Search for articles:
Chuanbing Zhuang , Shangyu Huang
, Shangyu Huang
Corresponding authors:
Received: 2019-08-9
Revised: 2019-08-30
Accepted: 2019-09-4
Online: 2020-02-15
Copyright: 2020 Editorial board of Journal of Materials Science & Technology Copyright reserved, Editorial board of Journal of Materials Science & Technology
More
Abstract
In this work, a novel in-situ two-step pore-forming process in vacuum sintering (ITPVS) technique combining low-temperature processing to produce open pores through the interdiffusion among the intrinsic components in the base steel, and subsequent high-temperature processing to further improve the porosities by the sublimation of Mn via previously formed open pores, was proposed to produce a lab-scale porous FeMnAl steel. For the first time, a high-Mn and high-Al steel with open and overall porosities of ~59.6 vol.% and ~63.7 vol.% (percent in volume, vol.%) was synthesized by isothermal holding of the quaternary elemental Fe/Mn/Al/C powder mixture at 640 ℃ for 1 h and the subsequent sintering at 1200 ℃ for 1 h. Elemental Al partly incorporated into/reacted with α-Fe and α-Mn after sintering at 640 ℃ for 1 h, leading to the overall and open porosities promoting by ~26.6 vol.% and ~25.6 vol.%. After sintering at 1200 ℃, FeMnAl steel with increased porosities mainly comprising of austenite and α-Fe obtained. The compression strength and corresponding strain of the 1200 ℃-sintered porous specimen without crack on the surface was ~75 MPa and ~25%. The ITPVS technique takes advantage of using the intrinsic components like Al, Mn and Fe in steels to produce porous structure. This is beneficial to avoiding the contamination of the FeMnAl steel matrix caused by the employment of the foreign pore-forming agents.
Keywords:
In high strength steel (HSS) family, high strength steels with large Mn and Al content for automobile applications has attracted increasing attention due to the combined decreased density caused by the addition of large amount of Al, excellent strength and toughness, as well as low costs [[1], [2], [3], [4]]. However, HSS with high Mn and Al content presents the drawback of high density compared to Al and Mg light alloys, which goes against the trend in vehicle weight reduction. Currently, researchers are dedicated to weight reduction of the FeMnAl HSS through promoting the mechanical properties of bulk steels [[5], [6], [7], [8]]. Nevertheless, there is upper limit for the improvement of the mechanical properties of the FeMnAl bulk HSS. The porousness of high strength FeMnAl bulk steels is a promising strategy to produce lightweight steels. Development of porous steels with high Mn and Al content enables to comprehensively utilize the excellent performance of the porous structure and the high strength of the parent steel. The lightweight porous structure of FeMnAl-based steels is ideal for the parts for anti-collision, energy absorption, acoustic absorption, thermal insulation and damping applications [[9], [10], [11], [12]]. In addition, high strength and good heat resistance of the steel matrix with high Mn and Al content could not only guarantee the mechanical performance of the porous steels used as auto parts [2,13,14], but effectively reduce the density of steels. It is believed that 1 wt% addition of Al brings ~1.3 wt% decrease in the density of steels [2]. In this case, the weight of the FeMnAl steels could be further reduced by high Al content in FeMnAl steels. More importantly, porous FeMnAl steels are preferred because of their better affordability, recyclability, weldability and strength, as compared to porous Al or Mg alloys. In other words, the porousness of FeMnAl steels are beneficial to both the safely of passengers and the costs of enterprises. However, to the best of our knowledge, no investigations on the porousness of FeMnAl-based high strength steels with high Mn and Al content have been carried out so far. Thus, it is of great significance to carry out the porousness of FeMnAl-based high strength steels.
In recent years, extensive research has been done on the preparation of porous steels. Liquid-state processing techniques such as Gasar foaming, melt foaming and infiltration process, have been commonly employed to produce porous Al/Mg alloys with low melting points [[15], [16], [17]]. However, it is a challenge for liquid-state techniques to fabricate porous steels. This is primarily because high processing temperatures of the molten steels requires pore-forming agents to present a compatible high temperature resistance [[18], [19], [20], [21], [22]]. In this case, solid-state powder metallurgical methods [[23], [24], [25], [26]] are favored to manufacture porous steels with high melting point, because porous structures could be produced at temperatures far below the melting point of steels. Using space holders such as carbamide, calcium chloride and ammonium bicarbonate, currently is one of the most frequently employed pore-forming method to fabricate porous steels with pore size ranging from a few hundreds of microns to millimeters because of its low cost and the capacity to tune porosities [18,[27], [28], [29]]. However, such space holders may contaminate the parental steels during water leaching or thermal extraction, deteriorating the mechanical properties of porous steels. Also, excessive amount of space holders in the powder-space holder system may lead to the collapse of the powder compact when the space holder is removed. Thus, developing a new in situ pore-forming route with free of foreign pore-forming agents is one of the essential objective of this study. Our previous research shows that Mn sublimation during vacuum sintering at high temperatures (≥800 ℃) could create pores in FeMn-based elemental powder compacts [[30], [31], [32], [33]]. However, the porosity of the sintered FeMn-based compacts is <25 vol.%. The low porosity is caused by the lack of open pores in the compacts, where Mn sublimation inside the compacts and the subsequent transformation of Mn vapor outside the compacts only occurs with the help of open pores [31,34]. In other words, obtaining enough open pores at low temperatures before the massive submission of Mn is key. Gao et al. [35] and Chen et al. [36] synthesized porous FeAl intermetallic with open pore structure taking advantage of the unbalanced diffusion between elemental Fe and Al powders. This suggests that proper amount of Al in Fe-based alloys could produce considerable open pores. Therefore, for the first time, an ‘in-situ two-step pore-forming process in vacuum sintering (ITPVS)’ technique is designed to produce porous steels with high Mn and Al content. The novel ITPVS technique combines low-temperature processing to produce large amount of open pores through the interdiffusion among the intrinsic components of Fe, Mn and Al in the base steel, and the subsequent high-temperature processing to further increase the porosities by the sublimation of Mn at high temperatures in vacuum via the previously formed open pores at low temperatures, and finally obtain lightweight porous FeMnAl steels with high porosities.
Pure carbonyl Fe powder (43 μm in median size, 99.7 wt% in purity), electrolytic Mn powder (40 μm in median size, 99.7 wt% in purity), atomized Al powder (38 μm in median size, 99.7 wt% in purity) and C powder (20 μm in median size, 99.7 wt% in purity) were selected as starting powders. Powder mixtures with a nominal composition of Fe-35Mn-10Al-1C (in weight percent, wt%) was blended for 5 h by a laboratory tubular mixer under Ar atmosphere protection. The blended powder mixture was then ball milled for 5 h in a stainless steel (SS) vial with SS balls as milling medium. The ball milling process was conducted under the protection of Ar atmosphere, and 0.5 wt% stearic acid was used as lubrication during milling. The rotation speed and weight ratio of ball-to-powder were 300 rpm and 10:1, respectively. After 5 h milling, ball milled powder mixture was collected in a glove box under Ar atmosphere in order to minimize the oxidization of the powder. Before filling with Ar in the glove box, the chamber of the glove box was vacuumed to a vacuum degree of ~0.1 Pa. The ball milled powder was then cold die compacted into discs of 12 mm in diameter under a uniaxial pressure of 200 MPa. The green parts were sintered in a vacuum furnace at ~7 × 10-3 Pa. The heating rate was 5 ℃/min, and an intermediate isothermal holding was conducted at 640 ℃ for 1 h, allowing elemental Al to diffuse into/react with Fe or Mn. This was followed by a final sintering of 1200 ℃ for 1 h.
The total porosity and density were measured by Archimedes method as specified in the ASTM B962-17 standard. Density of the forged fully dense Fe-35Mn-10Al-1C samples with 6.78 g/cm3 [30] was used as the theoretical bulk density. The total porosity of the sintered PM compacts was calculated by PT = (1 - ρ1/ρ0) × 100% and expressed in vol.%, where ρ0 is the theoretical density (g/cm3) of the dense steel as specified above and ρ1 is the measured density of the sintered samples. The open porosity was measured with a Gas Displacement Pycnometry Apparatus (AccuPyc II, Micromeritics, U.S.), which is expressed in vol.% as well. The phase compositions of the sintered compacts were identified by using an X-ray diffractometer (D8 ADVANCE, Bruker, Germany) with CuKα radiation (λ = 1.54060 Å). Microstructure was observed by using a scanning electron microscope (ULTRA PLUS, Zeiss, Germany). All samples for microstructure observation were cold mounted in vacuum, where resin could occupy open pores, in order to prevent the deformation of the pore struts during grinding and polishing. The mass of both green and sintered parts was weighted with a high precision electronic balance. The weight loss fraction is defined as (m0 - m1)/m0, where m0 is the mass of the green parts before sintering, while m1 is the mass of the sintered samples. The elemental concentration and distribution of the sintered compacts was performed using an energy dispersion spectroscopy (EDS) attached in the SEM as specified above and an electron probe micro-analyzer (EPMA, JXA8530F, Japan). The compression test was performed on an universal materials-testing machine (Instron 5967, U.S.) with a crosshead speed of 0.5 mm/min. Cylindrical specimens with dimensions of 20 mm in height and 15 mm in diameter were used for testing.
Fig. 1 shows the morphology of the 5 h ball milled powder mixture. Fig. 1(a) and (b) reveals that the size of the ball milled powder mixture distributed in a wide range from submicron to ~40 μm. This implies that the size of some elemental powder failed to be reduced. It is noted that part of the powder mixture agglomerated after ball milling. For powders with no aggregation, part of the elemental powder was sharply decreased to 2-3 μm in particle size (see Fig. 1(c)) after ball milling. It is noted that the particle size of the agglomerated powders was much finer, namely with large part of them ≤1 μm, as shown in Fig. 1(d) and (e). A further element mapping result (see Fig. 1(f-i)) shows that the elemental distribution is relatively homogeneous in the agglomerate, as each component was included in the agglomerate. This is beneficial to obtaining a homogenized chemical composition for the sintered samples. The XRD patterns (see Fig. 2(a) for detail) illustrate that large amount of α-Fe, α-Mn and Al phases were identified in the 5 h ball milled powder mixture, which presented the same phase composition as the original powder mixture without ball milling. This suggests that no obvious mechanical alloying occurred after 5 h ball milling, which is agreement with our previous publication [35].
Fig. 1. Micrographs and EDS elemental mapping analysis of the Fe-Mn-Al-C powder mixture after 5 h ball milling: (a) general morphology of the ball milled powder, (b) elemental mapping result of (a), (c) fine powder without agglomeration, (d) the agglomerated fine powder, (e) enlarged portion in (d), (f)‒(i) EDS mapping results of each element in (d). Note: the dark red in (i) is due to the carbon conductive adhesive tape.
Fig. 2. X-ray diffraction patterns of the Fe-Mn-Al-C compacts: (a) green compacts after 5 h ball milling, (b) compacts sintered at 640 ℃ for 1 h, (c) compacts sintered at 1200 ℃ for 1 h.
Fig. 2(b) illustrates that elemental Al and α-Mn still exist after sintering at 640 ℃ for 1 h. This is in agreement with Fig. 3(a) and (b), where residual elemental Fe, Al and Mn were observed. The inset in Fig. 2 presents that peaks for both α-Fe and α-Mn at 640 ℃ shifted to the lower angle compared to the green compacts. Based on Fe-Mn [37] and Fe-Al [38,39] equilibrium phase diagrams, the solubility of Mn atoms in α-Fe is limited (≤2 wt.%) at 640 ℃, while that of Al in α-Fe is quite large (~11 wt%). The EDS results in Figs. 3(c) and 4 (a) reveal that the concentration of Al atoms in α-Fe matrix is up to 11 wt% in the localized Fe-Al diffusion couple. Thus, the shift of α-Fe peaks was likely to be mainly attributed to the Al dopant in α-Fe, resulting in increased lattice constants [[40], [41], [42]]. For the same reason, the shift of α-Mn peaks occurred. Moreover, the formation of intermetallic phases Fe2Al5 and Al8Mn5 detected by XRD also implies that part of elemental Al particles has been depleted at 640 ℃. The EDS results in combined Figs. 3(c)‒4 (a) and Figs. 3(e)‒4 (c) confirmed the formation of Fe2Al5 and Al8Mn5 intermetallic phases. Moreover, the combined Figs. 3(c)‒4 (a) also demonstrated the formation of FeAl2 and FeAl intermetallic phases, although they were not reflected in XRD results. However, Figs. 3(f) and 4(b) reveals that the interdiffusion between the contacted Fe and Mn particles is incomplete at 640 ℃, as both of them still remains in α-Fe and α-Mn state.
Fig. 3. Microstructure and elemental mapping results of the cross-section of the 640 ℃-sintered Fe-Mn-Al-C compacts for 1 h: (a) microstructure of the sintered sample, (b) EDS elemental mapping result of the sintered sample, (c) enlarged portion in the rectangular box ‘A’ of (a), (d) enlarged portion in the rectangular box of (c), (e) enlarged portion in the rectangular box ‘B’ of (a), (f) enlarged portion in the rectangular box ‘C’ of (a). Note: The EDS mapping cannot actually measure carbon content due to both its light weight in nature and low content of <1 wt%. Thus, carbon was not put in (c). ‘S’ in
Fig. 4. EDS line scan results of the 640 ℃-sintered samples for 1 h: (a) chemical composition distribution on the distance marked with blue line in
After sintering at 1200 ℃, both α-Mn, residual pure Al and intermetallic phases (see Fig. 2(b) and Fig. 4 for details) observed at 640 ℃-sintered samples disappeared completely. Instead, dominate γ-austenite with large amount of α-Fe were observed. The quantitative analysis by EPMA confirmed the formation of Al4C3 (see Fig. 5(e) and Table 1 for detail), which is agreement with the XRD result in Fig. 2(c). In addition, It seems that k-carbide ((Fe,Mn)3+yAl1-yCx) in certain regions was formed as well, according to the EPMA results (see Fig. 5(f) and Table 1 for detail) and Ref. [6,43]. It is noted that the chemical concentration of Mn in Fe-based matrix increased gradually from ~1.43 at.% on the surface of the 1200 ℃-sintered samples to 26.4 at.% in the center. The elemental mapping results (Fig. 5(c)) show that the chemical composition of the Fe-based matrix in 1200 ℃-sintered samples tend towards homogenization. The change in Mn content in Fe-based matrix at 1200 ℃-sintered samples is caused by the sublimation of Mn due to the high vapor pressure of Mn during sintering. The direct evidence is that the weight loss percent of the 1200 ℃-sintered compacts was ~21% compared to the green compacts, as shown in Fig. 6(b). Also, it has been proofed by our previous work [34]. It is well-known that Mn is a typical austenite stabilizer in Fe-based alloys. Thus, combined with the ternary Fe-Mn-Al, Fe-Mn-C and quaternary Fe-Mn-Al-C phase diagrams [[43], [44], [45], [46], [47]], the gradual increase of Mn content from the surface to the center of the sintered samples makes Fe-based matrix change from α-Fe to γ-austenite. In this case, γ-austenite and α-Fe co-existed in the sintered compacts, which is agreement with the XRD result in Fig. 2(c). In addition, the formation of Al4C3 might be an essential factor for the lower content of Al and C content in Fe-based matrix compared to their nominal composition of the green compacts.
Fig. 5. Microstructure and elemental mapping results of the cross-section of the 1200 ℃-sintered Fe-Mn-Al-C compact for 1 h: (a) microstructure of the sintered samples at low magnification, (b) morphology at the center of the sintered compacts, (c) elemental mapping result of the sintered sample, (d) region containing possible Al4C3 intermetallic phase, (e) enlarged area in the rectangular box of (d), (f) region contains possible k-carbide phase, (g) the cross view of the sintered sample without grinding, (h) enlarged area in the rectangular box of (g). Note: The EDS mapping cannot actually measure carbon content due to both its light weight in nature and especially the low content of <1 wt%. Thus, carbon was not mapping in (c).
Table 1 Results of the average chemical compositions at points illustrated in
| Point | Average chemical composition (at.%)a | Possible phases | |||
|---|---|---|---|---|---|
| Fe | Mn | Al | C | ||
| 1 | 75.32 | 1.43 | 19.74 | 3.51 | α-Fe |
| 2 | 70.36 | 9.26 | 16.26 | 4.12 | α-Fe + Austenite |
| 3 | 54.06 | 26.40 | 15.22 | 4.32 | Austenite |
| 4 | - | - | 65.1 | 34.9 | Al4C3 + C |
| 5 | 55.95 | 9.26 | 18.71 | 16.08 | k-carbide |
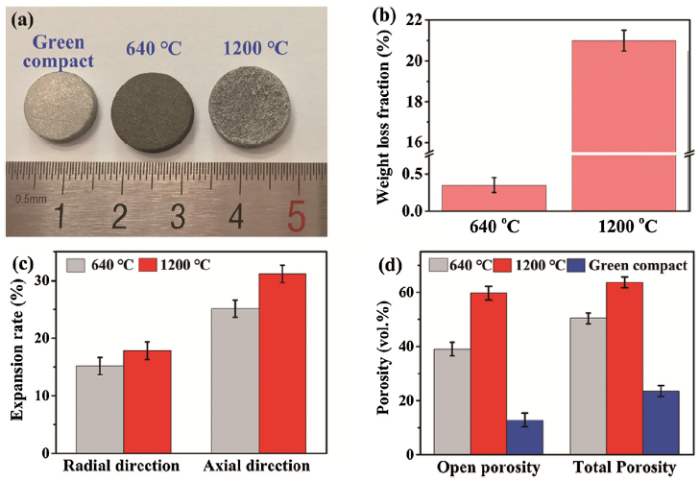
Fig. 6. Macroscopic images (a), weight loss fraction (b), expansion rate (c) and porosities (d) of the sintered samples at different status. Note: 640 ℃ denotes as the samples pre-sintered at 640 ℃ for 1 h, 1200 ℃ denotes as the samples final-sintered at 1200 ℃ for 1 h. Porosities of the green compacts were given in (d) for comparison purpose.
The combined macroscopic images and the expansion rates of the sintered compacts in Fig. 6(a) and (c) show that both samples sintered at 640 ℃ and 1200 ℃ swelled compared to the green compacts. This directly implied the increase of the porosity of the sintered samples. Fig. 6(d) shows the porosities of the sintered compacts at different temperatures. It can be seen that the overall and open porosities of the green compacts was ~23.5 vol.% and 12.9 vol.%, respectively. When sintered at 640 ℃, both overall and open porosities was as high as ~50.1 vol.% and 38.5 vol.%, which increased significantly by ~113% and 200% with respect to their green compacts. The diffusion of Al atoms in α-Fe and α-Mn during heating plays a key role in the remarkable increase in porosities for the 640 ℃-sintered samples. The solubility of Al in α-Fe is ~11 wt% at 640 ℃, while Fe is almost insoluble in Al [38,39]. Similarly, The continuous diffusion of Al atoms in Mn led to the formation of β-Mn containing up to ~25 wt% of Al atoms, while Mn was almost immiscible in Al at 640 ℃ [48]. In these cases, elemental Al particles contacting α-Fe and α-Mn particles preferentially dissolved in Fe and Mn, which could be supported by the existing phases of α-Fe, α-Mn and β-Mn sintered at 640 ℃, shifting of the diffraction peaks and the chemical compositions. Consequently, pores left behind the sites occupied by elemental Al particles in the green compacts due to the unbalanced diffusivity between Al, Fe and Mn [39,49,50], leading to a remarkable increase in both open and overall porosities for the 640 ℃-sintered samples.
When sintering temperature increases to 1200 ℃, the overall and open porosities further increases to ~63.7 vol.% and 59.6 vol.%, which improved by 170% and 360% compared to the green compacts, as shown in Fig. 6(d). If compared with the 640 ℃-sintered compacts, the overall and open porosities of the 1200 ℃-sintered samples increased by ~27% and ~54.8%, respectively. This means that the increment of the open porosity between 640 ℃ and 1200 ℃ doubled that of the overall porosities. This suggests that part of isolated pores in the green compacts and 640 ℃-sintered compacts were inter-connected and became open pores after sintering at 1200 ℃. Finally, a porous steel mainly comprised of open pores was obtained. The increase in such porosities could be mainly attributed to the combined sublimation and weight loss of Mn. In general, the sublimation of Mn depends on the competition between the vapor pressure of Mn and the ambient pressure in the vacuum chamber. Here, rare weight loss occurred in the sample sintered at 640 ℃ for 1 h compared with the green compacts, as shown in Fig. 6(b). The vapor pressure of Mn is lower than the ambient pressure (7 × 10-3 Pa) in the vacuum chamber, if the temperature is lower than 640 ℃. Thus, the sublimation of Mn is restrained and rare weight loss of Mn occurred. Meanwhile, the weight loss fraction of the samples sintered at 1200 ℃ for 1 h increased by ~21% compared with the green compacts, as shown in Fig. 6(b). Our previous work [34] reveals that vapor pressure of Mn exceeds the ambient pressure in the vacuum chamber since the temperature ≥~800 ℃, and the vapor pressure of Mn increases drastically with ramped temperatures up to 1200 ℃, leading to consistent sublimation of Mn on open pore walls via open pores to transport Mn vapor outside the samples. Consequently, the weight loss of Mn occurred at 1200 ℃. For the same reason, the sublimation of Mn results in pore formation. The sublimation of Mn during sintering renders the escape of Mn atoms from the open pore walls, leading to the formation of vacancies. Vacancies gathered and subsequently became macroscopic pores with the consistent sublimation of Mn during sintering. Consequently, porosities of the sample sintered at 1200 ℃ significantly increased, suggesting that porous FeMnAl steels with high Mn and Al content was successfully synthesized at 1200 ℃.
The stress‒strain response (Fig. 7) and corresponding compression photographs (Fig. 8) of the 1200 ℃-sintered porous samples show that the compression strength increased to ~75 MPa until the compression loading up to 25% deformation. The compression strength increased by 60%-75% compared with the previously reported porous steels synthesized by powder metallurgy with similar porosity of ~63% [18,27,28]. However, it is noted that the cylindrical surface presented the shape of drum when the strain exceeded 20%, revealing that non-uniform deformation appeared. After that, crack appeared on the surface when the strain reached 25%, followed by slight decrease in stress. Spalling peeled off from the cylindrical surface was found when the sample deformed by ~32%, which may be attributed to the different phase compositions between the surface and interior of the specimen as shown in Fig. 5 and Table 1. As we mentioned above, the surface of the sample was mainly comprised of α-Fe phase with body centered cubic structure (BCC), while the interior mainly belonged to γ-austenite with face centered cubic structure (FCC). It is well known that FCC structure has better plastic deformation capability than BCC structure. Thus, the spalling preferentially peeled off from the surface. With the increase of strain, the core of the specimen still remain relatively integrity (see Fig. 8(g) and (h) for detail), although the surface layer had peeled off completely. However, it should be pointed out that the core of the compressed specimen become densification with continuous deformation of 45% onwards, as evidenced by continuous increase of stress.
Fig. 7. Stress‒strain curve of the 1200 ℃-sintered porous samples.
Fig. 8. Compression photographs of the 1200 ℃-sintered porous steel at different strain stage: (a) initial, (b) 10% strain, (c) 15% strain, (d) 20% strain, (e) 25% strain, (f) 32%, (g) final, (h) comparison of the uncompressed sample and final compressed samples.
For the first time, a porous FeMnAl steel with high Mn and Al concentration was synthesized through a novel in-situ two-step pore-forming process in vacuum sintering (ITPVS). The ITPVS technique utilized the intrinsic components of Fe, Mn and Al in FeMnAl steel to produce porous structure, and therefore avoided the contamination of steel matrix caused by the employment of the foreign pore-forming agents. After pre-sintered at 640 ℃, the open and overall porosities significantly increased by ~200% and ~113% with respect to their green compacts. The XRD and EDS results corporately revealed that elemental Al particles partially dissolved in Fe and Mn at 640 ℃, and several intermetallic phases formed. After sintered at 1200 ℃, open and overall porosities significantly increased by 360% and 170%, compared with the green compacts. Finally, an FeMnAl porous steel consisting of dominate γ-austenite and α-Fe with overall porosity of ~63.7% and open porosity of ~59.6% was achieved. The compression strength and corresponding strain of the 1200 ℃-sintered specimen without crack on the surface was as large as ~75 MPa and 25%. The surface layer peeled off completely, and densification occurred when the amount of deformation exceeded ~45%.
This research is supported financially by the National Natural Science Foundation of China (Nos. 51804239 and 51972252), the National Fundamental Research Funds for the Central Universities (WUT: 2019IVB016), and ‘111 Project’ of China (No. B17034). The authors thank Prof. Peng Cao at The University of Auckland for his helpful suggestions on the arrangement of the structure of this work.

 WeChat
WeChat
/
| 〈 |
|
〉 |







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}