a Key Laboratory of Interface Science and Engineering in Advanced Materials, Ministry of Education, Taiyuan University of Technology, Taiyuan 030024, China
b School of Materials Science and Engineering, Southeast University, Nanjing 211189, China
c Shanxi Key Laboratory of Advanced Magnesium-based Materials, Taiyuan 030024, China
d Department of Engineering, University of Leicester, Leicester LE1 7RH, UK
Corresponding authors:Key Laboratory of Interface Science and Engineeringin Advanced Materials, Ministry of Education, Taiyuan University of Technology,Taiyuan 030024, China.E-mail address:fanjianfeng@tyut.edu.cn(J. Fan).
A 0.66 mm-diameter AZ31 alloy wire with ultimate tensile strength of 400 MPa and elongation of 28.5% was successfully prepared via the combination of cold-drawing and electropulsing treatment processing (EPT). Microstructure observation showed that the grain size of EPTed samples was refined to about 1 μm and the basal texture strength with maxima texture index was weakened to 7.18. EPT can significantly accelerate recrystallization by enhancing the mobility of dislocation and atomic diffusion due to the coupling of the thermal and athermal effects. Finally, uniform ultrafine-grained structure was obtained in the EPTed samples by static recrystallization completed in a very short time (30 s) at relatively low temperature (433 K).
Zhaohui Shan, Jing Bai, Jianfeng Fan, Hongfei Wu, Hua Zhang, Qiang Zhang, Yucheng Wu, Weiguo Li, Hongbiao Dong, Bingshe Xu. Exceptional mechanical properties of AZ31 alloy wire by combination of cold drawing and EPT. Journal of Materials Science & Technology[J], 2020, 51(0): 111-118 DOI:10.1016/j.jmst.2020.02.044
1. Introduction
Magnesium and its alloy, as the ideal biomedical material, have gained great interest for their potential use in the fields of bone implants, cardiovascular stents, bone tissue engineering scaffolds and so on owing to good biomechanical compatibility and mechanical properties as well as non-toxic and biodegradable characteristics [1,2]. The recent research on magnesium alloys for degradable coronary stent materials has confirmed the safety and effectiveness of magnesium alloy implants in vivo [[3], [4], [5]], which endows with its widely developing prospects to replace traditional bioabsorbable polymer materials and partial metal materials.
As a major category of medical magnesium alloy materials, magnesium alloy wire has been sucessfully used to repair and replace the diseased or damaged bone tissue and vascular stents [6]. However, the formation of high-strength and high-ductility magnesium alloy wire with large slenderness ratio was difficult, and very little was performed on the final Mg alloy medical products. In addition, there are few investigations on the preparation of magnesium alloy wire. And the relative technology mainly including drawing [[7], [8], [9]], extrusion [10,11] and friction stir procesing [12] etc. Cold drawing products have high dimensional accuracy, surface smoothness and are easy to achieve continuous production, therefore it is considered currently as the most effective and mature method to produce metal fine wire. High-strength Mg alloy fine wire with diameters less than 1 mm can be prepared by a combination of cold drawing and extrusion [[13], [14], [15]]. The cold drawing allows the strength of the material to be increased. However, it cannot be used to achieve excellent ductility and deformability of Mg alloy wires. Although the ductility performance can be improved by long-cycle annealing treatment, then it will result in weak mechanical properties by grains growth as well as the complicated technologies, time consuming and high costs [16,17].
As an instantaneous high-energy-input method, electropulsing treatment (EPT) has been widely employed to optimise the microstructure and properties of metal alloys by refining the grains at lower temperatures and in short processing time [18,19]. When the current passes through a metal with high dislocation density, the system will obtain instantaneous high energy which will affect the slip behavior of the dislocations in the metal material, the activity of the atoms and vacancies. Then this result is able to promote the static recrystallization of the metal material. Qin et al. [20] studied the effect of EPT on the microstructure of deformed pearlitic steel wires, and ultrafine cementite particles around 30 nm were obtained by one electric pulse pass at room temperature. Ao et al. [21] found that the maximum plasticity of Ti alloy sheet increases by 21.67% under electropulsing treatment. Although the above-mentioned studies have achieved good results, few investigations have been reported on EPT of Mg alloy wire.
In this work, in order to acquire better mechanical properties, the high dislocation density AZ31 deformed magnesium alloy wire was obtained by cold-drawing process, and then the high-energy electropulsing treatment was carried out by using a self-made equipment. Additionally, the effects of different EPT parameters on the microstructure and mechanical properties were evaluated in details.
2. Experimental procedure
A commercial wrought AZ31 Mg alloy (Mg-3 wt% Al-1 wt% Zn) rods with a diameter of 60 mm was annealed for homogenization at 673 K for 24 h and then were multi-hole hot extruded to 4 mm diameter thick wires at an extrusion temperature of 653 K and an extrusion ratio of 16. Starting with the original as-extruded wires, the cold drawing was carried out step by step at room temperature, as shown in Fig. 1(a). The Mg alloy wires with the maximum accumulative deformation were obtained by continuous multi-pass cold drawing until the diameter was reduced from 4 mm to 0.66 mm [22].
Fig. 1.
Schematic view of cold drawing and EPT process: (a) cold drawing process; (b) EPT and Square wave generated by electricpulsing.
The EPT process was schematically shown in Fig. 1(b). The EPT test samples were processed into the specimen with a length of 40 mm and a cross section of 0.34 mm2. Samples were clamped by two copper electrodes of the electric pulse generator in which the distance was about 20 mm between the copper electrodes. To reduce the contact resistance and keep sufficient electrical contact between the samples and the electrode, the specimens were polished with 1500-grit sandpaper before EPT process. Positive directional electric pulses with various current parameters were applied to the samples and a typical square wave of electropulsing was shown in Fig. 1(b). A digital storage oscilloscope was connected to the electrical pulse generator to monitor and record current parameters, including frequency, voltage, pulse-width and pulse time. In order to estimate the thermal effect of the electrical pulse, a surface thermocouple was used to measure the temperatures of four different sites in each specimen, as shown in Fig. 1(b). Various EPT parameters were listed in Table 1.
Optical microscope (OM), scanning electron microscope (SEM) equipped with an energy dispersive X-ray spectrometer (EDX) were employed to observe the microstructures of samples. The dislocation densities were studied by X-ray line profile analysis (XLPA) using the modified Williamson-Hall method. The X-ray line profiles were measured on the surface prepared for the XRD study by a high resolution rotating anode diffractometer using CuKα (wavelength: λ = 0.15406 nm) radiation. Electron backscattered diffraction (EBSD; Oxford Instruments) in a dual-beam focused ion beam scanning electron microscopy (FIB-SEM, TESCAN, LYRA3 XMH). Samples were prepared for EBSD observation by mechanical grinding with 3000-grit SiC paper, followed by electro-chemical polishing for 80-120 s at 20 V and - 20 °C using ACⅡ electrolyte. EBSD was carried out at 20 kV, 15 mm working distance, a tiltangle of 70° and a scan step of 0.2 μm. The grain sizes were calculated from the micrographs by means of image-pro plus software analysis method.
Uniaxial tensile tests were carried out by AG-Xplus-200 electronic universal testing machine with a strain rate of 1 × 10-3 s-1 at room temperature. All tensile samples of geometry with the 20 mm of gauge length, and three specimens were employed for each processing state. And the gauge length was parallel to the longitudinal axis DD (ED).
3. Results
3.1. Microstructure
SEM image (Fig. 2) taken from sample cold drawn at room temperature consists of grains with an average size of about 4 μm. It can be found that a large number of deformation microstructures twins and shear banding are obviously formed by continuous multi-pass cold drawing (Fig. 2(a)). And the plurality of twins inside grains are parallel to each other, and some grains with size less than 3 μm are also twinned, as indicated by the direction of the red arrows (Fig. 2(b)), respectively. This phenomenon indicated that twins play an important role in cold drawing plastic deformation of the AZ31 Mg alloy wire. Meanwhile, the deformed grains are elongated in the cold drawing direction, and the elongated deformation grains distributed in the drawing direction as indicated by the direction of the yellow arrow (Fig. 2(b)) can be observed.
Fig. 2.
Microstructures of AZ31 alloy wires: (a) low-resolution SEM image of as-drawn sample; (b) high-resolution SEM image of as-drawn sample.
Fig. 3 shows the microstructures evolution of the as-drawn AZ31 alloy wire under EPT with different pulse parameters. As shown in Fig. 3(a), after EPT with 20 μs and 3 min, the microstructure is the same as the as-drawn sample indicated in Fig. 2(b). The deformed structure with a large number of twins was still remained inside the original grains elongated along the drawing direction and static recrystallization (SRX) hardly occurred. Accomponied with the processing time increased to 10 min, the static recrystallization started to occur in the local severe deformation region, as shown in Fig. 3(c). When the pulse width increased to 25 μs, the recrystallization began to appeare and most of the deformation areas disappeared (Fig. 3(e)). It can be clearly observed that the deformed structure is evolving into fine grains where the recrystallization occurs. With the further increase of processing time, a complete recrystallization occurred within the investigated times. However, the coarse and uneven grains were observed in 25 μs-10 min samples. When the pulse duration was increased to 30 μs but the processing time was decreased to 30 s, the deformed microstructure was replaced by the ultrafine recrystallization grains completely (Fig. 3(g)). It is observed that the microstructure is uniform ultrafine equiaxed grains and the average grain size is about 1 μm, this phenomenon was attributed to recrystallization can be completed in a short time by the combination of the high deformation storage energy during cold drawing and an instantaneous high-energy pulse. With the further increase of processing time, abnormal grain growth was found, the growth of grains has become more distinct and the average grain size is about 3 μm, as shown in Fig. 3(h) and (i).
Fig. 3.
Microstructures of the as-drawn AZ31 alloy wire processed by EPT with different duration and process time: (a) 20 μs-3 min; (b) 20 μs-5 min; (c) 20 μs-10 min; (d) 25 μs-3 min; (e) 25 μs-5 min; (f) 25 μs-10 min; (g) 30 μs-30 s; (h) 30 μs-1 min; (i) 30 μs-3 min.
In order to compare the effects of EPT and annealing treatment on the recrystallization behavior, the as-drawn AZ31 alloy wire sample was heat treated at 433 K (The maximum value of temperature measurement during EPT), as shown in Fig. 4(a) for 30 min and 60 min, respectively, and the microstructure of furnace annealing are shown in Fig. 4(b) and (c). After furnace annealing at 433 K for 30 min, the samples still maintained the deformed microstructure with elongated grains. When the furnace annealing time was extended to 60 min, deformed structure still existed and no new recrystallization grains can be observed. Therefore, a conclusion can be drawn that EPT is not a simple heat treatment process and other effects should be responsible for the recrystallization of the EPTed samples.
Fig. 4.
(a) Surface temperature of the as-drawn AZ31 alloy wire processed by EPT and microstructures of furnace annealing the as-drawn samples for (b) 433 K-30 min and (c) 433 K-60 min.
The (0001) pole figures, inverse pole figure (IPF) maps and corresponding band contrast maps for different EPT parameter samples obtained by EBSD are shown in Fig. 5. It can be observed that deformation structure with few fine grains and incomplete recrystallization occurs in the 20 μs-10 min EPT sample, as indicated in Fig. 5(a), which is similar to the SEM micrograph of the sample 3 (as shown in Fig. 3(c)). Furthermore, the sample exhibited a typical (0001) basal texture with the c-axis in majority of the grains being parallel to the ND. The maxima texture index which was expressed in multiples of a random distribution was 14.58. When the EPT parameters reached to 30 μs-30 s, basal texture strength with maxima texture index of 7.18 was weakened due to a fully recrystallized ultrafine equiaxial grain microstructure without deformed twins was acquired, as indicated in Fig. 5(b). With further increasing the conduction time to 1 min, a stable recrystallization texture is gradually formed because of the growth of recrystallized grains, and the texture strength is also slightly increased, as shown in Fig. 5(c).
Fig. 5.
(0001) pole figures, inverse pole figure (IPF) maps and corresponding band contrast maps of various samples by EPT: (a) 20 μs-10 min; (b) 30 μs-30 s; (c) 30 μs-1 min.
3.2. Mechanical properties
Fig. 6(a) shows the true stress-strain curves of some samples. The corresponding ultimate tensile strength (UTS), yield strength with 0.2% proof stress (YS) and tensile elongation to failure (TEF) are also indicated in Fig. 6(b). It can be seen from the graph that the highest yield strength of 415 MPa and tensile strength of 447 MPa were obtained after cold drawing, respectively. However, the sample with poor elongation which was expressed in ductility performance was 6%, and this was attributed to the work hardening during cold drawing process. With the EPTed parameters of 30 μs duration and 30 s processing time, the best comprehensive properties were achieved in samples with 400 MPa of UTS and 28.5% of TEF. Herein, the ductility of the EPTed samples was greatly improved although the strength was decreased slightly. Due to the recovery and static recrystallization of AZ31 alloy wire under the action of EPT, the stress concentration and dislocation entanglement were eliminated. Therefore, the elongation of samples was improved markedly. Nevertheless, the overlong pulse duration and processing time of EPT resulted in the grain growth and the mechanical properties would be weakened. In addition, the mechanical properties of the AZ31 alloy wire by conventional static recrystallization process with furnace annealing at 433 K for 2 h are also indicated in Fig. 6(b). Compared with conventional heat treatment, EPT is helpful to obtain the higher mechanical properties in a shorter processing time. In general, to complete static recrystallization, heat treatment of AZ31 alloy wires at a range of 433-473 K at least 2 h were conventionally required. In fact, for conventional heat treatment, it is difficult to control the extent of the grain growth by aging AZ31 wires at high temperatures. Whereas EPT can effectively input instantaneous high-energy directly to the lattice of Mg alloy and static recrystallization was completed at relatively low temperatures in several seconds. In such a short period, the grain growth of AZ31 wires was effectively suppressed. It is demonstrated in this work that EPT provides a highly efficient approach for improvement of Mg alloy properties. Moreover, Fig. 7 shows the comparison of the mechanical properties of the AZ31 alloy wire in this study and other Mg alloy wires with fine diameter by various methods [[22], [23], [24]]. It is exhibited that the elongations of most Mg alloy wires with higher strength in literatures were less than 12% in literatures. Interestingly, the AZ31 alloy wire obtained in this investigation are remarkable results for an excellent elongation of about 28.5%, together with high tensile strength. Thus, an Mg alloy wire material with excellent comprehensive mechanical properties was prepared by combined cold drawing and EPT.
Fig. 6.
Mechanical properties of the AZ31 alloy wire: (a) true stress-strain curves of the samples; (b) tensile test results of the samples.
Fig. 7.
Comparison of the mechanical properties of the AZ31 alloy wire in this study and other Mg alloy wires with fine diameter by various methods.
The SEM tensile fracture surfaces images of the AZ31 alloy wire samples at different states are presented in Fig. 8. For the as-drawn sample (as shown in Fig. 8(a)), the dominant feature of the fracture surface is composed of quasi-cleavage fracture and a few shallow dimples. Moreover, some large particles and tearing ridge were observed, as indicated by the direction of the red and yellow arrow, respectively. Conclusively, it is indicated that the as-drawn samples exhibit poor plasticity at room temperature. In contrast, as for the 30 μs-30 s EPT sample, a large number of deeper dimples are found in the whole observing surface as indicated in Fig. 8(b). These fracture features belong to the ductile fracture and they are believed to be indications for an enhancement of plasticity, and it is obviously indicated that the samples exhibit better plasticity under EPT.
Fig. 8.
SEM micrographs of the tensile fracture surfaces of the AZ31 alloy wire: (a) as-drawn; (b) EPT: 30 μs-30 s.
4. Discussion
4.1. Effect of EPT on dislocation mobility behavior in AZ31 alloy wires
When electrical pulses are applied to deformed metals, the deformation resistance is greatly reduced and the plasticity is also significantly improved due to the drifting electrons exert a push on the dislocation and grain boundary, and then helping the dislocation overcome obstacles [25]. The electroplastic effect is the interaction of moving electrons in a metal crystal with the dislocations. Theoretical considerations of the force exerted by drift electrons on dislocations can be described by the under model [26,27]:
where fedl is the force per unit length acting on the dislocation, n is the electron density, m* is the effective electron mass, b is the Burgers vector, νF is the Fermi velocity, νe is the electron velocity, νd is the dislocation velocity, e is the electron charge, Jm is the current density.
To further evaluate the electroplastic effect in metals, the dislocation densities of samples at different states were measured by synchrotron XRD. Direct measurement of dislocation density by TEM observation is flawed, because it is impossible to ascertain the number of dislocations of a bulk material or even it is very difficult to count the number of dislocations in a certain area in the TEM when the dislocation density is very high. Herein, the dislocation density in a sample was calculated using modified Williamson-Hall method (WH-method) with XLPA by diffraction peak broadening model [28,29], and the expression is as follow:
where λ is the wavelength of CuKα radiation (λ = 0.15406 nm), D is the average grain size, k is a constant having a value of ∼0.9, ε is the microstrain, θhkl is the Bragg diffraction angle with corresponding hkl reflection and δhkl is the diffraction half-width due to lattice distortion. Plotting the curve of δhklcosθhkl against sinθhkl, we can obtain the values of D and ε from the slope and intercept of the fitting curve. Then the value of the dislocation density ρ can be determined by the following formula:
$\rho =2\sqrt{3}\varepsilon /(Db)$
where b, as the magnitude of the Burgers vector for Mg, is equal to 0.32 nm, the grain size D and the microstrain ε can be obtained by Eq. (2).
Three peaks including (1010), (0001) and (1011) reflections were recorded for each line profile. The change trend of dislocation density with the different EPT parameters was depicted in Fig. 9. As the pulse width increases, the dislocation density can be rapidly reduced in relatively shorter time. Based on Eq. (1), it is found that the force due to the drift electrons is proportional to the Fermi velocity νF. Furthermore, the Fermi velocity νF is proportional to the pulse width, namely, the pulse width increase can enhance the electronic-wind-force, which will be conducive to dislocation climb and reduced the barrier of dislocation motion. Moreover, the energy of atomic motion and the activation energy required for dislocation slip in the metal significantly increased simultaneously owing to the fact that the introduction of high-density pulse current accelerated the speed of motion dislocation, and caused recrystallization occur in a relatively short time. Dislocation density was reduced by dislocation annihilation and rearrangement.
Fig. 9.
Dislocation density calculated from XRD measurement for as-drawn AZ31 alloy wire processed by the different EPT parameters.
The relationship between the residual stress σi and dislocation density ρ is given by the Kock-Mecking model [30,31]:
where σ0 is the stress constant, α is a constant, and G is the shear modulus.
According to Eq. (4), when the dislocation density decreased by EPT, the residual stress should be reduced accordingly. The initial residual stress with as-drawn AZ31 alloy wire (deformation storage energy) exerts an initial force on the dislocation and the drift electrons exert an additional force on the dislocation (electrical additional energy). The combined effort helped the dislocation to overcome the obstacles and accelerated slipping on the slip system when the specimen under EPT. When the EPT parameters are fixed, the higher the initial residual stress is, the activation energy with electrical additional required to overcome the energy barrier of dislocation was smaller, the easier the recrystallization occurs in a short time and the finer the recrystallized grain size is. The residual stress reduction with the same initial state increased with the increased pulse width because the electron wind force increased with the increased pulse width, where more dislocations were activated. According to the above conclusions, it can be speculated that EPT can quickly reduce the entanglement of dislocations and the barrier of dislocation motion by appropriate electrical pulse parameters, thus enhancing the mobility of dislocations.
4.2. Effect of EPT on the kinetics of recrystallization in AZ31 alloy wires
As shown the above experimental results, it can be clearly seen that EPT rapidly completed the recrystallization of the AZ31 alloy wire at relatively low temperature compared with conventional heat treatment. It is well known that recrystallization is the process of eliminating deformation and reverting the matrix by nucleation and growth. EPT can reduce the period of incubation for recrystallization and substantially enhanced nucleation rate of recrystallization nucleus. Acturally, the nucleation rate depends largely on the incubation period of recrystallization. In general, the incubation period is considered to be the total time required for the rearrangement of dislocation substructures, the formation of subgrains and generation of high angle boundary with high mobility. Therefore, it is essential to increase the speed of dislocation motion to reduce the incubation period for recrystallization. According to the above analysis results, EPT accelerates the dislocation climb into the subgrain boundary and the disappearance of intragranular dislocations, which reduced the resistance of grain boundary migration and enhanced nucleation rate of recrystallization nucleus. Previous study [32] indicated that dislocation climb was controlled by atomic diffusion, Therefore, the effect of EPT-induced atomic diffusion on the recrystallization kinetics is discussed in details as following.
There are three contributions of atomic diffusion flux for dislocation climb during EPT: (1) dislocation concentration gradient caused by thermal fluctuation (j1); (2) vacancy flux caused by the thrust of the pulse current acting on the dislocation (j2); (3) vacancy flux caused directly by the "electron wind" of the pulse current (j3). The atomic diffusion flux (j1) originated from the first contributions can be described as follows [33]:
${{j}_{1}}=\frac{4\pi {{D}_{1}}Z\left[ C\left( l \right)-{{C}_{0}} \right]}{\text{ln}(2Z/b)}$
The atomic diffusion flux (j2) and (j3) contributed by EPT can be represented as follows [[34], [35], [36]]:
where D1 is intercrystalline diffusion coefficient, D1=D∙exp(-Q/(RT)), D the diffusion pre-exponential factor, Q is the activation energy, Z is the distance the vacancy diffuses along the dislocation core, C(l) is the vacancy concentration at the distance from the dislocation core to l, C0 is the average vacancy concentration, b is the Burgers vector for Mg, k is Boltzmann constant, T is the absolute temperature, Kew is the coefficient of electron wind force, Ω is the atom volume, Jm is the peak current density, τp is the pulse width, N1 is the atomic density, r is the specific resistivity, eZ1* is the effective charges of lattice atoms. Based on the Refs. [[33], [34], [35], [36]], the Eqs. (5)-(7) have been modified to make them more suitable for the application of magnesium alloy, and its validity has been demonstrated in many bulk metals, metallic thin films and Mg alloy strips. According to the reports of the Ref. [34], when an electric current passes through a polycrystalline thin-film conductor, due to its small section size and fast heat dissipation characteristics, thus, thin-film conductors can carry a high current density in the range of 105-106 A/m2 and still allow the device to operate at temperatures at or below half of the melting point of the materials. In this study, when the cold-drawn AZ31 alloy wires were treated by electric pulse, firstly, the higher peak current density Jm (1.88 × 1010 A/m2) was imported, which is conducive to the electromigration at the lattice and grain boundary. Secondly, the relatively low temperature rise of the AZ31 alloy wire caused by EPT was about 413 K. These conditions were similar to the nature of electromigration in metallic thin films. Under these conditions, EPT was considered to can accelerate dislocations migration and lattice atom diffusion. Eq. (7) should also be applicable to metal wires. Therefore, the total atomic diffusion can be obtained by the sum of Eqs. (5)-(7), as below:
$j={{j}_{1}}+{{j}_{2}}+{{j}_{3}}=\frac{4\pi {{D}_{1}}Z\left[ C\left( l \right)-{{C}_{0}} \right]}{\text{ln}(2Z/b)}+\frac{{{J}_{\text{m}}}{{D}_{1}}{{\tau }_{\text{p}}}}{kT}({{K}_{\text{ew}}}\Omega +{{N}_{1}}reZ_{1}^{*})$
The subgrain angle formed by recrystallization is determined by the average dislocation spacing within the grain boundary, and the smaller subgrain boundary angle θ can be expressed as the following equation [33]:
where D0 is recrystallization core diameter, np is number of intracrystalline dislocations. Substituting Eqs. (8) and (10) into Eq. (9) gives time derivative equation as follows:
Eq. (11) are applied to integral transformation, the time tc required for the initial grain boundary angle value θ0 grow to the critical angle of mobility θc can be described as the following equation:
where Ni is the nucleation rate of recrystallization nucleus, d0 is the diameter of initial grain. Assuming that the nucleation process is continuous, that is, one grain is formed and then another nucleus begins to form, then Δt=tc. According to Eqs. (12)-(14), the nucleation rate of recrystallization nucleus Ni can be calculated by the following formula:
From Eq. (5), D1 and C(l) is proportional to the absolute temperature during EPT and deformation storage energy with as-drawn AZ31 alloy wire. Recrystallization is hardly to happen just by the atomic diffusion j1 related to thermal effects at relatively low temperature and in a short time, which is are entirely consistent with the annealing treatment comparison results mentioned in the above experiments (as shown in Fig. 4). Thus, the coupling of the thermal and athermal effects should be necessary for EPT accelerated recrystallization. According to Eqs. (6) and (7), the athermal effect of EPT (j2, j3) strongly depends on the electrical parameters of electropulsing, and increases with pulse duration τp and peak current density Jm. Our previous work [32] illustrated that the effect of athermal effects on the crystallization behavior of the system is 15 times higher than that of the thermal effects. Therefore, it is clearly indicated that athermal effects play a more important role in the recrystallization of AZ31 alloy wire during EPT. According to Eq. (15), the recrystallization nucleation rate Ni increased with the increase of peak current density, pulse width and deformation storage energy. Furthermore, the greater the deformation storage energy, the smaller the recrystallization core diameter D0, and thus the recrystallization nucleation rate Ni increased. Ultrafine equiaxed grains are obtained due to the increase in the nucleation rate of recrystallization by EPT.
From what has been analyzed above, it can be concluded that EPT induced recrystallization due to the coupling of the thermal effect and the substantial athermal effect. The athermal effect of EPT accelerates dislocation climbing and subgrain growth. However, such behavior cannot be achieved by during conventional annealing treatment. Thus, it is feasible that EPT rapidly completed the recrystallization of the AZ31 alloy wire at relatively low temperature (433 K) and in a shorter time (30 s).
5. Conclusions
(1)Based on the “cold-drawing + EPT” processing method, AZ31 alloy wire with ultra-fine grain microstructure and consists of grains with the average size of ∼1 μm was obtained. The EPTed samples achieved higher strength and ductility, which is exhibited the excellent comprehensive mechanical properties with ultimate tensile strength of 400 MPa and elongation of 28.5%.
(2)EPT can enhance the mobility of dislocations. Recrystallization occurred in a relatively short time due to quickly reduce the entanglement of dislocations and the barrier of dislocation motion by appropriate electrical pulse parameters. The plasticity of EPTed samples is improved by reduction in dislocation density and residual stress.
(3)EPT substantially accelerated the kinetics of recrystallization due to an enhancement of atomic diffusion resulting from the coupling of thermal and athermal effects, which decreased the incubation period for recrystallization and increased the nucleation rate of recrystallization. It resulted in the uniform ultrafine recrystallized grains of the AZ31 alloy wire in a very short time at relatively low temperature.
... Magnesium and its alloy, as the ideal biomedical material, have gained great interest for their potential use in the fields of bone implants, cardiovascular stents, bone tissue engineering scaffolds and so on owing to good biomechanical compatibility and mechanical properties as well as non-toxic and biodegradable characteristics [1,2]. The recent research on magnesium alloys for degradable coronary stent materials has confirmed the safety and effectiveness of magnesium alloy implants in vivo [[3], [4], [5]], which endows with its widely developing prospects to replace traditional bioabsorbable polymer materials and partial metal materials. ...
1
2014
... Magnesium and its alloy, as the ideal biomedical material, have gained great interest for their potential use in the fields of bone implants, cardiovascular stents, bone tissue engineering scaffolds and so on owing to good biomechanical compatibility and mechanical properties as well as non-toxic and biodegradable characteristics [1,2]. The recent research on magnesium alloys for degradable coronary stent materials has confirmed the safety and effectiveness of magnesium alloy implants in vivo [[3], [4], [5]], which endows with its widely developing prospects to replace traditional bioabsorbable polymer materials and partial metal materials. ...
1
2015
... Magnesium and its alloy, as the ideal biomedical material, have gained great interest for their potential use in the fields of bone implants, cardiovascular stents, bone tissue engineering scaffolds and so on owing to good biomechanical compatibility and mechanical properties as well as non-toxic and biodegradable characteristics [1,2]. The recent research on magnesium alloys for degradable coronary stent materials has confirmed the safety and effectiveness of magnesium alloy implants in vivo [[3], [4], [5]], which endows with its widely developing prospects to replace traditional bioabsorbable polymer materials and partial metal materials. ...
1
2009
... Magnesium and its alloy, as the ideal biomedical material, have gained great interest for their potential use in the fields of bone implants, cardiovascular stents, bone tissue engineering scaffolds and so on owing to good biomechanical compatibility and mechanical properties as well as non-toxic and biodegradable characteristics [1,2]. The recent research on magnesium alloys for degradable coronary stent materials has confirmed the safety and effectiveness of magnesium alloy implants in vivo [[3], [4], [5]], which endows with its widely developing prospects to replace traditional bioabsorbable polymer materials and partial metal materials. ...
1
2016
... Magnesium and its alloy, as the ideal biomedical material, have gained great interest for their potential use in the fields of bone implants, cardiovascular stents, bone tissue engineering scaffolds and so on owing to good biomechanical compatibility and mechanical properties as well as non-toxic and biodegradable characteristics [1,2]. The recent research on magnesium alloys for degradable coronary stent materials has confirmed the safety and effectiveness of magnesium alloy implants in vivo [[3], [4], [5]], which endows with its widely developing prospects to replace traditional bioabsorbable polymer materials and partial metal materials. ...
1
2014
... As a major category of medical magnesium alloy materials, magnesium alloy wire has been sucessfully used to repair and replace the diseased or damaged bone tissue and vascular stents [6]. However, the formation of high-strength and high-ductility magnesium alloy wire with large slenderness ratio was difficult, and very little was performed on the final Mg alloy medical products. In addition, there are few investigations on the preparation of magnesium alloy wire. And the relative technology mainly including drawing [[7], [8], [9]], extrusion [10,11] and friction stir procesing [12] etc. Cold drawing products have high dimensional accuracy, surface smoothness and are easy to achieve continuous production, therefore it is considered currently as the most effective and mature method to produce metal fine wire. High-strength Mg alloy fine wire with diameters less than 1 mm can be prepared by a combination of cold drawing and extrusion [[13], [14], [15]]. The cold drawing allows the strength of the material to be increased. However, it cannot be used to achieve excellent ductility and deformability of Mg alloy wires. Although the ductility performance can be improved by long-cycle annealing treatment, then it will result in weak mechanical properties by grains growth as well as the complicated technologies, time consuming and high costs [16,17]. ...
1
2016
... As a major category of medical magnesium alloy materials, magnesium alloy wire has been sucessfully used to repair and replace the diseased or damaged bone tissue and vascular stents [6]. However, the formation of high-strength and high-ductility magnesium alloy wire with large slenderness ratio was difficult, and very little was performed on the final Mg alloy medical products. In addition, there are few investigations on the preparation of magnesium alloy wire. And the relative technology mainly including drawing [[7], [8], [9]], extrusion [10,11] and friction stir procesing [12] etc. Cold drawing products have high dimensional accuracy, surface smoothness and are easy to achieve continuous production, therefore it is considered currently as the most effective and mature method to produce metal fine wire. High-strength Mg alloy fine wire with diameters less than 1 mm can be prepared by a combination of cold drawing and extrusion [[13], [14], [15]]. The cold drawing allows the strength of the material to be increased. However, it cannot be used to achieve excellent ductility and deformability of Mg alloy wires. Although the ductility performance can be improved by long-cycle annealing treatment, then it will result in weak mechanical properties by grains growth as well as the complicated technologies, time consuming and high costs [16,17]. ...
1
2014
... As a major category of medical magnesium alloy materials, magnesium alloy wire has been sucessfully used to repair and replace the diseased or damaged bone tissue and vascular stents [6]. However, the formation of high-strength and high-ductility magnesium alloy wire with large slenderness ratio was difficult, and very little was performed on the final Mg alloy medical products. In addition, there are few investigations on the preparation of magnesium alloy wire. And the relative technology mainly including drawing [[7], [8], [9]], extrusion [10,11] and friction stir procesing [12] etc. Cold drawing products have high dimensional accuracy, surface smoothness and are easy to achieve continuous production, therefore it is considered currently as the most effective and mature method to produce metal fine wire. High-strength Mg alloy fine wire with diameters less than 1 mm can be prepared by a combination of cold drawing and extrusion [[13], [14], [15]]. The cold drawing allows the strength of the material to be increased. However, it cannot be used to achieve excellent ductility and deformability of Mg alloy wires. Although the ductility performance can be improved by long-cycle annealing treatment, then it will result in weak mechanical properties by grains growth as well as the complicated technologies, time consuming and high costs [16,17]. ...
1
2017
... As a major category of medical magnesium alloy materials, magnesium alloy wire has been sucessfully used to repair and replace the diseased or damaged bone tissue and vascular stents [6]. However, the formation of high-strength and high-ductility magnesium alloy wire with large slenderness ratio was difficult, and very little was performed on the final Mg alloy medical products. In addition, there are few investigations on the preparation of magnesium alloy wire. And the relative technology mainly including drawing [[7], [8], [9]], extrusion [10,11] and friction stir procesing [12] etc. Cold drawing products have high dimensional accuracy, surface smoothness and are easy to achieve continuous production, therefore it is considered currently as the most effective and mature method to produce metal fine wire. High-strength Mg alloy fine wire with diameters less than 1 mm can be prepared by a combination of cold drawing and extrusion [[13], [14], [15]]. The cold drawing allows the strength of the material to be increased. However, it cannot be used to achieve excellent ductility and deformability of Mg alloy wires. Although the ductility performance can be improved by long-cycle annealing treatment, then it will result in weak mechanical properties by grains growth as well as the complicated technologies, time consuming and high costs [16,17]. ...
1
2012
... As a major category of medical magnesium alloy materials, magnesium alloy wire has been sucessfully used to repair and replace the diseased or damaged bone tissue and vascular stents [6]. However, the formation of high-strength and high-ductility magnesium alloy wire with large slenderness ratio was difficult, and very little was performed on the final Mg alloy medical products. In addition, there are few investigations on the preparation of magnesium alloy wire. And the relative technology mainly including drawing [[7], [8], [9]], extrusion [10,11] and friction stir procesing [12] etc. Cold drawing products have high dimensional accuracy, surface smoothness and are easy to achieve continuous production, therefore it is considered currently as the most effective and mature method to produce metal fine wire. High-strength Mg alloy fine wire with diameters less than 1 mm can be prepared by a combination of cold drawing and extrusion [[13], [14], [15]]. The cold drawing allows the strength of the material to be increased. However, it cannot be used to achieve excellent ductility and deformability of Mg alloy wires. Although the ductility performance can be improved by long-cycle annealing treatment, then it will result in weak mechanical properties by grains growth as well as the complicated technologies, time consuming and high costs [16,17]. ...
1
2010
... As a major category of medical magnesium alloy materials, magnesium alloy wire has been sucessfully used to repair and replace the diseased or damaged bone tissue and vascular stents [6]. However, the formation of high-strength and high-ductility magnesium alloy wire with large slenderness ratio was difficult, and very little was performed on the final Mg alloy medical products. In addition, there are few investigations on the preparation of magnesium alloy wire. And the relative technology mainly including drawing [[7], [8], [9]], extrusion [10,11] and friction stir procesing [12] etc. Cold drawing products have high dimensional accuracy, surface smoothness and are easy to achieve continuous production, therefore it is considered currently as the most effective and mature method to produce metal fine wire. High-strength Mg alloy fine wire with diameters less than 1 mm can be prepared by a combination of cold drawing and extrusion [[13], [14], [15]]. The cold drawing allows the strength of the material to be increased. However, it cannot be used to achieve excellent ductility and deformability of Mg alloy wires. Although the ductility performance can be improved by long-cycle annealing treatment, then it will result in weak mechanical properties by grains growth as well as the complicated technologies, time consuming and high costs [16,17]. ...
1
2015
... As a major category of medical magnesium alloy materials, magnesium alloy wire has been sucessfully used to repair and replace the diseased or damaged bone tissue and vascular stents [6]. However, the formation of high-strength and high-ductility magnesium alloy wire with large slenderness ratio was difficult, and very little was performed on the final Mg alloy medical products. In addition, there are few investigations on the preparation of magnesium alloy wire. And the relative technology mainly including drawing [[7], [8], [9]], extrusion [10,11] and friction stir procesing [12] etc. Cold drawing products have high dimensional accuracy, surface smoothness and are easy to achieve continuous production, therefore it is considered currently as the most effective and mature method to produce metal fine wire. High-strength Mg alloy fine wire with diameters less than 1 mm can be prepared by a combination of cold drawing and extrusion [[13], [14], [15]]. The cold drawing allows the strength of the material to be increased. However, it cannot be used to achieve excellent ductility and deformability of Mg alloy wires. Although the ductility performance can be improved by long-cycle annealing treatment, then it will result in weak mechanical properties by grains growth as well as the complicated technologies, time consuming and high costs [16,17]. ...
1
2011
... As a major category of medical magnesium alloy materials, magnesium alloy wire has been sucessfully used to repair and replace the diseased or damaged bone tissue and vascular stents [6]. However, the formation of high-strength and high-ductility magnesium alloy wire with large slenderness ratio was difficult, and very little was performed on the final Mg alloy medical products. In addition, there are few investigations on the preparation of magnesium alloy wire. And the relative technology mainly including drawing [[7], [8], [9]], extrusion [10,11] and friction stir procesing [12] etc. Cold drawing products have high dimensional accuracy, surface smoothness and are easy to achieve continuous production, therefore it is considered currently as the most effective and mature method to produce metal fine wire. High-strength Mg alloy fine wire with diameters less than 1 mm can be prepared by a combination of cold drawing and extrusion [[13], [14], [15]]. The cold drawing allows the strength of the material to be increased. However, it cannot be used to achieve excellent ductility and deformability of Mg alloy wires. Although the ductility performance can be improved by long-cycle annealing treatment, then it will result in weak mechanical properties by grains growth as well as the complicated technologies, time consuming and high costs [16,17]. ...
1
2014
... As a major category of medical magnesium alloy materials, magnesium alloy wire has been sucessfully used to repair and replace the diseased or damaged bone tissue and vascular stents [6]. However, the formation of high-strength and high-ductility magnesium alloy wire with large slenderness ratio was difficult, and very little was performed on the final Mg alloy medical products. In addition, there are few investigations on the preparation of magnesium alloy wire. And the relative technology mainly including drawing [[7], [8], [9]], extrusion [10,11] and friction stir procesing [12] etc. Cold drawing products have high dimensional accuracy, surface smoothness and are easy to achieve continuous production, therefore it is considered currently as the most effective and mature method to produce metal fine wire. High-strength Mg alloy fine wire with diameters less than 1 mm can be prepared by a combination of cold drawing and extrusion [[13], [14], [15]]. The cold drawing allows the strength of the material to be increased. However, it cannot be used to achieve excellent ductility and deformability of Mg alloy wires. Although the ductility performance can be improved by long-cycle annealing treatment, then it will result in weak mechanical properties by grains growth as well as the complicated technologies, time consuming and high costs [16,17]. ...
1
2019
... As a major category of medical magnesium alloy materials, magnesium alloy wire has been sucessfully used to repair and replace the diseased or damaged bone tissue and vascular stents [6]. However, the formation of high-strength and high-ductility magnesium alloy wire with large slenderness ratio was difficult, and very little was performed on the final Mg alloy medical products. In addition, there are few investigations on the preparation of magnesium alloy wire. And the relative technology mainly including drawing [[7], [8], [9]], extrusion [10,11] and friction stir procesing [12] etc. Cold drawing products have high dimensional accuracy, surface smoothness and are easy to achieve continuous production, therefore it is considered currently as the most effective and mature method to produce metal fine wire. High-strength Mg alloy fine wire with diameters less than 1 mm can be prepared by a combination of cold drawing and extrusion [[13], [14], [15]]. The cold drawing allows the strength of the material to be increased. However, it cannot be used to achieve excellent ductility and deformability of Mg alloy wires. Although the ductility performance can be improved by long-cycle annealing treatment, then it will result in weak mechanical properties by grains growth as well as the complicated technologies, time consuming and high costs [16,17]. ...
1
2011
... As a major category of medical magnesium alloy materials, magnesium alloy wire has been sucessfully used to repair and replace the diseased or damaged bone tissue and vascular stents [6]. However, the formation of high-strength and high-ductility magnesium alloy wire with large slenderness ratio was difficult, and very little was performed on the final Mg alloy medical products. In addition, there are few investigations on the preparation of magnesium alloy wire. And the relative technology mainly including drawing [[7], [8], [9]], extrusion [10,11] and friction stir procesing [12] etc. Cold drawing products have high dimensional accuracy, surface smoothness and are easy to achieve continuous production, therefore it is considered currently as the most effective and mature method to produce metal fine wire. High-strength Mg alloy fine wire with diameters less than 1 mm can be prepared by a combination of cold drawing and extrusion [[13], [14], [15]]. The cold drawing allows the strength of the material to be increased. However, it cannot be used to achieve excellent ductility and deformability of Mg alloy wires. Although the ductility performance can be improved by long-cycle annealing treatment, then it will result in weak mechanical properties by grains growth as well as the complicated technologies, time consuming and high costs [16,17]. ...
1
2017
... As a major category of medical magnesium alloy materials, magnesium alloy wire has been sucessfully used to repair and replace the diseased or damaged bone tissue and vascular stents [6]. However, the formation of high-strength and high-ductility magnesium alloy wire with large slenderness ratio was difficult, and very little was performed on the final Mg alloy medical products. In addition, there are few investigations on the preparation of magnesium alloy wire. And the relative technology mainly including drawing [[7], [8], [9]], extrusion [10,11] and friction stir procesing [12] etc. Cold drawing products have high dimensional accuracy, surface smoothness and are easy to achieve continuous production, therefore it is considered currently as the most effective and mature method to produce metal fine wire. High-strength Mg alloy fine wire with diameters less than 1 mm can be prepared by a combination of cold drawing and extrusion [[13], [14], [15]]. The cold drawing allows the strength of the material to be increased. However, it cannot be used to achieve excellent ductility and deformability of Mg alloy wires. Although the ductility performance can be improved by long-cycle annealing treatment, then it will result in weak mechanical properties by grains growth as well as the complicated technologies, time consuming and high costs [16,17]. ...
1
2018
... As an instantaneous high-energy-input method, electropulsing treatment (EPT) has been widely employed to optimise the microstructure and properties of metal alloys by refining the grains at lower temperatures and in short processing time [18,19]. When the current passes through a metal with high dislocation density, the system will obtain instantaneous high energy which will affect the slip behavior of the dislocations in the metal material, the activity of the atoms and vacancies. Then this result is able to promote the static recrystallization of the metal material. Qin et al. [20] studied the effect of EPT on the microstructure of deformed pearlitic steel wires, and ultrafine cementite particles around 30 nm were obtained by one electric pulse pass at room temperature. Ao et al. [21] found that the maximum plasticity of Ti alloy sheet increases by 21.67% under electropulsing treatment. Although the above-mentioned studies have achieved good results, few investigations have been reported on EPT of Mg alloy wire. ...
1
2002
... As an instantaneous high-energy-input method, electropulsing treatment (EPT) has been widely employed to optimise the microstructure and properties of metal alloys by refining the grains at lower temperatures and in short processing time [18,19]. When the current passes through a metal with high dislocation density, the system will obtain instantaneous high energy which will affect the slip behavior of the dislocations in the metal material, the activity of the atoms and vacancies. Then this result is able to promote the static recrystallization of the metal material. Qin et al. [20] studied the effect of EPT on the microstructure of deformed pearlitic steel wires, and ultrafine cementite particles around 30 nm were obtained by one electric pulse pass at room temperature. Ao et al. [21] found that the maximum plasticity of Ti alloy sheet increases by 21.67% under electropulsing treatment. Although the above-mentioned studies have achieved good results, few investigations have been reported on EPT of Mg alloy wire. ...
1
2011
... As an instantaneous high-energy-input method, electropulsing treatment (EPT) has been widely employed to optimise the microstructure and properties of metal alloys by refining the grains at lower temperatures and in short processing time [18,19]. When the current passes through a metal with high dislocation density, the system will obtain instantaneous high energy which will affect the slip behavior of the dislocations in the metal material, the activity of the atoms and vacancies. Then this result is able to promote the static recrystallization of the metal material. Qin et al. [20] studied the effect of EPT on the microstructure of deformed pearlitic steel wires, and ultrafine cementite particles around 30 nm were obtained by one electric pulse pass at room temperature. Ao et al. [21] found that the maximum plasticity of Ti alloy sheet increases by 21.67% under electropulsing treatment. Although the above-mentioned studies have achieved good results, few investigations have been reported on EPT of Mg alloy wire. ...
1
2018
... As an instantaneous high-energy-input method, electropulsing treatment (EPT) has been widely employed to optimise the microstructure and properties of metal alloys by refining the grains at lower temperatures and in short processing time [18,19]. When the current passes through a metal with high dislocation density, the system will obtain instantaneous high energy which will affect the slip behavior of the dislocations in the metal material, the activity of the atoms and vacancies. Then this result is able to promote the static recrystallization of the metal material. Qin et al. [20] studied the effect of EPT on the microstructure of deformed pearlitic steel wires, and ultrafine cementite particles around 30 nm were obtained by one electric pulse pass at room temperature. Ao et al. [21] found that the maximum plasticity of Ti alloy sheet increases by 21.67% under electropulsing treatment. Although the above-mentioned studies have achieved good results, few investigations have been reported on EPT of Mg alloy wire. ...
2
2014
... A commercial wrought AZ31 Mg alloy (Mg-3 wt% Al-1 wt% Zn) rods with a diameter of 60 mm was annealed for homogenization at 673 K for 24 h and then were multi-hole hot extruded to 4 mm diameter thick wires at an extrusion temperature of 653 K and an extrusion ratio of 16. Starting with the original as-extruded wires, the cold drawing was carried out step by step at room temperature, as shown in Fig. 1(a). The Mg alloy wires with the maximum accumulative deformation were obtained by continuous multi-pass cold drawing until the diameter was reduced from 4 mm to 0.66 mm [22]. ...
... Fig. 6(a) shows the true stress-strain curves of some samples. The corresponding ultimate tensile strength (UTS), yield strength with 0.2% proof stress (YS) and tensile elongation to failure (TEF) are also indicated in Fig. 6(b). It can be seen from the graph that the highest yield strength of 415 MPa and tensile strength of 447 MPa were obtained after cold drawing, respectively. However, the sample with poor elongation which was expressed in ductility performance was 6%, and this was attributed to the work hardening during cold drawing process. With the EPTed parameters of 30 μs duration and 30 s processing time, the best comprehensive properties were achieved in samples with 400 MPa of UTS and 28.5% of TEF. Herein, the ductility of the EPTed samples was greatly improved although the strength was decreased slightly. Due to the recovery and static recrystallization of AZ31 alloy wire under the action of EPT, the stress concentration and dislocation entanglement were eliminated. Therefore, the elongation of samples was improved markedly. Nevertheless, the overlong pulse duration and processing time of EPT resulted in the grain growth and the mechanical properties would be weakened. In addition, the mechanical properties of the AZ31 alloy wire by conventional static recrystallization process with furnace annealing at 433 K for 2 h are also indicated in Fig. 6(b). Compared with conventional heat treatment, EPT is helpful to obtain the higher mechanical properties in a shorter processing time. In general, to complete static recrystallization, heat treatment of AZ31 alloy wires at a range of 433-473 K at least 2 h were conventionally required. In fact, for conventional heat treatment, it is difficult to control the extent of the grain growth by aging AZ31 wires at high temperatures. Whereas EPT can effectively input instantaneous high-energy directly to the lattice of Mg alloy and static recrystallization was completed at relatively low temperatures in several seconds. In such a short period, the grain growth of AZ31 wires was effectively suppressed. It is demonstrated in this work that EPT provides a highly efficient approach for improvement of Mg alloy properties. Moreover, Fig. 7 shows the comparison of the mechanical properties of the AZ31 alloy wire in this study and other Mg alloy wires with fine diameter by various methods [[22], [23], [24]]. It is exhibited that the elongations of most Mg alloy wires with higher strength in literatures were less than 12% in literatures. Interestingly, the AZ31 alloy wire obtained in this investigation are remarkable results for an excellent elongation of about 28.5%, together with high tensile strength. Thus, an Mg alloy wire material with excellent comprehensive mechanical properties was prepared by combined cold drawing and EPT. ...
1
2018
... Fig. 6(a) shows the true stress-strain curves of some samples. The corresponding ultimate tensile strength (UTS), yield strength with 0.2% proof stress (YS) and tensile elongation to failure (TEF) are also indicated in Fig. 6(b). It can be seen from the graph that the highest yield strength of 415 MPa and tensile strength of 447 MPa were obtained after cold drawing, respectively. However, the sample with poor elongation which was expressed in ductility performance was 6%, and this was attributed to the work hardening during cold drawing process. With the EPTed parameters of 30 μs duration and 30 s processing time, the best comprehensive properties were achieved in samples with 400 MPa of UTS and 28.5% of TEF. Herein, the ductility of the EPTed samples was greatly improved although the strength was decreased slightly. Due to the recovery and static recrystallization of AZ31 alloy wire under the action of EPT, the stress concentration and dislocation entanglement were eliminated. Therefore, the elongation of samples was improved markedly. Nevertheless, the overlong pulse duration and processing time of EPT resulted in the grain growth and the mechanical properties would be weakened. In addition, the mechanical properties of the AZ31 alloy wire by conventional static recrystallization process with furnace annealing at 433 K for 2 h are also indicated in Fig. 6(b). Compared with conventional heat treatment, EPT is helpful to obtain the higher mechanical properties in a shorter processing time. In general, to complete static recrystallization, heat treatment of AZ31 alloy wires at a range of 433-473 K at least 2 h were conventionally required. In fact, for conventional heat treatment, it is difficult to control the extent of the grain growth by aging AZ31 wires at high temperatures. Whereas EPT can effectively input instantaneous high-energy directly to the lattice of Mg alloy and static recrystallization was completed at relatively low temperatures in several seconds. In such a short period, the grain growth of AZ31 wires was effectively suppressed. It is demonstrated in this work that EPT provides a highly efficient approach for improvement of Mg alloy properties. Moreover, Fig. 7 shows the comparison of the mechanical properties of the AZ31 alloy wire in this study and other Mg alloy wires with fine diameter by various methods [[22], [23], [24]]. It is exhibited that the elongations of most Mg alloy wires with higher strength in literatures were less than 12% in literatures. Interestingly, the AZ31 alloy wire obtained in this investigation are remarkable results for an excellent elongation of about 28.5%, together with high tensile strength. Thus, an Mg alloy wire material with excellent comprehensive mechanical properties was prepared by combined cold drawing and EPT. ...
1
2018
... Fig. 6(a) shows the true stress-strain curves of some samples. The corresponding ultimate tensile strength (UTS), yield strength with 0.2% proof stress (YS) and tensile elongation to failure (TEF) are also indicated in Fig. 6(b). It can be seen from the graph that the highest yield strength of 415 MPa and tensile strength of 447 MPa were obtained after cold drawing, respectively. However, the sample with poor elongation which was expressed in ductility performance was 6%, and this was attributed to the work hardening during cold drawing process. With the EPTed parameters of 30 μs duration and 30 s processing time, the best comprehensive properties were achieved in samples with 400 MPa of UTS and 28.5% of TEF. Herein, the ductility of the EPTed samples was greatly improved although the strength was decreased slightly. Due to the recovery and static recrystallization of AZ31 alloy wire under the action of EPT, the stress concentration and dislocation entanglement were eliminated. Therefore, the elongation of samples was improved markedly. Nevertheless, the overlong pulse duration and processing time of EPT resulted in the grain growth and the mechanical properties would be weakened. In addition, the mechanical properties of the AZ31 alloy wire by conventional static recrystallization process with furnace annealing at 433 K for 2 h are also indicated in Fig. 6(b). Compared with conventional heat treatment, EPT is helpful to obtain the higher mechanical properties in a shorter processing time. In general, to complete static recrystallization, heat treatment of AZ31 alloy wires at a range of 433-473 K at least 2 h were conventionally required. In fact, for conventional heat treatment, it is difficult to control the extent of the grain growth by aging AZ31 wires at high temperatures. Whereas EPT can effectively input instantaneous high-energy directly to the lattice of Mg alloy and static recrystallization was completed at relatively low temperatures in several seconds. In such a short period, the grain growth of AZ31 wires was effectively suppressed. It is demonstrated in this work that EPT provides a highly efficient approach for improvement of Mg alloy properties. Moreover, Fig. 7 shows the comparison of the mechanical properties of the AZ31 alloy wire in this study and other Mg alloy wires with fine diameter by various methods [[22], [23], [24]]. It is exhibited that the elongations of most Mg alloy wires with higher strength in literatures were less than 12% in literatures. Interestingly, the AZ31 alloy wire obtained in this investigation are remarkable results for an excellent elongation of about 28.5%, together with high tensile strength. Thus, an Mg alloy wire material with excellent comprehensive mechanical properties was prepared by combined cold drawing and EPT. ...
1
1978
... When electrical pulses are applied to deformed metals, the deformation resistance is greatly reduced and the plasticity is also significantly improved due to the drifting electrons exert a push on the dislocation and grain boundary, and then helping the dislocation overcome obstacles [25]. The electroplastic effect is the interaction of moving electrons in a metal crystal with the dislocations. Theoretical considerations of the force exerted by drift electrons on dislocations can be described by the under model [26,27]: ...
1
1979
... When electrical pulses are applied to deformed metals, the deformation resistance is greatly reduced and the plasticity is also significantly improved due to the drifting electrons exert a push on the dislocation and grain boundary, and then helping the dislocation overcome obstacles [25]. The electroplastic effect is the interaction of moving electrons in a metal crystal with the dislocations. Theoretical considerations of the force exerted by drift electrons on dislocations can be described by the under model [26,27]: ...
1
2019
... When electrical pulses are applied to deformed metals, the deformation resistance is greatly reduced and the plasticity is also significantly improved due to the drifting electrons exert a push on the dislocation and grain boundary, and then helping the dislocation overcome obstacles [25]. The electroplastic effect is the interaction of moving electrons in a metal crystal with the dislocations. Theoretical considerations of the force exerted by drift electrons on dislocations can be described by the under model [26,27]: ...
1
2012
... To further evaluate the electroplastic effect in metals, the dislocation densities of samples at different states were measured by synchrotron XRD. Direct measurement of dislocation density by TEM observation is flawed, because it is impossible to ascertain the number of dislocations of a bulk material or even it is very difficult to count the number of dislocations in a certain area in the TEM when the dislocation density is very high. Herein, the dislocation density in a sample was calculated using modified Williamson-Hall method (WH-method) with XLPA by diffraction peak broadening model [28,29], and the expression is as follow: ...
1
1956
... To further evaluate the electroplastic effect in metals, the dislocation densities of samples at different states were measured by synchrotron XRD. Direct measurement of dislocation density by TEM observation is flawed, because it is impossible to ascertain the number of dislocations of a bulk material or even it is very difficult to count the number of dislocations in a certain area in the TEM when the dislocation density is very high. Herein, the dislocation density in a sample was calculated using modified Williamson-Hall method (WH-method) with XLPA by diffraction peak broadening model [28,29], and the expression is as follow: ...
1
1976
... The relationship between the residual stress σi and dislocation density ρ is given by the Kock-Mecking model [30,31]: ...
1
1981
... The relationship between the residual stress σi and dislocation density ρ is given by the Kock-Mecking model [30,31]: ...
2
2018
... As shown the above experimental results, it can be clearly seen that EPT rapidly completed the recrystallization of the AZ31 alloy wire at relatively low temperature compared with conventional heat treatment. It is well known that recrystallization is the process of eliminating deformation and reverting the matrix by nucleation and growth. EPT can reduce the period of incubation for recrystallization and substantially enhanced nucleation rate of recrystallization nucleus. Acturally, the nucleation rate depends largely on the incubation period of recrystallization. In general, the incubation period is considered to be the total time required for the rearrangement of dislocation substructures, the formation of subgrains and generation of high angle boundary with high mobility. Therefore, it is essential to increase the speed of dislocation motion to reduce the incubation period for recrystallization. According to the above analysis results, EPT accelerates the dislocation climb into the subgrain boundary and the disappearance of intragranular dislocations, which reduced the resistance of grain boundary migration and enhanced nucleation rate of recrystallization nucleus. Previous study [32] indicated that dislocation climb was controlled by atomic diffusion, Therefore, the effect of EPT-induced atomic diffusion on the recrystallization kinetics is discussed in details as following. ...
... From Eq. (5), D1 and C(l) is proportional to the absolute temperature during EPT and deformation storage energy with as-drawn AZ31 alloy wire. Recrystallization is hardly to happen just by the atomic diffusion j1 related to thermal effects at relatively low temperature and in a short time, which is are entirely consistent with the annealing treatment comparison results mentioned in the above experiments (as shown in Fig. 4). Thus, the coupling of the thermal and athermal effects should be necessary for EPT accelerated recrystallization. According to Eqs. (6) and (7), the athermal effect of EPT (j2, j3) strongly depends on the electrical parameters of electropulsing, and increases with pulse duration τp and peak current density Jm. Our previous work [32] illustrated that the effect of athermal effects on the crystallization behavior of the system is 15 times higher than that of the thermal effects. Therefore, it is clearly indicated that athermal effects play a more important role in the recrystallization of AZ31 alloy wire during EPT. According to Eq. (15), the recrystallization nucleation rate Ni increased with the increase of peak current density, pulse width and deformation storage energy. Furthermore, the greater the deformation storage energy, the smaller the recrystallization core diameter D0, and thus the recrystallization nucleation rate Ni increased. Ultrafine equiaxed grains are obtained due to the increase in the nucleation rate of recrystallization by EPT. ...
3
1982
... There are three contributions of atomic diffusion flux for dislocation climb during EPT: (1) dislocation concentration gradient caused by thermal fluctuation (j1); (2) vacancy flux caused by the thrust of the pulse current acting on the dislocation (j2); (3) vacancy flux caused directly by the "electron wind" of the pulse current (j3). The atomic diffusion flux (j1) originated from the first contributions can be described as follows [33]: ...
... where D1 is intercrystalline diffusion coefficient, D1=D∙exp(-Q/(RT)), D the diffusion pre-exponential factor, Q is the activation energy, Z is the distance the vacancy diffuses along the dislocation core, C(l) is the vacancy concentration at the distance from the dislocation core to l, C0 is the average vacancy concentration, b is the Burgers vector for Mg, k is Boltzmann constant, T is the absolute temperature, Kew is the coefficient of electron wind force, Ω is the atom volume, Jm is the peak current density, τp is the pulse width, N1 is the atomic density, r is the specific resistivity, eZ1* is the effective charges of lattice atoms. Based on the Refs. [[33], [34], [35], [36]], the Eqs. (5)-(7) have been modified to make them more suitable for the application of magnesium alloy, and its validity has been demonstrated in many bulk metals, metallic thin films and Mg alloy strips. According to the reports of the Ref. [34], when an electric current passes through a polycrystalline thin-film conductor, due to its small section size and fast heat dissipation characteristics, thus, thin-film conductors can carry a high current density in the range of 105-106 A/m2 and still allow the device to operate at temperatures at or below half of the melting point of the materials. In this study, when the cold-drawn AZ31 alloy wires were treated by electric pulse, firstly, the higher peak current density Jm (1.88 × 1010 A/m2) was imported, which is conducive to the electromigration at the lattice and grain boundary. Secondly, the relatively low temperature rise of the AZ31 alloy wire caused by EPT was about 413 K. These conditions were similar to the nature of electromigration in metallic thin films. Under these conditions, EPT was considered to can accelerate dislocations migration and lattice atom diffusion. Eq. (7) should also be applicable to metal wires. Therefore, the total atomic diffusion can be obtained by the sum of Eqs. (5)-(7), as below: ...
... The subgrain angle formed by recrystallization is determined by the average dislocation spacing within the grain boundary, and the smaller subgrain boundary angle θ can be expressed as the following equation [33]: ...
3
1989
... The atomic diffusion flux (j2) and (j3) contributed by EPT can be represented as follows [[34], [35], [36]]: ...
... where D1 is intercrystalline diffusion coefficient, D1=D∙exp(-Q/(RT)), D the diffusion pre-exponential factor, Q is the activation energy, Z is the distance the vacancy diffuses along the dislocation core, C(l) is the vacancy concentration at the distance from the dislocation core to l, C0 is the average vacancy concentration, b is the Burgers vector for Mg, k is Boltzmann constant, T is the absolute temperature, Kew is the coefficient of electron wind force, Ω is the atom volume, Jm is the peak current density, τp is the pulse width, N1 is the atomic density, r is the specific resistivity, eZ1* is the effective charges of lattice atoms. Based on the Refs. [[33], [34], [35], [36]], the Eqs. (5)-(7) have been modified to make them more suitable for the application of magnesium alloy, and its validity has been demonstrated in many bulk metals, metallic thin films and Mg alloy strips. According to the reports of the Ref. [34], when an electric current passes through a polycrystalline thin-film conductor, due to its small section size and fast heat dissipation characteristics, thus, thin-film conductors can carry a high current density in the range of 105-106 A/m2 and still allow the device to operate at temperatures at or below half of the melting point of the materials. In this study, when the cold-drawn AZ31 alloy wires were treated by electric pulse, firstly, the higher peak current density Jm (1.88 × 1010 A/m2) was imported, which is conducive to the electromigration at the lattice and grain boundary. Secondly, the relatively low temperature rise of the AZ31 alloy wire caused by EPT was about 413 K. These conditions were similar to the nature of electromigration in metallic thin films. Under these conditions, EPT was considered to can accelerate dislocations migration and lattice atom diffusion. Eq. (7) should also be applicable to metal wires. Therefore, the total atomic diffusion can be obtained by the sum of Eqs. (5)-(7), as below: ...
... ]], the Eqs. (5)-(7) have been modified to make them more suitable for the application of magnesium alloy, and its validity has been demonstrated in many bulk metals, metallic thin films and Mg alloy strips. According to the reports of the Ref. [34], when an electric current passes through a polycrystalline thin-film conductor, due to its small section size and fast heat dissipation characteristics, thus, thin-film conductors can carry a high current density in the range of 105-106 A/m2 and still allow the device to operate at temperatures at or below half of the melting point of the materials. In this study, when the cold-drawn AZ31 alloy wires were treated by electric pulse, firstly, the higher peak current density Jm (1.88 × 1010 A/m2) was imported, which is conducive to the electromigration at the lattice and grain boundary. Secondly, the relatively low temperature rise of the AZ31 alloy wire caused by EPT was about 413 K. These conditions were similar to the nature of electromigration in metallic thin films. Under these conditions, EPT was considered to can accelerate dislocations migration and lattice atom diffusion. Eq. (7) should also be applicable to metal wires. Therefore, the total atomic diffusion can be obtained by the sum of Eqs. (5)-(7), as below: ...
2
1986
... The atomic diffusion flux (j2) and (j3) contributed by EPT can be represented as follows [[34], [35], [36]]: ...
... where D1 is intercrystalline diffusion coefficient, D1=D∙exp(-Q/(RT)), D the diffusion pre-exponential factor, Q is the activation energy, Z is the distance the vacancy diffuses along the dislocation core, C(l) is the vacancy concentration at the distance from the dislocation core to l, C0 is the average vacancy concentration, b is the Burgers vector for Mg, k is Boltzmann constant, T is the absolute temperature, Kew is the coefficient of electron wind force, Ω is the atom volume, Jm is the peak current density, τp is the pulse width, N1 is the atomic density, r is the specific resistivity, eZ1* is the effective charges of lattice atoms. Based on the Refs. [[33], [34], [35], [36]], the Eqs. (5)-(7) have been modified to make them more suitable for the application of magnesium alloy, and its validity has been demonstrated in many bulk metals, metallic thin films and Mg alloy strips. According to the reports of the Ref. [34], when an electric current passes through a polycrystalline thin-film conductor, due to its small section size and fast heat dissipation characteristics, thus, thin-film conductors can carry a high current density in the range of 105-106 A/m2 and still allow the device to operate at temperatures at or below half of the melting point of the materials. In this study, when the cold-drawn AZ31 alloy wires were treated by electric pulse, firstly, the higher peak current density Jm (1.88 × 1010 A/m2) was imported, which is conducive to the electromigration at the lattice and grain boundary. Secondly, the relatively low temperature rise of the AZ31 alloy wire caused by EPT was about 413 K. These conditions were similar to the nature of electromigration in metallic thin films. Under these conditions, EPT was considered to can accelerate dislocations migration and lattice atom diffusion. Eq. (7) should also be applicable to metal wires. Therefore, the total atomic diffusion can be obtained by the sum of Eqs. (5)-(7), as below: ...
2
2009
... The atomic diffusion flux (j2) and (j3) contributed by EPT can be represented as follows [[34], [35], [36]]: ...
... where D1 is intercrystalline diffusion coefficient, D1=D∙exp(-Q/(RT)), D the diffusion pre-exponential factor, Q is the activation energy, Z is the distance the vacancy diffuses along the dislocation core, C(l) is the vacancy concentration at the distance from the dislocation core to l, C0 is the average vacancy concentration, b is the Burgers vector for Mg, k is Boltzmann constant, T is the absolute temperature, Kew is the coefficient of electron wind force, Ω is the atom volume, Jm is the peak current density, τp is the pulse width, N1 is the atomic density, r is the specific resistivity, eZ1* is the effective charges of lattice atoms. Based on the Refs. [[33], [34], [35], [36]], the Eqs. (5)-(7) have been modified to make them more suitable for the application of magnesium alloy, and its validity has been demonstrated in many bulk metals, metallic thin films and Mg alloy strips. According to the reports of the Ref. [34], when an electric current passes through a polycrystalline thin-film conductor, due to its small section size and fast heat dissipation characteristics, thus, thin-film conductors can carry a high current density in the range of 105-106 A/m2 and still allow the device to operate at temperatures at or below half of the melting point of the materials. In this study, when the cold-drawn AZ31 alloy wires were treated by electric pulse, firstly, the higher peak current density Jm (1.88 × 1010 A/m2) was imported, which is conducive to the electromigration at the lattice and grain boundary. Secondly, the relatively low temperature rise of the AZ31 alloy wire caused by EPT was about 413 K. These conditions were similar to the nature of electromigration in metallic thin films. Under these conditions, EPT was considered to can accelerate dislocations migration and lattice atom diffusion. Eq. (7) should also be applicable to metal wires. Therefore, the total atomic diffusion can be obtained by the sum of Eqs. (5)-(7), as below: ...



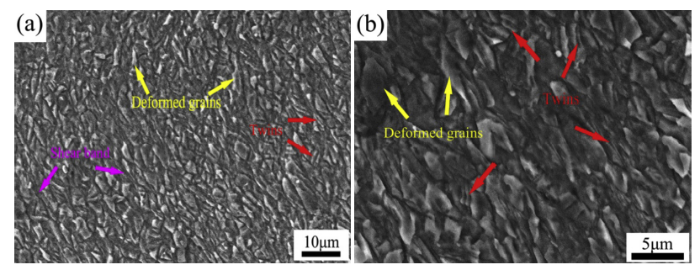

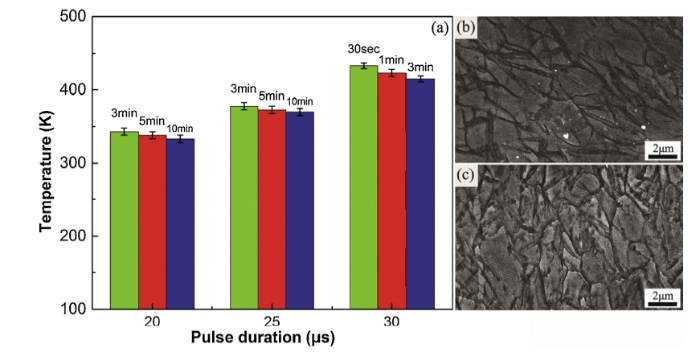
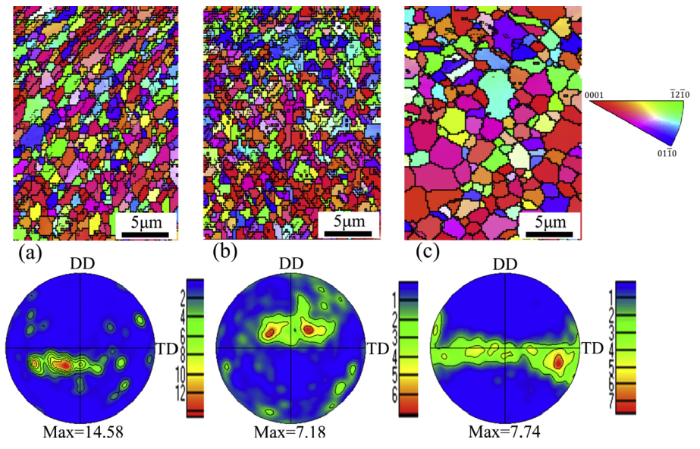
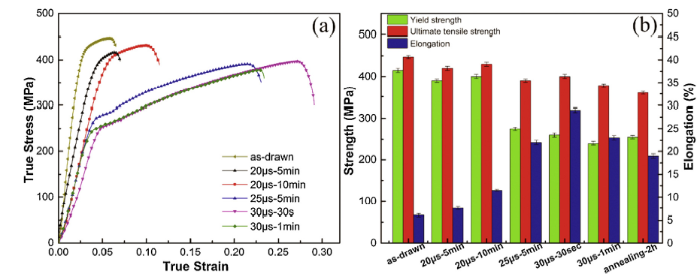
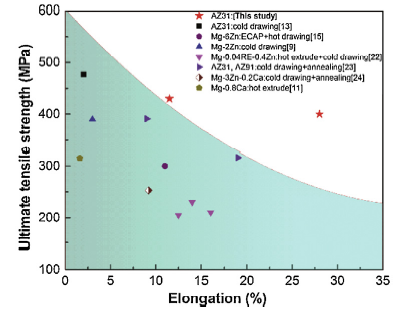
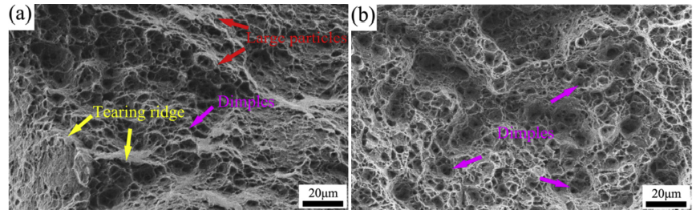
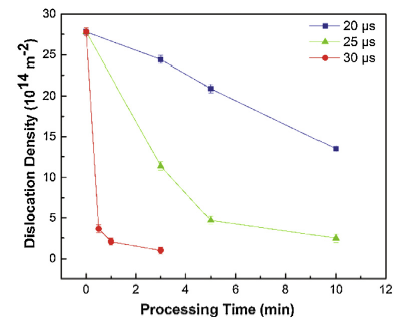

 WeChat
WeChat