Search for articles:
P. Wang , C.S. Lao
, C.S. Lao
Corresponding authors:
Received: 2019-02-13
Revised: 2019-03-22
Accepted: 2019-03-26
Online: 2020-01-01
Copyright: 2020 Editorial board of Journal of Materials Science & Technology Copyright reserved, Editorial board of Journal of Materials Science & Technology
More
Abstract
An Al-12Si/Al-3.5Cu-1.5Mg-1Si bimetal with a good interface was successfully produced by selective laser melting (SLM). The SLM bimetal exhibits four successive zones along the building direction: an Al-12Si zone, an interfacial zone, a texture-strengthening zone and an Al-Cu-Mg-Si zone. The interfacial zone (< 0.2 mm thick) displays an increasing size of the cells composed of eutectic Al-Si and a discontinuous cellular microstructure, resulting in the lowest hardness of the four zones. The texture-strengthening zone (around 0.3 mm thick) shows a remarkable variation of the hardness and <001> fiber texture. Electron backscatter diffraction analysis shows that the grains grow gradually from the interfacial zone to the Al-Cu-Mg-Si zone along the building direction. Additionally, a strong <001> fiber texture develops at the Al-Cu-Mg-Si side of the interfacial zone and disappears gradually along the building direction. The bimetal exhibits a room temperature yield strength of 267 ± 10 MPa and an ultimate tensile strength of 369 ± 15 MPa with elongation of 2.6% ± 0.1%, revealing the potential of selective laser melting in manufacturing dissimilar materials.
Keywords:
2xxx series aluminum (Al) alloys are widely used in the aerospace sector due to their high strength and fracture toughness, good damage tolerance and good resistance to fatigue crack propagation [1,2]. However, some drawbacks of 2xxx series Al alloys, such as poor weldability, low corrosion and wear resistance, limit their application in many fields [3,4]. In order to overcome their drawbacks and adapt these alloys to complex working conditions, a number of dissimilar materials consisting of different series Al alloys (such as AA2024/AA7075, AA2024/AA6056 and AA2024/AA4043 bimetals) were designed and applied to aerospace and non-aerospace sectors (e.g. Al vessels for the marine applications, fasteners, suspension parts, Al engine and seat components in automotive industry) [[4], [5], [6], [7]]. Due to the low coefficient of thermal expansion and superior tribological properties of Al-Si alloys [[8], [9], [10]] and the excellent mechanical properties of Al-Cu alloys [11,12], Al-Si/Al-Cu bimetals have attracted much attention in aerospace, automotive and marine industries [4,8,13]. Moreover, in order to avoid tedious manufacturing processes and to meet the demands for low energy consumption, advanced technologies are expected for fabrication of dissimilar materials with extremely complex geometries [14,15].
As a powder-based additive manufacturing technology, selective laser melting (SLM) can create bulk parts with complex geometries through a layer-by-layer strategy [16,17]. Moreover, owing to the refined microstructure generated upon non-equilibrium rapid solidification, SLM components can achieve improved mechanical properties [[18], [19], [20]]. Therefore, due to the reduced needs for post-machining and improved properties of SLM parts [8,21,22], bimetals synthesized by SLM have attracted remarkable attention in recent years [14,15,23,24]. Liu et al. and Sing et al. investigated 316 L/C18400 and Al-10Si-Mg/C18400 bimetals fabricated by SLM, respectively, which both exhibit crack-free interfaces with good metallurgical bonding [15,24]. However, because of the limitations of SLM processing, the formation of defects such as pores and cracks in SLM C18400 alloy could not be avoided. The formation of those defects decreased the strength of SLM C18400 alloy, which limits the improvement in mechanical properties of these two bimetals. Demir et al. reported fabrication of SLM Fe/Al-12Si bimetal, which had a poor interface with large cracks due to the low compatibility and miscibility of Fe and Al-12Si alloy [14]. It indicates that the selection of base alloy is critical to the fabrication of bimetals with good quality. Through parameter optimization of SLM maraging steel on a pure-Cu plate, Tan et al. successfully fabricated a maraging steel/Cu bimetal with a crack-free interface, which has high yield strength [23]. These findings reveal that well-optimized SLM parameters are important for fabricating SLM bimetals with good interface.
However, although Bartkowiak et al. forecasted the feasibility and economic benefits of SLM Al-Si/Al-Cu bimetals [25], unfortunately, only little attention has been paid to the fabrication of SLM Al-Si/Al-Cu bimetals because of the limitations on the development of appropriate technologies, such as powder gas atomization of Al-Cu alloys, and SLM processing of Al-Cu alloys [14]. In recent two years, with in-depth studies on processing of SLM Al-Cu alloys [26,27], different kinds of Al-Cu alloys such as Al-xCu alloys (x = 4.5, 6, 20, 33 and 40 wt.%) [28], Al-4.47Cu-1.95 Mg [29], Al-3.5Cu-1.5Mg-1Si [27] were fabricated successfully and investigated comprehensively. These alloys exhibit higher strength and lower corrosion rate than conventional Al-Cu alloys [30]. This work has paved the way to fabricate SLM Al-Si/Al-Cu bimetals with good mechanical properties.
In this work, we selected Al-12Si and Al-3.5Cu-1.5Mg-1Si alloys as components to build bimetal. The alloy selection was based on the extensive previous work on SLM Al-12Si and SLM Al-3.5Cu-1.5Mg-1Si alloys and their good physical/chemical properties [8,27,31]. Due to the grain refinement generated during the selective laser melting processing, mechanical properties and corrosion resistance of the SLM Al-12Si alloy were enhanced significantly [32,33]. For example, Chen et al. investigated corrosion behavior of SLM Al-12Si alloy, and results indicated that XZ-plane of the SLM-produced Al-12Si alloys had better corrosion resistance in comparison with XY-plane due to the distribution of eutectic Si [34]. Prashanth et al. reported comprehensively the properties of a SLM Al-12Si alloy, which has better tensile properties [31] and wear resistance [8] than conventional cast Al-12Si. Moreover, Wang et al. [27] fabricated heat-treatable Al-3.5Cu-1.5Mg-1Si alloy and reported that after a proper heat treatment, mechanical properties of the SLM Al-Cu-Mg-Si alloy can even exceed those of conventional Al-Cu series alloys [27]. In the present work, microstructure and chemical composition of an Al-12Si/Al-3.5Cu-1.5Mg-1Si bimetal, especially the interface between the two base alloys, was investigated systematically. Room-temperature Vickers hardness measurements, nano-indentation tests and tensile tests were carried out along the building direction, and fracture morphology after tensile tests was characterized. Additionally, Al-12Si and Al-3.5Cu-1.5Mg-1Si specimens were fabricated by SLM and used as reference materials to compare their microstructure and mechanical properties with those of the Al-12Si/ Al-3.5Cu-1.5Mg-1Si bimetal.
Gas atomized Al-12Si and Al-3.5Cu-1.5Mg-1Si powders with particle sizes varying between 20 and 60 μm were selected as starting materials. All SLM parts were fabricated by using a SLM 250HL system (SLM Solutions Group AG) equipped with a 400 W Nd:YAG laser (continuous wave) under a protective argon atmosphere (purity 99.999%). Firstly, cylindrical Al-12Si rods (Ø15 mm × 27 mm) were fabricated by selective laser melting with optimized parameters (power input of 320 W, scanning speed of 1455 mm/s, hatch spacing of 0.11 mm and layer thickness of 0.05 mm [31]) on Al-10Si-Mg substrate. After fabrication of Al-12Si rods, residual Al-12Si powder in the device was removed, and the building chamber and the recoater were cleaned carefully. SLM Al-12Si parts built on Al-10Si-Mg substrate were removed from the workbench and then top surface of Al-12Si parts was ground using P400 sandpaper. Adhering particles on the surface of Al-12Si parts were removed by sandblasting and the SLM parts were cleaned with ethanol (purity 99.5%). Cleaned SLM Al-12Si parts on Al-10Si-Mg substrate were fixed back on workbench. Al-3.5Cu-1.5Mg-1Si powders were refilled into the cleaned recoater and the space around SLM Al-12Si parts, and then first layer of Al-Cu-Mg-Si powder on the top surface of Al-12Si parts was prepared carefully. Cylindrical Al-Cu-Mg-Si rods (Ø4.5 mm × 27 mm) and rectangular cuboid parts (4.5 mm × 4.5 mm × 27 mm) were simultaneously fabricated on the SLM Al-12Si parts by selective laser melting with optimized parameters (power input of 190 W, scanning speed of 165 mm/s, hatch spacing of 0.08 mm and layer thickness of 0.04 mm [27]). Moreover, considering the influence of the processing parameters used for the fabrication of Al-Cu-Mg-Si alloy on hardness and microstructure of the top layers of Al-12Si parts at interface, additional reference Al-12Si specimens (hereafter termed Ref-1), were prepared with the same parameters as used for the synthesis of the Al-Cu-Mg-Si parts (power input of 190 W, scanning speed of 165 mm/s, hatch spacing of 0.08 mm and layer thickness of 0.04 mm). All parameters for the fabrication of SLM Al-12Si and Al-Cu-Mg-Si alloys were optimized and relative density of those SLM alloys was higher than 99% (more details about the SLM processing and these SLM alloys can be found in our previous work [27,31])
Tensile specimens with a total length of 52 mm, a gauge zone of 17.5 mm length and 3.5 mm diameter (ASTM: E8/E8M-13a standard) were machined from the Al-12Si/Al-Cu-Mg-Si dissimilar materials. Surface quality of the machined samples satisfied the requirements of tensile tests. Particular care was taken to ensure that interface of the Al-12Si/Al-Cu-Mg-Si bimetals corresponded to the center of all specimens. For comparison, SLM Al-12Si and Al-Cu-Mg-Si specimens (hereafter termed Ref-2 and Ref-3, respectively) with same geometry and corresponding optimized parameters were also prepared and machined for tensile tests. Ref-2 specimens are fabricated with optimized parameters (power input of 320 W, scanning speed of 1455 mm/s, hatch spacing of 0.11 mm and layer thickness of 0.05 mm), and Ref-3 specimens are fabricated with optimized parameters (power input of 190 W, scanning speed of 165 mm/s, hatch spacing of 0.08 mm and layer thickness of 0.04 mm).
Microstructure of the cuboid samples was investigated by optical microscopy (OM; Zeiss Axioskope 40) and scanning electron microscopy (SEM; Gemini LEO 1530 microscope). SEM was equipped with an energy-dispersive X-ray spectroscopy system (EDS; Quantax 400 with SDD-Detector Xflash 4010, Bruker) and an electron backscatter diffraction device (EBSD; CrystAlign, Bruker). The operating parameters for observations were: 20 kV high voltage, 10 mm working distance and 120 μm aperture, i.e. a beam current of about 7 nA. All cuboid samples for microstructural characterization were ground with sandpaper (P240 - P4000) and polished with 0.25 μm diamond suspension along the building direction. Selected polished samples were etched using Keller’s reagent (47.5 mL H2O, 1.25 mL HNO3, 0.75 mL HCl and 0.5 mL HF) for 9 s, and then observed by OM. Surface quality of the polished samples for SEM, EDS and EBSD measurements was further improved by vibration polishing for 10 h using a VibroMet™ 2 vibratory polisher (Buehler GmbH). For EBSD measurements, a critical misorientation of 15° is generally specified [35] and the step size of scans was 2.4 μm. Therefore, the minimum grain size was selected as 5 μm (2 times of the scan step) to ensure accuracy. The average grain size per 0.1 mm from the interface along the building direction was counted using the linear intercept method with the Tango software in the Channel 5 software package, and the number of the intercepted lines in each 0.1 mm area was set as 5. Each counted area included at least 200 grains. The estimate of the uncertainty of the grain detection and size calculation was 10%.
Thin foil specimens were extracted from specific areas using a focused ion beam device (FIB, FEI, Scios) with ultrahigh-resolution SEM capability at an accelerating voltage of 30 kV. A Pt protective layer was deposited on the surface of the specimens and the final milling process was conducted at an accelerating voltage of 2 kV to avoid possible damages or thermal recrystallization. Cs-corrected transmission electron microscopy (TEM, FEI, Titan3 Themis G2) coupled with energy dispersive spectroscopy (EDS) operated at 300 kV in high-angle annular dark field scanning mode (HAADF-STEM) was used to visualize microstructure and reveal local changes of composition and nano-precipitates. All measurements were performed at room temperature.
Vickers microhardness tests were performed along the building direction using a HMV Shimadzu microhardness tester with 0.05 kg load and 10 s dwell time. All data shown are an average result of at least five replicates. The measurement uncertainty of the HMV Shimadzu microhardness tester was 2 HV0.05. For comparison, hardness of Ref-1, Ref-2 and Ref-3 specimens was also tested. In order to accurately investigate the mechanical properties of the interface between base alloys, interface of the Al-12Si/Al-Cu-Mg-Si bimetal was characterized by nano-indentation, using a Hysitron TI-950 Tribometer (Hysitron Inc, USA). For the measurements, 70 points (5 × 14 arrays with a distance of 20 μm) were carried out around the interface along the building direction. For comparison, 25 points (5 × 5 arrays with a distance of 20 μm) were also carried out in the base alloys far away from the interface. Each point was measured in controlled load mode with a peak load of 5000 μN. The maximum load was achieved in 5 s followed by holding for 2 s at the peak load and unloading was also finished in 5 s. Tensile tests were carried out at room temperature using an Instron 8562 testing facility under quasi-static loading (strain rate 1 × 10-4 s-1). After tensile tests, fracture morphology of the bimetals was observed by SEM. Besides Al-12Si/Al-Cu-Mg-Si bimetal, tensile properties of Ref-2 and Ref-3 specimens were also investigated. It should be mentioned that all measurements and observations were carried out along the building direction.
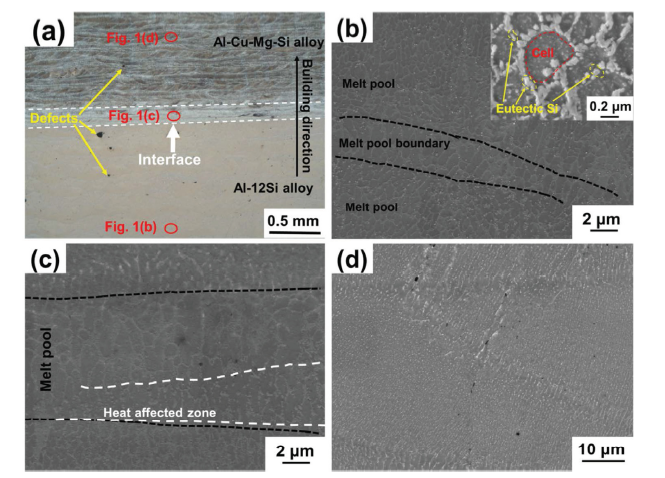
Fig. 1 displays microstructure of the SLM Al-12Si/Al-Cu-Mg-Si bimetal. As shown in Fig. 1(a), due to etching, there is a visible layer with different color between the two base alloys ($\widetilde{0}$.2 mm, indicated by the white dashed lines). Apparently, microstructure of this area is different from that of the two base alloys. No defects are visible in the interfacial area but small pores are present in the base alloys, indicating that the bimetal has a strong metallurgical bonding at interface. Fig. 1(b) shows the typical cellular microstructure of Al-12Si alloy fabricated by SLM. At high magnification, the cellular structure is composed of eutectic Al-Si, in agreement with a recent analysis performed using high resolution transmission electron microscopy [36]. In this zone, the boundary between the neighboring melt pools (area within the black lines in Fig. 1(b)) has a width of 3 ± 1 μm and cell size is 1 ± 0.3 μm, larger than that in the adjacent melt pools (0.3 ± 0.1 μm). The coarse cellular structure in the melt pool boundary can be ascribed to the relatively low cooling rate at the bottom of the melt pool during selective laser melting [28]. The width of the melt pool at the interface (Fig. 1(c)) increases to 9 ± 1 μm and cell size is 3 ± 0.5 μm, which is larger than the cell sizes in the corresponding zone of the Al-12Si part (Fig. 1(b)). Moreover, a remarkable heat affected zone with dispersed Si particles is present in center (marked by white dashed lines in Fig. 1(c)). Typical granular microstructure of SLM Al-Cu-Mg-Si alloy is shown in Fig. 1(d). The microstructure in Fig. 1(d), where fine and coarse phases appear alternatingly, has been reported in our previous work [27].
Fig. 1. Microstructures of the SLM Al-12Si/Al-Cu-Mg-Si bimetal: (a) overview of the bimetal with etching at low magnification (OM); (b) SEM micrograph of the Al-12Si part (inset: cellular microstructure at high magnification); (c) the interface of the base alloys (SEM); (d) Al-Cu-Mg-Si part (SEM). The positions of (b-d) are marked by ellipses in (a).
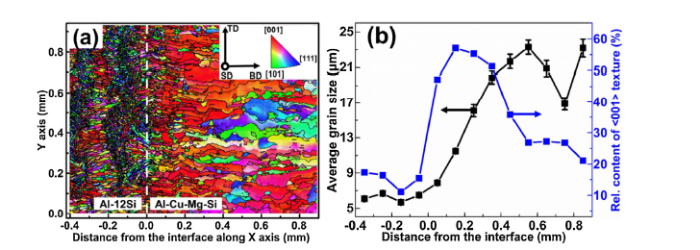
The relationships between the grain characteristics (crystal orientation and average grain size) and the distance from interface are depicted in Fig. 2. As shown in Fig. 2(a), the relative amount of <001> fiber texture along the building direction around the interface (maximum: 57.1% at 0.15 mm) is significantly higher than that in the zones far away from interface, and it decreases with the distance from interface from 0.15 mm to 0.45 mm. Left side of the plot at a distance < 0 mm (Al-12Si part) shows the typical grain distribution of SLM Al-12Si alloys, where fine equiaxed grains and columnar grains form alternatingly along the building direction [37,38]. Right side (Al-Cu-Mg-Si part) shows columnar grains, and average grain size increases along the building direction from 7.9 ± 0.2 μm to 23.3 ± 0.8 μm (Fig. 2(b)). The refinement of grain size and preferential orientation along the <001> direction around the interface (Fig. 2(a) and (b)) point to a chill zone effect as reported by Parimi et al. for laser fabricated IN718 [39]. Such chill zone effects stem from the fact that during preparation of Al-Cu-Mg-Si alloy, laser processing provides enough time for complete cooling of the Al-12Si part, which acts as an efficient heat sink during the melting of Al-Cu-Mg-Si alloy. The grains of Al-Cu-Mg-Si alloy that have a <001> orientation perpendicular to the top surface of Al-12Si part grow faster than the less favorably oriented ones. This feature has been widely discussed in traditional solidification [40,41].
Fig. 2. (a) EBSD inverse pole figure (IPF) map across the interface along the building direction. The spatial orientation with respect to the building direction (BD), scanning direction (SD) and transverse direction (TD), and the coloring of the orientation component along the biulding direction in the maps are given in the inset; (b) average grain size and relative content of <001> fiber texture as a function of the disctance from the interface.
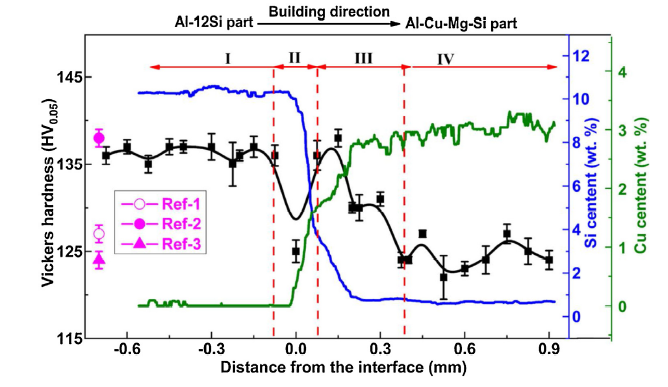
The evolution of microhardness and content of Si and Cu across the interface from Al-12Si to Al-Cu-Mg-Si part is depicted in Fig. 3. The microhardness evolution indicates that four different zones are generated (marked as I, II, III and IV in Fig. 3). In zone I (Al-12Si part from -0.6 mm to -0.075 mm), hardness is 137 ± 2 HV0.05, i.e. similar to Ref-2 (138 ± 1 HV0.05). In zone II (-0.075 mm to 0.075 mm), hardness decreases significantly to 125 ± 1 HV0.05 at 0 mm position. Due to the different processing parameters that were used for the fabrication of Al-12Si and Al-Cu-Mg-Si alloys, influences of such parameters on corresponding microhardness of the interface should be considered. Energy density has a significant correlation with processing parameters, which is given by [27]:(1)Ev=Pvs×lz×lhswhere P is the laser power (W), vs is the laser scanning speed (mm/s), lz is the hatch spacing (mm) and lhs is the layer thickness (mm). According to Eq. 1, energy density used for fabricating Al-12Si part (40 J/mm3) at zone I is lower than that employed at zone II (360 J/mm3). Moreover, hardness of Al-12Si specimens (Ref-2 specimen: 138 ± 1 HV0.05) is higher than that of Al-12Si specimens produced with a low laser power and a slow scanning speed corresponding to a high energy density (Ref-1 specimen: 127 ± 1 HV0.05). The same phenomenon has also been reported for SLM-processed Al-10Si-Mg [42] and Al-50Si alloys [43]. In general, high power and high scanning speed result in high cooling rate, contributing to small cell size in SLM-processed Al-Si alloys [36,44]. In fact, cell size is an important factor affecting mechanical properties of SLM alloys with cellular structure, such as Al-12Si, 316 L stainless steel and Al-10Si-Mg [45]. Due to Hall-Petch strengthening and high dislocation density around cell walls [44,45], SLM alloys with a small cell size can reach high microhardness values [45,46]. As shown in Fig. 1(b) and (c), cell size of the melt pool (0.3 ± 0.1 μm) at zone I is smaller than cell size (3 ± 0.5 μm) at zone II, while microhardness at zone I is higher than at zone II (Fig. 3). The above findings indicate that re-melting of top surface of SLM Al-12Si part subjected to a lower power input and scanning speed can result in the formation of larger cells, leading to a decrease in hardness of Al-12Si part around interface.
Fig. 3. Microhardness distribution and EDS line-scan profiles as a function of the distance from the interface (Ref-1: the SLM Al-12Si alloy using the laser power input of 190 W, scanning speed of 165 mm/s, hatch spacing of 0.08 mm and layer thickness of 0.04 mm; Ref-2: the SLM Al-12Si alloy using the power input of 320 W, scanning speed of 1455 mm/s, hatch spacing of 0.11 mm and layer thickness of 0.05 mm; Ref-3: the SLM Al-Cu-Mg-Si alloy using the laser power input of 190 W, scanning speed of 165 mm/s, hatch spacing of 0.08 mm and layer thickness of 0.04 mm).
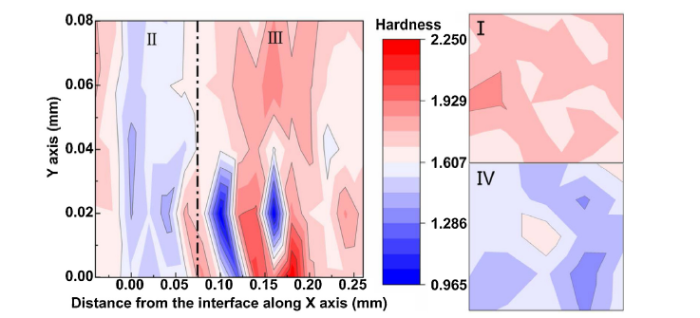
As shown in Fig. 3, it is striking that there is a sudden increase in hardness from zone II to III. In order to accurately characterize the performance of the materials between zones II and III, a contour map of nano-hardness from zone II to III along building direction is depicted in Fig. 4.
Fig. 4. Contour maps of the nano-hardness of zones I, II, III and IV.
For comparison, contour maps of nano-hardness of zones I and IV were also considered (cf. Fig. 4). According to the analysis of the nano-hardness, the zone II around the interface has a low hardness (1.58 ± 0.02 GPa), which is lower than the nano-hardness of zone III (1.81 ± 0.05 GPa, zone III). The variation of the nano-hardness of four zones is consistent with the analyses of the microhardness of Al-12Si/Al-Cu-Mg-Si bimetals along the building direction. In order to clarify the reason for the enhancement of the hardness from zone II to zone III, the microstructures in these zones were investigated (cf. Fig. 1). As shown in Fig. 1(c), the microstructure in zone II changes from a cellular to a granular morphology. Moreover, according to EBSD analysis, there is a remarkable <001> fiber texture from zone II to zone III, which can improve the hardness to a certain extent, namely through texture strengthening [41]. The increase of the hardness from zone II to III may also result from the formation of new nano-precipitates in Al matrix. This phenomenon will be further analyzed later, using SEM and STEM with EDS.
As shown in Fig. 3, the hardness in zone III decreases gradually from 136 ± 2 to 124 ± 1 HV0.05 when moving from 0.075 mm to 0.4 mm distance from the interface. According to the experimentally determined evolution of the Si and Cu contents in zone III, the amount of Si decreases from 3.7 ± 0.1 wt.% to 0.7 ± 0.1 wt.% from 0.075 mm to 0.4 mm distance from the interface. Conversely, the amount of Cu increases significantly from 1.7 ± 0.1 wt.% to 3.0 ± 0.1 wt.% from 0.075 mm to 0.4 mm distance from the center. Montero Sistiaga et al. reported that the addition of Si has a significant influence on the grain refinement of SLM Al alloys [38]. As shown in Figs. 2(b) and 3, the Si content decreases from 3.7 ± 0.1 wt.% to 0.7 ± 0.1 wt.% in zone III, and the grain sizes increases from 11.5 ± 0.3 μm to 19.9 ± 0.7 μm. According to the Hall-Petch relationship observed for nanostructured Al-Cu alloys [47], the increase of the grain size in zone III causes a lower hardness. Moreover, the variation of the mechanical properties of Al-Cu-Mg-Si alloys is a direct function of the solid solubility of Si; thus, the decreasing Si content may also result in a decrease of the hardness [12,38,48]. In zone IV (0.4 mm to 0.9 mm, as shown in Fig. 3), the hardness value fluctuates around 124 ± 2 HV0.05, similar as for the reference SLM Al-Cu-Mg-Si alloy (Ref-3: 124 ± 1 HV0.05).
According to the above results, the affected zone (size of zones II and III ≤ 0.5 mm) in the present SLM Al-12Si/Al-Cu-Mg-Si bimetal is narrower than for conventional dissimilar materials [4,7]. In general, dissimilar materials fabricated by conventional methods often exhibit affected zones (such as a nugget zone, a heat affected zone, a thermo-mechanically affected zone or a fusion zone) of millimeter size (>> 1 mm), which can be easily observed by optical microscopy [13,49]. The narrow-affected zone of the SLM bimetal indicates that SLM achieves a significant advantage over conventional methods used for fabrication of bimetals.
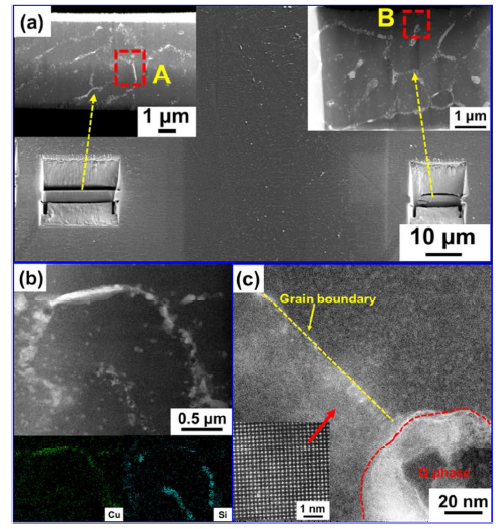
Because of the narrow size of zones II and III, specimens at specific positions were extracted from the Al-12Si/Al-Cu-Mg-Si bimetal using FIB. The morphologies of the FIB-prepared specimens at 0 mm distance from the interface (left inset) and at 0.1 mm distance from the interface (right inset) are displayed in Fig. 5(a). A needle-shape phase is clearly visible. In order to investigate the evolution of the microstructure and composition in depth, STEM images and EDS maps of the position A in the specimen at 0 mm distance from the interface (as shown in Fig. 5(a)) were analyzed (Fig. 5(b)). Apparently, the needle-shape Al2Cu phase interrupts the cellular microstructure made of eutectic Al-Si, as shown in Fig. 1(b). This can reduce the Orowan looping resulting from the eutectic Al-Si during the plastic deformation and weaken Orowan strengthening [36]. Therefore, the hardness in zone I decreases significantly. In order to clarify the influence of the microstructure on the high hardness at zone III, HAADF-STEM images and high-resolution images of the position B in the specimen at 0.1 mm distance from the interface were taken (Figs. 5(b) and 5(c)). These investigations reveal the formation of a Q phase which contains Al, Cu, Mg and Si. However, there is no formation of nano-Al2Cu(Mg) precipitates (S’ and θ’). It suggests that the precipitate-hardening mechanism is not the main reason of the high hardness at zone III. Considering that the higher content of <001> texture in Al alloys can result in the higher hardness of Al matrix [40,41] and the Al matrix in zone III has a higher relative content of <001> texture than other zones (Fig. 2(b)), the pronounced <001> texture strengthening caused by the chill zone effect during the rapid cooling at the interface is indicated to be the main reason of the high hardness in zone III. Moreover, with decreasing the relative content of <001> texture in zone III along the building direction (Fig. 2(b)), the hardness of the alloy decreases gradually from around 0.1 mm to 0.4 mm distance from the interface (Fig. 3).
Fig. 5. (a) SEM images of the bimetal prepared by FIB, and STEM images of the FIB-prepared specimens at 0 mm distance from the interface (left inset) and 0.1 mm distance from the interface (right inset); (b) [
Depending on the above analysis of the microstructures and hardness evolution, the four zones in the Al-12Si/Al-Cu-Mg-Si bimetals along the building direction can be regarded as Al-12Si zone, interfacial zone, texture-strengthening zone, and Al-Cu-Mg-Si zone, respectively.
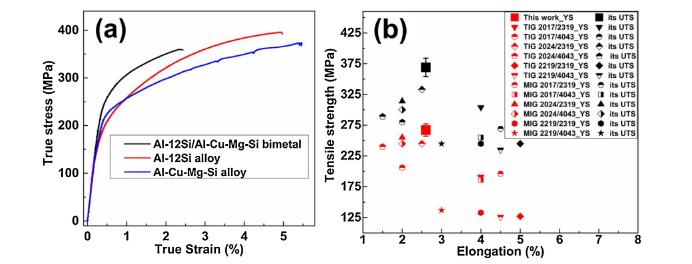
Characteristic room temperature tensile curves of the Al-12Si/Al-Cu-Mg-Si bimetal together with Al-12Si (Ref-2) and Al-Cu-Mg-Si (Ref-3) specimens are shown in Fig. 6, and their tensile results are listed in Table 1. The SLM bimetal has a higher yield strength (YS, 267 ± 10 MPa) but lower elongation (2.6% ± 0.1%) than SLM Al-12Si and Al-Cu-Mg-Si base alloys. Due to different zones with different microstructures and mechanical properties (Fig. 3), the heterogeneous stress distribution in different zones under tensile conditions is different, resulting in that the bimetal fails early and its ultimate tensile strength (UTS) is lower than for the base alloys [50,51]. Moreover, Leitão et al. investigated the global applied stress of aluminum bimetals fabricated by friction stir welding using digital image correlation, and the results indicate that there is a stronger strain around the interface of the dissimilar materials than the strain at the sites far away from the interface [52]. The high strain around the interface can cause the rapid hardening of Al alloys, which results in an increasing yield strength [52]. The similar phenomenon has also been reported by Miles et al. [53]. However, even though these studies can give a reasonable understanding of the untraditional phenomena in this SLM bimetal (i.e., higher yield strength, lower ultimate tensile strength and lower elongation of the SLM bimetal than that of the SLM base alloys), more works about these phenomena should be done to clarify the potential strengthening mechanism in the future.
Fig. 6. (a) Tensile true stress-true strain curves of the Al-12Si/Al-Cu-Mg-Si bimetal, the SLM Al-12Si alloy (Ref-2) and the SLM Al-Cu-Mg-Si alloy (Ref-3); (b) A summary of tensile strength (i.e., YS and UTS) versus elongation including our work and conventional bimetals (see Ref. [
Table 1 Comparison of the tensile properties of the SLM Al-12Si/Al-Cu-Mg-Si bimetal, the SLM Al-12Si alloy (Ref-2) and the SLM Al-Cu-Mg-Si alloy (Ref-3).
| Materials type | YS (MPa) | UTS (MPa) | Elongation (%) |
|---|---|---|---|
| Al-12Si/Al-Cu-Mg-Si bimetal | 267 ± 10 | 369 ± 15 | 2.6 ± 0.1 |
| Ref-2 | 208 ± 8 | 403 ± 4 | 5.6 ± 0.3 |
| Ref-3 | 223 ± 2 | 372 ± 7 | 5.8 ± 0.5 |
As shown in Fig. 6(b), the YS and UTS of the SLM Al-12Si/Al-Cu-Mg-Si bimetals reach or even exceed the properties of 2xxx and 4xxx dissimilar metals fabricated by conventional welding technologies (such as tungsten inert gas welding technology (TIG) and metal inert gas welding technology (MIG)) [7]. This reveals that selective laser melting is suitable for the fabrication of dissimilar metals.
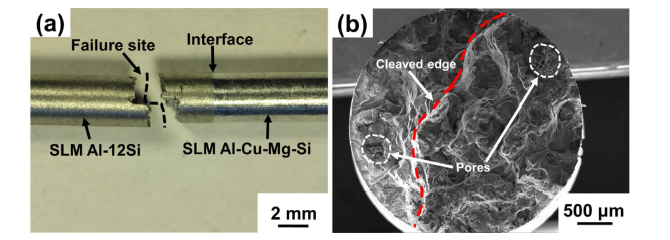
Fig. 7 displays the fracture morphology of SLM Al-12Si/Al-Cu-Mg-Si bimetal. The overview (Fig. 7(a)) at the fracture site along the building direction was observed by optical microscopy. The failure site is at the Al-12Si part, at about 2 mm distance from the interface, which may confirm the explanation reported by Leitão et al. [52]. Failure occurs at the Al-12Si part, at about 2 mm distance from the interface, thus rather far away from the interface. The fact that the fracture occurs at the Al-12Si part points to a good metallurgical bonding of the Al-12Si/Al-Cu-Mg-Si interface. There is no recognizable necking but brittle fracture at the failure site, which is consistent with the low elongation (2.6 ± 0.1%). In general, defects, mainly pores, developing during SLM processing cannot be completely avoided, and these defects have a stronger effect on the failure under the heterogeneous stress distribution present in bimetals [5]. Due to the better damage tolerance of the Al-Cu-Mg-Si alloy compared to Al-12Si [54,55], pores have a more significant effect on the fracture of the Al-12Si base alloy than for the Al-Cu-Mg-Si base alloy. The failure at the Al-12Si part and the pores on the fracture surface (Figs. 7 (a) and (b)) provide evidence for the above analysis.
Fig. 7. Fracture morphology of the SLM Al-12Si/Al-Cu-Mg-Si bimetal: (a) overview of the fracture site along the building direction (OM), (b) SEM micrograph of the fracture morphology.
In this study, an Al-12Si/Al-3.5Cu-1.5Mg-1Si bimetal was successfully fabricated by selective laser melting. The main outcomes are as follows:
(1)The SLM bimetal shows a narrow and good interface between the base alloys. Four different zones are developed in the bimetal: Al-12Si zone, interfacial zone, texture-strengthening zone and Al-Cu-Mg-Si zone.
(2)An interfacial zone (< 0.2 mm) forms around the interface between the two base alloys. In this zone, the size of the cells composed of eutectic Al-Si increases to 3 ± 0.5 μm, thus being larger than the size of the cells of the Al-12Si base alloy (melt pool: 0.3 ± 0.1 μm), and the formation of Al2Cu interrupts the cellular microstructure made of eutectic Al-Si. The broad and discontinuous cellular microstructure exhibits the lowest hardness in the four zones.
(3)In the texture-strengthening zone (< 0.3 mm), the grain size increases from the center zone to the Al-Cu-Mg-Si zone along the building direction. The <001> texture in this zone is quite pronounced, which leads to a higher hardness than that in the Al-Cu-Mg-Si base alloy. With deceasing relative content of texture and increasing grain size of the Al-Cu-Mg-Si alloy, hardness decreases gradually along the building direction.
(4)The Al-12Si/Al-Cu-Mg-Si bimetal shows good metallurgical bonding at interface and fails at sites in the Al-12Si base alloy where the SLM alloy contains un-melted powders. The bimetal exhibits good yield strength (267 ± 10 MPa) and ultimate strength (369 ± 15 MPa) with elongation of 2.6% ± 0.1%.
The authors acknowledge the technical assistance from and fruitful discussion with R.T. Qu, K.G. Prashanth, P. Ramasamy, X. Zhang, M.J. Yin, and F. Brenne, and the assistance on HRTEM observations from the Electron Microscope Center of Shenzhen University. This work was supported by the Shenzhen Peacock Innovation Project (KQJSCX20170327150948772, KQJSCX20170727101223535, and KQJSCX20170327151307811) and the Key Project Fund for Science and Technology Development of Guangdong Province (2017B090911014). P. Wang gratefully acknowledges the Chinese Scholarship Council (CSC). Additional support was provided by the European Research Council (ERC) under the ERC Advanced Grant INTELHYB (ERC-2013-ADG-340025) and the National Natural Science Foundation of China (51771123).

 WeChat
WeChat
/
| 〈 |
|
〉 |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}