

1. Introduction
Residual compressive stresses are commonly introduced to improve the fatigue performance of mechanical components. However, residual stress relaxation may take place when these components are subjected to mechanical loading and elevated temperatures [[1], [2], [3]]. Such relaxation could affect the mechanical properties and fatigue performances of the components [4]. Therefore, it is important to understand the behavior and pattern of stress relaxation under the presence of the thermal source. Increased stress relaxation was observed with the increase in temperature and period of thermal exposure in many experimental investigations [[5], [6], [7], [8]]. The stress relaxation caused by thermal exposure could be explained by recovery of dislocations, which reduces the misfit in plastic strain between the bulk and plastic deformed layer [9].
At early stages of thermal exposure, thermal relaxation occurs due to rapid annihilation or reorganisation of defects by short-range diffusion [10]. Nalla et al. [11] reported significant thermal relaxation process that around 50 % reduction of residual stress in Ti-6Al-4 V was observed after 45 min of thermal exposure. Abhishek et al. [12] observed varying degree of relaxation in Inconel 718 (about 15-30 %, depending on the surface treatments) just after 5-10 min exposure at 550 °C. Regardless of the significant relaxation during the initial period, some studies have reported the observations of stability in stress relaxation with slight changes over a long period of time [13,14]. However, the relaxation rate was observed to vary with the amount of cold work involved [7,15]. Higher amount of cold work was associated with more significant stress relaxation. Surface treatment such as shot peening with a high level of cold work was linked to greater stress relaxation when compared to surface treatment with lower value of cold work such as laser peening or gravitational peening. The high level of cold work signifies the presence of greater defect density which increases the propensity of thermal stress relaxation [16].
Masmoudi and Castex [17] observed that stress relaxation in Inconel 100 varied from 50 % to almost 100 % depending on the temperature of exposure. It was also shown that all the changes in the residual stress occur within the first 10 h of thermal exposure. Buchanan [18] investigated different dynamics of surface residual stress and subsurface residual stress relaxation. The surface residual stress relaxed quickly in the first hour, and remained stable after further exposure, while the subsurface continued to relax slowly with increased exposure time.
Where
$ A=Be(- \frac{ΔH_{ A } }{ kT}) $
where σ0RS and σRS are residual stresses before and after thermal exposure, A, B, m are fitting parameters, t is the duration of exposure, T is the temperature of exposure, k is Boltzmann’s constant and ΔHA is the activation energy.
Nikitin and Besel [19] attempted to explain the higher stability of work hardening at high temperature when compared with residual stress by using the ZWA method. It is found that the activation energy for stress relaxation is lower than the one of work hardening relaxation. The lower activation energy reflects the higher thermal stability of work hardening when compared with residual stress. They also suggested that the favorable mechanism for stress relaxation is controlled by the thermally activated gliding of dislocations. In another study by Foss et al. [16] on the relaxation of shot peened nickel-based superalloy, residual stress and work hardening relaxation were both observed.
The research on subsurface residual stress relaxation is fairly limited, it is generally noticed that the dynamics of subsurface stress relaxation are much slower and more stable when compared to the surface residual stress relaxation [21]. Such observation could be attributed to the difference in the magnitude of work hardening obtained after surface treatment. The treated surface normally possesses the highest magnitude of work hardening with decreasing gradient onto the subsurface and eventually to the bulk of the material. The stress relaxation model based on ZWA function were also observed to describe the stress relaxation behavior accurately at 400 °C and 250 °C. This study presents an investigation of stress relaxation on the surface and subsurface layer at different temperatures and exposure durations. Residual stress was pre-introduced via shot peening and laser peening methods. A modified ZWA function has been proposed to predict the stress relaxation behaviour of the shot peened and laser peened specimens with various percent cold works.
2. Materials and methods
2.1. Sample preparation
Flat bars of Inconel 718 produced via vacuum induction melting were used. Table 1 lists the chemical composition determined via X-ray fluorescence method. The material was solution annealed at 954 °C for 2 h, and undergone precipitation heat treatment at 718 °C for 8 h. Finally, the samples were cooled in furnace to 621 °C and air cooled for 8 h.
Table 1 Chemical composition of Inconel 718 (wt.%).
| C | Mn | Fe | S | Si | Cu | Ni | Cr |
|---|---|---|---|---|---|---|---|
| 0.03 | 0.05 | 18.35 | 0.001 | 0.06 | 0.03 | 53.46 | 18.46 |
| Al | Ti | Co | Mo | Ta | B | Nb | P |
| 0.51 | 0.98 | 0.13 | 3.03 | 0.003 | 0.004 | 5.33 | 0.007 |
2.2. Shot peening
Shot peening involves impacting the workpiece with shots of small and hard materials at high velocity to introduce compressive residual stress by plastic deformation [22,23]. In this study, cast steel shots of 0.6 mm diameter at a flow rate 3 kg/min were used, resulting in Almen intensity of 0.2 mmA.
2.3. Laser peening
Laser peening produces compressive residual stress with considerable depth through the shockwave generated by the high energy laser plasma. Laser shock peening was performed on as-prepared samples for investigations of mechanical and thermal stress relaxation. Nd:YAG laser with wavelength of 1064 nm, 2 mm beam spot size at 5 Hz frequency giving 5 J energy was utilized.
2.4. Thermal exposure
The specimens were cut into 2 cm × 2 cm square and placed into furnace (Elite Thermal Systems BRF14/5-2416) at various temperatures. The selection of temperatures was based on the application of typical nickel based superalloy [24] and expected recovery temperature suggested by Khadhraoui et al. at 393 °C [20]. Madariaga [25] in his thermal annealing study also observed minimal (less than 10 %) stress relaxation at 400 °C. Therefore, temperatures of 250 °C, 400 °C and 600 °C were chosen for this experimentation. Table 2 provides the experimental test matrix of the thermal relaxation study. The furnace was pre-heated to respective temperature before the specimens were put into it. Upon the completion of thermal exposure, the specimens were removed from the furnace and allowed to cool to room temperature.
Table 2 Exposure temperature and duration of thermal exposure.
| Exposure temperature (°C) | Thermal exposure duration (h) |
|---|---|
| 250 | 1, 10, 20 |
| 400 | 1, 5, 10 |
| 600 | 1, 10 |
2.5. Residual stress measurement using XRD
Residual stress measurements were carried out using the X-Ray diffraction (XRD) method in full compliance to BS EN15305:2008. The measurements were carried out using Stresstech Xstress 3000 G3 X-ray Stress Analyser by employing Mn X-ray tube with Kα-radiation at 30 kV voltage and 6.6 mA current. sin2ψ method was adopted on {311} planes for the residual stress measurements as it is more representative of the bulk elastic constant and less sensitive to intergranular strain when compared to other planes [26,27]. Also, comparing with other planes, high 2θ angle has greater sensitivity for peak broadening with influencing factor and provides a good option for full width half-max (FWHM) analysis. The angle ψ was varied between -38 ̊ and +38 ̊ in 13 oscillations and cross correlation method was used to determine the 2θ peak shift. The residual stress depth profiles were obtained by removing the surface layers via electrochemical polishing technique. The error bars were determined based on ISO/IEC Guide 98-3:2008, which accounts for the uncertainty in test procedure such as instrument alignment, operator bias and materials specification.
2.6. Cold work measurement and conversion to cold work percentage
FWHM and grain orientation spread (GOS) are studied to assess the level of work hardening. FWHM values were obtained concurrently with the XRD stress measurement and the error bars were determined via the same uncertainty of measurement method as mentioned in Section 2.5. However, FWHM and GOS could only indicate the relative magnitude of work hardening in the material using two distinctive and incomparable measurements units. Misinterpretation could arise from such use of relative quantification when comparison is made across different equipment and facilities. Therefore, to minimize the possibility of misinterpretation, the obtained FWHM values were converted to cold work percentage in this study.
As demonstrated by Klotz et. al. [28] and Prevey [29], the true plastic strain of the material could be deduced from the peak broadening value. The conversion from peak broadening to the true plastic strain normally involves the measurement on material with known cold work percentage. Otherwise, the true plastic strain could be calculated using the change in dimensions of the specimens from uniaxial tensile test at different strain levels. Then, the plastic strains could be correlated to FWHM using the equation,
where εp is the plastic strain of the specimen and H, I, J, K are the fitting parameters.
Table 3 lists the parameters obtained by Klotz et al. [28] for Inconel 718. The values were adopted in this study as similar materials and measurement parameters were used in this study. The values obtained were used to determine the cold work percentage across the depth of the laser peened and shot peened specimens.
Table 3 FWHM fitting parameters for Inconel 718 treated according to AMS 5663.
| H | I | J | K |
|---|---|---|---|
| 0.9622 | 0.4808 | 0.0410 | 2.65 |
3. Results
3.1. Residual stress profiles
A maximum compressive residual stress of 1000 MPa was detected in shot peened specimen at a depth of 70 μm approximately, whereas the maximum compressive residual stress in laser peened specimen was 800 MPa, as shown in Fig. 1. Laser peened and shot peened specimens possessed surface residual stress of -800 MPa and-700 MPa respectively. However, laser peened specimen possessed high magnitude of compressive residual stresses within a narrow range of 700 MPa to 800 MPa that are within experimental scatter even up to a depth of 600 μm. Upon the depth of maximum compressive residual stress at 100 μm depth, the compressive residual stress of shot peened specimen decreased steeply to 200 MPa at 200 μm depth.
Fig. 1.

Fig. 1.
Residual stress profiles of shot peened and laser peened specimens.
Under thermal exposure, shot peened specimens consistently exhibit higher stress relaxation than laser peened specimens. The relaxation was most obvious on the free surface for both shot peened and laser peened specimens where highest amount of work hardening was observed. At 600 °C, almost 45 % of the compressive residual stress on the surface of shot peened specimen relaxed after 1 h of thermal exposure, referring to Fig. 2. Significant stress relaxation was still observed after extended exposure up to 10 h at 600 °C. The maximum compressive residual stress of shot peened specimen was also reduced from around -1000 MPa to-700 MPa after 10 h of exposure at 600 °C. A shift in the depth of the maximum compressive residual stress from 80 μm to 100 μm was observed due to uneven stress relaxation. For laser peened specimen, only 10 % and 20 % of stress relaxation was observed on the surface after 1 h and 10 h of exposure at 600 °C respectively. The subsurface residual stress (<0 μm depth) only experienced minimal stress relaxation.
Fig. 2.

Fig. 2.
Stress profiles of shot peened and laser peened specimens at 600 °C.
At lower temperature of 400 °C and 250 °C, the magnitude of relaxation of shot peened specimen was lesser than that of 600 °C even for longer period of exposure such as 10 h or 20 h, see Fig. 3. The maximum compressive residual stress was still retained at -1000 MPa after 10 h exposure at 250 °C. The maximum compressive residual stress was reduced to -900 MPa (∼10 %) after further exposure of 20 h at 250 °C. Compressive residual stress on the surface of shot peened specimen was relaxed by 10 % and 20 % after 10 h and 20 h exposure at 250 °C respectively. For laser peened specimen, only noticeable stress relaxation of 20 % was observed at 400 °C.
Fig. 3.

Fig. 3.
Stress profiles of shot peened and laser peened specimens at 400 °C and 250 °C.
3.2. Work hardening profiles and variation
As shown in Fig. 4, FWHM profiles shows that shot peened specimen has a higher value on the surface at 5.5° when compared to laser peening at around 4.5°, referring to. The FWHM value of shot peened specimen reduced steeply to 3° at approximately 200 μm whereas that of laser peened specimen remained at 3.5° beyond 500 μm. Grain orientation spread (GOS) maps obtained by electron backscattered diffraction (EBSD) with a dimension of 400 μm × 100 μm also illustrate the magnitude of work hardening in shot peened and laser peened specimens, see Fig. 5. From the GOS maps, it could also be observed that shot peened specimen possessed a higher magnitude of work hardening from the surface to approximately 50 μm depth when compared to laser peened specimen. It is also noticeable that the grain size of shot peened specimen (∼5 μm) is slightly smaller than the laser peened specimen (∼7 μm). However, the variation of the grain size could be attributed to the slight inhomogeneity in microstructure of two different specimens rather than the effect of grain refinement due to the introduction of work hardening. The observation of grain refinement is negligible as observed from the consistent grain size in both shot peened and laser peened specimen up to the depth of ∼400 μm which the effect of work hardening has already subsided. Despite the slight variation in grain size, the focus of this study on the investigation and modelling of thermal stress relaxation is not affected.
Fig. 4.

Fig. 4.
FWHM graph of shot peened and laser peened specimens.
Fig. 5.

Fig. 5.
GOS maps of shot peened and laser peened specimens.
For shot peened specimen, FWHM was reduced at all temperatures except at 250 °C. For laser peened specimen, only significant FWHM reduction was observed at 600 °C. The decrease of FWHM was most obvious on the surface for both shot peened and laser peened specimen. The bar chart in Fig. 6 depicts the variation of FWHM values for various thermal exposures. The surface FWHM of shot peened specimen was reduced from 5.8° to 4.8° and 4.6° after 1 h and 10 h of exposure at 600 °C respectively. FWHM of laser peened specimen was relatively stable when compared to shot peened specimen.
Fig. 6.

Fig. 6.
Surface FWHM at various temperature and duration of exposure, (a) shot peening, (b) laser peening.
4. Discussion
4.1. Cold work quantification and level of work hardening
Based on the FWHM and GOS graphs (Fig. 4, Fig. 5), it is expected to perceive that the magnitude of work hardening in laser peened specimen at depth >100 μm is much greater than shot peened specimen to a significant extent. The GOS graph is only able to illustrate the magnitude of work hardening qualitatively. When the FWHM values are converted to cold work percentage, the cold work percentage beyond 100 μm in laser peened specimen is approximately 5% and extends to 600 μm depth. The difference of 0.5° in FWHM between shot peened and laser peened specimens beyond 100 μm depth does not manifest to great difference in terms of cold work percentage, which is indicated in Fig. 7. However, on the surface of shot peened and laser peened specimens, a difference of 0.5° in FWHM resulted in 25 % difference in cold work percentage. This observation could be explained by the non-linear relationship between the conversion of FWHM to cold work percentage [28,30]. In the context of stress relaxation, such magnitude of cold work (∼5%) is relatively insignificant when compared to difference of ∼25 % cold work percentage between the surface of shot peened and laser peened specimen.
Fig. 7.

Fig. 7.
Conversion of cold work percentage from FWHM.
FWHM is a more established method to assess cold work when compared to GOS. The factors that could affect the FWHM values includes instrumental broadening, interaction between crystallite size, strain in the material etc. The effect of these factors on FWHM was correlated to cold work percentage to a certain extent [28,29]. The conversion from FWHM to cold work percentage provided a fairer comparison but it is best to obtain the fitting parameters from the same set of material and equipment. To the best of author’s knowledge, a methodology to correlate and quantify the relationship between GOS and cold work percentage is yet to be developed. Despite the fact that GOS could provide information and illustration of the strain experienced by each grain, there are many variables in this method of analysis that could be varied and result in inconsistent conversion to cold work percentage. Examples of the sources of variance includes hardware (type of detector, detector distance, SEM setting), software (scan step size and bin size, analysis software) and human or operator error (polishing methods, surface finishing of the surface).
4.2. Stress relaxation
A significant shift in the depth of the maximum compressive residual stress was observed in shot peened specimen, see Fig. 2. This is due to the uneven stress relaxation across depth due to the variation in work hardening. The steep gradient (0.45 % cold work/μm) of work hardening in shot peened specimen causes a great difference in the stress relaxation between the highly work hardened layer (50 % cold work) and less work hardened layer (5% cold work). This difference in the stress relaxation results in the shifting of maximum compressive residual stress from 60 μm to 100 μm in shot peened specimen at 600 °C, as presented in Fig. 2. The shifting of maximum compressive residual stress was not noticeable in laser peened specimen due to the relatively mild gradient (0.15 % cold work/μm) of work hardening.
4.3. Work hardening and stress relaxation correlation
It was postulated that the magnitude of stress relaxation is proportional to the magnitude of work hardening [14,21,30]. In this study, it was observed that the magnitude of stress relaxation corresponds linearly to the magnitude of work hardening. All the fitted lines describing the relationship between residual stress and cold work percentage possessed R2 value greater than 0.85. The fitted lines in Fig. 8, Fig. 9 are plotted based on the residual stress retained at various cold work percentage under different temperature and duration of thermal exposure. The stress relaxation dependency on work hardening increases with the increase of temperature as observed from the greater steepness of the gradient (from 0.0026 at 250 °C to 0.0083 at 600 °C), see Fig. 8. On the other hand, an increase in the duration of exposure shifts the slope further below with similar gradient, see Fig. 9.
Fig. 8.
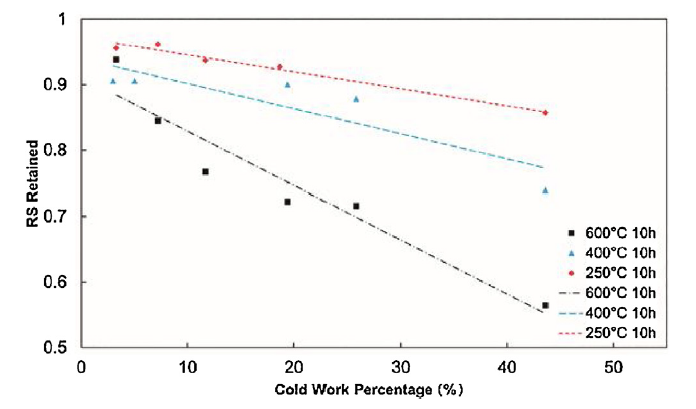
Fig. 8.
Correlation between residual stress retained and cold work percentage at various temperature for shot peened specimens.
Fig. 9.

Fig. 9.
Correlation between residual stress retained and cold work percentage at various temperature and duration of exposure for shot peened specimens.
The wide range of cold work percentage of shot peened specimen allows a better representation of the stress relaxation behavior as a function of cold work percentage. The similar fitting was attempted on laser peened specimen but poor fitting was obtained. As observed from Fig. 2, Fig. 3, the stress relaxation experienced by laser peened specimen is small compare with that of the shot peened specimen. The minimal stress relaxation resulted in the scattering of data points for proper curve fitting. The minimal stress relaxation combined with smaller range of cold work percentage is suggested to result in the poor correlation.
4.4. Modelling of stress relaxation using modified Zener-Wert-Avrami function
To the author’s knowledge, such linear correlation (see Fig. 8, Fig. 9), has not been observed from previous research. Previous research mostly highlighted the observation of increased stress relaxation with an increase in cold work without further quantification. Therefore, the stress relaxation model incorporating the observed linear correlation with cold work percentage is presented in this section.
In order to provide a description of the thermal residual stress relaxation, a stress relaxation model based on the ZWA function is proposed. A coefficient, C describing the stress relaxation dependency on cold work is introduced in the original equation, Eq. (1). Many researchers have used the ZWA method for the determination of the activation enthalpy, ΔHA to describe the propensity of stress relaxation under the presence of cold work [9,[31], [32], [33]]. The determination of a lower activation enthalpy signifies a greater propensity for stress relaxation. Nonetheless, there is no specific term in Eq. (1) that describes the effect of cold work on stress relaxation. Hence, Eq. (1) is modified to account for the dependency of stress relaxation on cold work as follows,
$ A=Be(- \frac{ΔH_{ A } }{ kT}) $
where σ0RS and σRS are residual stress before and after thermal exposure, A, B, C, α, m are fitting parameters, W is the cold work percentage, t is the thermal exposure time, T is the temperature of exposure and ΔHA is the activation energy, k is the Boltzmann’s constant.
Here, the term e-(At)m describes the residual stress relaxation without the presence of cold work. The self diffusion enthalpy of Ni (2.88 eV) is used for ΔHA where the main micro-structural process responsible for the thermal stress relaxation is achieved by diffusion-controlled mechanism [32,34]. The recovery temperature is assumed to be at 400 °C as postulated by Khadhraoui et al. [20].
Then, from Eq. (1), a graph of log ln (σRS/ σ0RS) versus log t at a given temperature T gives a straight line with slope m and intercept mlogA. The values of m at different depth associated with different value of cold work were determined at 400 °C, see Fig. 10. The value of B associated with 0% cold work could also be obtained by the same extrapolation from the intercept which is equivalent to mlogA.
Fig. 10.

Fig. 10.
Influence of cold work and exposure time on the thermal relaxation of shot peened IN718 specimen.
Eq. (4) illustrates how the effect of cold work is being incorporated into the stress relaxation behaviour. The linear dependency of stress relaxation on cold work percentage at different temperature could be described by the gradient α, see Fig. 8, Fig. 9. The value of α at various temperature could be derived from the plot of gradient of stress relaxation against the temperature. The boundary condition for α is defined by the melting temperature of IN718, 1600 K where immediate stress relaxation is assumed. The threshold temperature for the stress relaxation dependency on cold work to take place is determined to be at 393 K where the value of the gradient of stress relaxation, α = 0. It is to be noted that when cold work is absent in the material, i.e. W = 0, the term (1-αW) gives a value of 1 rendering the stress relaxation to be governed only by the term e-(At)m. The parameter α in (1-αW) is normalized to ensure that the term Ce-(At)m would produce a value between 0-1 for a valid description of the residual stress retained, $\frac{{{\sigma }^{\text{RS}}}}{\sigma _{0}^{\text{RS}}}$.
The proposed model illustrates the stress relaxation of shot peened and laser peened specimens accurately to a certain extent. The experimental measurement of residual stress of shot peened and laser peened specimens at 400 °C and 250 °C show good agreement with the proposed model as shown in Fig. 11(a and b). However, the model overestimates the relaxation by 200 MPa for the maximum compressive residual stress at 10 h of 600 °C exposure for shot peened specimen and 300 MPa for laser peened specimen, see Fig. 11 (c). This suggests that the model is not able to reflect the stress relaxation at high temperature represented by the assumed diffusion dominated mechanism only. At higher temperature, the dependency of relaxation behaviour could be dominated by thermal activated dislocation motion as observed by the significant reduction in FWHM at 600 °C due to the reduction of dislocation density, see Fig. 6. Such thermal activated dislocations motion with a different kinetics is not represented by the proposed model. Further experiments could be conducted at various time scale to verify the reliability of the model at higher temperature. The discrepancy between the experimental data and the model could also arise from the extrapolation of the parameters from the term e-(At)m. In order to improve the reliability and accuracy of the model, it is recommendable to obtain the parameters by conducting stress relaxation experiment on specimens without cold work. However, such case might not be practical and theoretically impossible given that significant residual stress is often introduced with considerable amount of cold work.
Fig. 11.

Fig. 11.
Comparison between experimental and modelled profile of residual stress for shot peened and laser peened specimen at (a) 250 °C, (b) 400 °C, (c) 600 °C.
In this experimental investigation, the activation enthalpy is defined as the self diffusion enthalpy of Ni. In order to improve the reliability of the model, the activation enthalpy for the specific material should be determined experimentally. As Eq. (3) illustrates, the value of residual stress retained is very much dependent on the activation enthalpy. The possible case of other stress relaxation mechanisms such as thermal activation of dislocations combined with diffusion creep should be considered.
The model also poses some limitations such as the inability to account for the transformation from compressive residual stress to tensile residual stress. The current ZWA model can only provide the residual stresses retained of the same sign which does not consider the possibility for the compressive residual stress to transform into tensile residual stress during the process of relaxation. During stress relaxation, especially at region under the surface, compressive residual stress with smaller magnitude could transform into tensile residual stress to attain equilibrium within the material. Nonetheless, such magnitude of compressive residual stress often occurs at considerable depth below the surface where their role in fatigue life application is often trivial when compared to the surface compressive residual stress or maximum compressive residual stress.
5. Conclusion
In this study, the residual stress and work hardening of laser peened and shot peened specimens were characterised and correlated. The FWHM values of shot peened and laser peened specimens were converted to cold work percentage. Surface of shot peened and laser peened specimens possessed 50 % and 25 % cold work, respectively. Shot peened specimen with greater magnitude of work hardening showed greater extent of stress relaxation, compared to laser peened specimen at various temperatures. Furthermore, the stress relaxation in shot peened specimen is observed at a lower temperature of 250 °C.
A linear dependency between the cold work percentage and residual stress retained is observed. At higher temperature, the dependency of stress relaxation on the magnitude of cold work increases. The linear dependency between stress relaxation and cold work percentage is being utilized to describe the stress relaxation behaviour under the presence of cold work.
A modified Zener-Wert-Avrami function is proposed and a coefficient describing the dependency of stress relaxation on cold work has been established. The coefficient is derived from the linear dependency of stress relaxation on cold work percentage. Good agreement is observed between the experimental and predicted value of residual stress, especially at 400 °C and 250 °C.
The proposed model is able to predict the residual stress relaxation under the influence of cold work. Following research on thermal relaxation could adopt such method based on the current model developed. More experimental data could be collected to reduce the uncertainty in the empirical parameters obtained such as the extrapolation of the range of cold work and the determination of activation energy. Other than that, it would be desirable to validate the thermal stress relaxation modelling framework under different circumstances, such as longer durations, different temperature, different surface treatment etc. The current proposed model has only focused on thermal stress relaxation. Future work could be expanded to thermo-mechanical relaxation which is more complex considering the change in material properties such as yield strength and the coupling mechanism between the mechanical and thermal relaxation.
Acknowledgements
Kai Siang thanks Nanyang Technological University (NTU) Singapore and Advanced Remanufacturing and Technology Centre (ARTC), Singapore for financial support in the form of a Ph.D. scholarship. This project work was supported through a project agreement between NTU and ARTC.
Reference

 WeChat
WeChat
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}