' and 'P' in images represent ferrite and pearlite.
Fig. 6.
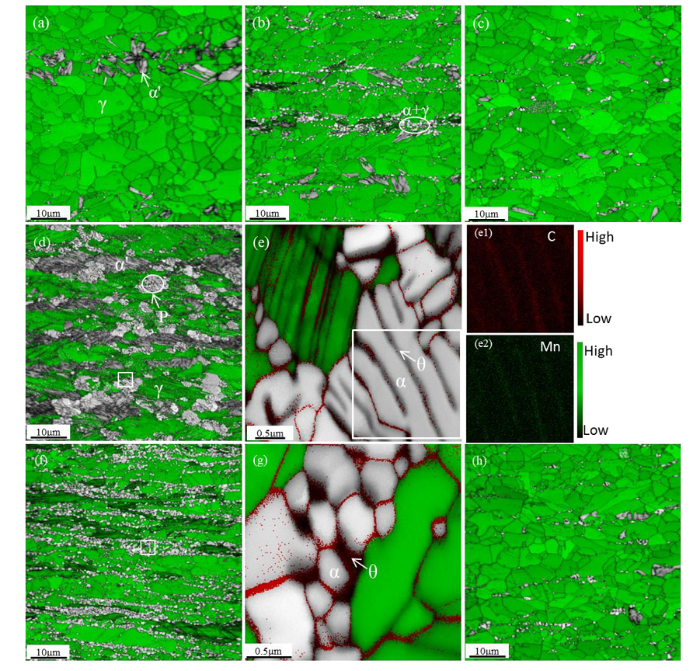
Fig. 6.
EBSD band contrast images overlapped by phase distribution on microstructures of specimens after the IA at 620°C for 5 h, when they were warm rolled at 250°C (a), 600°C (b), 650°C (c) and 750°C (d, e) by 50% reduction in thickness, or at 600°C (f, g) and 650°C (h) by 63%. (e) and (g) are the magnified views of marked regions in (d) and (f); (e1) and (e2) are the AES mapping of C and Mn concentrations in the marked region of (e). The green and the deep red represent austenite and cementite respectively.
Fig. 7.
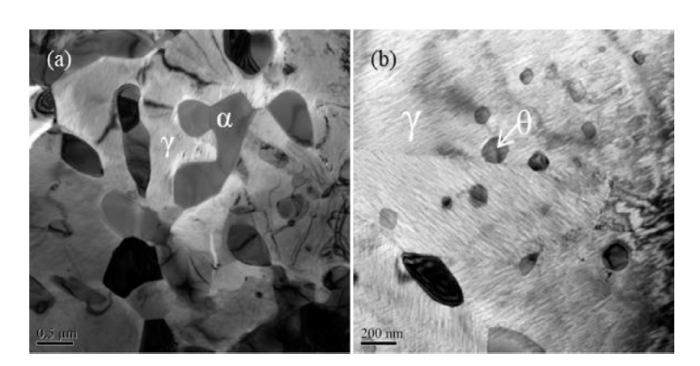
Fig. 7.
TEM images on microstructures of 600H specimen, which was warm rolled at 600°C by 63% reduction and then annealed at 620°C for 5 h.
Fig. 8.
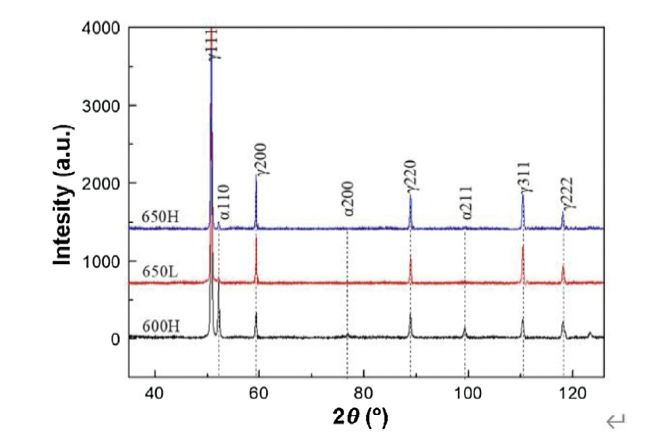
Fig. 8.
XRD spectra on 600H, 650 L and 650 L specimens examined along the transverse direction.
In contrast, the coarse austenite grains were elongated along the rolling direction after the warm rolling at 700-750°C. In particular, a typical lamellar pearlitic microstructure was surprisingly found after the IA (Figs. 4(e, f) and 5 (d, e)). The lamellar cementite particles contain high content of C and Mn as expected (Fig. 5(e1, e2)). To our best knowledge, this is the first time for pearlite to be observed in medium Mn steels. It was not found in the warm rolled and annealed 10 Mn-V steel subjected to the same processing [23], indicating that the addition of V into medium Mn steel may prevent the formation of pearlite. In addition, the comparison of Fig. 6(c, d) clearly reveals much more martensite formed in 750 L than that in 650 L, which leads to the dramatic increases in both YS and UTS, because larger fraction of austenite should be formed with reduced chemical stability with the increase of soaking temperature from 650°C to 750°C [33]. The further increase of soaking temperature to 800°C produces similar microstructural constituents after the IA but the fraction of pearlite is lower (Fig. 5(g)).
Figs. 5(h-i) and 6 (f-h) exhibit the microstructures after the IA on the specimens warm rolled at 600°C and 650°C by 63% thickness reduction. The microstructure of 600H is composed of both coarse and ultrafine austenite grains, ultrafine ferrite grains and cementite particles (Figs. 5(h) and 6 (f, g)). In contrast, 650H is composed of coarse austenite grains as the major phase, a small fraction of martensite and ferrite and a few cementite particles. The TEM examination on 600H confirms the presence of ultrafine austenite/ferrite grains and the spherical cementite particles within austenite, as shown in Fig. 7.
The XRD examination results on the specimens of 600H, 650 L and 650H are given in Fig. 8. No BCC phase was measured in both 650 L and 650H, suggesting that BCC phase fraction should be negligible. By contrast, about 30 vol.% of ferrite was measured in 600H. These are in good agreement with the SEM and EBSD results in Fig. 5, Fig. 6.
The Mn partition between cementite and their neighboring ferrite in both 700 L and 600H specimens was further examined by EDS, as given Fig. 9. The Mn content of lamellar cementite particles in 700 L are about 14%-19%, whilst the spherical cementite particles in 600H contain 20%-29% Mn. The latter should be formed during the warm rolling at 600°C and remain after the IA, as seen in Figs. 3(e, f), 6 (f, g) and 7 . Fig. 3(d) reveals almost no lamellar cementite particles formed after the warm rolling at 800°C but Fig. 5(g) shows much more after the subsequent IA at 620°C, suggesting that they are very likely to precipitate in 800 L during the IA.
Fig. 9.
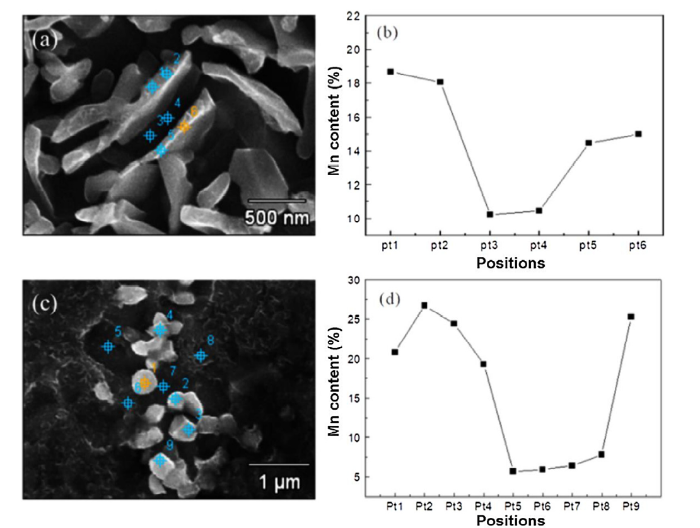
Fig. 9.
Difference of Mn content in cementite particles and the matrix in 700 L (a, b) and 600H (c, d) specimens.
3.2.3. Microstructures after tensile fracture
The microstructures after the tensile fracture were also examined by EBSD (Fig. 10(a-g). Our previous work showed that very few RA grains transformed in both 600 L and 600H specimens until the deformation to 10% true strain (Fig. S9 in Ref. [23]). However, many coarse RA grains indeed transformed after fracture so that most of the remaining RA grains have ultrafine sizes, as seen in Fig. 10(a, b). In contrast, most of coarse austenite grains in both 650 L and 650H were deformed rather than transformed except the austenite grains in bands transformed to martensite, see Fig. 10(c-f). Moreover, some cracks were observed along the interface of martensitic band and austenitic matrix (Fig. 10(d)). When the rolling temperature increased to 750°C, many coarse austenite grains also transformed to martensite after fracture and some cracks appeared at the interfaces of pearlite/martensite and austenite/martensite, as shown in Figs. 6(d) and 10 (g).
Fig. 10.

Fig. 10.
EBSD band contrast maps overlapped by phase distribution on microstructures after the fracture of 600 L (a), 600H (b), 650 L (c, d), 650H (e, f) and 750 L (g) specimens. (f) is the magnified view of marked region in (e).
4. Discussion
4.1. Relationship of warm rolling, intercritically annealed microstructure and tensile properties
Fig. 5, Fig. 6 show that the equiaxed austenite grains in 250 L, 400 L, 600 L and 650 L specimens have the similar coarse sizes. The previous research on this steel concluded that the coarse austenite grains should yield firstly during the tensile deformation, i.e. determining the value of YS [23,34]. Therefore, they all have the similar YS values. When the rolling reduction at 600°C increased from 50% to 63%, a large number of cementite particles started to precipitate during the last warm rolling pass (Fig. 5(c, h)) and the austenite grains were refined to a greater extent, both leading to the increase of YS by 235-300 MPa. In contrast, much fewer cementite particles were observed after the warm rolling at 650°C. In this case, the increase of rolling reduction from 50% to 63% just produced a slight increase in YS by 34 MPa, which should be merely due to the refinement of austenite grains, as seen in Fig. 6(c, h). Nevertheless, UTS and TE values are more dependent on the capability of strain hardening after yielding. Martensite could recrystallize to ultrafine ferrite grains during the warm rolling at 600°C and some of them reversely transformed to ultrafine austenite grains during the IA, as seen in Fig. 6(b). Such a bimodal austenite grain size distribution may cause a remarkable back-stress strengthening, which has been well documented in Ref. [35]. Furthermore, these ultrafine austenite grains could further transform to martensite or twin at the later stage of deformation, contributing to additional work hardening [23,34]. Consequently, both UTS and TE values are much higher for 600 L than those for 250 L and 400 L. Higher rolling reduction at 600°C could promote recrystallization in martensite, leading to larger fraction of ultrafine ferrite/austenite grains formed after the IA. Thus, the 600H specimen shows even higher values of UTS and TE than 600 L (Figs. 6(b, f) and 2 (b)).
In the case of warm rolling at 650°C, much less martensite recrystallized because most of martensite reversely transformed to coarse austenite grains during the soaking at this high temperature, and remained as coarse grains after the subsequent warm deformation and the IA (Fig. 6(c)). During the tensile deformation, these coarse austenite grains having low mechanical stability transformed to martensite at the early deformation stage, and then the cracks could be easily initiated and propagated along the interface of austenite and martensite (Fig. 10(c, d)). Consequently, the specimen was fractured before most of austenite grains transformed, leading to significantly reduced strain hardening and deteriorated ductility. In summary, the 600H specimen, which was subjected to the warm rolling at 600°C by 63% reduction, exhibited the highest values of YS, UTS and TE at the same time among the specimens warm rolled below 650°C, most probably due to the presence of largest fraction of ultrafine austenite/ferrite grains and cementite precipitates. This is also the best tensile properties achieved in studied steel, including 1.2 GPa UTS and 35% TE, which is equivalent to the best mechanical properties achieved in the warm rolled V-alloyed 10 Mn steel, i.e. 1.5 GPa UTS and 28% TE [23], suggesting that the economic strain-induced cementite may replace the expensive VC precipitates.
When the warm rolling temperature increased to 700-750°C, some pearlite was formed along the austenite grain boundaries, leading to reduced chemical stability of remaining austenite due to more C atoms consumed to form cementite. As a result, the final microstructures after the IA consist of pearlite, retained austenite and a considerable fraction of martensite (Fig. 6(d, e)). In addition, the coarse austenite grains were divided by the formation of martensite and pearlite, leading to a certain refinement in austenite. Such a considerable fraction of pearlite plus martensite (Fig. 6(d)) in 750 L specimen should be mainly responsible for the dramatic increase of YS by 240-270 MPa. A rapid work hardening, which should result from the fast transformation of many coarse RA grains to martensite (Fig. 10(g)), occurred after yielding, finally leading to the UTS value of 750 L up to 1400 MPa but TE less than 16%.
In contrast, microstructures after the warm rolling at 800°C are composed of coarse austenite grains as the major constituent and a small fraction of martensite (see Fig. 4(c)), and they then transformed to coarse austenite grains, some pearlite and martensite after the IA (Fig. 5(f, g)), in which the fraction of pearlite plus martensite is much smaller than that in 750 L. In other words, more austenite grains were retained after the IA, presumably having lower C content due to the dilution of C in the larger volume. Moreover, the warm rolling at higher temperature may generate lower dislocation density in RA due to enhanced recovery. Both the lower C content and lower dislocation density in RA grains led to reduced mechanical stability so that more RA grains could rapidly transform to martensite at the early stage of deformation, resulting in more significant work hardening and then even higher UTS of 1440 MPa but lower TE of 11%.
4.2. Mechanisms for warm rolling induced pearlite and cementite
After the IA at 620°C for 5 h, pearlite was observed in the specimens subjected to warm rolling above 700°C (Figs. 5(e-g) and 6 (d)), which was not found in the warm rolled 10 Mn-V steel [23]. To interpret this, we have calculated time-temperature-transformation (TTT) and continuous-cooling-transformation (CCT) diagrams for the decomposition of austenite in the studied steel during cooling, using the commercial software of JMatPro 6.1 and the actual composition and grain size of austenite. The calculated results are shown in Fig. 11(a and b). The equiaxed morphology of austenite grains in Fig. 6(a-c) for the warm rolling below 650°C suggested that they should have recrystallized during the IA. Therefore, we may reasonably expect that the TTT decomposition curve of recrystallized austenite is close to the calculated curve '1'in Fig. 11(a), which can explain why no pearlite was formed during the IA. Moreover, the calculated CCT diagram in Fig. 11(b) suggests that the cooling rate for pearlite to form during cooling should be lower than about 0.6°C/s, which is much lower than the actual cooling rate of studied steel sheet in air. Therefore, no pearlite should be formed after the IA, which is consistent with experimental observation.
Fig. 11.
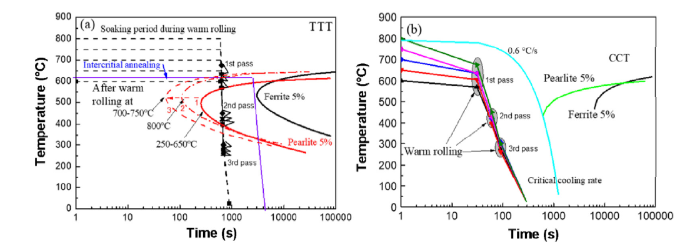
Fig. 11.
Time-temperature-transformation (TTT) (a) and continuous-cooling- transformation (CCT) (b) diagrams for the decomposition of austenite in the studied steel, calculated on the basis of the composition and austenite grain size of studied steel using JmatPro 6.1 software; The employed warm rolling processes and the IA process are superimposed in (a).
When the warm rolling temperature increased to 700-750°C, the fraction of RA grains decreased due to the formation of martensite and most of them appeared not recrystallized after the IA, as seen in Fig. 5(e, f) and 6(d). This is probably because less strain stored energy was accumulated in austenite grains due to more active recovery occurring at higher warm rolling temperature. Consequently, dislocation density was not high enough for the warm rolled austenite grains to recrystallize during the IA but may cause the TTT curve for the onset of pearlite transformation move from '1' to '3' in Fig. 11(a), leading to the formation of pearlite during the IA. This is a strain-induced pearlite transformation with shorter incubation time than that for recrystallized austenite grains, which has been frequently observed in steels [36,37]. When the soaking temperature increased to 800°C, even lower deformation energy was accumulated so that the curve just moved from '1' to '2', the latter is between '1' and '3' in Fig. 11(a). The resultant fraction of pearlite formed during the IA is then smaller than those in 700 L and 750 L specimens, as seen in Fig. 5(e-g).
One may notice that many cementite particles precipitated after the warm rolling at 600°C by 63% thickness reduction but not after that by 50% reduction, and none of them were observed after the warm rolling at 650°C by either 50% or 63%, as seen Fig. 5. 50% and 63% thickness reductions require the soaking and warm rolling processes repeated by two and three times respectively. This suggests that these spherical cementite particles should precipitate during the third cycle of soaking at 600°C and warm rolling. This is probably because a complete recrystallization cannot occur during the soaking at 600°C so that strain energy was accumulated to a high enough level during the first two cycles, promoting the precipitation of cementite in the third cycle both thermodynamically (higher driving force) and kinetically (more defects as nucleation site and accelerated diffusion of solute elements via dislocation). However, a complete recrystallization may occur at 650°C and cementite should be dissolved according to the thermodynamic calculation in Fig. 1(a). Thus, no cementite was observed after the warm rolling at 650°C.
4.3. Strengthening mechanisms
The increase of rolling thickness reduction at 600°C from 50% to 63% led to the increase of YS by 235-300 MPa, as seen in Table 2 and Fig. 2(b). Such a pronounced strengthening should be attributed to many cementite particles that only precipitated during the warm rolling with 63% thickness reduction. This can be quantified using the well-known Ashby-Orowan equation [38,39] as follows:
where σp is the increment of yield strength (MPa) due to precipitation hardening; G, b, f and χ are the shear modulus (75000 MPa), Burgers vector (0.254 nm), the volume fraction and the real diameter (nm) of cementite precipitate, respectively. Both the fraction and average size of cementite precipitate were statistically determined as 0.0337± 0.006 and 86.6± 4.2 nm respectively by measuring these particles on TEM photos. The resultant σp can be then calculated as about 176 MPa.
where △σy is the increment of YS due to grain refinement strengthening (MPa); d600L and d600H are the average diameters of coarse austenite grains in 600 L and 600H respectively. Note that ultrafine austenite grains are not considered because the previous research suggested that the yielding was very likely to start from the coarse ones [23,34]. The increment of YS due to the austenitic grain refinement can be calculated as about 75 MPa. The sum of two strengthening increments is then 251 MPa, which is consistent with the observed range of 235-300 MPa in Table 2 and Fig. 2, suggesting that both precipitation and grain refinement are the major contributors to strengthening.
The previous research concluded that the V addition into 10 Mn steel led to the increase of YS up to 650 MPa, which was mainly attributed to the precipitation strengthening (~400 MPa) and the forest dislocation hardening (~230 MPa) [23]. Although the volume fraction of cementite precipitated in 600H is higher than VC particles in the V-alloyed 10 Mn steel, they have much coarser size, leading to lower precipitation hardening effect. In addition, the dislocation strengthening should be negligible for 600H since the austenitic matrix has been recrystallized during the IA, as indicated by the EBSD examination (Fig. 6(f)). This is apparently because cementite particles in the present 10 Mn steel have weaker inhibition on recovery and recrystallization than the finer VC particles in the 10 Mn-V steel. Therefore, if a further refinement of cementite particles is achieved by raising the rolling reduction and lowering IA temperature, they could have a greater inhibition on recovery and recrystallization and contributed to strengthening. In this case, we may expect that the mechanical properties of medium Mn steels could be further improved just using the economic cementite precipitation, which, however, requires more studies in future.
5. Conclusions
In this paper, the influences of both warm rolling temperature and thickness reduction on the microstructural evolution during the processing and the tensile properties were investigated for a 10 Mn steel. It appeared that strength increased with the rolling temperature but the strengthening mechanisms varied with different temperatures.
(1) When the warm rolling with 50% reduction was performed at 250-600°C, the recrystallized grain size of deformed austenite was almost identical and no cementite precipitated during the IA, leading to similar values of YS. The higher rolling temperature and the greater reduction both caused more martensite recrystallized to ultrafine ferrite grains during the rolling and some of them transformed to ultrafine austenite grains during the IA, which led to more sustainable work hardening via TRIP effect and then higher values of UTS and TE. In particular, the rolling by 63% reduction at 600°C promoted the strain-induced cementite precipitation, which led to the significant increase of YS by 235-300 MPa and the best combination of mechanical properties among all the studied processes.
(2) The warm rolling at 650°C, however, caused even more martensite reversely transform to austenite during the soaking and more austenite retained with low mechanical stability after the IA than that at lower temperature. These RA grains rapidly transformed to martensite at the early deformation, which was cracked easily, leading to the decreases in both UTS and TE.
(3) The further increase of rolling temperature to 700-800°C produced a considerable amount of pearlite formed during the IA. The resultant chemical stability of austenite decreased since the formation of more cementite decreased the C concentration of austenite, leading to a large fraction of martensite formed after the IA. The presence of both pearlite and martensite resulted in very pronounced increases in both YS and UTS but at a great sacrifice of ductility.
(4) Compared to the best tensile properties of V-alloyed 10 Mn steel including 1.5 GPa UTS and 28% TE [23], the studied 10 Mn steel exhibits the equivalent combination of 1.2 GPa UTS and 35% TE via just using the strain-induced precipitation of cementite. This suggests that the mechanical combination of strength and elongation for non-V-alloyed medium Mn can be improved to an equivalent level to the V-alloyed one via just using the economic cementite precipitation.
Acknowledgements
H.W. Luo acknowledges the financial support from National Natural Science Foundation of China (Nos. 51861135302 and 51831002). Bin Hu acknowledges the Young Elite Scientists Sponsorship Program by China Association of Science and Technology (No. 2018QNRC001), the Fundamental Research Funds for the Central Universities (No. 06102146), the Postdoctoral Science Foundation of China (No. 2018M640063) and the National Natural Science Foundation (No. 51904028).
Reference

 WeChat
WeChat
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}