

1. Introduction
With the development of science and technology and the improvement of manufacturing technology, higher requirements are put forward for the bearing capacity of steel. Low alloy ultra-high strength steels which are a kind of high specific strength structural material have been developed to meet the needs of the aerospace, automotive, military and other fields owing to their high strength and toughness, low alloy elements, simple hot working process and relatively low cost [[1], [2], [3]]. Among them, 300M steel has developed into the mature material which is used to manufacture landing gears for military and civil aircraft in the world thanks to its excellent transverse plasticity, fracture toughness and fatigue resistance [[4], [5], [6]]. As the main material of load bearing components, 300M steel is usually forged by die forging. However, because 300M steel is sensitive to stress concentration, it is often difficult to form parts with complex structure such as aircraft landing gear by means of forging. At the same time, it has some other shortcomings such as low yield of finished products and low utilization rate of materials [7,8], which restrict the further development and application of 300M steel to a certain extent.
In recent years, with the development of laser additive manufacturing (AM) technology, it is possible to realize near-net-shape forming manufacture of 300M steel parts with high performance and complex structure. It’s well known that laser AM techniques include the coaxial powder (CP) feeding AM and laser powder bed fusion AM. The CP feeding AM contains laser engineered net shaping (LENS), laser metal deposition (LMD), and laser solid forming (LSF). The laser powder bed fusion AM includes selective laser melting (SLM) and selective laser sintering (SLS). As an advanced metal additive manufacturing technology, SLM can achieve the rapid near-net shaping of the high performance, fully dense, highly complex metallic components without part-specific tooling [[9], [10], [11], [12], [13], [14], [15]], which has attracted the attention from the academia, automotive field and aerospace industry. Compared with conventional processes, this technology has the advantage of highly flexible manufacturing, fine microstructure, maximum material utilization and efficiency. Therefore, SLM technology has been widely applied to manufacturing metal parts of titanium alloys, aluminum alloys, superalloys, stainless steels and so on [[16], [17], [18], [19], [20], [21]]. Based on these circumstances, SLM technology is expected to realize the highly flexible and efficient manufacture of 300M steel components with high performances. At present, many researches about 300M steel produced by the CP feeding AM have been reported [[22], [23], [24], [25]]. But, there are few studies on 300M steel produced by SLM. Compared with the CP feeding AM, SLM is characterized as smaller focused spot size (∼100 μm), higher energy level (107 W/cm2), shorter interaction time of laser with powder (0.1-0.01 ms), smaller molten pool size (hundreds of μm3) and resultant higher cooling rate (104-8 K/s) [[26], [27], [28]]. These differences will lead to differences in microstructure and mechanical properties of 300M steel produced by SLM from those by the CP feeding AM.
In addition, many researches about SLM forming various ultra-high strength steels have been reported [[29], [30], [31], [32], [33], [34]]. The microstructure of SLMed samples is quite different from that produced by conventional die forging methods. After subsequent heat treatment, the mechanical properties of SLMed ultra-high strength steels are comparable with those of the wrought steels. Different from the above ultra-high strength steels, 300M steel is a kind of medium carbon low alloy steel containing 1.6% silicon and 0.8% manganese which are prone to segregation at grain boundaries where cracks tend to initiate [9], especially for the rapid solidification in the SLM process. Furthermore, the above researches on SLM forming ultra-high strength steel are all conducted with a low laser power and studies about low alloy ultra-high strength steels deposited by high power SLM are rarely reported. At present, the use of high power lasers is one of the effective methods to improve the deposition efficiency of SLM. Therefore, many researches about high power SLM forming metal parts such as AlSi10Mg [35], 1Cr18Ni9Ti [36], IN718 [37], 316L [38] and Hastelloy X [39] have been reported. When the productivity is significantly improved by high power SLM, good mechanical properties can still be obtained. However, compared with the low power SLM, the use of higher power lasers directly influences the characteristics of the moving molten pools, such as the melten pool shape and dimensions, molten pool temperature, heat input distribution, mass transfer, heat transfer and cooling rate, and thus further affects the formability and performance of the final part. Moreover, higher laser powers can increase the peak temperature and heat input in MP, which makes the microstructure coarser and enhances the thermal effect on the steel. Besides, the existence of high thermal gradients in high power SLM process will hence the cracking susceptibility [38]. All of the above will have a significant influence on mechanical properties of 300M steel deposited by high power SLM. Nevertheless, at present, researches about SLM forming 300M steel parts are rarely reported and the differences of microstructure and mechanical properties of 300M steel produced by low and high power SLM are also unknown.
Based on the above, the optimized process parameters for 300M steel produced by low and high power SLM firstly were obtained in this work. Furthermore, the microstructure and mechanical properties of 300M steel deposited by low and high power SLM were analyzed. Whereafter, the processes of microstructural evolution and the reasons for differences in microstructure and mechanical properties by low and high power SLM were discussed. Moreover, it appears that deposition efficiency can not only be greatly improved but also the microstructure and mechanical properties of SLMed 300M steel can be regulated and controlled by varying process parameters, especially laser power.
2. Experimental
2.1. Experimental materials
Gas-atomized 300M steel powders with an average size of 32.8 μm were used as the experimental materials in the SLM process, whose chemical composition and morphology are listed in Table 1 and Fig. 1, respectively. Before the SLM process, these powders were sieved by a 200-mesh sieve to improve flowability and then dried in a vacuum oven at 100 ℃ for 2 h to remove the absorbed water.
Table 1 Chemical composition of 300M steel powders.
| Elements | C | Si | Mn | Cr | Ni | Mo | Cu | V | Fe |
|---|---|---|---|---|---|---|---|---|---|
| Mass fraction% | 0.42 | 1.79 | 0.84 | 0.99 | 1.68 | 0.40 | 0.10 | 0.09 | Bal. |
Fig. 1.

Fig. 1.
SEM image of spherical 300M steel powders.
2.2. SLM process
A self-developed HP-SLM300 machine was used as the SLM platform, which was equipped with an IPG YLR-2000 fiber laser (wavelength: 1.07 μm, maximum output power: 2000 W, continuous mode). Laser melting was performed in an Ar atmosphere with the concentration of O2 and H2O less than 200 ppm. To optimize the process parameters and obtain the near-full-dense test samples, a series of cubic samples (10 × 10 × 10 mm3) were deposited using a volumetric energy density between 20 and 240 J/mm3 with different laser powers (300, 600, 800, 1000 and 1900 W). The volumetric energy density (EV) can be expressed by Eq. (1).
where P refers to the laser power [W], v to the scanning velocity [mm/s], h to the hatch spacing [mm] and δ to the layer thickness [mm]. Besides, to minimize the porosity, a cross-hatching strategy was used, according to which the laser scanning orientation rotated 90° periodically between adjacent layers, as schematically shown in Fig. 2.
Fig. 2.

Fig. 2.
Laser scanning strategy used in the SLM process.
In order to evaluate the deposition efficiency of the SLM process, the build-up rate Vth can be used as a reference value, which can be calculated by Eq. (2) [40].
2.3. Microstructural characterization
The relative density of as-deposited samples was measured by optical microscopy and Image-Pro Plus 6.0 software. For the microstructural investigation, the cubic samples were sectioned parallel to the building direction and the XZ cross-sections (see Fig. 2) of the as-deposited samples were studied. To observe the morphologies of the molten pools (MP), the as-built samples were ground, polished and etched by saturated picric acid, and then characterized by a Nikon Epiphot-300 optical microscope (OM). The phase identification was conducted using a PANalytical X′Pert PRO X-ray diffraction (XRD) by a Cu K-alpha radiation with a scan step size of 0.013°. The generator voltage and tube current used in XRD detections are 40 kV and 40 mA, respectively. Examinations of the microstructure and texture were performed with a GeminiSEM-300 scanning electron microscopy (SEM) equipped with an electron backscattered diffraction (EBSD) detector. For SEM observations, samples were etched by an etchant of 4% nital solution and samples for EBSD characterization were electrolytic-polished in a mixture of 6 ml perchloric acid and 94 ml ethanol at 18 V for 2 min.
2.4. Mechanical measurements
Microhardnesses of as-built samples were examined by an HVS-1000 tester at a load of 4.9 N and a holding time of 20 s. Tensile test pieces were designed according to ISO 6892-1-2009 standard, as demonstrated in Fig. 3. Whereafter, tensile tests were conducted using a Shimadzu AG-100 kN tester at room temperature with a drawing velocity of 2 mm/min and the fracture morphologies were observed by the GeminiSEM-300 equipment.
Fig. 3.
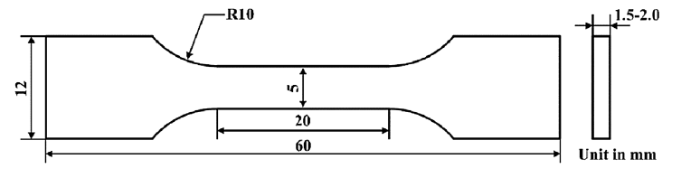
Fig. 3.
Configuration of the tensile specimens.
3. Results
3.1. Optimization of SLM parameters and build-up rate
The relationship between volumetric energy density and relative densities of as-deposited samples processed at various laser powers is shown in Fig. 4. For all laser powers, the changes of relative density with the volumetric energy density have the same tendency which firstly increases but then nearly remains constant. When the energy density is insufficient, many lack of fusion voids (see optical micrographs in Fig. 4) can be observed in the as-deposited samples, which result in no dense samples. With increasing the energy density, the lack of fusion voids become smaller and fewer, and even eliminated when the energy density is large enough. It is generally considered that lack of fusion voids can be caused by inadequate penetration of MP of an upper layer into either the substrate or the previously deposited layer [[41], [42], [43]]. Increasing the energy density can increase the MP size and ultimately increase penetration depth so as to effectively reduce the lack of fusion voids. However, too high energy density could cause the depositing process to stop because of the highly raised surface of as-deposited samples caused by the intense interaction between the laser and powders. Considering the relative density and formability, the optimal energy density range with the highest relative density for the material is between 60 and 160 J/mm3.
Fig. 4.

Fig. 4.
Relationship between the volumetric energy density and relative densities of as-deposited samples processed at various laser powers. Optical micrographs reveal lack of fusion voids in the samples with different relative densities.
Table 2 illustrates the optimum process parameters for different powers which can be used to produce the cubic samples with relative density more than 99.9% by SLM. The build-up rate and volumetric energy density for the SLM process under various laser powers are shown in Fig. 5. It can be seen that the build-up rate increases obviously from 3.2-28.8 mm3/s when laser power varies from 300 to 1900 W, which mainly benefits from the increase of the layer thickness and hatch spacing. Moreover, the corresponding volumetric energy density nearly remains the same (87∼104 J/mm3) and even lower (∼66 J/mm3) at a higher laser power of 1900 W. The value of volumetric energy density represents the conversion efficiency of laser power into an increased build-up rate. Therefore, this result indicates that the increased laser power cannot be transferred proportionally into the increased build-up rate, which could be due to the increase of the number and size of spatters from the increased laser power [40].
Table 2 Parameters used to produce the cubic samples with relative density more than 99.9% by SLM.
| Laser power, P (W) | Layer thickness, δ (mm) | scanning velocity, v (mm/s) | hatch spacing, h (mm) | P/v (J·mm-1) | P/v (W·s0.5·mm-0.5) |
|---|---|---|---|---|---|
| 300 | 0.04 | 800 | 0.10 | 0.375 | 10.6 |
| 600 | 0.08 | 600 | 0.12 | 1.0 | 24.5 |
| 800 | 0.08 | 800 | 0.14 | 1.0 | 28.3 |
| 1000 | 0.12 | 600 | 0.16 | 1.67 | 40.8 |
| 1900 | 0.16 | 1000 | 0.18 | 1.9 | 60.1 |
Fig. 5.

Fig. 5.
Build-up rate and volumetric energy density for the SLM process under various laser powers. δ represents the layer thickness.
3.2. Influence of laser power on molten pool dimensions
Fig. 6 shows the optical micrographs of XZ sections of 300M steel bulk samples under various laser powers. Clearly, a special layerwise feature instinct to SLM process can be found in the as-built samples and MP are closely stacked to form a good metallurgical bonding between two neighbor layers. The as-deposited samples with a lower laser power of 300 ∼ 600 W present shallow and wide MP with semi-elliptical shape while deep MP with “U” shape mainly appear in the samples with a higher laser power of 800∼1900 W. Measured width, depth and aspect ratio of MP at various laser powers are shown in Fig. 7 and the measurement method is according to the red two-way arrows in Fig. 6. Obviously, the depth of MP increases with increasing laser power. However, the width of MP firstly increases, then decreases and finally increases again when laser power increases from 300 to 1900 W. The intermediate mutation is due to the result that the morphologies of MP experience a transition from conduction to keyhole mode when the laser power is greater than 600 W. MP exhibit a conduction mode at a lower laser power of 300 ∼ 600 W but a keyhole mode at a higher laser power of 800∼1900 W.
Fig. 6.
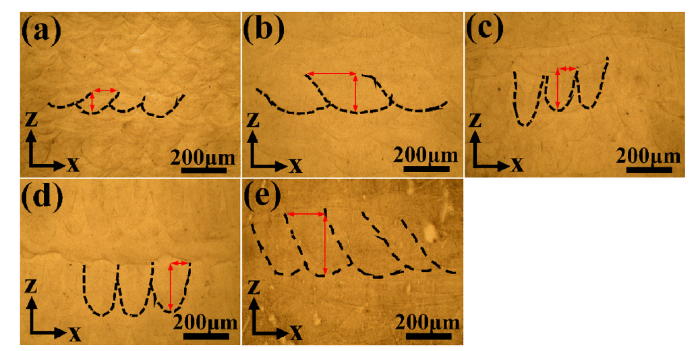
Fig. 6.
Optical micrographs of XZ section of 300M steel bulk samples under various laser powers: (a) 300 W, (b) 600 W, (c) 800 W, (d) 1000 W, (e) 1900 W. The red two-way arrows measure the depth and half width of the molten pools.
Fig. 7.

Fig. 7.
Measured width, depth and aspect ratio of the molten pools at various laser powers.
3.3. Phase identification
Fig. 8(a) shows the XRD spectra of 300M steel powders and the SLMed 300M steel samples with various laser powers. Obviously, the as-deposited samples mainly consist of alpha ferrite (α-Fe) phases with BCC crystal structure corresponding to crystal face (110), (200), (211), (220) and (310). The peaks corresponding to residual austenite (γ-Fe) with FCC crystal structure cannot be found which means that the content of residual austenite is extremely low and the martensitic phase transformation is performed almost completely, resulting from the near-rapid solidification during the SLM process. However, compared with 300M steel powders, the 2θ locations of the peaks for the SLMed samples shift slightly to the lower Bragg angles, as shown in Fig. 8(b). This can be explained by the lattice distortion caused by different solid solutions, thermal stress and phase stress during the SLM process [44,45].
Fig. 8.

Fig. 8.
XRD patterns of 300M steel powders and SLMed samples processed with various laser powers: (a) overview, (b) details inside the black dotted bordered rectangle of (a).
3.4. Microstructural characterization
The SEM images of the XZ sections of as-deposited 300M steel samples under various laser powers are shown in Fig. 9. During laser deposition, no cracks are observed in the as-deposited samples and the microstructure exhibits an epitaxial growth of columnar crystals from the previously deposited layer due to the high temperature gradient along the deposition direction. Unexpectedly, the epitaxial growth of columnar prior austenite grains (PAG) is limited within the single molten pool and is not over more than one layer. The columnar PAG exhibit a symmetric growth along the center of MP. The microstructure in MP corresponding to bright etched regions in the optical micrographs (see the top left corner in Fig. 9) is tempered troostite consisting of alpha ferrite matrixes with the original martensite lath morphology to a great extent and a large number of dispersed granular carbides. The widths of columnar PAG and the lengths of alpha ferrites in MP both firstly increase, then decrease and finally increase again when laser power increases from 300 to 1900 W, as shown in Fig. 10. This result means that the SLM processes with different sizes and modes of MP have different temperature gradients and cooling rates, and then casue the different sizes of PAG and alpha ferrites. Interestingly, the widths of alpha ferrites have no obvious changes and are approximately 0.8∼1.0 μm with increasing laser power. In addition, the microstructure in the heat-affected zones (HAZ) which exhibits gray-black in the optical micrographs is tempered sorbite, which contains polygonal granular alpha ferrites and many uniformly distributed granular carbides (see Fig. 9). With increasing laser power, the width of HAZ increases from 8.6-17.6 μm (Fig. 9) and the diameter of equiaxed alpha ferrite grains nearly remains constant (∼1.2 μm), as demonstrated in Fig. 10. Moreover, many globular white particles (indicated by the pink arrows in Fig. 9) with the size of about 100∼200 nm are distributed in the alpha ferrite matrix and alpha ferrite boundaries. According to the literature [8,46], these spherical particles can be considered as the cementite particles which are usually produced by the high temperature tempering of martensites.
Fig. 9.

Fig. 9.
SEM images of the XZ sections of as-deposited 300M steel samples under various laser powers: (a) 300 W, (b) 600 W, (c) 800 W, (d) 1000 W, (e) 1900 W. Zone A and B represent the microstructure in the molten pool and heat-affected zone of as-deposited samples, respectively. Boundaries of columnar prior austenite grains (PAG) are marked by yellow dashed lines. Alpha ferrite (α-Fe) and granular carbides are indicated by the black and pink arrows, respectively.
Fig. 10.

Fig. 10.
Microstructural characteristics such as PAG sizes and the sizes of α-Fe in the molten pools (MP) and heat-affected zones (HAZ) of as-deposited samples at different laser powers.
The inverse pole figure color maps with high-angle (>10°) boundaries of as-deposited samples under various laser powers are shown in Fig. 11. Obviously, grains in MP present coarser non-equiaxed crystals while fine equiaxed crystals appear in HAZ. When laser power increases from 300 to 1900 W, the width and length of non-equiaxed crystals in MP vary from 3.9 to 6.4 μm, 15.6 to 32.3 μm, respectively. But, the sizes of equiaxed crystals in HAZ are not sensitive to laser power and nearly remain constant (∼1.4 μm) which is almost equal to the diameter of polygonal granular alpha ferrites in SEM images. According to the EBSD statistics, the grain size distribution and the average grain size of SLMed samples under various laser powers are revealed in Fig. 12. For the same molten pool mode (conduction mode or keyhole mode), the grain size distribution obviously tends to be large sizes and the average grain size increases with increasing laser power. However, the average grain size does not increase monotonously when laser power increase from 300 to 1900 W, due to the mutation of the molten pool mode. This phenomenon means that the SLM processes under the different molten pool mode have different temperature gradients and cooling rates, and then casue the different grain sizes. The similar results were also found in titanium alloy and superalloy parts produced by SLM under different molten pool modes [47,48].
Fig. 11.

Fig. 11.
Inverse pole figure color maps with high-angle (>10°) boundaries of as-deposited samples under various laser powers: (a) 300 W, (b) 600 W, (c) 800 W, (d) 1000 W, (e) 1900 W.
Fig. 12.
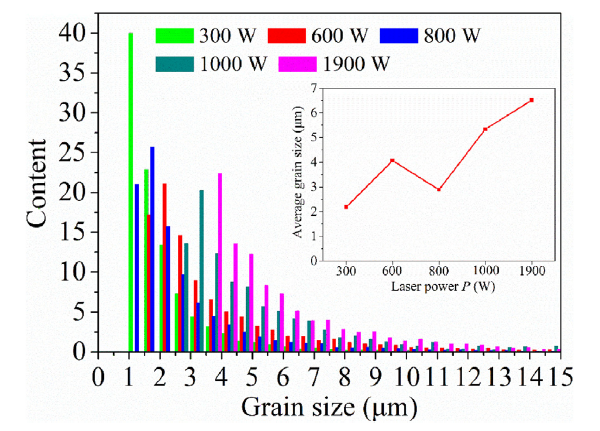
Fig. 12.
Grain size distribution and average grain size of SLMed samples under various laser powers.
For the phase detected by EBSD, the contents of BCC crystal structure are all more than 99% and the rest are FCC crystal structure at different laser powers, which are consistent with the results tested by XRD. The misorientation distribution of BCC crystals is shown in Fig. 13. It can be seen that the misorientation of BCC crystals mainly locates at 2.5° and 59.5° (Fig. 13a). The content of the high-misorientation BCC crystals first decreases and then increases when laser power increases from 300 to 1900 W (Fig. 13b). Fig. 14 shows the EBSD grain-boundary maps of 300M steel samples fabricated at different laser powers. Obviously, the distributions of high-misorientation grains are concentrated in HAZ when laser power lies between 300∼1000 W. But when laser power is 1900 W, high-misorientation grains are homogeneously distributed in the as-built samples.
Fig. 13.

Fig. 13.
Misorientation of BCC crystals: (a) misorientation distribution of BCC crystals, (b) high and low misorientations of BCC crystals.
Fig. 14.

Fig. 14.
EBSD grain-boundary maps of 300M steel samples fabricated at different laser powers: (a) 300 W, (b) 600 W, (c) 800 W, (d) 1000 W, (e) 1900 W.
3.5. Mechanical properties
Fig. 15 reveals the microhardness on the XZ sections for as-deposited 300M steel samples under various laser powers. The microhardness fluctuates in a small range for all tested samples, due to the different microstructures in MP and HAZ. In fact, the microhardness of tempered troostite in MP is a little more than the one of tempered sorbite in HAZ. But, due to that the width (8.6∼17.6 μm) of HAZ is far less than the size (∼52 μm) of the microhardness indentation, measured microhardnesses of SLMed samples at the same laser power vary slightly. In addition, the average microhardness of samples varies from 385 to 341 HV when laser power increases from 300 to 1900 W. Furthermore, all SLMed samples have much lower microhardness values compared with those reported in the literature for wrought and subsequently heat-treated 300M steel (560 HV) [49].
Fig. 15.

Fig. 15.
Microhardness distribution and average microhardness of the XZ sections of as-deposited 300M steel samples under various laser powers.
The tensile properties of samples fabricated at different laser powers are shown in Fig. 16. When the laser power is between 300 and 1000 W, the ultimate tensile strength (1156 ∼1193 MPa) and yield tensile strength (1085 ∼ 1145 MPa) both vary marginally. The elongation of as-fabricated samples is improved as laser power increased under the same molten pool mode. However, tensile properties of samples produced at a laser power of 1900 W are worse than the other groups, especially the elongation. The fracture morphologies of SLM-processed 300M steel tensile test pieces at different laser powers are exhibited in Fig. 17. Clearly, there are many fine dimples with a dimension of below 1.3 μm on the fractured surface, which indicates the ductile fracture feature for all SLMed samples. Interestingly, the size of dimples is almost equal to that of equiaxed grains in HAZ. Through microhardness analysis, the skin-core structure has the characteristics of hard inside and soft outside. This “soft-wraps-hard” core structure allows good stress transfer from the boundary to the middle of the core structure during deformation, which is beneficial to both strength and ductility [50]. Comparing tensile properties and microstructure of as-deposited samples under various laser powers, it can be found that when the area of equiaxed crystals corresponding to the soft zone in the skin-core structure is larger, the strength is lower and the elongation is higher. Moreover, microhardness and tensile properties of samples under conduction mode are better than those in keyhole mode. The mechanical properties of SLMed 300M steels are comparable with those of SLMed other ultra-high strength steels [31,34,[51], [52], [53]] but much lower than those of wrought and subsequently heat-treated 300M steel. Usually, for low alloy ultra-high strength steels, the ultra-high strength results from martensite transformation and the dispersion strengthening effect of ε-carbides which maintain a coherent relationship with the matrix and are generally produced by the low temperature tempering of martensites. However, during the laser deposition process, these already deposited parts are tempered repeatedly with a higher temperature because of the multiple rapid heating and cooling. Hence, the strengthening effect of martensite transformation is greatly weakened because the martensite produced by rapid solidification of MP during the single laser scan dissociates into ferrites plus cementites by tempering at a higher temperature. Meanwhile, the precipitation of a large number of cementites which possess a non-coherent relationship with the matrix greatly reduces the dispersion strengthening effect. These are the fundamental reasons for the lower microhardness and poor tensile properties of the SLMed 300M steel samples. Therefore, in order to obtain excellent comprehensive performance such as high strength, good fracture toughness and fatigue resistance, the subsequent heat treatment of SLMed 300M steel components is required. In addition, there are still many voids in the tensile samples fabricated by a high laser power of 1900 W, which is the main cause of the poor mechanical properties.
Fig. 16.

Fig. 16.
Tensile properties of samples fabricated at different laser powers.
Fig. 17.

Fig. 17.
Fracture morphologies of SLM-processed 300M steel tensile test pieces under different laser powers: (a) 300 W, (b) 600 W, (c) 800 W, (d) 1000 W, (e) 1900 W.
4. Discussions
4.1. Microstructural evolution mechanism
According to the above results, the as-built samples exhibit the microstructural heterogeneity with the co-existence of tempered troostite and tempered sorbite. In a micro-level, a skin-core structure is constituted because the coarse non-equiaxed grains are wrapped by the fine equiaxed grains. This microstructure which cannot exist in 300M steel produced by die forging and the coaxial powder (CP) feeding AM is closely related to tempering characteristics of 300M steel and the complex thermal history in the SLM process, The successive variable processes of the microstructure of a bulk deposited by SLM are shown in Fig. 18. When the laser beam scans the 300M steel powders, apart from the melting of the powders, some prior solidified regions with the temperature more than the melting point Tm (∼1504 °C) of 300M steel are also remelted. Due to the heat dissipation of prior solidified parts, the farther away the zone is from the laser beam, the lower the temperature is. Beyond the melting zone, the region delineated by the melting temperature isotherm and austenitzing initial isotherm Ac1 (∼760 °C) is austenized, which could be termed the austenitzing zone. In this zone, the prior solidified microstructure can transform into austenite. Away from the area bounded by the austenitzing temperature isothermi, the prior solidified microstructure is tempered due to the effect of heat from MP. In the tempering zone, there are some areas that are identified as the recrystallizing zone with the temperature higher than the recrystallizing temperature Tr (∼600 °C). In the recrystallizing zone, the recovery and recrystallization of the alpha ferrites begin to occur. Subsequently, the alpha ferrites gradually grow into equiaxial grains through interfacial migration. During the tempering process, as the carbon supersaturation of the alpha ferrite matrix decreases gradually, the carbides precipitate gradually from the matrix. Moreover, the carbides mainly present granular cementites because of the higher tempering temperature (>310 °C) [23]. When the laser beam moves away from the melting area, the molten metal in MP will rapidly solidify. First, the new columnar austenites grow symmetrically along the center of MP with the base grains in austenitization region as the nucleus. Then, the new columnar austenite in the melting zone and austenite in the austenitzing zone subsequently transform into lath martensite by the non-diffusion solid state transformation, due to the higher cooling rate with a value of about 104-107 K/s [48], which is several orders of magnitude more than the cooling rate required for martensite formation in 300M steel [54]. In the whole process from melting to solidification, the microstructure in the tempering area is tempered all the time. During the subsequent adjacent scanning by laser, one part of the prior solidified track is remelted and the other is tempered due to the influence of heat from the following laser scan. In the tempering area of the prior solidified track, the lath martensites mentioned above decompose and the carbon concentration in the martensite decreases gradually. The lath martensites finally decompose into a mixture of ferritic matrix and a large number of dispersed fine granular cementites. In the area with a low tempering temperature away from the subsequent laser scan, the ferritic matrix remains the original martensite lath morphology to a great extent. The ferritic matrix and fine granular cementites form a mechanical mixture, which is known as tempered troostite. However, the narrow area near the subsequent laser scan is tempered with a high temperature more than Tr and the ferritic matrix grows into polygonal equiaxed crystals because of the recovery and recrystallization. In this case, the ferritic matrix and uniformly distributed granular cementites constitute the tempered sorbite structure. In a similar fashion, when depositing the same layer in the SLM process, the subsequent laser scan has a tempering effect on the previous one or even a few tracks. Moreover, for 300M steel, different microstructures can be obtianed due to the different tempering temperatures. During the multilayer depositing process, when the laser beam scans the subsequent layer, the previously solidified layer is also partially remelted and the rest is tempered. Therefore, a laser scanning track has a tempering effect on the previous layer and is also subjected to thermal effects from adjacent scanning tracks and the subsequent layer. Besides, 300M steel has the characteristics of different microstructures obtained by tempering at different temperatures. Hence, the SLMed 300M steel parts have inhomogeneous microstructure with a skin-core structure. Noteworthily, with the increase of the deposited layers, the multiple rapid heating and cooling during subsequent laser deposition process makes these already deposited layers be tempered repeatedly. At the same time, the increasing heat accumulation also raises the temperature in the depositing chamber and makes the prior solidified parts tempered all the time.
Fig. 18.
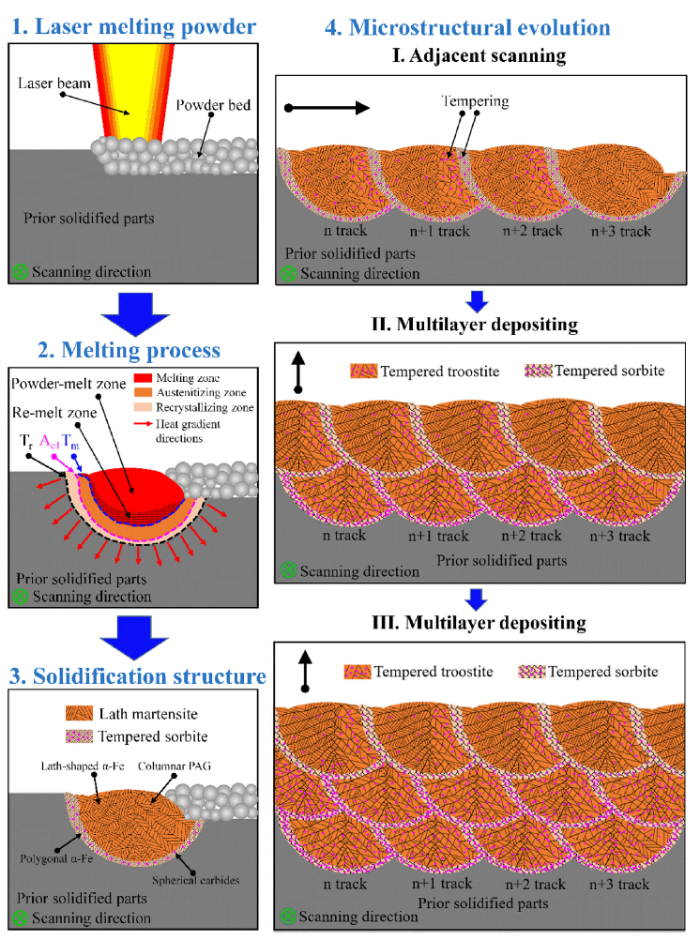
Fig. 18.
Schematic diagram of microstructural evolution. Steps 1 to 4 describes successive variable processes of the microstructure of a bulk deposited by SLM.
4.2. Analysis of differences in microstructure and mechanical properties by low and high power SLM
Based on the above microstructural evolution process, the temperature gradient and morphology of MP can have a great impact on the microstructure. For a Gaussian distributed laser heat source, the peak temperature Tpeak of MP is proportional to the P/ $\sqrt{v}$ ratio [55]:
When the laser power increases from 300 to 1900 W, the P/ $\sqrt{v}$ ratio increases from 10.6-60.1 W·s0.5 mm-0.5 and the P/v ratio used to measure the line energy input varies from 0.375 to 1.9 J/mm, as listed in Table 2. Therefore, the energy input and peak temperature of MP increases obviously with the increase of laser power. As is well-known that higher energy input will reduce the cooling rate and make the microstructure coarser [56]. Moreover, the higher peak temperature can prolong the residence time when the temperature is higher than the austenitizing temperature, which is beneficial to make austenite grains coarser. Hence, the usage of higher laser power in the SLM process will obtain a coarser microstructure which is not so good for mechanical properties. In addition, high power SLM with the larger energy input and higher peak temperature of MP will enhance the tempering effect and make the martensite decomposed more fully which can lead to a decrease in strength. However, the laser power is one of the decisive factors to determine the mode of MP during the laser deposition process and the mode of MP can have a significant effect on the heat absorption and the direction of heat dissipation, so as to influence the size and growth direction of grains. According to the model developed by King et al. [57], the transition from conduction mode to keyhole mode can be determined by the ΔH/hs ratio, which can be calculated by Eq. (4):
where ΔH refers to the specific enthalpy, hs to the enthalpy of melting, A to the absorptivity, D to the thermal diffusivity and σ to the laser beam size. Therefore, ΔH/hs is also proportional to the P/ v ratio, which suggests that the higher laser power is more likely to cause the transition to keyhole mode. The schematic representation of heat gradient and heat history during conduction and keyhole modes is shown in Fig. 19. Compared with conduction mode, more heat under keyhole mode can be dissipated horizontally from the side walls of MP to the prior solidified parts, which can lead to a larger angle between the columnar crystal growth direction and the deposition direction. In addition, under a keyhole mode, the already solidified parts will experience more SLM thermal cycles of remelting and cooling, due to the greater depth of MP. This means that the prior solidified parts will be tempered more fully and completely in a keyhole mode, which can make the microhardness and strength of SLMed 300M steel decreased. Morever, it should be noted that the shape and size of the skin-core structure in 300M steel samples produced by SLM should depend strongly on the size and mode of MP. For the same molten pool mode, the higher laser power with larger line energy input will result in the larger size of MP and bigger area of HAZ. That is to say, for a single skin-core unit under the larger MP, there are larger areas of tempered troostite and sorbite tissue. However, interestingly, there is more tempered sorbite tissue per unit volume in SLMed 300M steel deposited by the small MP. As a soft phase, the distribution and volume fraction of tempered sorbite in the skin-core structure have a great influence on toughness of SLMed 300M steel, as shown in Fig. 16. Besides, the number of low-angle grain boundaries in the tempered sorbite tissue greatly decreases because the recovery and recrystallization of the alpha ferrites make the dislocation density decreased and results in a decrease in the low-angle tilt grain boundaries and torsion grain boundaries, which all are composed of dislocations. Therefore, tempered sorbite in HAZ has a weaker dislocation strengthening effect which might reduce the strength of SLMed 300M steel. Nevertheless, there are many differences in the shapes and sizes of MP and HAZ in the skin-core structure of SLMed 300M steel between conduction mode and keyhole mode. These are also the reasons why there are differences in mechanical properties of SLMed 300M steel by low and high power SLM. In addition, the higher laser power increases the heat input and at the same time improves the efficiency of heat absorption due to multiple reflections of the laser beam in MP under the keyhole mode. These will lead to a higher tempering temperature and more heat accumulation, which will result in the release of residual internal stress in the SLMed 300M steel samples, thus reducing the dislocation density. Based on the above analysis, the multiple tempering effect is probably the main reason why the 300M steel produced by SLM does not crack. The differences in microstructure and mechanical properties by low and high power SLM are caused by the size and mode of MP and the multiple tempering effect during the depositing process.
Fig. 19.

Fig. 19.
Schematic representation of heat gradient and heat history for the two different melt pool modes: (a) conduction mode and (b) keyhole mode.
5. Conclusions
In summary, microstructural evolution and mechanical properties of 300M steel produced by selective laser melting with low- and high-power were investigated in this work. The major findings are listed as follows:
(1) The optimal energy density range with the highest relative density for 300M steel produced by selective laser melting is between 60 and 160 J/mm3. On the premise of ensuring the higher relative density of SLMed samples, the theoretical build-up rate increases obviously from 3.2 to 28.8 mm3/s when laser power varies from 300 to 1900 W. Furthermore, molten pools for deposition exhibit a conduction mode with semi-elliptical shape at a lower laser power of 300 ∼ 600 W but a keyhole mode with “U” shape at a higher laser power of 800∼1900 W.
(2) The as-built samples exhibit the microstructural heterogeneity with the co-existence of tempered troostite and tempered sorbite. The microstructure is characterized by a skin-core structure which is that tempered troostite with the coarse non-equiaxed grains in the molten pool is wrapped by tempered sorbite with the fine equiaxed grains in the heat-affected zone. The microstructural evolution mechanism has been clearly analyzed and the differences of microstructure under keyhole mode and conduction mode have been compared. The morphology and size of the skin-core structure can be regulated and controlled by varying process parameters.
(3) The skin-core structure of SLMed 300M steel has the characteristics of hard inside and soft outside. The average microhardness of samples varies from 385 to 341 HV when laser power increases from 300 to 1900 W. The as-built samples at different laser powers all are based on a ductile-type failure mechanism. The ultimate tensile strength (1156-1193 MPa) and yield tensile strength (1085-1145 MPa) of dense samples fabricated at different laser powers vary marginally. But, the elongation (6.8-9.1%) of SLMed 300M steel is greatly affected by the laser power.
Acknowledgments
This work was supported by the Pre-research Fund Project of Ministry of Equipment and Development of China though no. 61409230301), and the Fundamental Research Funds for the Central Universities through Program no.2019kfyXMPY005 and no.2019kfyXKJC042. The authors would like to thank the Analytical and Testing Center of HUST for SEM measurement.
Reference
DOI
URL
PMID
[Cited within: 1]

Wave-particle duality is an inherent peculiarity of the quantum world. The double-slit experiment has been frequently used for understanding different aspects of this fundamental concept. The occurrence of interference rests on the lack of which-way information and on the absence of decoherence mechanisms, which could scramble the wave fronts. Here, we report on the observation of two-center interference in the molecular-frame photoelectron momentum distribution upon ionization of the neon dimer by a strong laser field. Postselection of ions, which are measured in coincidence with electrons, allows choosing the symmetry of the residual ion, leading to observation of both, gerade and ungerade, types of interference.

 WeChat
WeChat
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}