

1. Introduction
5××× series aluminum alloys containing Mg as the primary alloying element have a wide range of applications in marine environments owing to their excellent corrosion resistance, good weldability and high strength-to-weight ratio [1]. However, Al-Mg alloys containing more than 3.5% Mg become susceptible to intergranular corrosion (IGC) or stress corrosion cracking (SCC) especially when the alloys are exposed to elevated temperature for certain period of time [2,3]. The continuous precipitation of β-Al3Mg2 phase along the grain boundary is deleterious to IGC resistance, because β phase is anodic to the surrounding Al matrix and it will dissolve preferentially in a corrosive environment [4,5]. This exposed treatment at elevated temperature is termed sensitization to accelerate the precipitation process in the laboratory scale, so as to achieve the same status of the alloy when natural failure occurs [6,7]. Despite the strong effect of Mg content on sensitization, micro-alloying of Nd, Sr, and Zn is successful in reducing the corrosion depth [8]. The corrosion depth also can be dramatically reduced by severe plastic deformation and other thermo-mechanical treatments including stabilizing treatment, cold rolling reduction as well as cryo-milling and extrusion [9].
The crack of the marine facility caused by IGC is devastating. In spite of improving the IGC resistance of the initial alloy, there is also a pressing need for in-situ IGC performance regeneration of the sensitized alloy. The performance regeneration of the sensitized alloy can be achieved by traditional heat treatment at a temperature just above the β solvus to solutionize the β phase[10,11]. It is also believed that the corrosion resistance of the sensitized alloy can be enhanced by dissolving β phase during friction stir welding where the temperature exceeds the β solvus and the β is dissolved or disrupted [12]. On the contrary below the solvus temperature, the grain boundary precipitates will grow and coarsening. Therefore, it is very important to in-situ improve the corrosion resistance under certain industrial conditions especially below the solvus temperature of grain boundary β-phase while maintaining the strength of the alloy. However, the IGC performance regeneration by dissolution of the grain boundary precipitates (GBPs) below the critical β solvus temperature has not been reported.
Electro-pulsing treatment (EPT) as an instantaneous high energy input method is green and energy saving, and has been widely used to modify the microstructure and property of metal materials in a short time [[13], [14], [15], [16]]. High energy pulse current has the characteristics of short acting time and fast heating speed to change the morphology and distribution of the precipitates, and is much effective than heat treatment [17,18]. The atomic diffusion rate is significantly enhanced under the coupling of joule heating effect produced by the electro-pulse and athermal effect produced by the interaction between atoms and electrons. In this study, the authors provide a method to improve the IGC resistance of the sensitized Al-Mg alloy by the application of a low-density EPT. The mechanism of the improved corrosion resistance at low temperature is explained by a kinetic model.
2. Experimental
The experimental alloy is a traditional Al-Mg alloy and the chemical composition is shown in Table 1. The casting ingot is homogenized and rolled to a thickness of 4.5 mm. The plate is stabilized at 523 K for 1 h, and then it is sensitized for 7 days at 373 K. Specimens are prepared by electro-discharging machine with dimensions of 50 mm by 6 mm by plate thickness. The 50 mm dimension shall be parallel to the rolling direction of the plate. Then the pulsed current is applied to the sensitized alloy. Table 2 shows the pulse frequency f, pulse width τp, current density of electro-pulse j, duration time t and measured temperature T of the specimen. Heat treatment is further performed on the sensitized alloy in order to simulate the thermal effect during EPT. The sensitized alloys are heated to 407 K within 250 s, and then heated to 483 K (RHT1), 513 K (RHT2), 523 K (RHT3), 533 K (RHT4) and 543 K (RHT5) within 3 h.
Table 1 Chemical composition of the experimental alloy (wt.%).
| Mg | Mn | Cu | Cr | Ti | Zr | Fe | Si | Al |
|---|---|---|---|---|---|---|---|---|
| 5.6 | 0.8 | 0.15 | 0.03 | 0.07 | 0.15 | 0.15 | 0.15 | Bal. |
Table 2 Experimental parameters of EPT.
| f (Hz) | τp (μs) | j (A/mm2) | t (h) | T (K) | |
|---|---|---|---|---|---|
| EPT1 | 300 | 200 | 5.56 | 3 | 383 |
| EPT2 | 350 | 200 | 5.56 | 3 | 403 |
| EPT3 | 380 | 200 | 5.56 | 3 | 433 |
| EPT4 | 400 | 200 | 5.56 | 3 | 453 |
| EPT5 | 450 | 200 | 5.56 | 3 | 483 |
| EPT6 | 450 | 200 | 6.30 | 3 | 503 |
Hardness measurements are performed by macro Vickers hardness tester with 200 g load and a dwell time of 10 s. Each reported hardness value is the average of 10 individual measurements. The IGC susceptibility is assessed using nitric acid mass loss test (NAMLT test) according to ASTMG67. The specimens are prepared by mechanical polishing and etched in 40% phosphoric acid at 323 K for 3 min and are observed by optical microscope. Grain boundary microstructures are also observed by FEI Tecnai F20 transmission electron microscope (TEM) equipped with energy dispersive X-ray spectroscopy (EDS). The nearest neighbor distance of the GBPs is measured by nearly 20 grain boundaries on the TEM image.
3. Results and discussion
3.1. Intergranular corrosion and microstructure observation
The mass loss and hardness of the sensitized alloy are measured as 78 mg/cm2 and 109 HV. As shown in Fig. 1(a), the IGC resistance of the sensitized alloy is dramatically improved after EPT at a pulse frequency above 400 Hz, and is also improved after heat treatment at a temperature above 503 K. The mass loss decreases with increasing temperature after both EPT and heat treatment respectively. At the same mass loss, the temperature for low-density EPT is significantly lower than that for heat-treated samples. The intergranular corrosion performance regeneration by heat treatment is realized at a temperature range between 523 K and 543 K, and the temperature is higher than the β solvus temperature 513 K [10,11]. However the reversal temperature range for EPT alloys is 433-503 K, and it is much lower than that of traditional heat-treated alloys and the solvus temperature of β phase. Fig. 1(b) shows that the hardness decreases with an increase of temperature after EPT and heat treatment, and the hardness variation has the same relationship with mass loss. The hardness after EPT and heat treatment are relatively low than the sensitized alloy, but are still much higher than that of full annealed alloys. Thus, EPT5 is the optimized processing parameter for performance regeneration concerning lower mass loss and higher hardness.
Fig. 1.
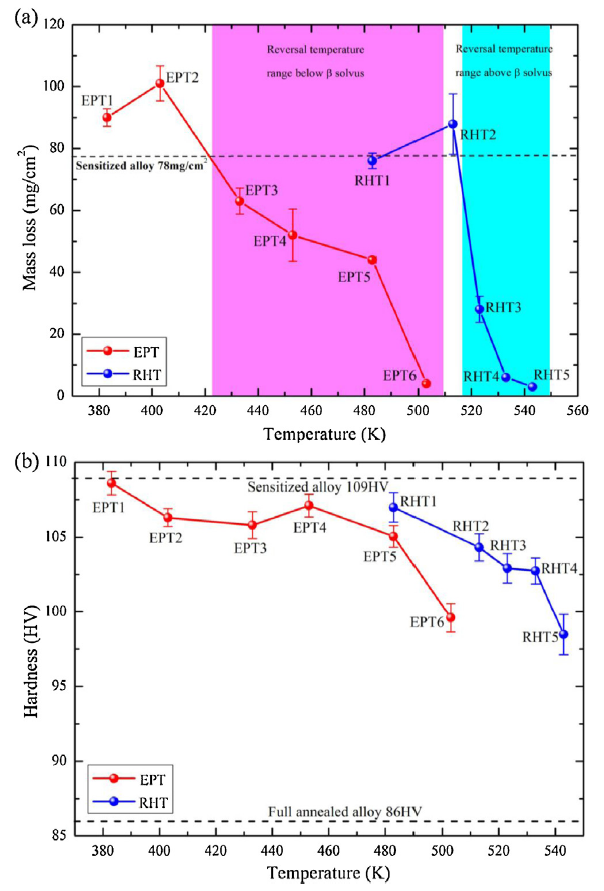
Fig. 1.
Mass loss (a) and hardness (b) of EPT and heat-treated alloys.
Fig. 2 shows the GBPs of the sensitized alloy observed by optical microscope and TEM. The sensitized alloy exhibits nearly continuous distribution of the GBPs along the grain boundary. Fig. 3, Fig. 4 show the GBPs of the alloy after EPT observed by optical microscope and TEM respectively. It shows that the GBPs are continuously distributed at relatively low pulse frequency, while discontinuously distributed at high pulse frequency. Fig. 5, Fig. 6 show the GBPs of the alloy after heat treatment at different temperatures observed by optical microscope and TEM respectively. The alloy after heat treatment exhibits nearly continuous distribution of the GBPs at relatively low temperature and it becomes discontinuous with an increase of temperature. The sensitized alloy after EPT5 and RHT5 demonstrates discontinuous distribution of the GBPs. As shown in Fig. 7, the GBPs are rich in Mg measured by the EDS line scan across the GBPs after EPT. While the variation of Mg and Al can be neglected in the discontinuous area without GBPs. Fig. 8 summarizes the frequency of nearest neighbor distance of GBPs. For the sensitized alloy, more than 50% nearest neighbor distance of GBPs are below 30 nm, and it corresponds to continuous distribution of the GBPs. The nearest neighbor distance of GBPs increases with an increase of pulse frequency and heating temperature. For the alloy after EPT5, more than 50% nearest neighbor distance of GBPs are above 74 nm. The statistical results show the dissolution of GBPs and discontinuous distribution of GBPs of the sensitized alloy after EPT5 corresponds to improved IGC resistance.
Fig. 2.

Fig. 2.
Distribution of GBPs observed by optical microscope (a) and TEM (b).
Fig. 3.
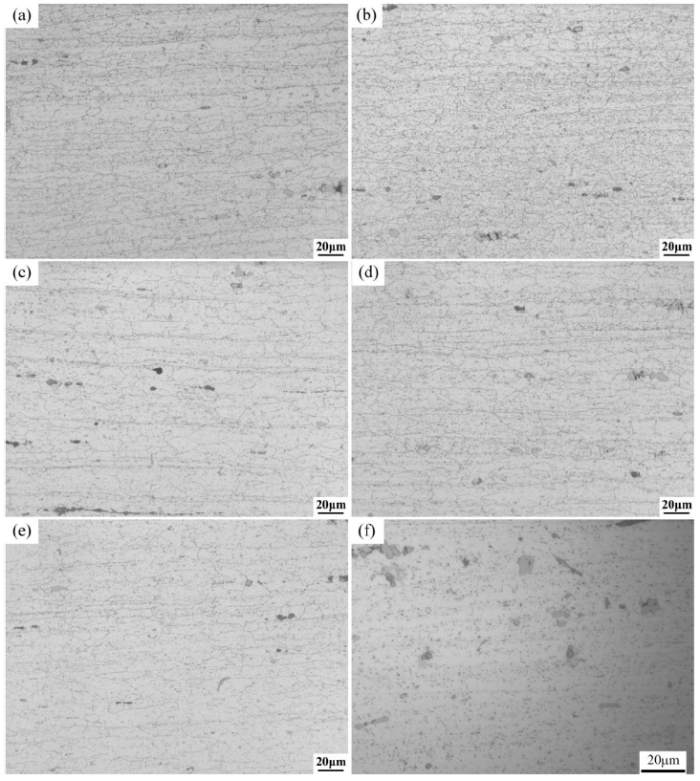
Fig. 3.
Distribution of GBPs observed by optical microscope: (a) EPT1, (b) EPT2, (c) EPT3, (d) EPT4, (e) EPT5, (f) EPT6.
Fig. 4.
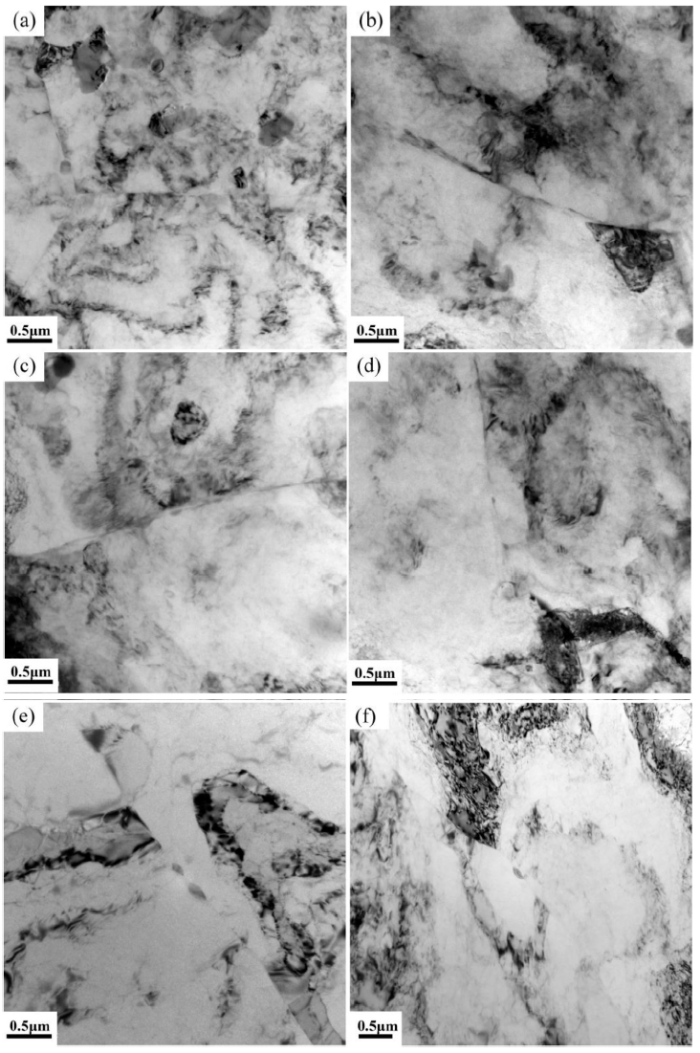
Fig. 4.
Distribution of GBPs observed by TEM: (a) EPT1, (b) EPT2, (c) EPT3, (d) EPT4, (e) EPT5, (f) EPT6.
Fig. 5.

Fig. 5.
Distribution of GBPs observed by optical microscope: (a) RHT1, (b) RHT2, (c) RHT3, (d) RHT4, (e) RHT5.
Fig. 6.
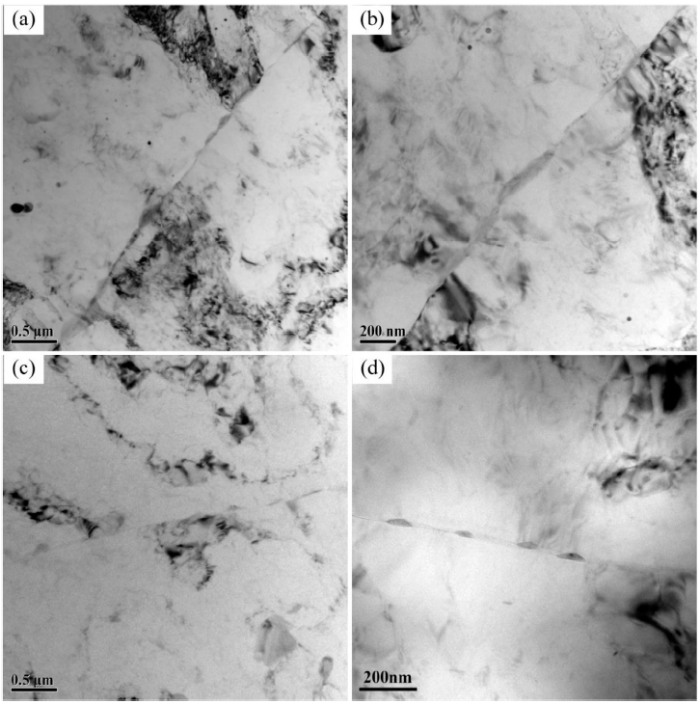
Fig. 6.
Distribution of GBPs observed by TEM: (a) RHT1, (b) RHT2, (c) RHT3, (d) RHT4.
Fig. 7.
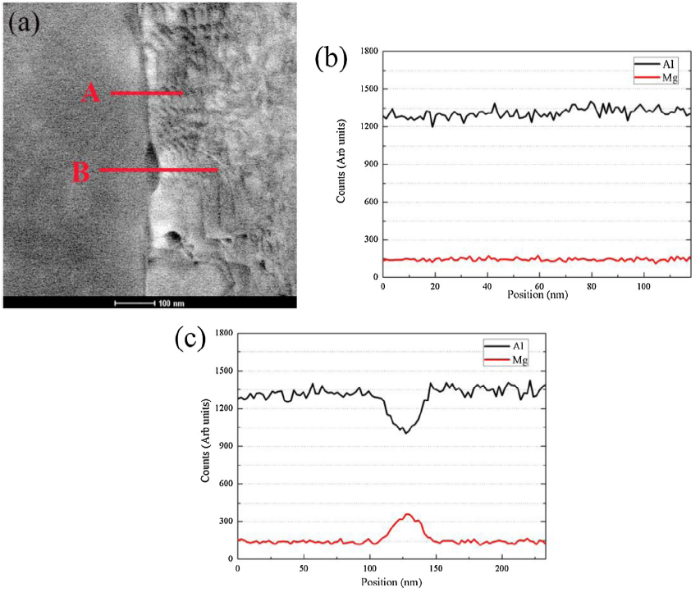
Fig. 7.
GBPs observed by TEM (a) and EDS line scan of the GBPs: (b) Line A, (c) Line B.
Fig. 8.
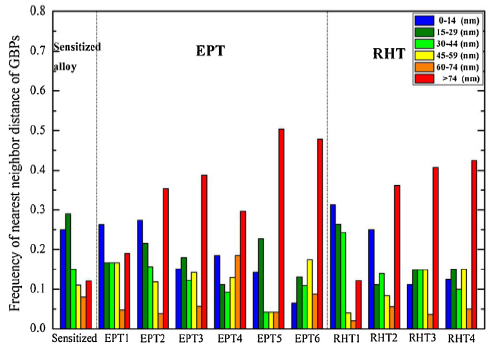
Fig. 8.
Frequency of nearest neighbor distance of GBPs.
It is interesting to note that the hardness is almost the same as the sensitized alloy, although the IGC resistance is significantly improved after EPT5. This is mainly because the reduction of dislocation density is closely related to the recovery temperature [19]. The Joule heat produced by the application of low density EPT is not sufficient to make dislocation motion. The other reason is that the dissolution of the GBPs during EPT leads to the increase of the solid solution strengthening of Mg in the Al matrix.
3.2. Kinetics of the dissolution of GBPs
It is supposed that low-density EPT significantly alters the distribution of GBPs and accelerates the dissolution of GBPs within 3 h. In general, the dissolution of GBPs is a diffusional phase transformation, which cannot occur without long range diffusion. In the present work, the calculation of the dissolution of GBPs after EPT or heat treatment is based on following assumptions: (1) The increase of temperature during EPT or heat treatment is a continuous linear relationship of time containing two different heating stages. The average temperature rise is written as $\theta =\frac{\text{d}T}{\text{d}t}$; (2) The change of solute concentration at the interface between the GBPs and the Al matrix increases linear with the temperature $\Delta C=\frac{\theta nt}{m}$, where m is the linear slope of the solvus in the Al-Mg binary alloy; (3) The effect of temperature rise on the electrical resistivity of the alloy is ignored; (4) The morphology of GBPs is assumed to be planar phase and the planar material transportation satisfies Fick’s second law in one dimension. Jiang et al. [19] establishes the kinetic model for the dissolution of Mg17Al12 phase in AZ91 strip under high-density EPT coupling both thermal and athermal effects. According to the model, the reduction of the planar GBPs caused by thermal heating Xt(t) is shown in Eq. (1) and the reduction caused by athermal effects between the interactions of electrons and atoms Xa(t) is shown in Eq. (2).
Here, C0 and Cp are the solute concentration of Mg in the matrix and in the β phase respectively, N is the density of atoms, Z* is the effective valence of the solute Mg, e is the charge of an electron, ρ is the electrical resistivity, ZMg is the Mg atomic weight, k is the Boltzmann constant, Ne is the Avogadro’s contant, T(t') is the equivalent temperature rise of joule heat and D(t) is the solute diffusivity calculated by the following equation,
where D0 is the diffusion pre-exponential factor, Q is the activation energy and R is the gas constant. The following parameters are used in the above calculations: ${{X}_{0}}=57\text{nm}$, ${{D}_{0}}=2.9\times {{10}^{-10}}{{\text{m}}^{2}}/\text{s}$ [20], $\text{Q}=3.73\times {{10}^{4}}\text{J}/\text{mol}$ [20], $\text{N}=1.2\times {{10}^{28}}/{{\text{m}}^{3}}$ [21], $e=1.6\times {{10}^{-19}}\text{C}$, ${{Z}_{\text{Mg}}}=24$, ${{Z}^{*}}=2$, $k=1.38\times {{10}^{-23}}$, ${{N}_{\text{e}}}=6.02\times {{10}^{23}}/\text{mol}$, $\rho =5.88\times {{10}^{-8}}\text{ }\!\!\Omega\!\!\text{ m}$ [23] and $m=3095$ obtained from the Al-Mg binary phase diagram calculated by Factsage software. ${{C}_{0}}=10.9$ and ${{C}_{\text{p}}}=37$ are achieved from EDS line scan of GBPs as shown in Fig. 8, ${{\theta }_{1}}=0.448$ during the 1 st heating stage and ${{\theta }_{2}}=0.008$ during the 2nd heating stage. f, τp and j are listed in Table 1. The average initial size of GBP is about 57 nm by counting at least 10 TEM photos of the sensitized alloy. Fig. 9 shows the dissolution of the size of grain boundary β phase under thermal and athermal effects by EPT. It can be concluded that the athermal effects on precipitation dissolution are much higher than the thermal effects especially at higher temperatures, and the size reduction of GBPs after heat treatment can be neglected. The aggregate reduction of the GBPs size after EPT5 is about 26 nm, corresponds to 46% reduction of the GBPs.
Fig. 9.
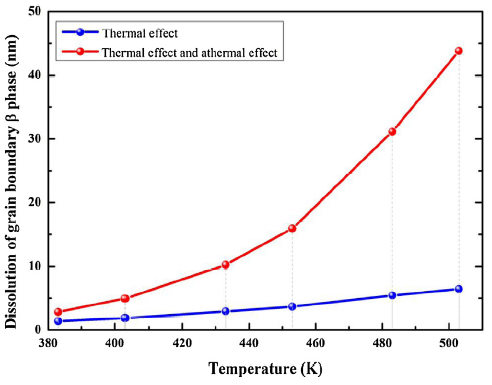
Fig. 9.
Dissolution of β phase after EPT and heat treatment.
Based on the above experimental results and analysis, the intergranular corrosion resistance can be regenerated below the β solvus temperature after EPT. However, the temperature for performance regeneration is much higher after traditional heat treatment than that of EPT, and higher than the β solvus temperature. As shown in the microstructure evolution, the intergranular corrosion performance regeneration is due to the dissolution of continuous GBPs. The intergranular corrosion path is hindered by the discontinuous distributed GBPs after EPT and heat treatment, and thus the intergranular corrosion resistance is improved. With an increase of temperature, the dissolution of GBPs is accelerated after both EPT and heat treatment. In the traditional heat treatment, the dissolution of GBPs is from the thermal effects. If the temperature is higher than the solvus temperature of grain boundary β phase, the continuous GBPs will dissolute in the matrix and thus improve the corrosion resistance. However after EPT, the dissolution of GBPs is from both thermal heating effects and athermal effects by the interaction between electrons and atoms. Below the solvus temperature of grain boundary β phase, kinetic calculation shows that the athermal effects on precipitation dissolution are much higher than the thermal effects. Thus under this circumstances, EPT can effectively accelerate the dissolution of GBPs than heat treatment below the solvus temperature. The calculated results are consistent with the mass loss and microstructure statistics. Moreover the EPT is green and energy saving, which provides a new pathway to in-situ performance regeneration of the sensitized alloy. Thus, EPT is typically useful for those in-situ intergranular corrosion performance regeneration of the marine structures at lower service temperatures.
4. Conclusions
In this study the intergranular corrosion performance regeneration of the sensitized Al-5.6 Mg alloy after EPT is investigated and the main conclusions are arrived:
(1) The improved IGC resistance of the sensitized Al-5.6 Mg alloy can be realized below the solvus temperature of grain boundary β-phase after EPT compared with traditional heat treatment.
(2) The improved IGC resistance of the sensitized alloy is due to the dissolution of the continuous grain boundary β-phase after EPT.
(3) The athermal effect produced by the interaction between atoms and electrons on the dissolution of grain boundary precipitates is the main reason for the improved corrosion resistance below the solvus temperature of β-phase.
Acknowledgements
This work was financially supported by the National Natural Science Foundation of China (Nos. 51601011, 51571013 and 51971019) and the Beijing Laboratory of Metallic Materials and Processing for Modern Transportation, China.
Reference

Friction stir processing (FSP) was performed on 12.7 mm thick AA5083-H321 (UNS A95083) plates that had received a 14 day sensitization treatment at 100 degrees C. Two FSP parameters were studied: 240 RPM, 2.5 mm.s(-1) with a forge-force of 17.8 kN and 2,000 RPM, 38.1 mm.s(-1) with a forge-force of 44.5 kN. Salt bath heat treatments of sensitized (14 days at 100 degrees C) non-FSP specimens were performed to determine the temperature necessary for elimination of sensitization. For all cases, the level of sensitization was assessed by nitric acid mass-loss tests (NAMLT). NAMLT results showed that processing of sensitized plates reduced mass loss to levels consistent with resistance to intergranular (IG) corrosion. The improved NAMLT response occurred not only in the stirred region, but also extended through regions of the heat-affected zone, experiencing temperatures of greater than approximately 250 degrees C. A minimum temperature of 250 degrees C for improved NAMLT response was corroborated by temperature measurement in the plates made during FSP as well as salt bath heat treatments. These data were also consistent with the Al-Mg phase diagram.

 WeChat
WeChat
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}