

1. Introduction
The attractive properties of bulk metallic glasses, e.g., high strength, high hardness, large elastic strain limits, and excellent corrosion and wear resistance offer potential promise for engineering and structural application. However, BMGs exhibit catastrophic failure at room temperature during loading without any significant plastic deformation, due to localized deformation in the dominant shear band, which severely hampers their applications in engineering and structure materials [1,2]. The introduction of the embedded second crystal phase in the BMG matrix to prepare a bulk metallic glass composites has effectively improved the plastic deformation of BMGs. Several strategies have been explored, such as in-situ [[3], [4], [5]] and ex-situ [4,6,7] to introduce the crystalline phases into the BMG matrix. The ex-situ strategy was firstly used to prepare the BMGCs due to the ease to design and regulate the morphology and structure of the crystalline reinforcement phase. The BMGCs designed by in-situ strategy containing multi-phases exhibit an excellent interfacial bonding between dendrites and amorphous phases, but which have a shortcoming of poor tailoring microstructure.
Ex-situ strategy includes particle-reinforced BMGCs and fiber-reinforced BMGCs [4]. The composites designed by this strategy overcome the shortcoming of poor compress plasticity, but few research of ex-situ type BMGCs with tensile plasticity is reported, which maybe attribute to the sensibility of the tension to poor interfacial bonding. Chan group [8] prepared multilayered Pd-based BMG by thermoplastic bonding with not only excellent bonding quality, but also enhanced the compression plasticity compared to the as-cast BMGs, though they didn’t reported the tensile plasticity of the composite. The multilayered BMGCs with alternating Cu and amorphous-CuNb layers deposited in a way demonstrated that the introduction of crystalline nanolayers can substantially suppress shear localization in BMGs, preventing catastrophic fracture happening [9]. However, we can’t ignore that the preparation process is extremely rigour and the prepared BMGCs lack of work-hardening capability.
In-situ type BMGCs are recently popular because in-situ formed soft crystalline phases yields first and causes a stress concentration in the interface between the crystalline phases and the amorphous matrix during tension, which triggers the formation of multiple shear bands, and the soft crystalline phases additionally retard the rapid extension of shear bands. The combination of these promotes the improvement of the plasticity for BMGCs. The widely studied in-situ type BMGCs are generally classified to two groups: B2-type (containing in-situ formed B2-CuZr or B2-TiCu phases) BMGCs and β-type (containing in-situ formed β-Ti/Zr phases) BMGCs [5,10,11]. β-type BMGCs are generally developed by adding β-stabilizing elements and most of them exhibit work-softening and necking during tension. Nevertheless, the work-hardening capability and plasticity of recent developed β-type in-situ BMGCs are pronouncedly improved by deformation-induced phase transformations [10,12]. Even so, it is still difficult to achieve a satisfyingly devisable structure to expand engineering applications. Hence, it is an urgency to explore a new strategy to prepare BMGCs with tensile plasticity.
On basis of the above mention, a novel hybrid strategy combining in-situ and ex-situ strategy is proposed to prepare the novel BMGCs, shown as Fig. 1. Firstly, an amorphous alloy system with high glass-forming ability and an ex-situ soft phase layer that can be closely bond with it are selected. Then, in-situ type BMGCs are usually prepared by elements alloying and adjusting the appropriate cooling rate. Thus, β-stabilizing element, Nb is added to the selected alloy system and the alloying amorphous ribbons are produced by a melt spinning method due high cooling rate. Next, ex-situ soft phase layers and alloying amorphous ribbons are tightly stacked in alternation to form a preform, and the β stabilities (Nb and Zr) diffuse to the Ti layers and in-situ dendrites as well as Ti layers dissolve into the amorphous melts when the preform is heated to the melt temperature of the amorphous matrix. Finally, the preform is prepared to a multilayered BMGC (ML-BMGC) by the conventional water quenching method. The prepared ML-BMGC is expected to contain in-situ soft phases and ex-situ soft phases, shown as the composite structure in Fig. 1. The β-Ti layer, identified as the in-situ dendrites, serves as the mediums connecting the ex-situ α-Ti layers and the amorphous matrix to overcome the poor interfacial bonds between ex-situ α-Ti layer and the amorphous matrix. Apparently, the prepared ML-BMGC possesses the both superiorities of in-situ and ex-situ BMGCs. The ML-BMGC prepared by the hybrid strategy is expected to obtain the controllable structure and pronounced tensile plasticity. The hybrid strategy has potential to great contribution to expand application of BMGs.
Fig. 1.
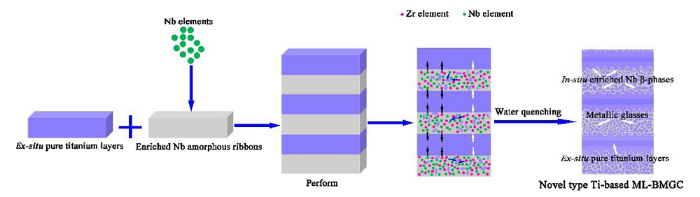
Fig. 1.
Hybrid strategy schematic diagram.
In this study, a series of Ti-based ML-BMGCs were designed by the novel hybrid strategy. The as-prepared ML-BMGCs not only possess a controllable multilayered microstructure of Ti layers and the amorphous matrix with alternative distribution, but also exhibit an outstanding combination of the specific strength and ductility during tension. The hybrid strategy provides a new way of designing the BMGC with the expectedly controllable microstructure and the excellent tensile property.
2. Experimental
2.1. Preparation of the amorphous ribbons
The (Ti0.328Zr0.302Ni0.053Cu0.09Be0.227)100-xNbx (2≤x≤8, at.%) alloys were prepared by arc melting the mixture of pure metals (the purity is above 99.9 wt%) under Ti-gettered argon atmosphere. The ingots were remelted at least four times to obtain a uniform chemical composition. The amorphous ribbons with approximately 50 μm in thickness and 10 mm in width, were produced using a melt spinning method. The final ribbons were tailored every 80 mm in length.
2.2. Preparation of the ML-BMGCs
Firstly, the commercially pure titanium layers (the purity > 99.9%) with 50 μm thickness were cut into the same size as the amorphous ribbons, followed by ultrasonically cleaning in ethanol. Then the multilayered structure was obtained by stacking the (Ti0.328Zr0.302Ni0.053Cu0.09Be0.227)100-xNbx and the pure titanium layers in turn in a holding fixture, whereby they were closely compacted. The preform with a thickness of 9 mm (∼180 layers) by the amorphous ribbons and pure titanium layers was put into a vacuumed stainless steel tube. Eventually, the tube was placed in a furnace at 895 ℃ for 2 min and quenched into the water to prepare the multilayered (Ti0.328Zr0.302Ni0.053Cu0.09Be0.227)100-xNbx/Ti layer composites (x = 2, 5 and 8, denoted as Nb2, Nb5 and Nb8).
2.3. Characterization analysis of the ML-BMGCs
The slices with a thickness of 1 mm were transversely cut from the as-prepared composites and were ground and polished for characterization by means of X-ray diffraction (XRD, Bruker D8 Advance) with CuKα radiation, scanning electron microscopes (SEM, ZEISS Supra 55 & ZEISS MERLIN Compact) equipped with energy dispersive spectrometers (EDS) and electron backscatter diffraction (EBSD). The EBSD analysis for the as-prepared composites was performed with the step size of 0.2 μm. Additionally, the thin foils with a diameter of 3 mm (cut from the as-prepared composites) were observed by transmission electron microscopy (TEM, FEI Tecnai F20). The tensile samples with dog-bone shape with a gauge length of 15 mm and cross-section dimension of 2 mm × 0.8 mm were tested uniaxially on an Electronic Universal Testing Machine (Instron 5582) with the initial strain rate of 2 × 10- 4 s-1. The hardness and modulus of the crystalline phases and the amorphous matrix were measured by a nanoindenter (Agilent, G200) in the continuous stiffness mode with a depth of 500 nm and a loading rate of 10 nm s-1.
3. Results
3.1. Microstructure
XRD patterns of the as-prepared ML-BMGCs with different Nb content are shown in Fig. 2. As can be seen, the typical diffraction Bragg peaks corresponding to hexagonal close-packed (hcp) α-phase (P63/mmc, 194) and body-centred cubic (bcc) β-phase (Im-3 m, No. 229) superimpose on one broad halo peak characteristic of the amorphous phase. Fig. 3(a) shows the cross section of the as-prepared Nb-added ML-BMGCs. An alternately distribution with the titanium layers and amorphous layers is observed, conforming to the anticipated designed structure. To further confirm the phases, we conducted the EBSD measurement. The EBSD result analysis in Fig. 3(b) also demonstrates the composites consisting of α-phase (colored blue in the phase map of Fig. 3(b)), β-phase (colored red in the phase map of Fig. 3(b)) and amorphous phases, which profoundly corroborates the XRD result. It should be pointed out that the composites origin from as-cast α-Ti phase and amorphous phase, which indicates the formation of new phase indexed to β-phase during the preparation process.
Fig. 2.
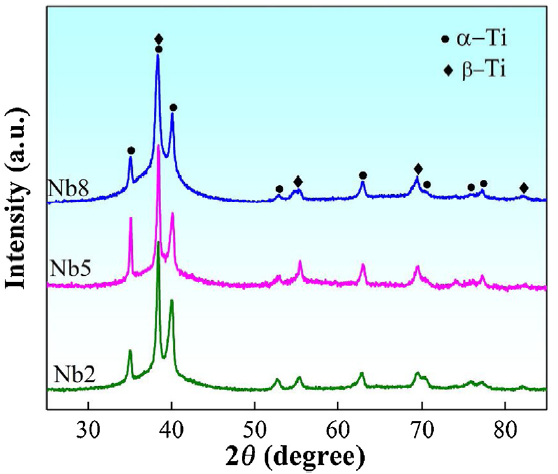
Fig. 2.
XRD patterns of the as-cast ML-BMGCs with adding different Nb contents.
Fig. 3.
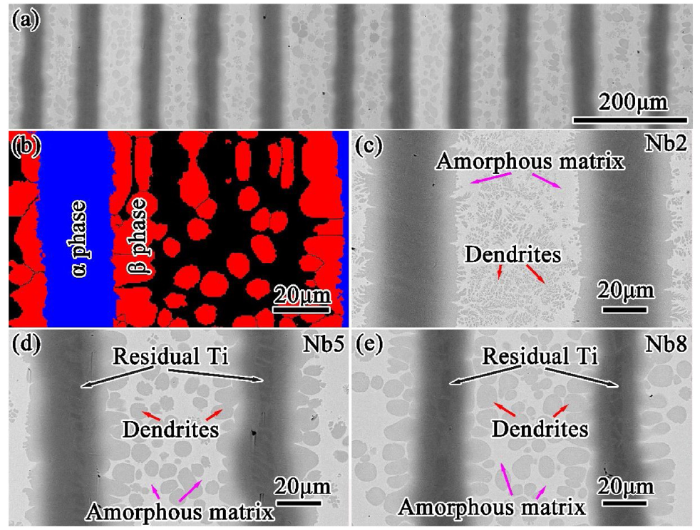
Fig. 3.
(a) SEM macrograph of the ML-BMGCs; (b) the phase map (β-phase is colored red and α-phase is colored blue); (c-e) the enlarged SEM micrographs of Nb2, Nb5 and Nb8.
Poor interface is severely fatal for ex-situ type BMGCs [[17], [18], [19]]. The present composite with multilayered structure is different from them. The interfacial delamination phenomenon easily appears during the service process, leads to the composite failure [[13], [14], [15]]. As recently reported by many researchers who prepared multilayered steels composites, a well-bonded interface of which has a sufficiently high toughness and hence was prevented from possible delamination failure [[16], [17], [18], [19], [20]]. Li et al. [21] has reported an excellent interfacial bond between Ti32.8Zr30.2Ni5.3Cu9Be22.7 (ZT3) and Ti alloys, on basis of which the present work was thoroughly conducted by the hybrid strategy. The microstructure SEM images of the ML-BMGCs containing different Nb content are exhibited in Fig. 3(c-e). As can be seen, the titanium layers and the amorphous matrix are tightly metallurgically bonded through the transition zone. The interfaces between the transition zones and amorphous phases as well as the titanium layer, are quitely clear. No interfacial cracks and interfacial voids are present in the ML-BMGCs. These results indicate that adding Nb to the amorphous phase still maintains a well-bonded interface.
It can be seen from Fig. 3(c-e) that the significant variedly dissolutions of the pure titanium layers appear at the interface with increase of Nb content. It is noteworthy that, the titanium layers become thinner as the increasingly Nb content. This implies that the dissolutions of the titanium layers monotonically increase with the increase of Nb content. In other words, Nb element contributes to the dissolution of the titanium layers. This results in that there exist the component fluctuations in the amorphous matrix due to the titanium layers dissolution into amorphous matrix. The dendrites precipitated from the amorphous matrix to ensure the formation of amorphous phase. Additionally, the dendrite morphologies vary as an increasing Nb content due to the difference of the dissolution degrees. It can be observed, the dendrites become coarser with increasing Nb content. During dissolution process, some titanium alloys broken away from the titanium layers while they were not able to remotely transported in the amorphous matrix because of lacking of an enough driving force. This directly leads to that some dendrites with the larger size connected to the titanium layers emerge at the interface between the titanium layers and amorphous matrix, especially the Nb8 ML-BMGC. In the current research, much more Nb addition would lead to the separated and branched dendrites for Nb2 evolution to a large amount of rod-like crystalline phases for Nb5 and Nb8. Fig. 4 exhibits the volume fraction of the crystalline phases with increasing of Nb content. More interestingly, the volume fraction of the crystalline phases (includes α-phases and β-phases) is apparently higher than the original designed value of 50%. This means that additional crystalline phases are precipitated in the amorphous matrix. It is observed that the volume fraction of the crystalline phases monotonously goes up with increasing Nb content. This strongly supports the successfully feasibility of the novel hybrid strategy to design BMGCs. Besides, with increasing Nb content, the volume fraction of α-phases drops off monotonously while that of β-phase oppositely increases, which implies that increasing Nb content contributes to the transformation from α-phase to β-phase and precipitation of β-phase.
Fig. 4.
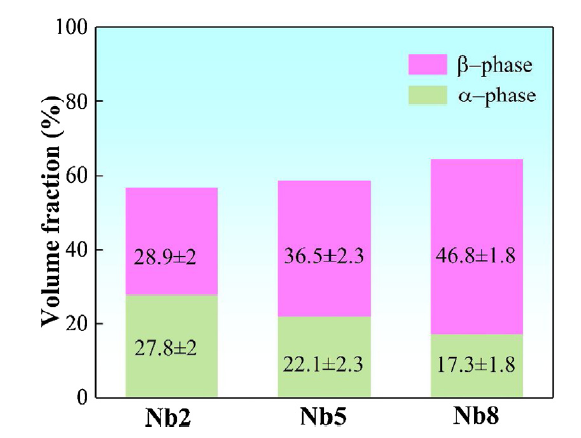
Fig. 4.
Volume fraction of the different crystalline phases for the ML-BMGCs with different Nb microalloying contents.
Fig. 5 shows EDS line results corresponding to SEM, which was mechanically polished before characterization. Be element was confirmed to almost totally dissolve in the amorphous matrix [22]. So here, we assume that Be is only presented in amorphous matrix and are not discussing further in the present work. It should be pointed out, when the temperature reaches the melting temperature of the amorphous phase, a distinct solid-liquid interface was generated instantaneously. Simultaneously, the concentration difference of all elements was also created in the solid-liquid interface. It is obvious that Ti content near the titanium layers side at solid-liquid interface is higher than that the melts side at solid-liquid interface. Similarly, the other elements content excepting Ti adjacent to the melts side at solid-liquid interface is also higher than that at the titanium layers side. As a result, the concentration gradients of all elements are introduced in solid-liquid interface, which provides enough driving forces for the inter-diffusion of all elements. Based on the previous reports [22], the most of Cu and Ni are retained in the amorphous matrix during the cooling process due to the larger negatively enthalpy of mixing between them and the others. This ensures the formation of amorphous phase during the cooling process. The signal intensity of Cu and Ni in the titanium layers and the dendrites domains is very weak, but it is very strong in the amorphous matrix, suggesting that most of Cu and Ni elements dissolve in the amorphous matrix. The result is consistent with the front explanation. Nevertheless, by carefully analyzing the signal intensity of Ti, Zr and Nb, there is significant difference of Nb, Zr and Ti content in the dendrites and amorphous matrix. The contents of the three elements in the dendrites are apparently higher than those in the amorphous matrix, which is attributed to that the Nb and Zr can infinitely solid-solution in Ti. Furthermore, the average composition of the dendrites and the amorphous matrix obtained by EDS analysis are summarized in Table 1 and presented in Fig. 6. It clearly shows that the Cu and Ni contents in the dendrites are lower compared with those in the amorphous matrix while they change in very narrow ranges of 1.92 ± 0.2-2.56 ± 0.2 (at.%), and 0.77 ± 0.2-1.03 ± 0.2 (at.%), respectively. So Cu of 10.58 ± 0.2-11.15 ± 0.2 (at.%) and Ni of 6.91 ± 0.2-7.07 ± 0.2 (at.%) are enriched in the amorphous matrix, respectively. Ti is the main constitute and Nb is a stronger β-stabilizing element for β-Ti phase while Zr is a weaker one [34]. No wonder the content of Zr and Nb in dendrites is higher compared with Ni and Cu due to the fact that Ti and Nb, and Ti and Zr can form infinite solid solution. However, a notable and unique phenomenon is that the Nb content in the dendrites is not only obviously higher than that in the amorphous matrix, but also the Nb content difference value between the dendrites and amorphous matrix is significantly enlarging as increase of Nb content, shown as Fig. 6. The fact, that Nb element with the highest melting temperature preferentially precipitated from the liquid melts and enriched in the β-Ti dendrites during the cooling process, is responsible for this result.
Fig. 5.

Fig. 5.
EDS line scanning results through the titanium layer of Nb2 (a) and Nb5 (b).
Table 1 Composition of the dendrites and the amorphous matrix for Nb2, Nb5 and Nb8.
| Phase | Element | Nb2 | Nb5 | Nb8 |
|---|---|---|---|---|
| Ti (±1.2) | 77.44 | 78.19 | 71.73 | |
| Ni (±0.2) | 1.03 | 0.93 | 0.77 | |
| Dendrite phase | Cu (±0.2) | 2.56 | 2.11 | 1.92 |
| Zr (±1.0) | 16.66 | 13.71 | 14.15 | |
| Nb (±0.5) | 2.32 | 5.06 | 11.43 | |
| Ti (±1.3) | 53.98 | 54.11 | 50.24 | |
| Ni (±0.2) | 6.91 | 7.07 | 6.96 | |
| Amorphous matrix | Cu (±0.3) | 10.58 | 11.12 | 11.15 |
| Zr (±1.1) | 27.14 | 25.69 | 27.62 | |
| Nb (±0.5) | 1.40 | 2.01 | 4.04 |
Fig. 6.
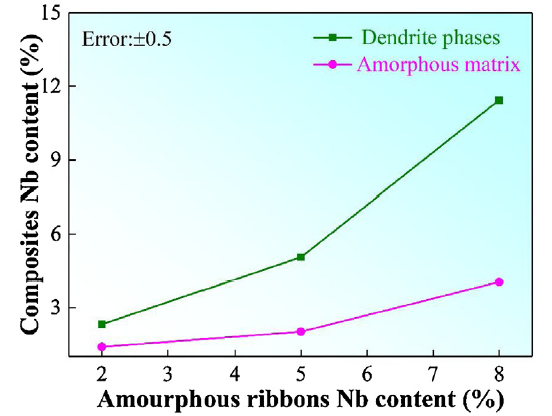
Fig. 6.
Change trend of Nb content in the dendrites and the amorphous matrix with adding different Nb contents.
There simultaneously exist the diffusion and dissolution when the amorphous ribbons were heated to the melting temperature. Above the amorphous melting temperature, the Nb and Zr in the amorphous matrix diffused into the pure Ti layer and replaced some Ti atoms due to the composition gradient in the interface accompanied by that the pure titanium layers continue to consume. There is no doubt that a gradient distribution of Ti, Nb and Zr in the Ti layers occurs for this reason that the driving forces gradually decrease from the solid-liquid interface to the core of the pure titanium layers. The EDS line result demonstrates the distribution of chemical composition in the titanium layers. The EDS line result of Nb5 is taken as an example shown in Fig. 5(b). A platform from the interface between the titanium layer and the amorphous matrix to a short distance inside the titanium layer is presented, which is corresponded to the coarser β-Ti dendrites connected to α-Ti layers. This also indicates that the chemical composition remains basically stable in β-Ti dendrites. The degree of the EDS line result of Ni and Cu is extremely low near zero in the whole titanium layers including the β-Ti dendrites connected to α-Ti layers, which implies that the almost of Cu and Ni remains in the amorphous matrix, which demonstrates the above analysis again. It is clearly seen that Nb and Zr contents in the α-Ti layers from the interface between α-Ti layers and β-Ti dendrites to the core of the pure titanium layers exhibit a similar gradient vary while the change of Ti content is opposite. In addition, in the core of the titanium layer with a wide about 10 μm, Nb and Zr content decrease to approximately zero, which indicates that α-Ti in the zone only contains a single Ti element without any impurities. Therefore, the diffusion of impurity elements terminates at the 5 μm location away from the core. Furthermore, it is interesting that the residual α-Ti without any impurities elements increases with increasing of Nb content, as shown in Fig. 3(c-e). The fact that Zr diffusion to α-Ti is easier than Nb may explain this [23].
Nb and Zr are distributed in a gradient in the α-Ti layer, see as Fig. 5, which inevitably plays a crucial role in the microstructure. Fig. 7(a) and (b) shows the evolution of the microstructure of the titanium layer from the interface between α-Ti and β-Ti to the core of the titanium layer. The SAED pattern (Fig. 7(a), inset) supports β-Ti phase while Fig. 7(c) proves the needle structure in Fig. 7(a) and the microstructure in Fig. 7(b) to as α-Ti phase. It can be seen that a gradient of the size of the microstructure appeared along the titanium layer depth. The closer to the core of the titanium layer, the coarser of α-Ti phase. The α-Ti phase without any impurities possess the uniformly largest size for the whole α-Ti layer. Impurities solid-solution to α-Ti would make α-Ti fine [[24], [25], [26], [27]]. A gradient structure forms due to the gradient distribution of the impurities of Nb and Zr.
Fig. 7.
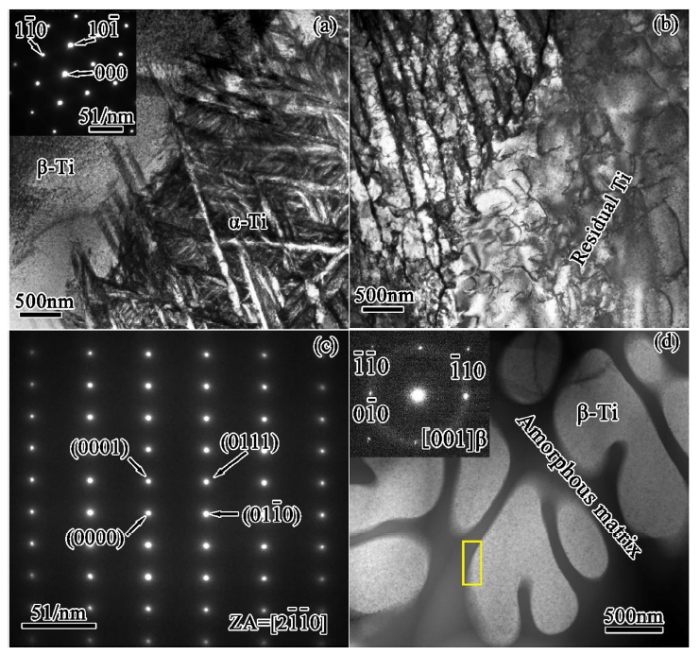
Fig. 7.
(a, b) TEM micrographs from the interface between β-Ti phase and α-Ti layer in the titanium layer to the core of the titanium layer; the inset in (a) corresponds to SAED pattern of β-Ti phase in (a); (c) SAED pattern of α-Ti phase in (a) and (b); (d) TEM micrograph of dendrites and the inset corresponds to SEAD pattern of the interface between the dendrites and amorphous matrix.
Besides, the difference of the component for the dendrites in the composites with adding different Nb content in Fig. 4 and Table 1 crucially determines the tensile deformation behaviors. To further elucidate the detailed microstructure, TEM observation was carried out. Fig. 7(d) shows the TEM images and corresponding selected area electron diffraction (SAED) pattern of the dendrites to further characterize the microstructure as β-phase.
3.2. Tensile mechanical property
The dependence of tensile stress-strain curves is schematically illustrated in Fig. 9. Table 2 summarizes the tensile test results for the samples with different Nb content. As presented in Fig. 9 and Table 2, Nb2 ML-BMGC has poor plasticity, approximating to 0.46%±0.1%, and presents tensile yield strength of 1396 ± 10 MPa and ultimate strength of 1416 ± 5 MPa being equal to fracture strength. By increasing Nb content to 5% (at.), the ML-BMGC exhibits a slightly decline in the stress of that the yield strength, ultimate strength and fracture strength decrease to 1197 ± 10 MPa, 1331 ± 2 MPa and 1300 ± 5 MPa, respectively. Nevertheless, its plasticity is greatly improved and reaches 4.36%±0.1%. Further adding Nb to 8% (at.), the ML-BMGCs only possess tensile yield strength of 1078 ± 10 MPa, ultimate strength of 1221 ± 5 MPa and fracture strength of 1112 ± 5 MPa. Note that the plasticity of Nb8 is improved to the ultimate value of 5.10%±0.1% of the three composites. Generally speaking, most of composites present a trade-off between the strength and plasticity that enhancing the ductility usually sacrifices the strength, vice versa. As compared to that of Nb2, the yield strength, ultimate strength and fracture strength of Nb5 and Nb8 decreased by 14.3% and 22.1%, respectively, 6% and 13.8%, respectively, and 8.2% and 21.5%, respectively. Though the plasticity of Nb5 and Nb8 is increased by nearly 8.4 times and 10.1 times, respectively. The sacrifice in the strength (includes yield strength, ultimate strength and fracture strength) is negligible compared with the increase in plasticity. Therefore, a combination of high strength and excellent plasticity is obtained in the present ML-BMGCs prepared by the novel hybrid strategy. Moreover, another notable feature is that the ML-BMGCs underwent three main deformation stages in the tensile deformation process: (I) elastic, (Ⅱ) work-hardening, and (III) softening for Nb5 and Nb8 while the softening stage no occur for Nb2. The work-hardening rate curves are calculated using equation Θ=dσ/dε, where σ and ε are the true stress and true strain, respectively [28]. The work-hardening rate curves of the ML-BMGCs with different Nb content are also plotted in Fig. 9. For in-situ type BMGCs made up of the soft crystalline phase and hard amorphous phase [3,5,29,30], the crystalline phase and amorphous matrix both undergo elastic deformation before the tensile strength reaching the yield strength of the soft crystalline phase. Subsequently, the soft crystalline phase yields while the amorphous matrix remains elastically deformed, so the composite experiences deservedly the work-hardening deformation. Finally, the deformations of the soft crystalline phase and amorphous matrix both enter the plastic deformation stage, where the composite presents the popularly local necking and work-softening. Ex-situ type BMGCs with an apparent tensile plasticity in room temperature is rarely reported [31,32]. The crystalline phases of the present ML-BMGCs prepared by the hybrid strategy consist of the ex-situ α-phases and the in-situ β-phases. Consequently, their detailed deformation mechanism in different stages is not only associated with the previous reported ex-situ BMGCs, but also the typical in-situ Ti-based BMGCs [11,33,34].
Table 2 Tensile properties of the ML-BMGCs with adding different Nb contents.
| Sample | Yield strength (MPa) | Ultimate strength (MPa) | Fracture strength (MPa) | Plasticity (%) |
|---|---|---|---|---|
| Nb2 | 1396 ± 10 | 1416 ± 2 | 1416 ± 5 | 0.46 ± 0.1 |
| Nb5 | 1197 ± 10 | 1331 ± 2 | 1300 ± 5 | 4.33 ± 0.1 |
| Nb8 | 1078 ± 10 | 1221 ± 2 | 1112 ± 5 | 5.10 ± 0.1 |
4. Discussion
4.1. Mechanism of the titanium layers dissolution and the dendrites precipitation
Numerous investigations by using ex-situ strategy have been conducted for enhancing the ductility of BMG, and have obtained a remarkable compression plasticity at the ambient temperature though the tensile plasticity is still extremely disappointing [31,35]. The present ML-BMGCs are different from both traditional ex-situ type BMGCs and prevailing multilayered crystalline composites. They combined the advantage of alloying of in-situ BMGCs with the outstanding ductility of the ex-situ crystalline phases. The size and volume fraction of the ex-situ phases and in-situ phases closely rely on the content of Nb microalloying content. The detailed explanations are as follows.
As a matter of fact, there exists solid-liquid interaction during the preparation process. Undoubtedly, the diffusion and dissolution coexist synchronously in this process due to the higher chemical concentration difference. The liquid-solid interfacial reaction, which is identified as the formation of β-Ti phase, preferentially took place due to the element diffusion each other. As can be seen in Fig. 3(c-e), the precipitated dendrites become coarsening gradually and the volume fraction of them went up as increasing of Nb content. Increasing of Nb content will offer a sufficient nucleation drive force due to Nb rejection to dissolution to the amorphous melt, and facilitate the precipitation of the dendrites. Thus, on the one hand, this leads to the fact that Nb is mainly enriched in the dendrites, as shown in Fig. 6. On the other hand, the continuous precipitation of the dendrites inevitably bring about decreasing of Ti concentration. In the case of decreasing of Ti concentration to the critical level of the forming amorphous phases, it is necessary to the dissolution of the titanium layers to complement the Ti consumption. In order to understand accurately the dissolution mechanism for the present liquid-solid interaction system, it is necessary to focus on the dissolution kinetics. The Nernst-Brunner equation is written as follows [36]:
where C is the Ti instantaneous concentration at time t, K is a constant, S is the surface area of the diffusion layer in contact with the amorphous melt, V is the volume of the melt, ${{C}_{\text{S}}}$ is the solubility of Ti in the amorphous melts. The interface area S is factually changing with time during solid-liquid interaction process, but which is negligible compared with C. So we assume that S is constant. The higher the adding Nb content, the more the precipitated dendrites, means the higher Ti consumption in the amorphous melt. In the other word, C decreases with increase of Nb. The growth and dissolution of the interfacial reaction layer will continue until the element is saturated in the melt. The dissolution rate of the titanium layer during solid-liquid interaction is proportional to ${{C}_{\text{s}}}-C$. Therefore, the higher ${{C}_{\text{s}}}-C$, the faster the dissolution rate of the titanium layer. Increasing of Nb content facilitate profitably going up of the value of ${{C}_{\text{s}}}-C$ due to a remarkable reduction of C. More exactly, the solid-liquid interaction is a complicatedly compatible dissolution and precipitation process. The dissolution of the titanium layer accelerates the precipitation of the dendrites in return. However, the precipitation effect is much stronger than dissolution effect so that the volume fractions of the crystalline phases of the ML-BMGCs are more than 50% and increase gradually with increasing Nb content due to Nb strongly rejecting to dissolution to the amorphous matrix, show as Fig. 4.
Of particular note is that the diffusion elements, Nb and Zr are diffusing at different rates in β-Ti and α-Ti. A transition layer with thick scallop-like structure identified as β-Ti phase in the interface between the titanium layer and the amorphous matrix preferentially forms because of a sufficient concentration driving force. Increasing of Nb microalloying content contributes to the formation of the transition layers, which incorporating with the increasing in-situ dendrites results in the increasing volume fraction of β-phases, show as Fig. 4. The transition layers are the mediums that contact the ex-situ α-Ti to the amorphous matrix, which enhances the bonds of the ex-situ α-Ti layers and the amorphous matrix. In this transition layers, the diffusion rate of Nb is much higher than that of Zr. Then Nb and Zr cross the interface between the transition layers and the pure titanium layers and diffuse inward. This directly point out that Nb and Zr have to pass through the transition layers if they want to diffuse to the pure titanium layers without any impurities. Increasing of Nb content degrades the Zr diffusion to the transition layers, which results in a negative driving force of Zr diffusion to α-Ti due to decrease of Zr in the transition layer. As we all know, Nb finitely solid-solution in α-Ti. Nb solid-solution to α-Ti inevitably further delays the Zr diffusion to α-Ti. By comparing the component of Nb2 and Nb5 in α-Ti layers in Fig. 5(a) and (b), the content difference of Nb and Zr for Nb5 is less than that for Nb2, which strongly indicates increasing Nb content has a bias against Zr diffusion to α-Ti. The analysis may adequately account for the fact that the residual Ti without any impurity is increasing gradually with increase of Nb content, as shown in Fig. 3(c-e).
4.2. Mechanism of deformation
The detailed information about the fracture behavior of the ML-BMGCs is shown in Fig. 9(a-c). Fig. 9(a) is the lateral surface image near the fracture of the failed composites. The titanium layers and precipitated dendrites in the present ML-BMGCs act as the barriers, which can effectively restrain the expansion of the primary shear band from the amorphous matrix and is conducive to the enhancement of the plasticity [11,[37], [38], [39]]. As shown in Fig. 9(a), the brighter primary shear bands perpendicular to tensile load direction is generated in the interface between the amorphous matrix and the titanium layers and continue to extend until the titanium layers. In fact, microcracks are usually formed along the primary shear bands [33,40,41]. The catastrophic brittle failure of the ML-BMGCs is expected to take place owing to the primary shear bands evolution to the microcracks as long as they spread unimpededly over a wide area. One thing to be noticed, the precipitated dendrites in the amorphous matrix, are softer than the amorphous matrix, also act as the barriers to block the extension of the primary shear bands. The finer dendrites of Nb2 ML-BMGCs are easy to result in that the primary shear bands almost went through the whole amorphous matrix until encountering the titanium layers.
As can be seen from Fig. 9(a), none of primary shear bands can freely extend over a width of about 50 μm. They were captured by the in-situ coarse dendrites during the extension process. Consequently, the distance of the primary shear bands extension is shortened to a large extent, which prevents the primary shear bands from evolution to the microcracks. Besides, some shear bands appeared at approximately 45° direction to the loading. The shear bands in different directions of expansion will meet cross each other during the extension process. No matter which direction the primary shear bands form, they will generate multiple shear bands when they encounter the dendrites. Multiple shear bands intercross and hinder each other, which accommodates more plastic flow and remarkably enhances the ductility of the composite [33,41]. An obvious phenomenon that the larger primary bands cut through the finer dendrites while the others happen to the deflection then bypass the coarser dendrites is observed. This is also believed to act as key role in enhancing the ductility. A large number of the coarser dendrites may be one of the reasons for superior plasticity for Nb5 and Nb8. On the contrary, Nb2 shows poor plasticity due to in part to the few and finer dendrites. As is observed in Fig. 9(a), abundant of glide bands occur in the α-Ti phases and β-Ti phases contacted with α-Ti layers. They generally tend to expand from the interface between the α-Ti phases and β-Ti phases to the interior in parallel directions. It can’t ignore that some of glide bands in the titanium layers originated in the interface between the β-Ti dendrites and amorphous matrix. In fact, the dislocation glide deformation plays crucial role in the whole plasticity of the composites. Fig. 9(a-c) show the lateral surface morphology far away from the fracture in turn. Obviously, near the fracture, abundant glide bands are signals of the dendrites and the titanium layers both undergoing severe plastic deformation. Meanwhile, a mass of shear bands distributed in the amorphous matrix. Nevertheless, the number of glide bands and shear bands decreasing sharply in the zone 2 mm away from the fracture reflects that the degree of the composites deformation is degraded. Further away from the fracture to 3 mm, the macroscopic deformation bands have been rarely clearly observed. The ML-BMGCs underwent a gradual deformation from the fracture to both ends of the samples. Nearer the fracture, the more tortuous deformation. That is to say, a synergetic deformation works perfectly near the fracture, which predominantly determines the mechanical property of the composites. Furthermore, it can see from Fig. 4, the volume fraction of the crystalline phases increases from 56.7%-64.1% with Nb content increasing, which suggests that the glide deformation is enhanced to being conducive to the improvement of the plasticity of ML-BMGCs while slightly sacrifices the strength.
To reveal the fracture process of the ML-BMGCs in detail, the fracture morphologies after tension were examined. Fig. 9(c) and (d) shows the fracture surface after the tensile deformation for Nb2, Nb5 and Nb8. No delamination appears, which indicates an excellent interfacial bond after Nb microalloying. A hierarchical failure pattern is obviously observed. A vein pattern with some strips that are free of veins is characterized as the amorphous matrix. The dimples in fracture surfaces correspond to the ductile fracture of the crystalline phases. The crystalline phases exhibit complex fracture morphologies. There are multi-fracture manners in the crystalline phases especially the crystalline layers. For Nb2, it is interesting that the dimples of β-phases layers connected to the α-Ti layers were observably larger than those of α-phases layers because the plastic deformation of α-phases layers is inhibited by the adjacent the β-phases layers. Moreover, some of microcracks appear at the α-phases layers. These microcracks usually lead to catastrophic failure. These factors can loudly indicate that the plastic deformation is largely due to contribution of β-phases for Nb2. Compared with Nb2, the fracture surfaces of Nb5 and Nb8 are more rough, indicating that the crack propagation paths are tortuous. Additionally, these microcracks also disappear. The ridge-like morphologies are extremely visible. Nb5 and Nb8 are composed of a large extent of the larger dimples. Many small dimples evolved to the coarse and deep dimples by interconnecting and coalescence with aid of glide force. It is confirmed that the two materials tolerated a large amount of plastic deformation before failure, compared with Nb2. A vein pattern with some strips belonging to an amorphous brittle fracture is visibly diminished due to the dendrites strictly restricting the shear deformation of the amorphous matrix.
The composition distributes gradiently in the whole Ti layers, which has an effect on the modulus and hardness in the whole Ti layers. The whole Ti layers of N2, Nb5 and N8 present the same varied trend, so here, it takes Nb8 as an example. Fig. 10(a) shows the Young modulus and micro-hardness across the whole gradient layer. The Young modulus and micro-hardness evolve gradiently along the depth of the gradient structure. Increasing of the impurities content is expected to lead to the reduce of the modulus and enhance of the micro-hardness of α-Ti due to the fining acicular structure [24,25]. The zone closer to the interface between α-Ti layer and β-Ti layer, the larger the mechanical mismatch compared with α-Ti without any impurities, is mainly caused by solid solution hardening as well as microstructure refinement hardening. Such a high mechanical incompatibility is highly expected to produce great strain inhomogeneity during straining [42]. A strain gradient in gradient structure occurs during tension, and the deformation inhomogeneity in gradient structure is relatively easy to be perceived from the macroscopic morphology after deformation [43]. In the most general case, an inevitable product of strain gradient, the geometric necessary dislocations, are introduced during tension for the gradient structure materials, which contributes to the additional work-hardening, compared with the homogeneous structure [42,44]. Therefore, the pronounced work-hardening capabilities of the present ML-BMGCs benefit from the contribution of the gradient structure due to the elements diffusion to a great extent. The gradient structure producing a synergetic strengthening and extra work-hardening is widely appreciative. Moreover, the tensile behaviors are in dependence on the volume fraction of the gradient structure to a large extent [45]. However, this strengthening effect of the gradient structure is weaker than that of the martensitic transformation. Thus, a reduction of the volume fraction of the gradient structure and amorphous matrix may be the reasons for the decrease of the strength with increment of Nb content.
The effect of adding variedly Nb content on the modulus and hardness of the dendrites and amorphous matrix is also exhibited in Fig. 10(b). The Young modulus and hardness of the amorphous matrix slightly decrease as increase of Nb content, which accounts for the enhanced gradually the work-softening with the increase of Nb content. Whereas, the Young modulus and hardness present an apparent monotonously increment with the variation of Nb content. This is attribute to the strong β-phase stabilizers solid solution effect. No matter how much Nb is added, the modulus and hardness are always lower than the amorphous matrix. Carefully observed, the dendrites are harder while their modulus are lower compared with the gradient structure. The mismatch between multiphase confers a strong work-hardening capability for the present composites. During deformation process, the dendrites not only absorb the strain energies by slip dislocation deformation but also act as the barrier to the extension of the shear bands in the amorphous matrix. Increment of Nb content results in increasing of the crystalline phases and coarsening of the dendrites, which can accommodate enough strain energy and resist the extension of the more shear bands to greatly delay the composites to failure. This is one of the reasons why a remarkable enhancement of the plasticity is obtained as increment of Nb content.
Both α-Ti phases with an impurities-free and a gradient structure are softer than the amorphous matrix. Consequently, the present ML-BMGCs are analogous to the most brittle/ductile multilayered composites [18,19]. For simplicity, we reasonably categorize both α-Ti phases and β-Ti phases as a soft layer. Sun et al. have given a fracture mechanism model for the multilayered composites subjected to tensile stress [46]. According to the model, the stress distribution in each amorphous layer is uniform along longitudinal direction and the stress concentration would expand once a micro-crack forms. The applied stress triggers the deformation plastically of the soft layers while the amorphous layers maintain an elastic deformation once it exceeds the yield strength. Further increase strain, the primary shear bands nucleate in the interface between the soft layers and hard the amorphous layers and then propagate. Nevertheless, the further propagation of the primary shear bands is subsequently suppressed by the soft layers. This fortunately prevents the composites from rupture catastrophically and improves plasticity of the composites.
TEM image and the corresponding SEAD pattern of the tensile deformed sample are shown in Fig. 11. As shown in Fig. 11(a) and (b), a large number of dislocation glide bands distribute in the α-Ti layers and interact with each other, contributing to an obvious work-hardening. The elastic strain of the α-Ti layers is smaller than that of the amorphous matrix. Therefore, when the tensile loading stress satisfies the yielding stress of the α-Ti layers, the soft α-Ti layers with lower hardness yield firstly and deform plastically by initiating the dislocation glide. Although the α-Ti layers are not directly connected to the amorphous matrix, they can absorb a part of the elastic energy by the stress transmission, which relieves the stress concentration near the interface between the amorphous matrix and the whole Ti layers, and delays the formation of shear bands and cracks at the interface. This leads to the shear bands are stabilized by the hardening crystalline phases. Additionally, the stress concentration at the interfaces can provide a channel for the initiation of shear bands, the plastic strain can be partly accommodated by the shear bands within the glassy matrix and the dislocations within Ti layers and the dendrites. This makes for the formation of the new shear bands. Therefore, α-Ti layers offer remarkable work-hardening, which partly offsets the work-softening of the glassy matrix, as a result, the composites obtain an outstanding work-hardening capability.
Fig. 11(d) shows the TEM micrograph of the dendrites after deformation. The paralleled nanoscale orthorhombic α" laths embedded in β-phases are clearly confirmed by the SAED patterns. It draws a conclusion that the phase transformation from β-phases into α" martensites took place during tension, compared with the undeformed sample shown in Fig. 8. The ductility and working-hardening capability of vast crystalline Ti alloys can be significantly improved by the deformation-induced martensitic transformation, which is called the transformation induced plasticity (TRIP) effect [47,48]. Recently, this effect introduced to in-situ type BMGCs to enhance the mechanical property has been widely reported [5,10,49]. As a consequence, it reasonably draws a conclusion that the pronounced tensile plasticity and working-hardening capacity are partly ascribed to the TRIP effect for the present composites. Apparently, the precipitated dendrites are metastable in ambient temperature when the suitable concentration of the β-phase stabilizer, Nb is added. Whereas, the moderately increasing Nb content is in favor of a metastable β phase forming. Previous researches have demonstrated that the volume fraction of the metastable phases is the main factor governing the TRIP effect [50,51]. As shown in Fig. 4, the volume fraction of the metastable β-phase significantly rise as Nb content increase. Therefore, the analysis quantificationally reveals that the TRIP effect is markedly strengthened. The combination of the volume fraction grades of the metastable β-phases determining the TRIP effect and the crystalline phases (including β-phase and α-phase) undergoing the slip deformation results in an improved balance of plasticity and working-hardening capability.
Fig. 8.
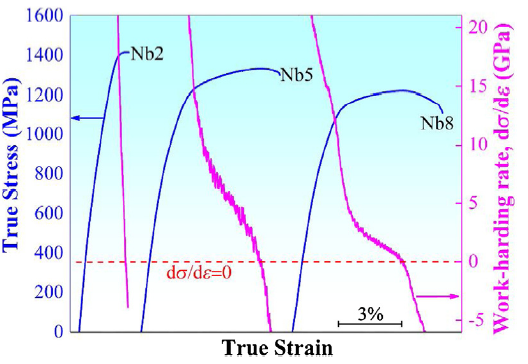
Fig. 8.
Tensile stress-strain curves and strain-hardening rate curves with adding different Nb contents.
Fig. 9.

Fig. 9.
Lateral surface of (a) near fracture, (b) about 1.5 mm away from fracture, and (c) about 2.5 mm away from fracture after the tensile deformation for Nb5; the fracture surface after the tensile deformation for (d) Nb2, (e) Nb5, (f) Nb8.
Fig. 10.
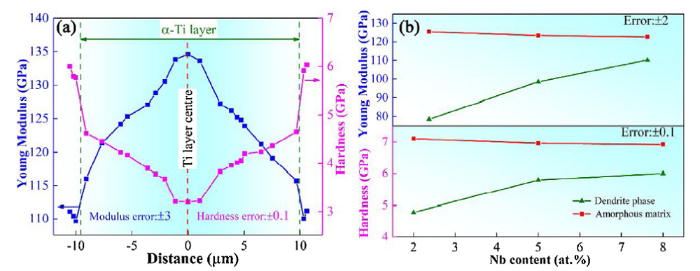
Fig. 10.
Trend of modulus and hardness in (a) the titanium layer for Nb8; (b) the dendrites and amorphous matrix with Nb content.
Fig. 11.
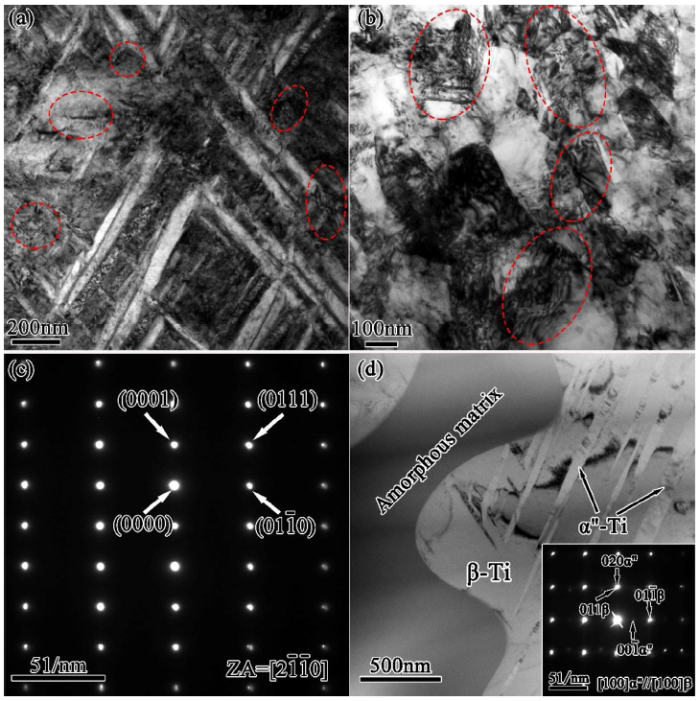
Fig. 11.
(a, b) TEM micrographs of α-Ti layers and (c) the corresponding SEAD pattern; (d) TEM micrograph of the dendrites with the inset showing the SEAD pattern of the dendrites after deformation.
4.3. Combination of high specific strength and excellent tensile ductility
Ti element accounts for more than 62% (at.) for the present ML-BMGCs, which means that the present composites are more lightweight than conventional BMGs and BMGCs. On the basis of their higher strength, the specific strengths are scrupulously calculated. Nb5 and Nb8 ML-BMGCs possess specific strength of 243 MPa g kg-1 and 216 MPa g kg-1, respectively. A requirement for almost all engineering structural materials is the combination of strong strength and excellent ductility. Yet unfortunately, in most BMGCs, the strength and ductility are mutually exclusive. Therefore, a suitable combination of strength and ductility is urgent in engineering structure application. In order to visualize the present result, the variations in specific strength with elongation for the composites examined in the study are displayed in Fig. 12. It is reported that most of ex-situ type BMGCs have none of plastic deformation so that their elongation is generally less than 2%. Moreover, ex-situ type BMGCs were obtained by introducing W fibers, Mo and Ta wires, etc. with comparative high density to the amorphous matrix. These composites tend to fail when they go through the lower load due to the interfaces being extremely vulnerable to tensile load. As a consequence, ex-situ type BMGCs present a poor mechanical property of the lower specific strength and elongation. Most of in-situ type BMGCs generally display a trade-off of specific strength and ductility. However, as with a few exceptions in in-situ type BMGCs, Nb5 and Nb8 simultaneously possess higher specific strength and excellent ductility, which breaks through such a trade-off. Apparently, Nb5 and Nb8 are exceptions of ex-situ type BMGCs.
Fig. 12.
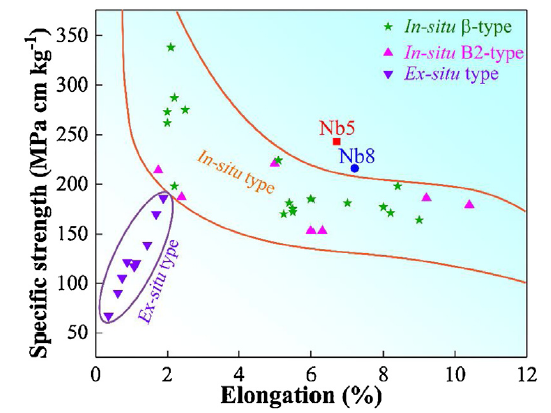
Fig. 12.
Variation of specific strength (($\frac{{{\sigma }_{\text{y}}}}{\rho }$, ${{\sigma }_{\text{y}}}$ and $\rho $ are yield strength and density, respectively) with elongation of various bulk metallic glass composites reported in Refs. [3,6,10,[52], [53], [54], [55], [56], [57], [58], [59], [60], [61]] (The densities were calculated by $\rho =\underset{i}{\mathop \sum }\,{{C}^{i}}{{M}^{i}}/\underset{i}{\mathop \sum }\,\frac{{{C}^{i}}{{M}^{i}}}{{{\rho }^{i}}}$, where Ci, Mi and ρi are the mole fraction, mole weight and density of element i, respectively.). The data of the present Nb5 and Nb8 composites is also displayed.
According to the above analysis, the present ML-BMGCs not only possess the best combination of tensile mechanical properties but also be well worth realizing the cost-effective production in practical application. The present work that the hybrid strategy of a combination of ex-situ strategy and in-situ strategy is proposed to prepare the ML-BMGCs is innovative in improving the ductility of BMGs. Excitingly, the present work provides a novel pathway for overcoming the bottleneck of brittle failure and microstructure uncontrolled of BMGs.
5. Conclusions
In this work, we prepared Ti-based ML-BMGCs by a novel hybrid strategy. This strategy provides a fundamental guideline for designing novel BMGCs with high specific strength and excellent tensile elongation. Effect of Nb microalloying on microstructure, tensile property, and deformation mechanisms is studied systematically. The attained principal conclusions drawn from the present work are the following:
(1) For the present ML-BMGCs, a well-bonded interface between the pure titanium layers and the amorphous strips is maintained after adding Nb. The dissolution quantity of the pure titanium layers and the precipitation quantity of the dendrites, as well as the size of the dendrites significantly increase with increase of Nb content.
(2) An α-Ti gradient layer forms due to the diffusion of elements, which plays an important part in the mechanical property of the composites. The gradient layer becomes thinner progressively as increment of Nb content.
(3) Increasing of Nb content is conducive to enhancement of the tensile plasticity for the present composites while maintaining the higher strength. The strength of the composites slightly reduces though the yield strength remains exceed 1078 ± 10 MPa. It’s very gratifying that the tensile plasticity from Nb2 of 0.46%±0.1% remarkably raises to Nb8 of 5.10%±0.1%, and a surprising working-hardening behavior is attained. This is almost unreported of ex-situ type BMGCs.
(4) During tension process, the primary shear bands are strictly restrained by the titanium layers and the dendrites, which leads to the production of the multiple shear bands to enhance the plasticity of the composites. For the present ML-BMGCs, there are ex-situ α-Ti phases and in-situ metastable β-Ti phases besides the amorphous matrix, and they together contribute to the excellent mechanical property by the different deformation modes. On the one hand, ex-situ α-Ti deforming by dislocation slip is conducive to the enhancement of working-hardening ability. On the other hand, the TRIP effect is crucially responsible for the strong work-hardening ability when the metastable β-phases are subjected to the tensile load. In a word, a collaborative deformation between the gradient α-Ti layer, the dendrites, and the pure α-Ti phase without any impurities as well as hard amorphous matrix greatly helps to the improvement of the mechanical property for Ti-based ML-BMGCs.
Acknowledgments
This work was supported financially by the National Nature Science Foundation of China (Nos. 51790484 and 51531005), the National Key Research and Development Program (No. 2018YFB0703402), the Liao Ning Revitalization program (Nos. XLYC1802078 and XLYC1807062) and the Shenyang Amorphous Metal Manufacturing Co., Ltd.
Reference
DOI
URL
PMID
[Cited within: 1]

Metallic glasses have a very high strength, hardness and elastic limit. However, they rarely show tensile ductility at room temperature and are considered quasi-brittle materials. Although these amorphous metals are capable of shear flow, severe plastic instability sets in at the onset of plastic deformation, which seems to be exclusively localized in extremely narrow shear bands approximately 10 nm in thickness. Using in situ tensile tests in a transmission electron microscope, we demonstrate radically different deformation behaviour for monolithic metallic-glass samples with dimensions of the order of 100 nm. Large tensile ductility in the range of 23-45% was observed, including significant uniform elongation and extensive necking or stable growth of the shear offset. This large plasticity in small-volume metallic-glass samples did not result from the branching/deflection of shear bands or nanocrystallization. These observations suggest that metallic glasses can plastically deform in a manner similar to their crystalline counterparts, via homogeneous and inhomogeneous flow without catastrophic failure. The sample-size effect discovered has implications for the application of metallic glasses in thin films and micro-devices, as well as for understanding the fundamental mechanical response of amorphous metals.
DOI
URL
PMID
[Cited within: 3]
DOI
URL
PMID
[Cited within: 4]
Bulk metallic glasses (BMGs) generally fail in a brittle manner under uniaxial, quasistatic loading at room temperature. The lack of plastic strain is a consequence of shear softening, a phenomenon that originates from shear-induced dilation that causes plastic strain to be highly localized in shear bands. So far, significant tensile ductility has been reported only for microscopic samples of around 100 nm (ref. 4) as well as for high strain rates, and so far no mechanisms are known, which could lead to work hardening and ductility in quasistatic tension in macroscopic BMG samples. In the present work we developed CuZr-based BMGs, which polymorphically precipitate nanocrystals during tensile deformation and subsequently these nanocrystals undergo twinning. The formation of such structural heterogeneities hampers shear band generation and results in macroscopically detectable plastic strain and work hardening. The precipitation of nanocrystals and their subsequent twinning can be understood in terms of a deformation-induced softening of the instantaneous shear modulus. This unique deformation mechanism is believed to be not just limited to CuZr-based BMGs but also to promote ductility in other BMGs.
A Ti-based bulk metallic glass matrix composite (BMGMC) with a homogeneous distribution of dendrites and the composition of Ti(46)Zr(20)V(12)Cu(5)Be(17) is characterized by a high tensile strength of similar to 1640 MPa and a large tensile strain of similar to 15.5% at room temperature. The present BMGMC exhibits the largest tensile ductility and highest fracture absorption energy under the stress-strain curve of all dendrite-reinforced BMGMCs developed to date. Tensile deformation micromechanisms are explored through experimental visualization and theoretical analyses. After tension, fragmentation of the dendrites, rather than crystallization within the glass matrix and/or atom debonding near the interface of dual-phase composites, is responsible for the high tensile ductility. The subdivisions within the interior of dendrites are separated by shear bands and dense dislocation walls, and local separation of dendrites under modes I and II prevails. The multiplication of dislocations, severe lattice distortions, and even local amorphization dominate within the dendrites. Good structural coherency of the interface is demonstrated, despite being subjected to significant plastic deformation. Theoretical analyses reveal that the constitutive relations elastic-elastic, elastic-plastic, and plastic-plastic of dual-phase BMGMC generally correspond to the (1) elastic, (2) work-hardening, and (3) softening deformation stages, respectively. The capacity for work-hardening is highly dependent on the large plastic deformation of the dendrites and the high yield strength of the glass matrix. The present study provides a fundamental basis for designing work-hardening dual-phase BMGMCs exhibiting remarkably homogeneous deformation. Crown Copyright (C) 2011 Published by Elsevier Ltd. on behalf of Acta Materialia Inc.
AbstractThe R-curve and fracture toughness behavior of single-edge notch beams of Ti–Al3Ti metallic–intermetallic laminate (MIL) composites has been investigated. Composites with 14, 20, and 35% volume fraction Ti, with a corresponding intermetallic layer thickness of ~540, ~440, and ~300 microns, respectively, were tested in crack arrester and crack divider orientations. In the arrester orientation, the R-curve could not be determined for the two highest Ti volume fraction compositions as the main crack could not be grown through the test samples. In the divider orientation, R-curves were determined for all three Ti volume fractions tested. The laminate composites were found to exhibit more than an order of magnitude improvement in fracture toughness over monolithic Al3Ti. Crack bridging and crack deflection by the Ti layers were primarily responsible for the large-scale bridging conditions leading to the R-curve behavior and enhanced fracture toughness. Estimates of steady-state toughness under small-scale bridging conditions were in close agreement with experimental results.]]>
DOI
URL
PMID
[Cited within: 3]
While a freestanding high-strength sheet metal subject to tension will rupture at a small strain, it is anticipated that lamination with a ductile sheet metal will retard this instability to an extent that depends on the relative thickness, the relative stiffness, and the hardening exponent of the ductile sheet. This paper presents an analytical study for the deformability of such laminate within the context of necking instability. Laminates of high-strength sheet metal and ductile low-strength sheet metal are studied assuming: (1) sheets are fully bonded; and (2) metals obey the power law material model. The effect of hardening exponent, volume fraction and relative stiffness of the ductile component has been studied. In addition, stability of both uniform and nonuniform deformations has been investigated under plane strain condition. The results have shown the retardation of the high-strength layer instability by lamination with the ductile layer. This has been achieved through controlling the aforementioned key parameters of the ductile component, while the laminate exhibits marked enhancement in strength-ductility combination that is essential for metal forming applications.
In the present study, two Ti-based amorphous matrix composites containing ductile dendrites dispersed in an amorphous matrix were fabricated by a vacuum arc melting method, and deformation mechanisms related to the improvement of strength and ductility were investigated by focusing on how ductile dendrites affected the initiation and propagation of deformation bands, shear bands or twins. Ti-based amorphous matrix composites contained 70-73 vol.% coarse dendrites of size 90-180 mu m, and had excellent tensile properties of the yield strength (1.2-1.3 GPa) and elongation (8-9%). The Ta-containing composite showed strain hardening after yielding, and reached fracture without showing necking, whereas necking occurred straight after yielding without strain hardening in the Nb-containing composite. The improved tensile elongation and strain hardening behavior was explained by the homogeneous distribution of dendrites large enough to form deformation bands or twins, the role of beta phases surrounding alpha phases to prevent the formation of twins, and deformation mechanisms such as strain-induced beta to alpha transformation. (C) 2011 Acta Materialia Inc. Published by Elsevier Ltd.
DOI
URL
PMID
[Cited within: 1]
The mechanical properties of bulk metallic glasses (BMGs) and their composites have been under intense investigation for many years, owing to their unique combination of high strength and elastic limit. However, because of their highly localized deformation mechanism, BMGs are typically considered to be brittle materials and are not suitable for structural applications. Recently, highly-toughened BMG composites have been created in a Zr-Ti-based system with mechanical properties comparable with high-performance crystalline alloys. In this work, we present a series of low-density, Ti-based BMG composites with combinations of high strength, tensile ductility, and excellent fracture toughness.
AbstractShear band formation and failure mechanism in monolithic glasses and glass matrix composite exhibiting a wide range of plasticity were investigated by interrupted compression experiments. The major shear bands in monolithic glasses appear rapidly after a small deformation, and their numbers remain almost same in the later stages of deformation. The path of the crack growth does not coincide strictly with the shear band. The larger plastic strain in glasses exhibiting higher ductility is mainly accommodated in the primary shear band by forming larger shear offset prior to failure. The failure mechanism under compression is not pure shear, but mixed mode with evidence of a tensile component, which leads to the formation of microvoids (microcracks). Bridging of the microvoids leads to final fracture. In the case of glass composite containing particles, the microcracks at the interface arrest the propagation of the existing shear bands and form additional shear bands, improving plasticity.]]>
A large-sized Zr-based BMG composite containing coarse and spherical beta-Zr precipitates was produced using the semi-solid progressive solidification (SSPS) method. Specimens with a 6-mm-diameter gauge section fabricated from 11-mm-diameter cast rods, which are at least twice larger than those reported previously, have been used for mechanical-property evaluation. Our results show that the composite exhibits both excellent work hardening and plasticity. Both the microstructure evolution as a function of isothermal temperature & holding time and its influence on the mechanical properties were investigated. The mechanical properties of the composite are found to be closely related to microstructural features, and the tensile plasticity can be enhanced significantly with increasing the size scale of beta-Zr precipitates. It's evidenced that beta-Zr precipitates yield firstly and the plastic deformation with a significant work hardening follows as the stress exceeds the maximum elastic stress. Shear bands are found to be essentially nucleated at the interface between the beta-Zr particle and the glassy matrix. With further loading, the strain softening induced by the plastic deformation of the glass matrix increases. When the capacity of the strain softening by the matrix offsets the contribution of the work-hardening by the beta-Zr precipitates, the stress will reach the maximum value and then the necking occurs. The mechanistic understanding of the deformation mechanism in the large-sized BMG composite sheds light on the design of BMG composites with enhanced mechanical properties. (C) 2012 Elsevier Ltd.

 WeChat
WeChat
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}