Search for articles:
Maryam Jamalian , David P.Field
, David P.Field
Corresponding authors:
Received: 2019-04-23
Revised: 2019-06-20
Accepted: 2019-06-24
Online: 2020-01-01
Copyright: 2020 Editorial board of Journal of Materials Science & Technology Copyright reserved, Editorial board of Journal of Materials Science & Technology
More
Abstract
Subjecting a workpiece to a surface treatment with severe impact loading is a novel severe plastic deformation procedure to fabricate gradient microstructures through the thickness and longitudinal direction. Mechanical performance is a function of twin density and the newly-formed grain size gradients. {10$\bar{1}$2} tensile twins created from processing without excessive grain refinement lead to strength enhancement with retained ductility. Creation of residual strain by a single impact results in a significant reduction in time and cost of the process. This paper investigates the effect of applying severe impact loading on mechanical and microstructural properties of magnesium for various impact velocities.
Keywords:
There is growing interest in developing gradient microstructures to tailor the grain structure for optimizing strength and ductility of metal materials [1]. Since some types of damage are initiated from the surface and are propagated through the matrix, exterior layer properties are the main features that control failures [1,2]. Applying surface treatment changes the location of crack development from the surface to the center of the material [3]. Therefore, modifying the surface microstructure would effectively improve properties such as fatigue life, strength, and ductility [[4], [5], [6]]. Impact force on the surface can be utilized to create gradient plastic strain through a thickness with low manufacturing cost [7]. In this procedure, grain refinement occurs as a result of dislocation tangles and deformation twin generation during dynamic plastic deformation (DDP) [8,9]. Lower strain rate severe plastic deformation (SPD) such as rolling results in homogenous microstructure along the thickness with recrystallized ultra-fine grain size and strong basal texture [10,11]. Imposing high strain rate increases the chance of twin generation and weakens the texture [12].
Various dynamic SPD methods such as severe shot peening (SSP) [13,14], ultrasonic impact peening (UIP) [15], laser shot peening (LSP) [16], and surface mechanical attrition treatment (SMAT) [17,18] are employed to manufacture metals with gradient residual strain. Nevertheless, most of these techniques create thin layers of fine grains with an abrupt change in grain size from ultra-fine to undeformed layers. This is while gradient structure without sharp interfaces between the ultra-fine and coarse grains prevents strain localization in the interface that results in desirable ductility [2]. The microstructure after severe plastic deformation is strongly dependent on temperature and strain rate of the procedure [19]. Hence, efforts are continued to increase the depth of driving force in surface treatment procedures by controlling impact velocity and temperature [20,21]. On the other, hand cold working compared with other surface severe plastic deformation techniques is more tunable and convenient to utilize in the industrial usage [21]. While, maximum strain/strain-rate for a cold procedure at a fixed temperature is often limited by formation of pre-cracks in the metal [22]. Therefore, a new method is required to manufacture a gradient structure with a smooth change in grain size from the exterior to the interior part of a sample. Hence, efforts are continued to increase the impact energy and affected depth by controlling the impact condition [5].
In this study, gradients of strain-hardening and compressive residual stresses are created through the thickness via imposing large strain and high strain-rate. The procedure is called severe impact loading wherein impact load is controlled by velocity which is a function of weight and dropping distance of projectiles. To investigate SIL process at the first step, TRC-AZ31 specimens were treated with SIL machine for various impact velocities. Then, the effects of SIL process on microstructure were analyzed by utilizing optical microscopy and electron back scatter diffraction (EBSD) data. This data was collected from as-received and treated samples with the impact velocity of 1.5 m/s and 3 m/s. Afterward, Vickers hardness and tensile testing were performed to investigate the local and global mechanical behavior of the microstructure introduced as a result of SIL respectively. Finally, the combination of EBSD data, mechanical properties, and fractography for different values of strain-rate were utilized to analyze the strengthening mechanisms in the procedure.
A severe impact loading (SIL) machine has been developed to apply a dynamic impact force to the surface of a specimen in order to fabricate micro-scale dimples on their surfaces. This is a cold working process where each collision is similar to a mini-hammer with controlled velocity and energy. In this process, impact forces are exerted by a heavy cylinder that leads to conversion of potential energy into residual strain energy at room temperature without crack nucleation. Strain-hardening, compressive residual stresses, twins, and ultra-fine grains are introduced along the thickness as a result of large strain and high strain-rates.
The SIL procedure is illustrated schematically in Fig. 1. The SIL parameters are the kinetic energy of the impact, the number of impacts in each step, the distance between each step, and the radius of the cylinder. In this work, a stainless-steel cylinder with a diameter of 30 mm and a weight of 2 kg was impacted on a fixed sample with various velocities. The system has been designed to deform samples step by step that makes it applicable for various dimensions. A distance of 2 mm between each peening step was chosen to ensure full coverage and to obtain continuous deformed area. The impact velocity (IV) is a function of dropping distance, which is evaluated by high-speed videos (40,000 frames per second) using the Pro Analysis software. The cylinder motion is fully constrained except in the Z direction (ND). Holders and bench anvils prevent bending of the samples during the application of dynamic compressive loads. Micro-dimples are created due to SIL as shown by the semi-circle yellow areas in Fig. 1. After each impact, the sample moves a desirable step distance in the RD direction (Fig. 1(b)). This procedure continues until one side of the sample is fully processed. The sample is then rotated 180° with respect to the RD direction to treat the other side as well.
Fig. 1. Schematic of the SIL process: (a) second impact in distance of 2 mm; (b) procedure is repeated for another side of the sample (rotated 180° w.r.t. RD).
AZ31 was selected for this study because of its popularity in industrial applications [10]. In addition, Twin-Roll Cast (TRC) AZ31 is an acceptable candidate for replacing aluminum or steel components for sheet applications in the automotive and aerospace [[23], [24], [25]]. Sub-size ASTM E2448 standard tensile specimens with a gauge length of 25 mm and 6 mm width were cut from TRC-AZ31 sheet with a thickness of 4.4 mm. To eliminate the effect of the initial surface and to observe the affected area with formed slip bands, four sides of the specimen were polished (to 1200 grit). For each condition, at least three samples were prepared and tested. Microstructural analysis was done on the side surface (parallel to the rolling direction and normal to the transverse direction). Mechanical properties were measured at room temperature by tensile testing at 10-3 strain rate and by Vickers microhardness testing along the depth at maximum loads of 0.98 N (100 gf). Hardness testing was performed by pyramid micro Vickers diamond with 136° angles according to ASTM E384.
Slip bands appeared in the side surfaces of samples as a result of the applied impact force by the cylinder (Fig. 2). These slip bands create semi-circle shapes that can represent the affected area. Impact velocity directly influences the radius of the affected area and the maximum residual strain at the center of the circle. Metal near the surface of samples experiences a higher strain compared to its center. Formation of microstructure depends on the exerted strain and pre-existing residual strain. Thus, the chance of finer grain formation and higher fraction of dislocations is increased near the surfaces. In homogeneous structures, slip bands are created at both 45° and -45° while, because of the AZ31 pre-rolling structure, only 45° bands were formed in the upper half and -45° bands in the lower one.
Fig. 2. Morphologies of affected area: (a) polished surface before SIL; (b) one impact, IV = 1 m/s; (c) one impact, IV = 1.5 m/s; (d) after SIL procedure, both sides of the sample treated with IV = 1.5 m/s and step distance is 2 mm.
Fig. 3 shows the microstructure for various impact velocities through the thickness. The thickness reduction changes from 5% to 15% by increasing velocity from 1.5 m/s to 3 m/s. As-received material has a bimodal structure with fine grains near the edges due to the twin roll casting procedure. Coarse grain elongation and fine grain alignment were created approximately at 45° angles with the rolling directions. These 45° angles can be observed in the alignment of grains even after the SIL procedure. This pre-texture can be the main reason of observing only one-direction of slip band in each half after the SIL procedure. Slip bands are detectable as shown in the ellipse area (Fig. 3(b) and (c)). Shear bands with higher velocities are critical areas for pre-crack nucleation due to their potential for dislocation accumulation and finer grain formation.
Fig. 3. Optical images through thickness: (a) as-received; (b) after SIL procedure. Both sides of the sample treated with IV = 1.5 m/s; (c) after SIL procedure. Both sides of the sample treated with IV = 3 m/s. Orientation map and boundaries after SIL procedure with IV = 3 m/s; (d) from the center of the gradient structure; (e) near the edge of the sample.
As a result of SIL, deformation twins were generated in both fine and coarse grains. Effect of the SIL process is more noticeable near the edges and center of the impact, thus higher fractions of twins were observed in these areas. Increasing impact velocity results in more homogeneous structure and finer grains. Impact velocity lower than 1.5 m/s only led to twin generation and could not provide enough energy for grain refinement. However, impact velocity higher than 1.5 m/s not only increased the density of twins but also formed ultra-fine grains. Note that new ultra-fine grains contain a high fraction of sub-microstructure and remained unrecrystallized. The SIL procedure directly impacts the density of twins in fine and coarse grains. EBSD data were collected at the center and near the edge as shown in Fig. 3(c). Activity of deformation twins is a function of grain size, grain orientation, and dislocation slip stress [26,27]. Consequently, a higher number of twins were formed in favorably oriented fine grains near the center, all coarse grains, and in fine grains near the edges. In contrast to rolling, orientation of grains remains relatively unchanged after SIL. Hence, lower texture intensity and higher isotropic behavior were expected. In a single coarse grain, multiple twins with the same orientation were generated parallel and perpendicular to each other (Fig. 3(d)). {10$\bar{1}$2} is a dominant deformation twin in AZ31 that was mostly observed [26,28]. Out of all possible twins in HCP structures, the only detected twins in this material were tensile twins [$\bar{1}$2$\bar{1}$0] $\langle \bar{1}2\bar{1}0 \rangle$ with near 90° misorientation (Fig. 3(d)). Some of the microstructure in the fine grains that appeared twin-like in morphology, did not match any HCP twins (Fig. 3(e)). In this area, tangles of dislocations were formed at an early stage of deformation and appeared as low angle boundaries with misorientation lower than 15°. Fig. 4 shows the influence of impact velocity during the SIL procedure on mechanical performance of AZ31. As shown, yield and ultimate strength were improved as a function of impact velocity. Different levels of impact velocity have a distinct effect on tensile properties. For instance, a noticeable reduction in ductility and hardening started after 1.5 m/s. Subjecting samples to a velocity higher than 3 m/s causes pre-failure due to the formation of pre-cracks.
Fig. 4. Tensile behavior of AZ31 after SIL procedure.
Table 1 illustrates a direct relation between impact velocity and hardness through the thickness. Exerting higher velocity leads to harder materials wherein the hardness changes uniformly through the thickness. The hardness increment is almost 5% higher near the edges while this percentage is decreased by increasing the impact velocity. Thus, this process prevents over-refinement of surface grains and sharp changes between the deformed layers. Both contribute to a decreasing chance of stress concentration and pre-failure.
Table 1 Vickers hardness at center and edge (IV: impact velocity).
| Position | As-received | IV = 1.5 m/s | IV = 3 m/s |
|---|---|---|---|
| Center | 48.1±1.42 | 63.8±2.72 | 82.1±5.33 |
| Edge | 62.3±1.77 | 79.5±3.85 | 98.9±1.46 |
Fig. 5. Fracture surfaces of treated sample with IV = 1.5 m/s: (a) normal plane; (b) transverse plane; (c) rolling plane.
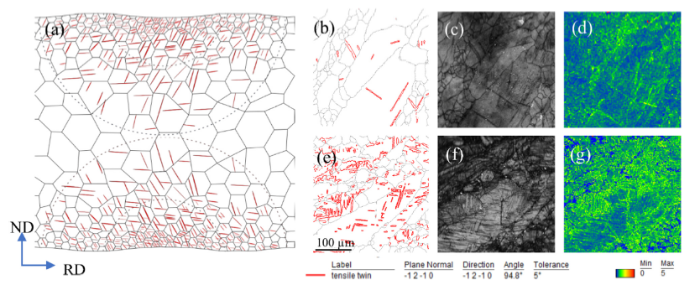
It is well known that HCP metals such as Mg alloys at room temperature do not satisfy Taylor criteria for arbitrary homogeneous deformation due to insufficient slip systems (basal <a>, prismatic <a>, and pyramidal <a> slip) [26,[29], [30], [31]]. Hence, deformation twining (<c + a>) plays an important role in the early stages of plastic strain because of its low critical resolved shear stress in comparison to dislocation movement [12,26]. As a result, the appearance of high-density tensile twins at low impact velocities is predictable. According to the results, the schematic of generated twins is presented in Fig. 6. It is clear that the density of twins reduced with increasing distance from the center of shot impact. SIL processing created and increased number of twins boundaries. It also resulted in higher dislocation densities as represented in kernel average misorientation (KAM) maps.
Fig. 6. (a) Schematic of gradient microstructure before SIL process and the corresponding (b) boundaries map, (c) image quality map and (d) KAM map; (e) boundaries map, (f) image quality map and (g) KAM map after SIL treatment both sides with IV = 1.5 m/s.
Previous studies established that the existence of pre-twining {10$\bar{1}$2} results in strength enhancement and even ductility improvement. The latter refers to multiple slip by activating the prismatic slip at the first stage of plastic deformation [32,33]. Furthermore, concurrent slipping and twinning, and consequently slip-slip, slip-twin, and twin-twin interactions each have an important effect on strain hardening [34]. Along with the previous studies, microstructural and mechanical results of this work revealed that introducing micro twins without grain refinement can improve strength and also retain ductility. The minimum impact velocity for which residual strain covered the whole thickness in these samples was 1.5 m/s and this introduced gradient micro twins from the center of impact. As a result of this surface treatment, the high density of twins and ultra-fine grains generated near the edges led to global strength enhancement. Ultimate strength reached 270 MPa with the thickness reduction of 5%. Similar strength was obtained in our previous work [35] with hot rolling in 400° and a thickness reduction of 40%. However, the strain at failure improved from 0.1 in the rolled metal to 0.144 in SIL. That is a 44% enhancement.
Twin interactions and growth are the sources of grain nucleation and refinement, which lead to significant improvement in yield and ultimate strength. Eventually, impact velocities higher than 1.5 m/s provided enough energy for grain refinement with respect to the initial grain size. Therefore, the bimodal microstructure is retained even after the SIL process. Grain refinement by this procedure and remaining deformed coarse grains provided 44% strength enhancement. Desirable strength and ductility can be achieved by tuning the SIL parameters with faster processing times and lower energy consumption than conventional processing methods.

 WeChat
WeChat
/
| 〈 |
|
〉 |





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}