Search for articles:
Shuang Jiang , Xiang Zhao
, Xiang Zhao
Corresponding authors:
Received: 2018-08-29
Revised: 2018-10-29
Accepted: 2018-11-16
Online: 2019-06-20
Copyright: 2019 Editorial board of Journal of Materials Science & Technology Copyright reserved, Editorial board of Journal of Materials Science & Technology
More
Abstract
Ti/Cu multilayered composites were fabricated via accumulative roll bonding (ARB). During co-deformation of the constituent metals, the hard Ti layers necked preferentially and then fragmented with the development of shear bands. Transmission electron microscopy showed that with increasing ARB cycles, grains in Ti were significantly refined even though dynamic recrystallization has occurred. For Cu the significant grain refinement was only found within the shear banded region when the composite was processed after five ARB cycles. Due to the diffusion of Cu atoms into Ti at the heterophase interfaces, amorphization with a width less than 10 nm was identified even in the composite processed by one cycle. At higher ARB cycles, the width of amorphous region increased and intermetallic compounds CuTi appeared from the region. The lattice defects introduced at the heterophase interfaces under roll bonding was responsible for the formation of the nano-scaled compounds. X-ray diffraction showed that an abnormal {11$\bar{2}$0} fiber texture was developed in Ti layers, while significant brass-type textures were developed in Cu layers. Some orientations along the {11$\bar{2}$0} fiber favored the prismatic < a> slip for Ti. Tensile tests revealed the elevated strength without a substantial sacrifice of ductility in the composites during ARB. The unique mechanical properties were attributed to the significantly refined grains in individual metals, the good bonding between the constituent metals, as well as the development of an abnormal {11$\bar{2}$0} fiber texture in Ti layers.
Keywords:
Multilayered metallic composites have attracted great interest due to their potentials in novel applications [1,2]. Such materials show excellent properties of formability and functionality, including improved strength, thermal stability and resistance to radiation damage, as well as enhanced electrical and magnetic properties compared to their constituents in conventional form [3], [4], [5], [6]. Multilayered bimetallic composites can be fabricated by a bottom-up approach such as magnetron sputtering and physical vapor deposition [7,8]. However, these techniques are not suitable for producing bulk composites in term of structural application. With increasing demand of multilayered metallic composites, accumulative roll bonding (ARB), which is one of the most promising techniques to produce bulk composites has been proposed by Saito et al [9]. ARB is seen as an economically viable and industrially scalable processing route aiming at simplicity and low cost. On the other hand, this technique can significantly strengthen materials by producing ultra-fine or even nano-grained microstructures in metallic composites. Also, the repeated rolling during ARB may give rise to the same effect as mechanical alloying, and thus introduce some additional unique microstructural features like solid-state amorphization at the heterophase interfaces [10].
ARB technique has been successfully used for fabricating many material systems with various crystal structure combinations, such as fcc/fcc (Cu/Au [11]), fcc/bcc (Cu/Nb [3], Cu/Ta [12] and Ni/Fe [13]), fcc/hcp (Cu/Zr [10], Al/Ti [14] and Cu/Ti [1,2,15]) and hcp/bcc (Zr/Nb [6,16]). Among those, the composites consisting of fcc and bcc metals have been studied systematically, including microstructures, textures, and mechanical properties of the composites after different ARB cycles. As for the multilayered composites composed of hcp constituents, however, the existing studies mostly focus on the lamellar morphology and mechanical properties. The microstructure of each individual phase, texture evolution during ARB, and the deformation mechanisms of the composites are not clear. The limited investigations on such material system include: In ARB processed Cu/Zr composites, Zr layers were fragmented into fine nodules by shear banding and the amorphous Zr phase was found at the heterophase interfaces [10]; Strain accommodation between the hard and the soft constituents in Cu/Ti composites during deformation has also been studied by applying finite element modeling [2]. Besides, study on Zr/Nb multilayered composites showed that the deformation textures in individual metals strongly deviated from those observed in their single-phase counterparts in monolithic form [6]. The unusual texture evolution in composites is attributed to the specific slip activities of each constituent metal modified by heterophase interfaces. On the other hand, the majority of researches in this area focus on the composites composed of non-reactive or immiscible metal constituents [17], so the detailed study on deformation microstructures in miscible and/or reactive systems is stilled lacking compared to the former.
In this study, Ti/Cu multilayered sheets have been fabricated by ARB combined with an intermediate annealing process. This hcp/fcc composite stands for a typical reactive system according to the Ti-Cu binary phase diagram [18], with a large negative enthalpy of mixing of Ti and Cu. The evolution of the layer morphology in the composites with decreasing individual layer thickness was investigated. The microstructures in individual phases and at heterophase interfaces were revealed by transmission electron microscopy. In addition, an abnormal {11$\bar{2}$0} fiber texture was identified in the Ti phase whilst exceptional brass-type textures were found in the Cu phase, as revealed by X-ray diffraction. Finally, the mechanical properties of the composites were evaluated, showing the elevated strength without a substantial sacrifice of ductility with increasing ARB cycles. The exceptional deformation behavior of the composites is attributed to the severe grain refinement of the constituent metals, the excellent bonding of the metals at the heterophase interfaces, as well as the development of abnormal textures in Ti layers.
The starting materials were 1-mm-thick sheets of commercial pure titanium (99.8% purity) and copper (99.9% purity). The Ti and Cu sheets were annealed at 575 °C for 1 h and at 300 °C for 20 min in a vacuum furnace, respectively. The sheets were then cleaned by acetone and wire brushed in order to remove oxide layer and to ensure a well-defined surface roughness. Subsequently, four Cu and three Ti were stacked alternatively and roll-bonded at 200 °C using a two-high rolling mill with a rolling speed of 1 m s-1, reaching a nominal thickness reduction of 65% after one single pass. This procedure produced the first ARB processed composite. The bonded sheets were air cooled and cut in half before performing the next cycle. An annealing treatment was performed at 300 °C for 1 h in a vacuum furnace before the subsequent ARB cycle. Then the process of surface cleaning, stacking, and roll bonding was iterated up to 5 cycles. We note that both the current roll bonding temperature (200 °C) and the intermediate annealing temperature (300 °C) are close to that used in previous ARB route for fabricating Ti/Cu composite, in which both roll bonding and intermediate annealing were conducted at 240 °C [15]. This ensures a good bonding between the different metals, and postpones the formation of shear bands with increasing ARB cycles. Table 1 shows the total number of metal layers within the composites processed by different ARB cycles. the corresponding nominal layer thickness h, and the corresponding equivalent true strain e. e is calculated as
e=$\frac{2}{\sqrt{3}}$23ln(h0/h) (1)
where h0 is the initial layer thickness [12].
Table 1 Variation of the number of layers, the nominal thickness of one single layer and the total strain with the increasing ARB cycles.
| Number of ARB cycles | Number of layers | Nominal thickness of a single layer, h (μm) | Equivalent true strain, e |
|---|---|---|---|
| 1 | 7 | 300 | 1.39 |
| 2 | 14 | 107 | 2.58 |
| 3 | 42 | 31 | 4.01 |
| 4 | 126 | 10.3 | 5.28 |
| 5 | 126 | 2.6 | 6.87 |
The sample coordinates are defined by three orthonormal directions, i.e., rolling direction (RD), transverse direction (TD) and normal direction (ND) of the bulk composite. All the microstructure characterizations in this work were performed on the longitudinal sections (the ND-RD plane). A JEOL JSM-7001 F scanning electron microscope (SEM) equipped with an Oxford electron backscattered diffraction (EBSD) detecting system was used to obtain grain distributions in the respective metals before ARB processing. Samples for EBSD mapping were first mechanically polished and then electrochemically polished. Multilayered morphology of the composites was observed using back-scattered electron under SEM. Microstructures of the composites after the 1 st and the 5th ARB cycles were studied by transmission electron microscope (TEM) using a JEOL JEM-2100 F operating at 200 kV. The foils consisting of at least one heterophase interface were carefully extracted from the ND-RD plane using FEI Helios NanoLab 600i Focused Ion Beam (FIB). The thickness of each foil is close to 60 nm.
To reveal the texture evolution of the composites, X-ray diffraction (XRD) was performed using a Rigaku Smartlab X-ray diffractometer. Measurements were made on the RD-TD plane for each sample. Especially, for the composite materials, textures at the middle thickness along ND were measured. The {0002}, {10$\bar{1}$1}, {10$\bar{1}$2} and {10$\bar{1}$3} pole figures of Ti and the {111}, {200} and {220} pole figures of Cu were obtained with Cu Kα radiation, respectively. Crystallographic orientation distribution functions (ODFs) were then determined from the pole figures by using the MTEX software [19]. The notation of {hkil}<uvtw> is used for characterizing the texture type with {hkil}║RD-TD plane and <uvtw>║RD for Ti, and the notation of {hkl}<uvw> is used for Cu, respectively.
The mechanical properties of the ARB processed Ti/Cu multilayers were evaluated by conducting tensile test and micro-hardness measurement. Dog-bone shaped tensile specimens with a gauge dimension of 13 mm (RD) × 3 mm (TD) were machined from the annealed pure metals and the ARB processed composites, and then tested under uniaxial tension using a Shimadzu AG-Xplus 100 kN machine at room temperature. The nominal strain rate was 10-3 s-1. Micro-hardness measurements were performed on the ND-RD plane at the middle thickness of the annealed pure metals and the ARBed composites. For each composite, the hardness at Ti layers, Cu layers and interface region between Ti and Cu (with the indentation center located at heterophase interfaces) was collected, separately. At least 10 measurements at individual layers and heterophase interface regions were taken to obtain an average micro-hardness value, respectively. An applied load of 25 g and a holding time of 15 s were used.
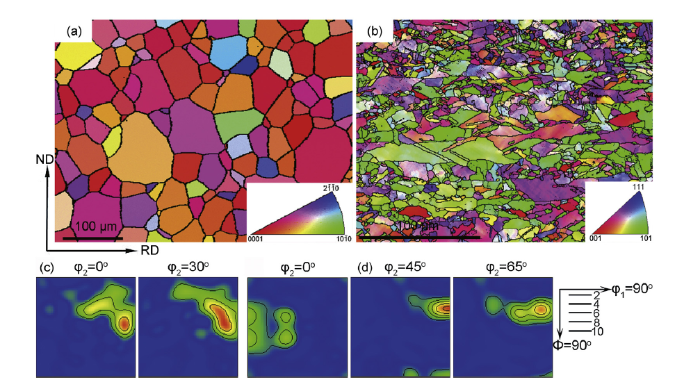
The initial microstructures and textures of the annealed Ti and Cu are shown in Fig. 1. EBSD mapping shows that prior to ARB grains in Ti are equiaxed and twin-free, with the grain size ranging from 10 μm to several tens of microns (Fig. 1(a)). A strong texture component ({10$\bar{1}$3}< 30$\bar{3}$2 >) located at the position of φ1 = 90°, Φ = 32° and φ2 = 30° in Euler space is identified in the ODF section (Fig. 1(c)). For Cu, the grain size shows a wide distribution from a few microns to larger than 100 μm (Fig. 1(b)). Moreover, most of the grains have been elongated along RD and exhibit a strong Copper orientation ({112}<111 > ) at the position of φ1 = 90°, Φ = 35° and φ2 = 45° in Euler space (Fig. 1(d)). The above-mentioned orientations in Ti and Cu belong to typical texture components for hcp and fcc metal sheets, respectively (see Table S1, Supplementary material). It should be mentioned that for fcc materials the Copper-oriented crystal shows the largest tendency to activate shear bands than other orientations [20], and thus shear banding is expected to occur in the Cu phase of the ARBed Ti/Cu composites when the starting pure Cu is not fully recrystallized.
Fig. 1. EBSD orientation map showing initial grain morphologies and orientation distributions of the annealed pure metals: (a) Ti and (b) Cu. The orientation maps exhibit grain orientations with respect to ND. ODF sections are shown in (c) for Ti and (d) for Cu. (Color should be used for these figures in print).
3.2.1. Lamellar morphologies at different ARB cycles
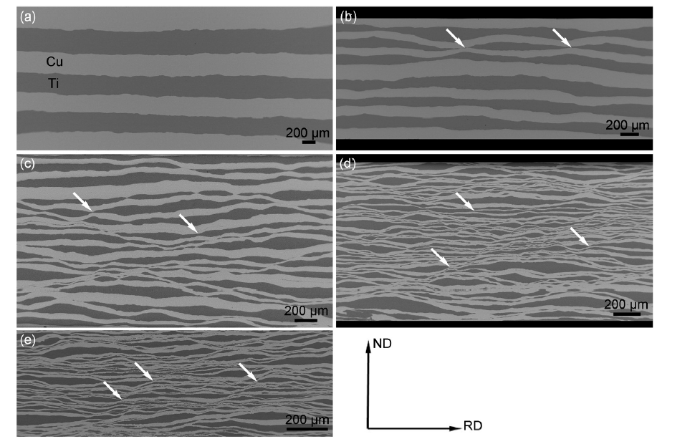
Fig. 2 shows the SEM micrographs of the Ti/Cu multilayered microstructure. For the composite materials after different ARB cycles, no cracks or de-lamination at the heterophase interfaces can be identified, indicating the good bonding between Ti and Cu layers. On the other hand, intermetallic phases are not observed at the interfaces, which is consistent with the XRD analysis (Fig. S1, Supplementary material). After the second ARB cycle, slight curvature of Cu layers is observed. With increasing cycles, Cu layers are more severely curved, and necking or even rupture of Ti appears at some locations simultaneously (see arrows in Fig. 2(b)-(e)). For the co-deformed lamellar structured composites, the hard metal usually necks and finally ruptures due to plastic instabilities caused by different flow properties between the constituent metals [21]. In this study, the soft metal layers (Cu) tend to be stretched more severely along RD than the hard metal layers (Ti), as the former metal has more slip systems than the latter. This induces significant shear stress concentrated at the heterophase interfaces, leading to the formation of shear bands that is inclined at approximate 35° to RD. Finally, after large ARB cycles the localized deformation causes the interfaces to be not parallel to RD, and each Ti layer is broken into many diamond-shaped fragments. Consistent result is also observed in many other material systems by both experiments and finite element modeling, such as Al/Ni [22], Cu/Ag [23], Cu/Zr [10] and Zr/Nb [6,16].
Fig. 2. SEM micrographs showing lamellar morphologies in the Ti/Cu composites produced by ARB: (a) 1 cycle, (b) 2 cycles, (c) 3 cycles, (d) 4 cycles, (e) 5 cycles.
3.2.2. Microstructure evolution during ARB
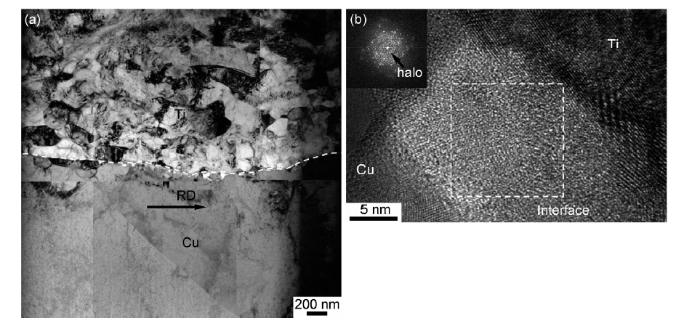
Fig. 3 shows TEM images of the Ti/Cu composite after the first ARB cycle. In the Ti layer nearly equiaxed grains/cells with the mean diameter of $\widetilde{3}$00 nm are formed. This microstructure is similar to that observed in pure Ti processed by ARB [24]. However, grains in the Cu layer are too large to identify a complete grain boundary. It should be mentioned that at this stage, the nominal thickness of one single layer is 300 μm. The heterophase interface appears to be quite narrow with a width less than 10 nm, and then a sharp interface between Ti and Cu could be identified under the current magnification for observation (Fig. 3(a)). The HRTEM image in Fig. 3(b) shows that the interface between Ti and Cu is amorphous, which was also reported in Cu/Zr multilayers [10]. Fourier-transformed image obtained from the marked area in the HRTEM image is shown in the inset. The halo ring verifies the amorphization of the heterophase interface.
Fig. 3. (a) TEM image of the ARB processed Ti/Cu multilayers after the first cycle, (b) HRTEM image of the Ti/Cu interface obtained from (a). Inserted image in HRTEM image is Fourier-transformed image, which is obtained from the white dashed rectangular.
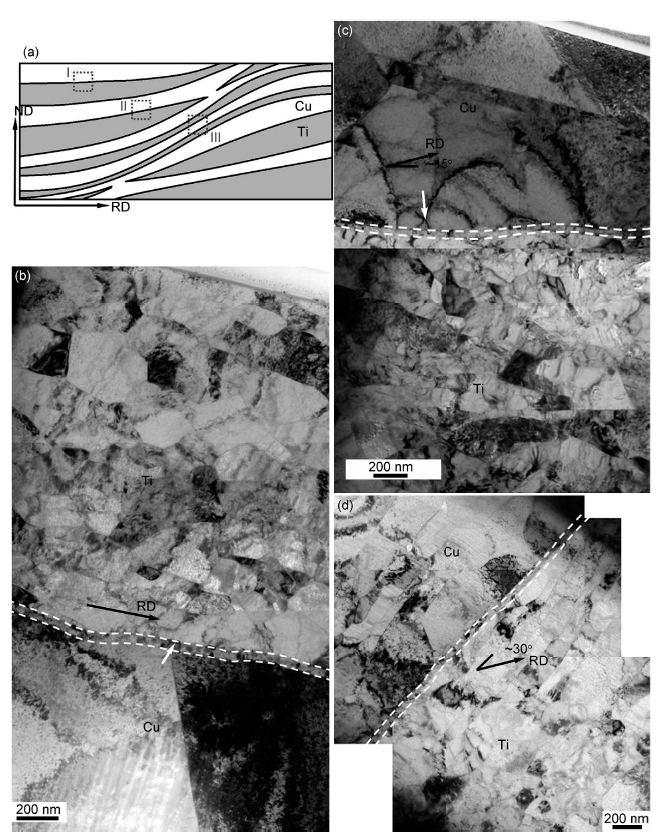
Fig. 4 is the TEM images of the composite after the 5th ARB cycle, in which the nominal thickness of one single layer is 2.6 μm. Several typical areas indicated by dashed rectangles are selected for detailed microstructural characterization and analysis, as schematically shown in Fig. 4(a). These areas represent different deformation zones, i.e., the matrix zone (labeled as I), the transition zone (labeled as II) and the shear banding zone (labeled as III), respectively. Fig. 4(b) shows the TEM observation of area I. This area is divided into three zones, i.e., Ti layer, Cu layer and the heterophase interface between Ti and Cu. The interface is approximately parallel to RD that is indicated by black arrow. Grains/cells in the Ti layer are approximately equiaxed. It is interesting to note that the average grain size close to the interface, i.e. 250 nm, is much finer than that away from the interface, i.e. $\bar{1}$ 50 nm. This could be a result of the added shear strain at the interface [2]. Grains in the Cu layer are still quite large, as they are beyond the scope of observation. Besides, in this area the width of the heterophase interface is $\bar{4}$ 5 nm. Some intermetallic compounds that appear as dark particles at the interface can be identified, which will be characterized in more detail later.
Fig. 4. (a) Schematic diagram showing the positions for TEM characterization. The longitudinal section of the Ti/Cu composite after the fifth ARB cycle is observed. Three dashed rectangular highlight the selected areas I, II and III, respectively. (b) TEM micrographs of area I, (c) TEM micrographs of area II, (d) TEM micrographs of area III. White dashed lines indicate the heterophase interface.
Fig. 4(c) shows the TEM observation of area II, in which the heterophase interface forms an angle of 15° to RD. In the respective metals, grain morphologies are similar to that of area I. The grain/cell size in the Ti layer is $\bar{2}$00 nm, and some grains become to be elongated along the interface. In the Cu layer the grain size is several microns. The width of the heterophase interface in this area is $\bar{3}$6 nm, and some intermetallic compounds can be identified at the interface. It is also noted that some extinction fringes appear within the Cu layer close to the interface (as indicated by white arrow in the figure), implying that strain has been concentrated at the interface between Ti and Cu.
Fig. 4(d) shows the TEM observation of area III, in which the heterophase interface is inclined to RD by about 30°. In the both Ti and Cu layers, grains are apparently elongated along the interface. Moreover, in this severely shear banded area, grain sizes in the both metals have been significantly reduced. Namely, the average thickness of grains along the direction normal to the interface is 150 nm for Ti and 300 nm for Cu, respectively. The width of the heterophase interface is about 30 nm, which is smaller than that in area I ($\bar{4}$5 nm). This is attributed to the fact that area III has undergone a much higher strain compared with area I. The strong strain localization at the heterophase interface is induced by the activation of shear banding that propagates across the interface [23].
Therefore, a remarkable observation of the present work is the formation of ultra-fine grains in Ti layers and the refined grains in Cu layers during ARB. In addition, compared with the areas without shear bands, the shear banded area shows the much finer grains. It is well known that as a shear band experiences much larger strain than its surrounding area, a significant adiabatic temperature rise within the band may occur [25]. A simple calculation of the local temperature increase during rolling under the conditions of the present study is performed by using the equation [26],
ΔT=βσε/(ρCp) (2)
where ε = 1.6 is the maximum strain for one ARB cycle, σ = 400 MPa is the ultimate strength commonly reported for Ti [15], ρ = 4.54 g cm-3 is the density of Ti, Cp = 520 J kg-1 K-1 is the heat capacity and β = 0.9 is a constant. This yields the maximum temperature rise of 244 K during one ARB cycle. Such a significant temperature increase in Ti could induce grain coarsening [24,26] or promote grain refinement by forming new grains during recrystallization. Meanwhile, the large deformation leads to grain refinement. The appearance of some grains with low dislocation densities compared with others confirms the occurrence of dynamic recrystallization. Then, the competition between grain growth and grain refinement leads to the significantly refined grains within the shear banded region. Moreover, the thermal conductivity of Ti is much lower (17 W m-1 K-1) [24] compared to other metals such as Cu (376.8 W m-1 K-1) and Al (210 W m-1 K-1) [14]. Then, the temperature rise within a shear band is more significant than that in its surroundings. Therefore, the slightly coarser grains in the transition zone are due to the smaller deformation as well as the lower temperature rise. This inhomogeneous distribution of both applied shear strain and temperature during the development of shear bands has also been demonstrated [27].
3.2.3. Intermetallic phase and amorphization at the heterophase interfaces
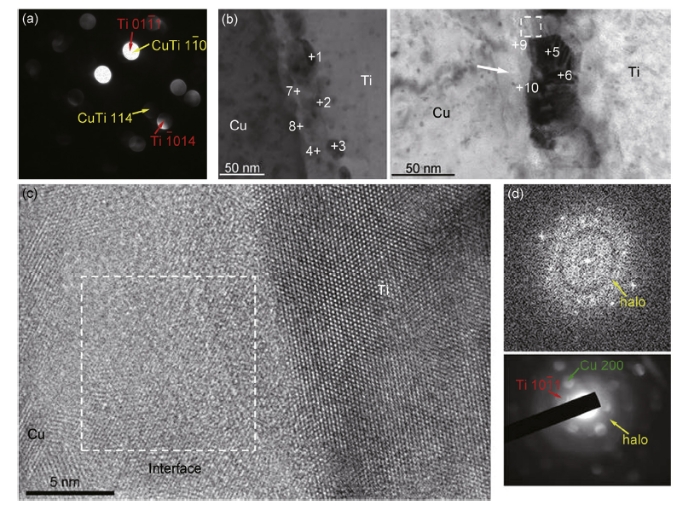
Detailed TEM analysis of the heterophase interface in the ARB processed Ti/Cu composites is performed. In Fig. 5(a), dark particles located at the interface are intermetallic phase CuTi, as verified by the nanobeam diffraction (NBD) patterns for the composite after the fifth ARB cycle. Table 2 shows the EDS analysis taken from various locations at the heterophase interface. The EDS taken from the dark particles also confirms that the atomic ratio of Ti and Cu is close to 1:1. It has been reported that, intermetallic phase CuTi may appear at the Ti/Cu interface when the composite was heat-treated at 900 °C for 30 min and simultaneously under a pressure of 5 MPa [28]. Our previous study on a Ti/Cu composite processed by one ARB cycle [29] showed that intermetallic phase CuTi at the heterophase interfaces was only identified when the composite was annealed at the temperature above 800 °C using a time span of 60 min. In the current case, the maximum temperature applied during ARB (300 °C) is not high enough for the formation of thermo-dynamically favoured compounds. However, the lattice defects introduced at the heterophase interfaces in the process of roll bonding may provide a driving force for the formation of intermetallic compounds [30]. The formation of CuTi compounds is intrinsically related to the interdiffusion between Ti and Cu atoms. By assuming that the thermodiffusion process controls the formation of heterophase interfaces during one single pass of roll bonding, the diffusion coefficient, D, is estimated from the diffusion equation,
D=x2/t (3)
where x is the diffusion distance and t is the diffusion time. For the composite processed after only one ARB cycle without performing the subsequent intermediate annealing, we give x the width of heterophase interface ($\bar{1}$0 nm) and t the time applied for one single roll bonding pass ($\bar{0}$.37 s). A diffusion coefficient of 2.7 × 10-16 m2 s-1 is roughly estimated. The diffusion activation energy, Q, is then predicted by the Arrhenius criterion, i.e.,
D=D0exp(-Q/RT) (4)
where D0 is the diffusion constant of Cu in Ti (3.8 × 10-5 m2 s-1), R is the gas constant, and T is the roll bonding temperature (473 K). We obtain that Q = 101 kJ mol-1, which is approximately a half of the diffusion activation energy of Cu in Ti (195 kJ mol-1) [31]. Therefore, the structural defects at the heterophase interfaces promote the interdiffusion of different atoms and accordingly CuTi compounds tend to appear from the amorphous region, which is also proposed for heterophase interfaces in lamellar structured Cu/Zr composites [10] and actually observed in this case for the Ti/Cu composite processed after five ARB cycles. On the other hand, the HRTEM image in Fig. 5(c) shows that some area at the heterophase interface is amorphous. The corresponding fast Fourier-transformed (FFT) image and NBD pattern verify the amorphization of the heterophase interface, as shown in Fig. 5(d) and (e), respectively. Amorphization that takes place at heterophase interphases was also reported in Cu/Zr composites fabricated by ARB [10] and Cu/Er, Ni/Er composites under severe plastic deformation [32]. Based on the above observations, one can see that amorphization at the heterophase interface occurred even after the first ARB cycle. EDS analysis for the composite processed after the fifth ARB cycle shows a substantial concentration of Cu atoms at the positions within the amorphous region (see Table 2). Therefore, it is inferred that amorphization is a result of the diffusion of Cu atoms into Ti, which is the same outcome as mechanical alloying. The interdiffusion of Cu and Ti atoms in the ARB process is promoted by the high density of lattice defects introduced during co-deformation of the metals [33].
Fig. 5. Nanobeam diffraction patterns, EDS analysis and HRTEM image of the Ti/Cu composite processed after the fifth ARB cycle: (a) nanobeam diffraction (NBD) patterns obtained from the position in
Table 2 EDS analysis of the Ti/Cu composite processed after the fifth ARB cycle.
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | |
|---|---|---|---|---|---|---|---|---|---|---|
| Ti (at.%) | 48.0 | 47.9 | 51.3 | 46.6 | 57.3 | 59.7 | 28.7 | 16.3 | 4.9 | 5.0 |
| Cu (at.%) | 52.0 | 52.1 | 48.7 | 63.4 | 42.7 | 40.3 | 71.3 | 83.7 | 95.1 | 95.0 |
| Phase | CuTi | CuTi | CuTi | CuTi | CuTi | CuTi | amo. | amo. | amo. | amo. |
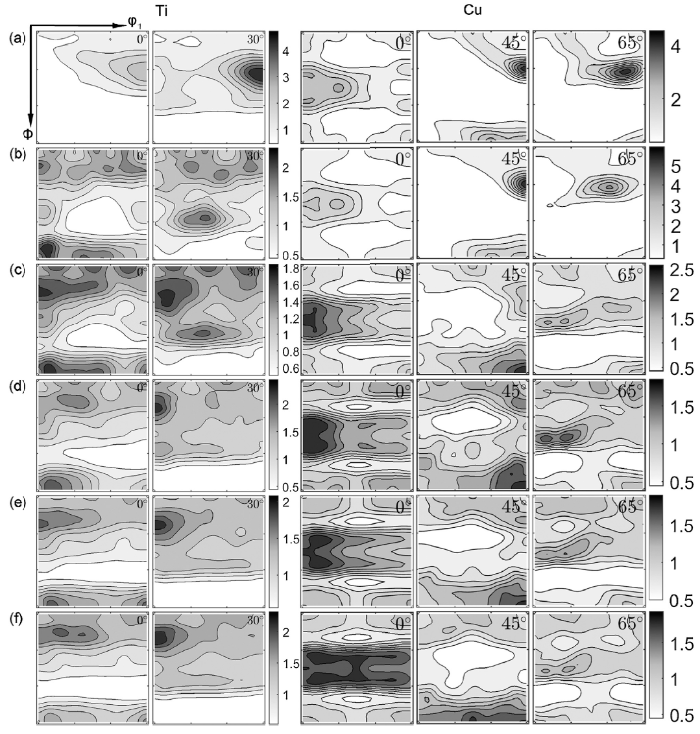
Fig. 6 shows the texture evolution of both Ti and Cu phases in the composites after different ARB cycles. Fig. 6(a) represents the ODFs of the annealed pure metals. In the annealed Ti, the texture is characterized by a high density in ODF around a position with φ1 = 90°, Φ = 32°, φ2 = 30°, i.e. close to the {10 $\bar{1}$ 3}<30 $\bar{3}$ 2> orientation (located at basal poles tilted ±30-40° away from ND towards RD). Cu exhibits a strong Copper orientation and weak brass-type textures that contains Brass orientation ({011}<112 > ) and Goss orientation ({011}<100 > ). The measured textures of both Ti and Cu are in good agreement with that obtained by EBSD analysis. After the first ARB cycle, dominant texture components in Ti are {11 $\bar{2}$ 5}<10$\bar{1}$0> located at the position of φ1 = 0°, Φ = 32°, φ2 = 0°, as well as an abnormal {11$\bar{2}$0} fiber texture (φ1 = 0-90°, Φ = 90°, φ2 = 0°) with the maximum intensity at φ1 = 0° and φ1 = 45°. The {11$\bar{2}$5}<10$\bar{1}$0> orientation is the dominant texture found in the cold rolled pure Ti, as seen in Fig. S2, Supplementary material. The orientations located along the {11$\bar{2}$0} fiber texture are with (0002) basal plane spreading along TD, i.e., one {11$\bar{2}$0} plane parallel to the RD-TD plane and one <0001> direction parallel to TD, respectively. After the second ARB cycle, the {11$\bar{2}$5}<10$\bar{1}$0> texture and the {11$\bar{2}$0} fiber remain whereas the orientation located at the {11$\bar{2}$0} fiber with φ1 = 90° starts to increase. Besides, a strong {10$\bar{1}$3}<11$\bar{2}$0> orientation at the position of φ1 = 0°, Φ = 32° and φ2 = 30° appears. This texture belongs to a typical recrystallization texture in Ti and Zr [26]. In the later ARB cycles, {11$\bar{2}$5}<10$\bar{1}$0>, {10$\bar{1}$3}<11$\bar{2}$0> orientations as well as the {11$\bar{2}$0} fiber remain to be the dominant textures, whereas the stronger orientations along the fiber are located at φ1 = 0° and φ1 = 90°, representing {11$\bar{2}$0}<10$\bar{1}$0> and {11$\bar{2}$0}<0001> orientations, respectively. It is noticeable that the dominant fiber texture in Ti layers is never reported in other lamellar-structured composites with hcp constituents, such as Zr/Nb under ARB processing [6]. The textures are also distinctly different from the typical rolling textures of pure Ti.
Fig. 6. ODF sections with constant φ2 in Ti (on the left) and Cu (on the right) processed after different ARB cycles: (a) prior to ARB processing, (b) after the first cycle, (c) after the second cycle, (d) after the third cycle, (e) after the fourth cycle, (f) after the fifth cycle.
The ODF sections of Cu layers in the Ti/Cu composites show that, after the 1 st ARB cycle Copper orientation and brass-type textures are the dominant textures. Moreover, the intensity of the Copper orientation is higher than that of the brass-type textures. After the 2nd ARB cycle, the brass-type textures become to dominate over other orientations, which is also different from that expected for rolled fcc metals with medium or high stacking fault energies [34]. For a cold rolled pure Cu, the Copper orientation, instead of the brass-type textures, is the dominant texture (Fig. S2, Supplementary material). Interestingly, we found that the textures in Cu layers are consistent with the rolling textures in the Cu phase of a eutectic Cu/Ag nanocomposite [35]. During the whole ARB process, the Cube orientation ({001}<100 > ) develops, which can be attributed to the intermediate annealing between the ARB cycles and the roll bonding performed at 200 °C. In summary, the measured texture components in the both constituent metals of the Ti/Cu composites are different from the rolling textures frequently found in their single-phase counterparts.
The presence of the abnormal {11$\bar{2}$0} fiber in Ti layers has also been observed in ZK60 magnesium alloy under multi-pass warm rolling [36], electroplastically rolled AZ31 magnesium alloy [37] and dynamically deformed high-purity Ti [38]. The texture state of (0002) basal plane spreading completely along TD was attributed to the different ratios of the critical resolved shear stress for the non-basal slip systems and the basal slip systems, i.e., an enhanced prismatic < a> activity and a suppressed basal < a> activity, by either experiments or numerical modeling. However, the mechanisms of the texture evolution in Ti layers of the current Ti/Cu composites are beyond the scope of this paper, and will be reported elsewhere. As commonly pointed out that lamellar microstructures are a necessary precursor for the activation of shear bands [10,11,39]. Shear banding then plays an important part in the inhomogeneous orientation distribution of the constituent metals or phases by lattice reorientation. Our SEM observations (Fig. 2) show that a large number of trans-layer shear bands appear in the multilayered Ti/Cu composites since the second ARB cycle. Therefore, the abnormal Goss and Brass orientations presented in the Cu phase are related to the extensive formation of shear bands that cut through several heterophase interfaces, which has also been captured by incorporating the non-crystallographic shear banding into the crystal plasticity modeling for fcc metals [23,40].
The orientations developed during ARB processing will affect the mechanical properties of the composites, as the activation of slip and twining systems is closely related to the orientation of one crystal prior to deformation. As no deformation twinning is identified in Ti layers of the ARB processed composites, we only calculate the Schmid factor m of the slip systems for different Ti crystals under uniaxial tension along RD. It should be mentioned that as the critical resolved shear stress for the pyramidal systems is much larger than that for the prismatic and basal systems [41], the Schmid factor of pyramidal slip is not considered during plastic deformation. As shown in Table 3, for the both {11$\bar{2}$5}<10$\bar{1}$0> (0°, 32°, 0°) and {10$\bar{1}$3}<11$\bar{2}$0> (0°, 32°, 30°) orientations, m is 0.43 and 0 for prismatic < a> and basal < a> slip systems, respectively. This indicates that the both orientations favor dislocation slip in the prismatic < a> system. As for the orientations located along the {11$\bar{2}$0} fiber, the {11$\bar{2}$0}<10$\bar{1}$0> orientation (0°, 90°, 0°) shows a Schmid factor of 0.43 for prismatic < a> system and slip on the basal < a> system cannot occur. For the (45°, 90°, 0°) orientation, m is 0.22 for prismatic < a> and 0.43 for basal < a> systems, respectively. Therefore, these two orientations are favorable for the activation of either prismatic < a> or basal < a> slip systems. For the {11$\bar{2}$0}<0001> orientation (90°, 90°, 0°), a Schmid factor of zero is obtained for the both prismatic < a> and basal < a> slip systems. Considering that prismatic < a> slip is the most readily activated slip system in Ti [42], some orientations located on the {11$\bar{2}$0} fiber could maintain the ductility of the Ti/Cu composites owing to their large Schmid factors.
Table 3 The maximum Schmid factors of the Prismatic < a> slip and Basal < a> slip systems for Ti under uniaxial tension.
| Orientation | m | |
|---|---|---|
| Prismatic < a> | Basal < a> | |
| (0°, 32°, 0°) | 0.43 | 0 |
| (0°, 32°, 30°) | 0.43 | 0 |
| (0°, 90°, 0°) | 0.43 | 0 |
| (45°, 90°, 0°) | 0.22 | 0.43 |
| (90°, 90°, 0°) | 0 | 0 |
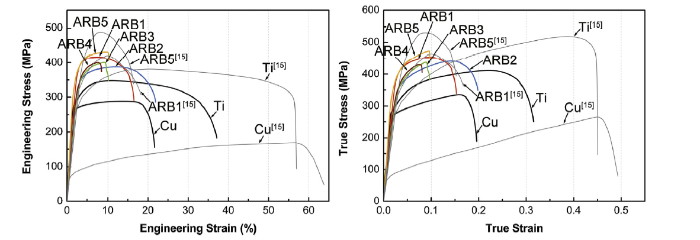
Fig. 7 shows the engineering stress-strain curves and the true stress-strain curves of the Ti/Cu composites processed after different ARB cycles. The stress-strain curves of the starting annealed Cu and Ti sheets as well as the Ti/Cu composites reported in Ref. [15] are also presented for comparison. As can be seen, through the whole ARB process the ultimate tensile stress of the composites is always higher than that of the annealed pure metals. After the first ARB cycle, the ultimate tensile stress reaches 416 MPa. Then, the strength of composites drops to 388 MPa after the 2nd ARB cycle. Afterwards it increases with increasing ARB cycles and exhibits a tensile strength of 430 MPa after the 5th ARB cycle, which is 1.2 times higher than that of the starting annealed Ti ($\widetilde{3}$48 MPa). A reduction in the strength has also been observed in other multilayered composite systems, such as Al/Sn [43] and Mg/Al [44]. Usually, during the ARB processing, two strengthening mechanisms contribute to the strength of the composite, i.e., strain hardening and grain refinement [22]. In the current Ti/Cu multilayered structure, due to the remarkable difference in flow properties and the higher hardness ratio between Ti and Cu, an additional strengthening mechanism which is the load transferred between the hard and the soft metal can be responsible for the strength of the composite, just as mentioned in the Al/Sn multilayers [43]. As extensively reported that in the co-deformation process, the hard layer plays a key role and endures stronger load, when the initial thickness of the continent metals are same [45]. After the first ARB cycle, Ti layers in the Ti/Cu composite are uniformly continuous, and thus the ultimate tensile stress of this composite is higher. As the layer thickness reduces with increasing ARB cycles, Ti layers start to neck, fracture and become discontinuously distributed in the Cu matrix. Accordingly, after the second ARB cycle, Ti layers cannot support the load and Cu layers become more crucial. At the same time, due to the significant recrystallization of Cu after 2-4 ARB cycles (seen from the micro-hardness evolution during ARB), Cu layers lose their resistance against deformation and thus the tensile strength of the composites is lower than that after only one ARB cycle. However, due to the strain hardening and grain refinement the strength increases gradually during this process, and finally reaches the peak value after the 5th ARB cycle. Besides, compared to the strength of Cu/Ti multilayers reported in Ref. [15], the tensile strength of Ti/Cu composites in this study is roughly equivalent to that of the literature. One may note that the strength of the composite processed by five ARB cycles is lower than that in the literature. This is attributed to the fact that the ARB process in the literature is performed at room temperature, which weakens the dynamic recovery or recrystallization and exacerbates the strain hardening.
Fig. 7. Tensile stress-strain curves for the Ti/Cu composites processed by different ARB cycles: (a) engineering stress-strain curves, (b) true stress-strain curves.
The variation of uniform elongation and total elongation with the ARB cycles shows that the ductility of the composites is not deteriorated rapidly as the roll bonding proceeds. At the preliminary cycles, the reduced ductility of Ti layers plays an important role and then a decrease in the elongation of the composites is pronounced. However, at the 2nd ARB cycle, the increased ductility in Cu layers affects elongation of the composites in an opposite way. After that, the strain hardening and the grain refinement become to be the dominant mechanism, and the elongation approximately remains constant after the third ARB cycle.
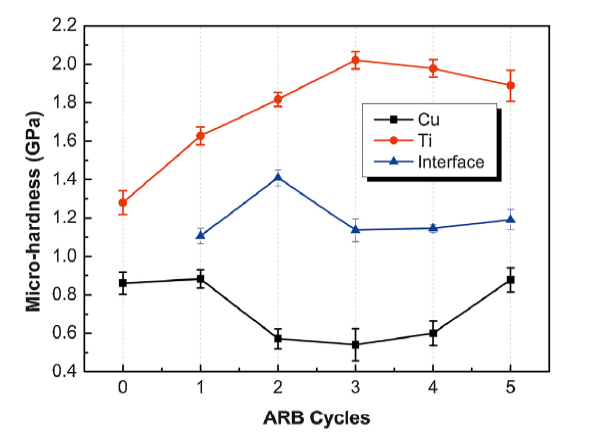
Fig. 8 shows the micro-hardness variation of individual layers and heterophase interface regions at the middle thickness of the composite sheets processed after various ARB cycles. It is apparent that Ti layers show a higher hardness than Cu during ARB, and the interface region exhibits values standing between the hardnesses of Ti and Cu. For the 1-3 cycles, the hardness in Ti increases with increasing ARB numbers. Strain hardening that is related to the enhanced dislocation density is responsible for the increasing hardness of Ti layers. For the composites after the fourth ARB cycle, however, dynamic recrystallization can be facilitated by the significant strain accumulation resulting from the microstructure with ultrafine grains and shear bands. This leads to a decrease of hardness in Ti. As for Cu layers, after the 2nd ARB cycle the hardness decreases as recrystallization has occurred completely during roll bonding and/or the intermediate annealing. This is similar to that of Mg layers observed in a Mg/Al composite [44]. With further elevated ARB numbers, the hardness in Cu starts to increase. Interaction between the neighboring layers is also responsible for the reduction of hardness in Ti but the increased hardness in Cu.
Fig. 8. Variation in the micro-hardness of individual layers and Ti/Cu interface regions processed by different ARB cycles.
In this work, the tensile strength of the Ti/Cu composites increases with increasing ARB cycles whilst the ductility is not sacrificed significantly. The elongation of the composites under uniaxial tension is comparable to that of the Ti/Ti and Cu/Cu stacks processed by the same ARB cycles [46,47]. Strain hardening, grain refinement and load transfer between the constituent metals are the dominant strengthening mechanisms. The refined microstructure as well as dynamic recovery/recrystallization in each individual metal is also responsible for the ductility of the composites. Moreover, even though nano-scaled intermetallic compounds and amorphization are formed at the heterophase interfaces, no delamination is found in the composites, i.e., a good bonding between the constituent metals is maintained. At last, the abnormal {11$\bar{2}$0}<10$\bar{1}$0> orientation formed in Ti layers with a high Schmid factor for the prismatic < a> slip system is favorable for improving the ductility of the composites during further plastic deformation.
In this work, bulk multilayered Ti/Cu composites that belong to a reaction system composed of hcp and fcc metals have been fabricated via accumulative roll bonding. Some interesting characteristics with respect to both microstructure evolution at the heterophase interfaces and texture development after different ARB cycles are found, and the mechanical properties of the composites are evaluated accordingly. The conclusions can be drawn as follows:
(1) During co-deformation of the constituent metals, the hard Ti layers neck preferentially due to the different flow properties between Ti and Cu, and then fragment with the development of shear bands. The microstructure in the Ti/Cu composite processed after five ARB cycles shows diamond-shaped Ti fragments distributed in curved but continuous Cu matrix. The significantly reduced grain size in Ti layers is determined by the competition between grain growth caused by dynamic recrystallization and grain refinement under severe plastic deformation. For Cu layers, due to the complete recrystallization, the much larger grains with the diameter of a few microns are seen, while the significantly refined grains can be found in the shear banded region.
(2) Amorphization with a width of a few nanometers is observed at the heterophase interfaces when the composite is processed after one ARB cycle. The amorphization occurs as the concentration of the Cu atoms exceeds a critical value resulting from the interdiffusion of Cu atoms into Ti by bulk mechanical alloying. With increasing ARB cycles, the width of amorphous region increases and intermetallic compounds CuTi also appear at the interfaces. The compounds identified in the composite after the fifth ARB cycle may emerge from the amorphous region when the composites is under roll bounding or intermittent annealing, as the lattice defects at the heterophase interfaces provide a driving force for the formation of the compounds. Even though nano-scaled intermetallic compounds and amorphization are formed at the heterophase interfaces, a good bonding between the constituent metals is maintained.
(3) Textures in the both constituent metals of the composites deviate from that observed in their single-phase counterparts when rolled separately. The Ti layers exhibit the {10$\bar{1}$3}< 11$\bar{2}$0 >, {11$\bar{2}$5}< 10$\bar{1}$0 > and {11$\bar{2}$0} fiber orientations. The formation of the abnormal {11$\bar{2}$0} fiber texture may be attributed to the enhanced non-basal slip, and some orientations along the {11$\bar{2}$0} fiber promote homogeneous deformation of the composite due to their large Schimid factors on the prismatic < a> slip system. In Cu layers, a significant development of the Goss and Brass orientations is observed, resulting from the extensively activated trans-layer shear bands.
(4) With increasing ARB cycles, the tensile strength of the composites increases whilst the ductility is not sacrificed substantially. The exceptional mechanical properties are attributed to the significantly refined grain size in individual metals, the good bonding between the constituent metals, as well as the development of an abnormal {11$\bar{2}$0} fiber texture in Ti layers.
This work was financially supported by the National Natural Science Foundation of China (No. 51571057) and the Fundamental Research Funds for the Central Universities (No. N170204012). The authors thank Mr. Y.J. Liu at Northeastern University for assistance with the nanobeam diffraction.
Supplementary material related to this article can be found, inthe online version, at doi:https://doi.org/10.1016/j.jmst.2018.12.018
The authors have declared that no competing interests exist.

 WeChat
WeChat
/
| 〈 |
|
〉 |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}