Search for articles:
Pengfei Gao , Mingwang Fu, Zhenni Lei
, Mingwang Fu, Zhenni Lei
Corresponding authors:
Received: 2019-06-11
Revised: 2019-07-13
Accepted: 2019-07-28
Online: 2020-02-15
Copyright: 2020 Editorial board of Journal of Materials Science & Technology Copyright reserved, Editorial board of Journal of Materials Science & Technology
More
Abstract
Titanium alloys have been widely used in many industrial clusters such as automotive, aerospace and biomedical industries due to their excellent comprehensive properties. In order to obtain fine microstructures and favorable properties, a well-designed multi-step thermomechanical processing (TMP) is critically needed in manufacturing of titanium components. In making of titanium components, subtransus processing is a critical step to breakdown lamellar microstructure to fine-structure in hot working process and thus plays a key role in tailoring the final microstructure and properties. To realize this goal, huge efforts have been made to investigate the mechanisms of microstructure evolution and flow behavior during the subtransus processing. This paper reviews the recent experimental and modelling progresses, which aim to provide some guidelines for the process design and microstructure tailoring for titanium alloy research community. The characteristics of the initial lamellar microstructure are presented, followed by the discussion on microstructure evolution during subtransus processing. The globularization of lamellar α is analyzed in detail from three aspects, i.e., globularization mechanism, heterogeneity and kinetics. The typical features of flow behaviors and the explanations of significant flow softening are then summarized. The recent advances in modelling of microstructure evolution and flow behaviors in the subtransus processing are also articulated. The current tantalized issues and challenges in understanding of the microstructure evolution and flow behaviors of the titanium alloys with lamellar microstructure are presented and specified in future exploration of them.
Keywords:
Titanium alloys have been widely used in the fields of automotive, aerospace, marine and biomedicine due to its excellent properties such as high specific strength, good thermal stability, low Young’s modulus and excellent corrosion resistance [[1], [2], [3]]. Especially, they are widely used to manufacture the structural components and become an indispensable structural material in the aviation industry. The amount of titanium alloys used in advanced airplanes reaches 30%-50% weight of the total structure, for example, it reaches 41% in F-22 fighters [4,5]. These titanium alloy components often serve as key load bearing structures under severe conditions, which puts very high requirements on its microstructure and mechanical properties [6,7].
In order to obtain fine microstructure and favorable mechanical properties, the thermomechanical processing (TMP) involving a series of steps, each step has specific microstructural goal, is usually employed to manufacture these components [8,9]. Generally, primary hot working and recrystallization annealing in the β-phase region is first conducted to eliminate the casting inhomogeneities, which produce a lamellar microstructure. However, the equiaxed microstructure presenting a better balance of strength and ductility is frequently desirable for final service. Therefore, the lamellar microstructure is commonly broken down (referred to as globularization) to get the desired equiaxed microstructure by subtransus processing. This process plays a very critical role in tailoring microstructure for final service performance of titanium alloy components [[10], [11], [12]]. However, the microstructure evolution and deformation behavior are very complex and strongly dependent on the initial microstructure and processing conditions during the subtransus processing. Thus, this technological step represents the most important and difficult step during the TMP of titanium alloy from the workability and microstructure control standpoint.
Due to its great technological importance, extensive experimental characterization and modelling investigations have been conducted on the microstructure evolution and deformation behavior during subtransus processing of lamellar microstructure. The research frontiers of this field mainly include the following four aspects:
(1) Characteristics of the initial lamellar microstructure. It mainly refers to the characteristics of morphology, distribution, parameters (the volume fraction, colony size and lamellar α thickness), crystallographic orientations and texture of the initial lamellar microstructure. These characteristics play significant role in the deformation mechanism and microstructure evolution. Thus, the development of lamellar microstructure and its dependences on the β processing parameters have been concerned.
(2) Microstructure evolution during subtransus processing. Globularization of lamellar α is the most significant microstructure evolution phenomenon as well as the goal of microstructure tailoring in the subtransus processing [9,10]. The globularization mechanism and break up process of lamellar α has always been the basic research on frontier. Meanwhile, the globularization kinetics and its dependence on the initial microstructure parameters (including the morphology, colony size, initial lamellar α thickness, etc.) and subtransus processing parameters (including the loading path, deformation temperature, strain rate, etc.) have also been investigated extensively. In addition, the heterogeneity of globularization and the microtexture of obtained globular microstructure have also attracted some interest recently. On the other hand, the changes of geometrical and crystallographic orientations of lamellar α, kinking of lamellar α and shear band are also three main features of microstructure evolution needing concerns.
(3) Flow behavior during subtransus processing. Significant flow softening is the most important feature of flow behavior for hot working of lamellar microstructure [12]. Many researchers have been trying to reveal the underlying mechanisms of flow softening from the standpoints of deformation heating, dislocation substructure, dynamic globularization of lamellar α, kinking of lamellar α, loss of Hall-Petch strengthening, texture change, etc.
(4) Modelling of the microstructure evolution and flow behavior. Establishing the accurate prediction models of globularization kinetics and flow behavior of during hot deformation of lamellar microstructure to guide the TMP is the relentless pursuit for researchers. At present, the globularization and flow behavior are mainly modelled respectively by the empirical regression and statistical methods. Recently, the physically-based model, such as the internal state variable method, has been developed to realize the unified predictions of globularization kinetics and constitutive behavior of lamellar microstructure. It considers the underlying coupling mechanisms among microstructure development, plastic flow and processing conditions and has become a research hotspot.
This paper presents a critical review on the experimental characterization and modelling for hot deformation behavior and microstructure evolution of titanium alloy with lamellar microstructure, which were reported in international publications in recent years. The progresses can instruct the hot working of titanium alloy. Moreover, the current tantalized issues and challenges needing more research efforts in this field are also summarized.
During the TMP of titanium alloy, the lamellar microstructure produced after primary hot working in β-phase region play a critical role in the subsequent deformation mechanism and microstructure evolution in subtransus processing. Thus, the development mechanism, morphology, size and crystallographic orientations of the lamellar microstructure have attracted lots of researches.
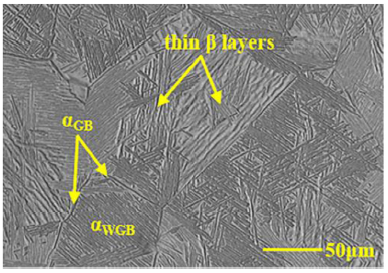
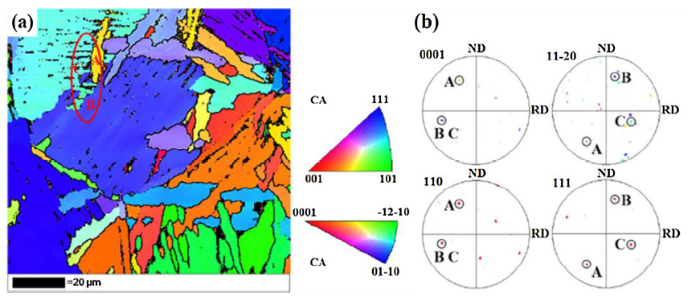
Fig. 1 shows the typical lamellar microstructure after primary hot working in β-phase region. It consists of three micro-constituents: grain boundary α around the prior-β grain (αGB), lamellar/basket-weave α colonies (αWGB) in the prior-β grain, and thin β layers separating the α lamellae. It is widely concluded that the development of lamellar microstructure is governed by the β→α phase transformation during cooling process from β-phase region to α/β phase region and goes through four stages (Fig. 2 (a)) [13,14]: (1) αGB allotriomorphs nucleate on β grain boundaries until complete coverage; (2) αGB grow on one side of boundary; (3) αWGB appear on the growing αGB front; (4) αWGB grow inside the initial β grains and forms the colonies. In addition, the β→α phase transformation is normally governed by the Burgers orientation relationship (BOR), which is described by {0001}α//{110} β and <11-20> α//<111 > β (Fig. 2(b)) [15,16]. Fig. 3 gives the typical experimental crystallographic orientations map of lamellar microstructure and the local crystallographic orientations between the adjacent lamellar α and β phases (in the red ellipse of Fig.3(a)), respectively [17]. It can be found from Fig. 3(b) that the (0001) plane and one of <11-20> directions of lamellar α phase are parallel to one of the {110} planes and one of the <111> directions of β phase, respectively, for the colony A, B and C. Theses mean that the adjacent lamellar α and β phases keep the BOR. The BOR may provide easy gliding transmission across α/β phase boundaries such that an individual α colony behaves as a single grain [11,[18], [19], [20]]. However, this orientation relationship may be broken during the subtransus processing, which will be discussed in Section 3.
Fig. 1. The typical lamellar microstructure after primary hot working in β-phase region (The microstructure of TA15 alloy after heating to 1020 ℃, hold 5 min then air cooled).
Fig. 2. Schematic of formation process (a) [
Fig. 3. Typical orientation map (a) and orientation relationship between α and β phase (b) of lamellar microstructure [
As well known, α phase presents limited slip systems and the critical resolved shear stresses (CRSSs) of different slip systems are highly anisotropic. Its crystallographic orientations greatly affects the deformation behavior and microstructure evolution during deformation of lamellar microstructure. Based on the BOR as well as the symmetries of α phase (HCP structure) and β phase (BCC structure), twelve distinct α orientations (variants) can form in a single parent β grain. And they can produce six distinct types of misorientations between α variants, as summarized in Table 1 [[21], [22], [23], [24]]. When all twelve α variants occur with equal probability, the β→α phase transformation is said to evolve without variant selection and the final α texture should be weaker than the initial one after α→β→α heat cycle. However, many experiments demonstrated that only a subset of the twelve α variants present and some α variants are more frequently observed than others, i.e. variant selection occurs [25,26]. The degree of variant selection (DVS) can be measured by
$\text{DVS}=\sum^{6}_{i=1}|P_{\text{ob}}(i)-P_{\text{random}}(i)|$ (1)
where Pob(i) is the probabilities of misorientation angle i from the observed results, and Prandom(i) is the corresponding probabilities in random condition shown in Table 1. If no variant selection occurs, DVS = 0; if a single variant of α phase is able to percolate through the whole β grain, a maximum DVS (1.833) is reached [21].
Table 1 Misorientations between α variants (expressed in axis/angle pairs) inherited from the same parent β grain and the corresponding probabilities without variant selection [
| Misorientation types | Rotation axis/angle | Prandom (%) |
|---|---|---|
| A | I (identity) | 8.3 |
| B | [1 1 2¯ 0]/60° | 16.6 |
| C | [10 7¯ 17 3]/60.83° | 33.3 |
| D | [10553]/63.26° | 16.6 |
| E | [717100]/90° | 16.6 |
| F | [0001]/10.53° | 8.3 |
The above variant selection is mainly interpreted by the following four aspects: (1) the elastic strain energy generated by the β→α transformation. Humbert et al. [27,28] have proposed that the variants with minimum elastic strain energy are preferentially nucleated. (2) the selective formation of grain boundary α phase. It has been reported that the variant selection will occur in the formation of grain boundary α phase when the neighboring prior β grains share one common (110) β pole or have close orientation, i.e., the α variants with (0001) pole parallel with the common (110) β pole are selected [15,18,29]. (3) the pre-existing defects within β phase. Gey et al. [30] found that higher defect density related to (110)[111] slip system could act as nucleation and growth sites of selective variants. Qiu et al. [21] further proposed that the elastic interaction between α precipitates and dislocations governs the variant selection during nucleation stage, while the habit plane orientations of α precipitates relative to the dislocation lines dominates the variant selection during growth stage. Besides, the edge type dislocation has a much stronger effect than that of the screw type on the variant selection. (4) the autocatalysis effect caused by the relaxation of local stress related to pre-existing α lath. It has been found that there exists largely nonuniform stress field around a pre-existing α lamellae, which will produce different interactions with various α variants [25]. Both of the experimental and simulation results suggest that the orientation relationship between new-formed α variant and pre-existing α most belong to the following three types, i.e., [11 2¯ 0]α/60°-type, [10¯ 553]α/63.26°-type and [0001] α/10.53°-type, which will lead to variant selection to some extent.
The β processing parameters as well as the influencing mechanisms and resulting microstructure characteristics are summarized in a tabulated form in Fig. 4 [5,8,20,31,32]. Increasing the β processing temperature and holding time can gratefully promote the β grain growth, then improve the α colony size and α variant selection at β grain boundaries having a common (110) pole. The deformation parameters (deformation mode, strain and strain rate) mainly influence the grain refining, texture and bring pre-dislocation in prior-β microstructure. This will then affect the β grain size, α morphology, α colony size and α variant selection. Specifically, the defamation parameters strongly affect the β grain size due to the variation of dynamic recrystallization behavior. Seshacharyulu and Dutta [33] found that because the β→α transformation mechanism changes from homogeneous precipitation to heterogeneous precipitation, the α morphology changes from lamellae to equiaxed grain when the stain rate increased from low value (≤0.1 s-1) to high value (1˜100 s-1). Bhattacharyya et al. [34] and Zhao et al. [26] found that strong β texture in (110) pole figure means a large chance of neighboring β grains presenting nearly parallel (110) pole, which will promote the formation of α lamellae with identical orientations at prior β grain boundaries, thus improve the variant selection and coarsen α colonies. Thus, it is important to reduce the (110) β texture in β processing to suppress the variant selection [34]. Zheng et al. [35] found that the lamellar α appears various morphologies in deformed β grains with different substructures. In the β grains with a low density of substructures, lamellar α grow across the low-angle grain boundaries and form colony. While, in the β grains with a high density of substructures, fine and disordered lamellar α are produced. Besides, the role of pre-dislocation produced by deformation in the α variant selection has been investigated by Qiu et al. [21], as demonstrated above. Cooling rate is the most critical parameter determining the nucleation mechanism, location and kinetic of β→α phase transformation, which play great and comprehensive role in the characteristics of lamellar microstructure including the α morphology, α colony size, lamellar α thickness and α variant selection. Fig. 5 schematically summarizes the general effect of cooling rate on the microstructure characteristics. At lower cooling rate, α platelets only nucleate at grain boundary and then grow inside, while some α platelets nucleate homogeneously inside the grain at higher cooling rate [14,36]. The content of αGB, α colony size and lamellar α thickness all decrease with the increase of cooling rate [10,12,[36], [37], [38], [39]]. Moreover, the variant selection at sample with (110) β texture also decreases with increasing cooling rates [26,40].
Fig. 4. Important parameters of β processing, influencing mechanisms and resulting microstructure features of lamellar microstructure.
Fig. 5. General influence law of cooling rate on the microstructure features of lamellar microstructure.
The rotation of lamellar α is one of the important microstructure change phenomenon during hot deformation of lamellar microstructure. Fig. 6 shows the typical evolution of lamellar α during compression of Ti-6Al-4 V alloy [11]. Generally, the evolution of lamellar α is associated with their geometrical orientations relative to the compression axis. If the trace of lamellar α was parallel to the compression direction, it tended to be kinked (circled areas in Fig. 6(b) and (c)). Otherwise, the lamellar α would rotate with strain toward “softer’’ orientations and progressively realign their traces perpendicular to compression direction. Fig. 7 shows the quantitative measurement results on the rotation of lamellar α [12]. It was evaluated through the frequency distribution of lamellar α orientations as a function of strain, in which the lamellar α orientation means the angle between the trace of a given lamellae and the compression axis (denoted as θ). It can be seen that the orientation distribution substantially changes at relatively low strains (of the order of 0.50) and became sharper around θ=90° at larger strains (greater than 1.0).
Fig. 6. The typical evolution of lamellar α during hot deformation of Ti-6Al-4 V alloy with lamellar microstructure at 600 ℃ and 0.001 s-1: (a) prior to deformation, and after height reductions of (b) 25%, (c) 50% and (d) 70% [
Fig. 7. Orientation distribution of lamellar α traces relative to the compression axis for Ti-6Al-4 V with lamellar microstructure deformed at 900 ℃, 0.1 s-1 to different strains [
The rotation of lamellar α was necessarily accompanied by the change of crystallographic orientations feature of microstructure. To differentiate two types of orientation, the preferred geometrical orientation of morphology feature (lamellar α trace) and crystallographic orientations are called as mechanical texture and crystallographic texture, respectively [41]. Perumal et al. [42] presented the typical crystallographic texture evolution of lamellar α during hot deformation, as shown in Fig. 8. The crystallographic texture evolution will change the dislocation slip behavior and average Taylor factor, then affect the flow behavior, which will be described in Section 4.2. On the other hand, the BOR between lamellar α and β phase in initial lamellar microstructure will be broken, meanwhile the initial semi-coherent α/β interface will change to non-coherent interface with the variation of mechanical texture. This is because the adjacent α and β lamellae may rotate relative to each other, which produces the localized flow at α/β boundary and the breakdown of BOR. Besides, a significant orientation spread within each α colony as well as within individual α lamellae will be formed due to the activation of different slip systems [11,43]. These changes of crystallographic orientations features play great effects on the globularization behavior of lamellar microstructure.
Fig. 8. The typical crystallographic texture evolution of lamellar α during hot deformation of Ti-6Al-4 V alloy with lamellar microstructure at 950 ℃ and 0.1 s-1: (a) ε = 0, (b) ε = 0.2, (c) ε = 0.7, (d) ε = 1.0 [
Fig. 9 shows the typical kinking of lamellar α, which is also an important phenomenon during the hot deformation of lamellar microstructure [11,12,17,38,[44], [45], [46], [47]]. It is found that the frequency and degree of kinking vary from one colony to another strongly depending on their orientation with respect to the compression axis. It preferentially takes place at the colony with lamellar trace nearly parallel to the compression axis. And, experimental results show that substantial platelet kinking usually occur at lower strains (ε < 0.3).
Fig. 9. The kinking of lamellar colonies during hot compression (a) and tension (b) of Ti-6Al-4 V at 900 ℃, 0.1 s-1. The compression/tension axis is vertical in both micrographs. [
At present, there are two different explanations for the formation mechanism of kinking of lamellar α. Some researchers think it is closely related to the development of shear bands within α colonies [11,44]. However, other researchers think it may be a form of plastic buckling analogous to that occurs during the compression of slender beams [12,17,38]. Fig. 10 shows the SEM image and corresponding inverse pole figure of a region containing the kinking of lamellar α colonies (colony A, B, C, D) from the authors’ work [17]. It is found that the lamellar α and β phases within colony still nearly obey the BOR after great bending, which suggests that the kinking occurs in the manner of “rigid rotation”. Moreover, colonies C and D are very close in location but bended in the opposite directions, which is also applicable for the colonies A and B. These suggest that the kinking of lamellar α is closely related to the plastic buckling rather than the shear band. It should be noted that the significant crystallographic rotation, low-angle boundaries (LABs) and high-angle boundaries (HABs) will be produced after the kinking of lamellar α, as shown in Fig. 10(b). The resulted HABs will contribute to the “fragmentation” of initial lamellar, and is helpful to promote the globularization of lamellar microstructure.
Fig. 10. The SEM image (a) and corresponding inverse pole figure (b) of a region containing kinking of lamellar α in the hot deformation of TA15 alloy with lamellar microstructure [
Dynamic globularization of lamellar α is the most important microstructure evolution behavior during hot deformation of titanium alloys with lamellar microstructure. Lots of investigations have been conducted on the dynamic globularization behavior of lamellar α [11,12,38,[47], [48], [49], [50], [51], [52], [53], [54], [55], [56], [57], [58], [59], [60], [61], [62], [63], [64], [65], [66], [67], [68], [69], [70]], which will be reviewed from three aspects, i.e., the mechanism, heterogeneity and kinetic of globularization, in this section.
(1) Globularization mechanism
Many studies indicate that the globularization of lamellar α includes three stages, i.e., the formation of high-energy defects, the instability of lamellar α induced by the high-energy defects, and the coarsening of split α grains, as shown in Fig. 11 [[49], [50], [51]]. The first stage introduces the high-energy defects by the dynamic recovery, dynamic recrystallization, localized shearing, twinning or kinking during deformation. The high-energy defects mainly refer to the structural defects like dislocations, twins and morphological features like kinks, striations, etc., which manifests the formation of intra-α substructure and the loss of α/β interfacial coherency [43,44,[52], [53], [54], [55], [56], [57], [58]]. They provide the required driving force for the subsequent instability of lamellar α, which will split the lamellae to short ones or spheroids through mass transport. In addition, the splitting is usually accompanied by the formation of misorientations inside a lamella, which results in the split particles presenting different crystal orientations [59]. For now, various instability types have been observed, consisting of the direct cylinderization via the recession of edge termination, boundary splitting via thermal grooving, edge spheroidization via the ovulation of ridges. Furthermore, the occurrence conditions of these types of instabilities have also been demonstrated, which mainly depend on the aspect ratio of lamellae, the interfacial energy ratio between intra-α and α/β boundaries, the dominating mechanism of mass transfer (volume or interfacial diffusion), etc. [55,60,61]. Then, the split α will further get spheroidization and coarsening by the termination migration and Ostwald ripening. Both of them are driven by the reduction of interfacial energy. The termination migration refers to the mass transfer from the curved termination to the adjacent flat surface in the same lamellae or any neighboring lamellae under the chemical potential gradient induced by the curvature difference. The Ostwald ripening occurs through the growth of large grains and the expense of small grains [49,50,62].
Fig. 11. The schematic of globularization mechanism of lamellar α.
(2) Globularization heterogeneity
Globularization heterogeneity is a common but undesirable phenomenon for the globularization of lamellar microstructure because it leads to the property heterogeneity. Traditionally, globularization heterogeneity refers to the inhomogeneous globularization fraction distribution at microstructure scale, as shown in Fig. 12 [51]. It is mainly caused by the heterogeneous deformation relating to the geometrical and crystallographic orientations feature of lamellar microstructure. It is well known that both of the geometrical and crystallographic orientations of α colony are different to each other in lamellar microstructure. As described in Section 3.1, different α colonies will present different dislocation slip behavior and α/β interface property evolution dependent on their geometrical and crystallographic orientationss related to the loading direction. This will result in various globularization efficiency for different colonies and then the globularization heterogeneity. Mironov et al. [11] found the lamellar α parallel to loading direction is easier to break up presenting higher globularization efficiency in the warm working of Ti-6Al-4 V alloy. Bieler et al. [45] and Roy et al. [55] analyzed the effects crystallographic orientations on the deformation behavior and globularization efficiency of lamellar α by experiment. They found that the “soft” oriented lamellar α deforms by multiple slip (basal < a> plus prism < a > slips; or prism < a> plus pyramidal < c+a > slips) and presents high globularization efficiency. Moreover, a semi-quantitative representation of globularization efficiency as a function of c-axis tilt from compression direction (Taylor factor) of lamellar α was established by Bieler et al. [45], as shown in Fig. 13. In addition, the heterogeneous loss of α/β interface coherency is also another important factor leading to the globularization heterogeneity of lamellar α [43]. However, there is still a lack of deep understand on this effect mechanism at present with lamellar microstructure [51].
Fig. 12. The globularization heterogeneity after hot deformation of ELI grade Ti-6Al-4 V alloy with lamellar microstructure [
Fig. 13. The semi-quantitative relationship between globularization efficiency and c-axis tilt from compression direction (Taylor factor) of lamellar α [
Recent studies [63,64] suggested that the globularization heterogeneity will also produce texture heterogeneity in the subtransus processing of lamellar microstructure. Its feature is the formation of different macro-zones showing various microtexture after globularization process, as shown in Fig. 14. The macro-zone corresponds to a region where a majority of globularized α grains present close crystallographic orientations, whose formation is related to the colony structure of lamellar microstructure and deformation characteristics of HCP α phase. The lamellae α in a same colony exhibit the same geometrical and crystallographic orientations and close stress state, thus, present similar deformation feature and globularization behavior. It produces a cluster of globularized α grains with close crystallographic orientations, i.e., macro-zone. Furthermore, the deformation of HCP α develops a sharp deformation texture with a limited number of texture components, which causes that the globularized α grains inherited from the current and neighboring globularization clusters may rotate toward the same texture component. This procedure will extend the macro-zone to a larger size than the prior colony [63].
Fig. 14. The texture heterogeneity after subtransus processing of TIMETAL 834 alloy with lamellar microstructure [
As for the suppression of globularization heterogeneity, limited investigations have been conducted. Semiatin et al. [44] indicated that increasing the deformation temperature and amount can improve the deformation homogeneity and globularization efficiency, then weaken the globularization heterogeneity. However, more comprehensive works should be conducted on the underlying mechanisms and control method for the globularization heterogeneity and resulted texture heterogeneity.
(3) Globularization kinetics
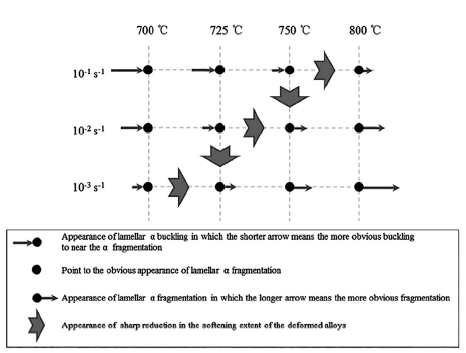
Dynamic globularization kinetics have been experimentally revealed to usually present the sigmoidal tendency for the variation of globularization fraction with strain [65,66]. The critical strain for initiation of globularization and globularization rate are two key factors to assess the globularization kinetics. They are found to be mainly dependent on the deformation conditions and initial lamellar microstructure features. Wang et al. [65] found that the critical strain for initiation of globularization increases with the increase of deformation temperature and decrease of strain rate. Semiatin et al. [12] suggested that at lower strain rate (0.0001 s-1), where the deformation-heating can be negligible, the deformation temperature plays little effect on the globularization rate. However, at higher strain rate (0.1 and 10 s-1), the dependence of globularization rate on deformation temperature is confused due to the temperature rises caused by deformation-heating. In addition, it was also pointed out that the dependence on temperature and strain rate of globularization rate is of second-order importance compared to the effects of deformation amount. As far as the effects of initial lamellar microstructure be considered, it is found that the dynamic globularization kinetic increases with the α colony size for microstructures [67]. The fine acicular lamellar α exhibits faster globularization than the coarse lamellar α due to the easier boundary splitting for thin lamellar α [38]. And the colony structure inserted by short and consistently oriented lamellar α presents faster globularization rate than the long and random oriented lamellae, because the latter one usually kinks first before break-up resulting in the delay of globularization [68].
The above investigations all focus on the one-stage uniaxial hot deformation of lamellar microstructure. It has also been found that the change of strain path significantly influences the dynamic globularization kinetic of lamellar α. Fan et al. [68] demonstrated that two-stage compression with vertical directions yields a higher dynamic globularization rate compared to that with parallel directions, as shown in Fig. 15. While, the two-stage compression with strain path reversal leads to a reduction in the dynamic globularization kinetics compared with monotonic deformation [69]. On the other hand, Fan and his workers [70] also found that the interrupted multiple-pass compression with inter-pass holding pronouncedly affects the globularization kinetics. Fig. 16 shows the schematic of globularization process during interrupted compression. Different from the one-stage deformation, the static recovery in α phase and static recrystallization in β phase occur during the inter-pass holding for interrupted compression. These result in the formation of α/α substructure and loss of α/β interface coherency, thus, accelerate the boundary sliding, strain partitioning and globularization efficiency in the subsequent compression. Besides, they have found that the final globularized fraction increases in a sigmoidal way with the holding time, interrupted strain and deformation pass.
Fig. 15. Schematic representation of two-stage compression with parallel (Sample P) or vertical (Sample V) directions in the second compression stage and the corresponding results of globularization kinetics [
Fig. 16. Schematic representation of globularization process of lamellar α during the interrupted compression [
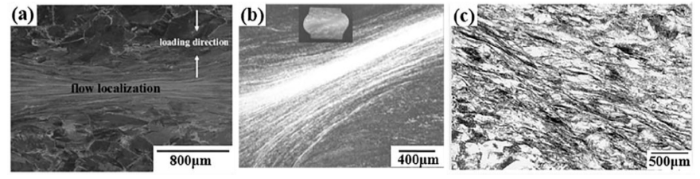
Adiabatic shear band and flow localization are also common phenomena in the hot working of lamellar microstructure, as shown in Fig. 17 [[71], [72], [73]]. Generally, their occurrences are related to the local temperature rise caused by deformation heating. The temperature rise would increase the dislocation mobility, reduce the deformation resistance and then lead to larger deformation in the central part of compressed sample. This will lead to the shear band and flow localization. Quantities of investigations suggest that the adiabatic shear band and flow localization are more likely to produce at relatively low temperature and high strain rate. And, their area is mainly related to the stress state and microstructure features of initial microstructure, which usually cross several or dozens of initial β grains [44,[71], [72], [73], [74], [75], [76]]. Jiang et al. [77] investigated the effect of microstructure heterogeneity on flow localization in the hot compression of lamellar microstructure. They found that the geometrical orientation and colony size of lamellar microstructure are key factors for the flow localization. The difference of deformation resistance among colonies with various features can reach 49% in a primary β grain. This incompatibility promotes the generation of flow localization and large colony size would facilitate the rapid expansion of flow localization. The local large deformation caused by shear band and flow localization will greatly promote the globularization of lamellar α, thus lead to significant inhomogeneous microstructure [78,79]. Moreover, the severe shear band and flow localization may cause micro-crack. Therefore, the shear band and flow localization should be avoided in the design of TMP for lamellar microstructure.
Fig. 17. Shear band and flow localization in the hot working of titanium alloy with lamellar microstructure: (a) Ti17 alloy deformed at 780 ℃, 10 s-1 and 30% [
Fig. 18 shows the typical flow behavior during subtransus processing of lamellar microstructure, which exhibits a significant flow softening compared to that of equiaxed microstructure. During deformation, its stress quickly reaches the peak stress at a low strain with the order of 0.04 and then decreases with further straining exhibiting significant flow softening. When the strain increases to the order of 0.7, the flow stress reaches a steady state. The flow softening degree (γ) can be evaluated by the ratio of the difference between peak stress and steady stress to the peak stress:
$\gamma=(\sigma_{\text{p}}-\sigma_{\text{ss}})/\sigma_{\text{p}}$ (2)
where σp is the peak stress and σss is the steady stress. The flow softening degree strongly depends on the deformation parameters and initial microstructure, whose underlying mechanisms and detail rules will be reviewed below.
Fig. 18. Typical flow curve of titanium alloy with lamellar microstructure and equiaxed microstructure during subtransus processing.
The flow softening may be relative to many physical processes, such as the deformation heating, dislocation substructure, dynamic globularization of lamellar α, kinking of lamellar α, loss of Hall-Petch strengthening, shear band formation, texture change, etc. The main investigation results on this subject are summarized according to the causes as follows.
(1) Deformation heating
The deformation heating can be individually classified into a group, which is different to other softening sources related to the microstructure changes. When titanium alloys deform at an elevated temperature, the deformation-induced heat can not be conducted and dissipated into the die in a short time due to its low thermal conductivity. This will lead to the temperature rise (ΔT), which promotes the mobility of dislocation and then reduces the flow stress, i.e., flow softening. Thus, the measured flow curves are usually corrected to separate the softening effect of deformation heating from those related to microstructure changes. The correcting approach can be found in [80,81] as follow. The ΔT during deformation can be calculated by
$\Delta T=\frac{\eta\beta\int\sigma\text{d}\varepsilon}{\rho c}$ (3)
where, β is the ratio of plastic deformation work converted into heat, which is usually taken as 0.95. σ is the flow stress, ε is the strain, ρ is the density, c is the specific heat, η is the adiabatic correction factor as follows:
$\eta=\begin{cases}1,\dot{\varepsilon}\ge 1 s^{-1} \\ \frac{1}{3}(3+\log\dot{\varepsilon}), 10^{-3}s^{-1}<\dot{\varepsilon}<1s^{-1}\\ 0,\dot{\varepsilon}\le 10^{-3}s^{-1} \end{cases}$ (4)
Then, the relationship among the flow stress, strain rate, strain and instantaneous temperature would be constructed. According to this relationship, the temperature-corrected flow curves at various nominal test temperatures (isothermal condition) could be determined. Semiatin et al. [12] quantitatively compared the softening extents related to deformation heating and microstructure changes at different conditions, as shown in Table 2. It is suggested that the temperature rise and flow softening caused by deformation heating are significant at higher strain rates and lower temperatures. However, it should be noted that the deformation heating contributes little to the total flow softening, while the microstructure related softening prevails at lower strain rates (<0.1 s-1).
Table 2 Comparisons between the softening extents related to deformation heating and microstructure changes at different conditions for a Ti-6Al-4 V alloy with lamellar microstructure [
| Temperature (℃) | Strain rate (s-1) | Δσ/σp at ε¯=0.50 | ||
|---|---|---|---|---|
| Heating related softening | Microstructure related softening | Total softening | ||
| 815 | 10-3 | 0.00 | 0.26 | 0.26 |
| 815 | 10-1 | 0.09 | 0.29 | 0.38 |
| 815 | 101 | 0.16 | 0.12 | 0.28 |
| 900 | 10-3 | 0.00 | 0.23 | 0.23 |
| 900 | 10-1 | 0.09 | 0.31 | 0.40 |
| 900 | 101 | 0.15 | 0.13 | 0.28 |
| 955 | 10-3 | 0.00 | 0.16 | 0.16 |
| 955 | 10-1 | 0.10 | 0.23 | 0.33 |
| 955 | 101 | 0.17 | 0.05 | 0.22 |
(2) Evolution of dislocation substructure related to dynamic recovery (DRV) and dynamic recrystallization (DRX)
It has been reported that the strain rate sensitivity of flow stress (m) locates in the range of 0.1-0.27 for hot deformation of lamellar microstructure [12]. This indicates that the dislocation glide and climb processes controls the deformation behavior. The DRV would occur and produces dislocation walls/pile-ups and subgrain structure within the lamellar α and β phases, as shown in Fig. 19 [11,82,83]. It will decrease the dislocation density to some extent. Consequently, the evolution of dislocation substructure and DRV contribute to the flow softening. However, the experimental results of Semiatin et al. [12] suggested that this contribution is very small. They conducted interrupted compression-test and stopped deformation at the strain of 0.3. Then, the sample was held for 30 min to produce sufficient recovery. After that, the sample was reloaded for an additional strain increment of 0.2. The reloading flow curve nearly continues at the end of interrupted flow curve, and is close to the flow curve without interruption. Thus, they concluded that the evolution of dislocation substructure and DRV weaken the working hardening to some extent in the early stages of deformation, however, contribute little to the significant softening in the later stage of deformation. On the other hand, as mentioned in Section 3.3, DRX is one of the critical mechanisms for the formation of α/α substructure before dynamic globularization. It could also decrease the density of dislocation and then reduce the flow stress to some extent.
Fig. 19. The dislocation substructure and subgrain structure (LAB) within the lamellar α and β phases: (a) Ti-6Al-4 V alloy deformed at 600 ℃ to 25% height reduction (LAB is depicted as red line) [
(3) Dynamic globularization of lamellar α
Xu et al. [84] found that the separation and globularization of lamellar α together influence the flow softening of Ti17 alloy with lamellar microstructure to some extent. However, many scholars have noted that the flow softening mainly occurs at low strains, when substantial dynamic globularization has not yet happen. Thus, it was concluded that the dynamic globularization of lamellar α is related to the flow softening but not a critical factor [12,38,52,67,68]. However, there is still a lack of quantitative evaluation of the effect of dynamic globularization on flow softening.
(4) Kinking of lamellar α
As described in Section 3.2, the kinking of lamellar α usually occurs at lower strains (ε < 0.3), which is earlier than the dynamic globularization and corresponds to the significant flow softening. So, it was speculated that the kinking of lamellar α is one of the reasons for flow softening. And, it is explained by the reduction of bearing capacity caused by micro-buckling of lamellar α [12,38,46,47,68]. Li et al. [85] have found the positive relationship between lamellar α kinking and flow softening extent, as shown in Fig. 20. However, the kinking of lamellar α is a complex process due to the local orientation and stress state dependencies. There is not yet quantitative model to estimate the role of lamellar α kinking in the flow softening of lamellar microstructure.
Fig. 20. Schematic of the relation between α morphology characteristic and flow softening extent [
(5) Evolution of mechanical texture and crystallographic texture of lamellar α
It has been described in Section 3.1 that the rotation of lamellar α will make great changes of mechanical texture and crystallographic texture during deformation. The former is related to the kinking of lamellar α, while the latter greatly determines the activities of slip systems and average Taylor factor. Both of them may give rise to the flow softening of lamellar microstructure. Through the combination of polycrystalline plasticity calculations and experiment, Semiatin and Bieler [41,86] analyzed the flow behavior of a textured Ti-6Al-4 V alloy with lamellar microstructure. Their calculation results suggest the crystallographic texture change lead to flow hardening rather than flow softening for all four compression directions. Hence, they concluded that the flow softening can not be explained by the crystallographic texture change per se. Even so, they got some valuable conclusions on the flow softening behavior of lamellar microstructure: (a) the anisotropy in flow softening degree for compression of textured plate at various directions can be ascribed to the variations in texture hardening degree during deformation; (b) the flow softening degree due to microstructural effects alone can be obtained by correcting the measured flow softening degree using polycrystalline plasticity calculation.
On the other hand, Park et al. [87] connected the evolutions of crystallographic texture and mechanical texture by the following method. First, the Taylor factor of a single lamellar α was obtained according to its tilt angle from the compressive axis based on the empirical model in [45], as shown by solid line in Fig. 21. Then, the average Taylor factor M¯ at a specific strain was obtained by multiplying the fraction of lamellar α (dotted line in Fig. 21) having a specific tilt angle from the compressive axis and the corresponding Taylor factor for a single α lattice (solid line in Fig. 21) with a bin size of 10 and summing the values. Moreover, the variation of M¯ with strain (Fig. 22) was modeled by the following equation:
$M^{-}=2.7\text{exp}(-\frac{\varepsilon}{0.15})+0.7\log\varepsilon+3.9$ (5)
Fig. 21. Fraction of lamellar α presenting different orientations with a bin size of 10° and Taylor factor for α lattice (solid line) [
Fig. 22. The variation of average Taylor factor with strain [
On these bases, they evaluated the contribution of mechanical texture and crystallographic texture changes to the flow softening by:
$\sigma=\bar{M}[\tau_{0}+k_{s}2^{-\frac{1}{2}}(r^{3}_{0}+K\varepsilon/\dot{\varepsilon})^{-\frac{1}{6}}](\sigma>\sigma_{\text{p}})$ (6)
Where τ0 is the friction stress, ks is the Hall-Petch constant and r0 is half of thickness for a non-spherical type particle at t = 0. This equation also considers the effect of lamellar α coarsening on flow softening through Hall-Petch model (the second term in square brackets). It provided an accurate prediction of flow softening of Ti-6Al-4 V alloy with lamellar microstructure during the hot compression at 815-950 ℃ and 0.1-1.0 s-1. In addition, the quantitative contribution of friction stress and Hall-Petch stress to the total stress are obtained, as shown in Fig. 23.
Fig. 23. The contribution of friction stress and Hall-Petch stress to the total stress [
We can find that there are still different understandings on the effect of lamellar α rotation on flow behavior. Semiatin and Bieler [41,86] think the crystallographic texture change caused by lamellar α rotation lead to flow hardening, while, Park et al. [87] think the lamellar α rotation would lead to the flow softening. It’s difficult to determine which conclusion is right. The polycrystalline plasticity calculations in former works [41,86] mainly considers the dislocation slip and crystallographic orientations evolution of α phase. However, the effects of β phase, microstructural morphology and α/β interface on deformation behavior were not considered. For the latter work, when calculating the average Taylor factor, the c-axis of α lattice is assumed to be parallel to the trace of lamellar α. In addition, the model for variation of M¯ with strain (Eq. (6)) does not consider the effect of initial microstructure and deformation conditions. Besides, it should be noted that the above works all focus on the role of crystallographic texture change, while the role of mechanical texture change has not got much attention. Therefore, the roles of evolutions of mechanical texture and crystallographic texture in flow behavior of lamellar microstructure still need further investigations.
(6) Loss of Hall-Petch strengthening associated with α/β interfaces
The flow softening of lamellar microstructure has also been interpreted by the loss of Hall-Petch strengthening associated with α/β interfaces [39,41]. The α/β interfaces were considered similar to the grain boundaries in single-phase materials. They acted as barriers to the dislocation movement and resulted in dislocation pileup at lower strains. With the increasing of strain, the slip transmission across α/β interfaces and concomitant loss of Hall-Petch strengthening would occur, and then lead to the flow softening. To verify the interpretation, they quantitatively compared the loss of Hall-Petch strengthening and the extent of flow softening at different deformation conditions. In order to avoid the effects of prior-beta grain size and crystallographic texture, the Ti-6Al-4 V samples with various lamellar α thicknesses but almost identical prior-beta grain size and crystallographic texture were adopted in hot deformation tests. The peak stress σp at different conditions are measured and interpreted by the following equation:
$\sigma_{\text{p}}=M^{-}(\tau_{0}+k_{s}l^{-\frac{1}{2}})$ (7)
where, τ0 is the friction stress, l is the average thickness of lamellar α, and ks is the Hall-Petch constant, which can be expressed as:
$k_{\text{s}}=(\frac{1}{M^{-}})\text{d}\sigma_{\text{p}}/\text{d}(l^{-\frac{1}{2}})$ (8)
Then, taking M¯ as 3, ks can be determined according to the slope in the plot figure of σp vs. l-1/2. The plot figures of σp vs. l-1/2 at different conditions are shown in Fig. 24 [39]. They found that very noticeable Hall-Petch behavior exist at higher strain rates (0.1, 1, 10 s-1) for both 815 and 900 ℃. The corresponding ks based on σp vs. l-1/2 are given in Table 3.
Fig. 24. The peak flow stress vs. the inverse square root of the average lamellar α thickness for.
Table 3 The Hall-Petch constants based on σp v.s. l-1/2 and (σp-σss) vs. l-1/2 at different conditions [
| Temperature(℃) | ks(MPam)at$\dot{\varepsilon}$(s-1)= | ks'MPamat$\dot{\varepsilon}$s-1= | ||||
|---|---|---|---|---|---|---|
| 0.1 | 1.0 | 10.0 | 0.1 | 1.0 | 10.0 | |
| Based on σp v.s. l-1/2 | Based on (σp-σss) v.s. l-1/2 | |||||
| 815 | 0.0296 | 0.0526 | 0.0547 | 0.0286 | 0.0518 | 0.0537 |
| 900 | 0.0242 | 0.0322 | 0.0424 | 0.0193 | 0.0283 | 0.0442 |
Then, they assumed that all Hall-Petch strengthening disappear when steady state is reached, and the average Taylor factor does not change during deformation. So, the flow softening extent can be expressed by:
$(\sigma_{\text{p}}-\sigma_{\text{ss}})=M_{\text{p}}k_{s}{'}l^{-1/2}+\Delta\sigma_{\text{h}}$ (9)
where, Mp is approximately equal to M¯ when all Hall-Petch strengthening disappears in the steady state. The first term at right side is the magnitude of Hall-Petch strengthening. The second term Δσh denotes the softening increment caused by deformation heating, which is approximately constant for different lamellar α thicknesses at a given strain rate and temperature. According to Eq. (9), the Hall-Petch constant (ks') can be determined by the slope of plot figure of (σp-σss) vs. l-1/2, as listed in Table 3. They found that the Hall-Petch constants based on σp vs. l-1/2 and (σp-σss) v.s. l-1/2 are first-order agreement, which verifies that the loss of Hall-Petch strengthening associated with α/β interfaces is indeed an interpretation for the flow softening. Jones and Jackson [88] have observed quantities of dislocation in lamellar α (Fig. 25(a)), the dislocation pileup at α/β interfaces (Fig. 25(b)) and the slip transmission across α/β interfaces in the hot working of Ti-5-5-5-3 with lamellar microstructure. It provided support to the loss of Hall-Petch strengthening related with α/β interfaces from the physical deformation phenomenon.
Fig. 25. Bright field micrographs of Ti-5-5-5-3 deformed at 785 ℃ to strain of 0.1: (a) regions of high disloaction density in lamellar α, (b) slip transmission across α/β interfaces.
However, some assumptions have been made to quantitatively analyze the relationship between Hall-Petch strengthening loss and flow softening in the above works. For example, the Hall-Petch strengthening is assumed disappear totally when the steady state is reached; the average Taylor factor is assumed as a constant during deformation. Moreover, the derived contribution rates of Hall-Petch strengthening loss and deformation heating to flow softening have not been validated. Therefore, further elaborate investigations to quantify the contribution rate of Hall-Petch strengthening loss on flow softening of lamellar microstructure are urgently needed.
(7) Adiabatic shear band and flow localization
As well known, the adiabatic shear band and flow localization will cause the deformation resistance reduction and flow instability. Thus, it would also give rise to the flow softening to some extent. Many studies have been carried out on the formation mechanism and rules of shear band and flow localization in the hot working of titanium alloys, as mentioned in Section 3.4. However, little investigations have been conducted on the contributions of shear band and flow localization to the flow softening. It is difficult to give a quantitative evaluation on their contribution to flow softening at present.
From the above analysis, it can be concluded that the flow softening of lamellar microstructure during hot deformation is a macroscopic and synthesis outcome of many physical processes (softening mechanisms). Table 4 summarizes the reported general influence rules of deformation parameters and microstructure features on the flow softening behavior. It can be seen that the flow softening is determined by the complex interactions among many softening mechanisms operating on a wide range of length and time scales. The effect (promotion or suppression) of a certain parameter (such as temperature or strain rate) on various softening mechanisms may be different. However, there is no informed work considered the all possible softening mechanisms thoroughly. Moreover, some conflicting assumptions were made when studying different softening mechanisms. For example, the average Taylor factor is assumed constant when studying the effect of Hall-Petch strengthening loss on flow softening [39]. While, the decrease of average Taylor factor is considered as an important factor for the flow softening when investigating the effect of mechanical texture and crystallographic texture evolutions [41,86,87]. Therefore, to elucidate the quantitative roles of each underlying physical mechanisms in flow softening, it is still needed to examine and model the internal mechanisms at a variety of scales integrally.
Table 4 Main influencing factors and laws for the flow softening of lamellar microstructure during hot deformation.
| Flow softening source | Main influencing factors | General influencing laws on flow softening |
|---|---|---|
| Deformation heating | •Temperature •Strain rate | Lower temperature and higher strain rate promote the deformation heating and flow softening |
| Evolution of dislocation substructure and dynamic recovery (DRV) | Higher temperature and lower strain rate facilitate the evolution of dislocation substructure, DRV and flow softening | |
| Dynamic globularization of lamellar α | -- | -- |
| Kinking of lamellar α | •Temperature •Strain rate | Lower temperature and higher strain rate promote lamellar α kinking and flow softening |
| Evolution of mechanical texture and crystallographic texture | •Mechanical texture and crystallographic texture of the initial microstructure •Compression direction | -- |
| Loss of Hall-Petch strengthening associated with α/β interfaces | •Temperature •Strain rate •Lamellar α thickness | Lower temperature, higher strain rate and smaller lamellar α thickness are beneficial to the Hall-Petch strengthening loss and flow softening |
| Adiabatic shear band and flow localization | •Temperature •Strain rate | Lower temperature and higher strain rate would increase the tendency to produce adiabatic shear band, flow localization and flow softening |
Modelling the microstructure evolution and flow behavior is of great technical significance to the microstructure tailoring and processing optimization in the TMP of titanium alloy with lamellar microstructure. At present, most studies developed the prediction models of microstructure evolution and flow behavior respectively. Only a few primary studies were conducted on the unified prediction of microstructure evolution and flow behavior considering their coupling physical mechanism. These works will be reviewed in sort in this section.
(1) Modelling of the microstructure evolution
As for the microstructure evolution, the modelling of globularization kinetic of lamellar α is the research focus. As described in Section 3.3, the experimental results show that the globularization fraction of lamellar α generally increases with strain in a sigmoid way. Thus, the Avrami-type equation (Eq. (10)) has been widely employed to model the variation of globularization fraction with strain.
$f_{g}=1-\text{exp}[-k\times(\varepsilon-\varepsilon_{c})^{n}]$ (10)
where, fg is the volume fraction of globularized α, k is the kinetic constant and temperature-dependent factor, εc is the critical strain for initiation of dynamic globularization, n is the Avrami-exponent. In early studies, Wang et al. [65], Song et al. [66] and Ma et al. [48] have successfully applied the above equation to fit the globularization kinetics of lamellar microstructure. In these works, the parameters k, εc and n in Avrami-type equation were fitted based on the experimental results at some certain deformation conditions (deformation temperature and strain rate). However, the relationship between the fitted parameters and deformation conditions were not developed, so their works are not available to directly predict the globularization kinetics at any deformation condition. To overcome this problem, Song et al. [89] established the fitted parameters in Avrami-type equation with hot deformation conditions for the globularization of TC11 alloy with lamellar microstructure. The parameter k is correlated with lnZ (Z is the Zener-Holloman parameter relating to temperature and strain rate) using a liner function. The parameters εc and n are correlated with strain rate. Moreover, they developed the prediction model of the average grain size of globularized α (D) as the function of lnZ:
$D=\begin{cases}31.63084-0.61249lnZ\dot{\varepsilon}=0.01s^{-1} \\ 2.37124-0.0321lnZ0.1\le\dot{\varepsilon}\le 10\end{cases}$ (11)
where $Z=\dot{\varepsilon}\text{exp}(\frac{529000}{RT})$. Then they integrated the above globularization model into the FE model of cogging process of TC11 alloy, which can predict the distributions of globularization fraction and size on workpiece.
The artificial neural network (ANN) method has also been employed to model the non-linear relationship between dynamic globularization fraction and hot deformation parameters. By quantitative metallographic analysis, Wang et al. [90] obtained the dynamic globularization fraction of Ti-17 alloy under various conditions of strain, strain rate and temperature. Based on these data, they developed a back-propagation ANN model with the deformation temperature, strain and strain rate as input variables and the globularization fraction as output variables. The developed ANN model contains three layer and 12 neurons in the hidden layer. Then, they incorporated the ANN model into the macro FE model of hot compression of Ti-17 alloy, which can accurately predict the distribution of dynamic globularization fraction (Fig. 26).
Fig. 26. The comparison of globularization fraction of Ti-17 sample deformed to 45% reduction at 840 ℃ between experimental and predicted results by integrated model [
(2) Modelling of the flow behavior
In the recent years, FE simulation has become an important tool to optimize the hot deformation process of titanium alloy. The accurate modelling of flow behavior, i.e., the constitutive model, is one of the critical input data and greatly determines the accuracy of FE simulation. By now, the constitutive modelling for hot deformation of lamellar microstructure can be mainly classified into three types, i.e., the empirical regression model [87,91,92], the statistical model [93,94] and the crystal plasticity model [95,96].
The above constitutive equation (Eq. (6)) proposed by Park et al. [87] is a kind of empirical regression model. As mentioned in Section 4.2, it considers the effects of rotation and coarsening of lamellar α on flow behavior. The former effect is considered by developing the regression model between the average Taylor factor M¯ and strain. The second effect is considered by correlating the parameter K to deformation temperature. Their constitutive model can provided an accurate prediction of flow behavior of Ti-6Al-4 V alloy with lamellar microstructure during the hot compression at 815-950 ℃ and 0.1-1.0 s-1. The classical Arrhenius-type equation (Eq. (12)) has also been used to model the flow behavior of lamellar microstructure in reference [91].
$\dot{\varepsilon}=A[\text{sinh}(\alpha\sigma)]^{m}\exp(-\frac{Q}{RT})$ (12)
where, $\dot{\varepsilon}$ is the strain rate (s-1), σ is the flow stress (MPa), A, α and m are the material constants for a certain strain, Q is the apparent activation energy for deformation, R is the universal gas constant and T is the deformation temperature. The parameters in Arrhenius-type equation were determined by regression analysis based on the experimental stresses. However, their model did not consider the effect of strain on the flow behavior, which just can predict the steady flow stress. Park et al. [92] also established an empirical regression model for the hot deformation of Ti-6Al-4 V alloy with lamellar microstructures. The detailed constitutive equation is as follow:
$\begin{cases}\sigma=\sigma^{*}+\sigma_{u} \\ \sigma^{*}=(270+6500C_{O,eq})\{1-[\frac{k_{B}T}{G_{0}}(\ln\frac{\dot{\varepsilon}f(\varepsilon,T)}{\dot{\varepsilon}_{0}})]^{\frac{1}{q}}\}^{\frac{1}{p}}\times f(\varepsilon,T) \\ f(\varepsilon,T)=1+a_{0}[1-(\frac{T}{T_{m}})^{2}]\varepsilon \\ \sigma_{\mu}=kd^{-1/2}_{\text{eff}}+\sigma_{\mu,0}^{'}\varepsilon^{n'}\end{cases}$ (13)
where, σ* is sensitive to deformation temperature and $\dot{\varepsilon}$, σu is insensitive to deformation temperature and $\dot{\varepsilon}$, CO,eq is the equivalent oxygen concentration, kB is the Boltzmann constant, T is the absolute temperature, G0 is the free energy, f(ε,T) is the ratio of the initial dislocation spacing to the distance that a dislocation moves to overcome a barrier, Tm is the absolute melting temperature, and $\dot{\varepsilon}$0p, q and a0 are material constants. It decomposes the flow stress into two terms, i.e., the thermally activated stress σ* and the athermal stress σμ. The former stress term reflects the effects of interstitial concentration, deformation temperature and strain rate. The latter stress term reflects the effect of effective grain size of lamellar microstructure. After fitting the equation parameters, their constitutive model can well predict the flow stress at different hot deformation conditions and initial grain sizes.
As for the statistical model, Liu et al. [93] developed a mathematical constitutive model of Ti-17 titanium alloy with lamellar microstructure based on the orthogonal analysis. Through the orthogonal experiment and variance analysis, they obtained the effect significances of deformation temperature, strain rate, strain and the interaction between temperature and strain rate to the flow behavior. Then, a multivariate nonlinear mathematical model considering the significant factors was established as follow:
$\sigma=0.0939(0.7277\varepsilon^{2}-1.089\varepsilon+1.1036)\left[\dot{\varepsilon}\exp(559.84\times\frac{10^{3}}{RT})\right]^{0.1247}$ (14)
Comparison between the predicted and experimental results suggest that the above constitutive model present good prediction accuracy. Besides, Reddy et al. [94] developed a constitutive model of Ti-6Al-4 V alloy with lamellar microstructure through the ANN method. The flow stress data under varying conditions of strain (0.1-0.6), strain rate (0.001-100 s-1) and temperature (700-1100 ℃) were obtained by continuous compression tests and applied to train the ANN model. The ANN model is a feed forward neural network including two hidden layers with a sigmoid activation function and backpropagation training algorithm. It can nicely reproduce the flow stress in sampled data and can also predict well with the non-sampled data at wide ranges of parameters. Comparing to the empirical regression model, the statistical model (especially the ANN method) present better approximation and interpolation capability and hence better prediction accuracy.
For the crystal plasticity model, Smith et al. [95] developed a polycrystalline plasticity finite element model for predicting the cyclic deformation behavior of Ti-6Al-4 V alloy with lamellar microstructure. During modelling, they assumed that the HCP α dominates the anisotropic response regardless of β phase volume fraction, and only considered single BOR between α and β phases. Although good prediction results were obtained, they pointed out that the effects of α/β interface and β phase volume fraction on deformation behavior should be considered in the future modelling. Fan et al. [96] developed a homogenized crystal plasticity constitutive model to predict the hot deformation behavior of lamellar microstructure. They first investigated the mechanical behavior of single α colony by an explicit crystal plasticity finite element model. It is found that there exist obvious anisotropic strain partitioning and Hall-Petch strengthening between constituent phases during deformation, which lead to the anisotropy in resolved shear stress of colony. Then, they characterized the anisotropic strain partitioning by applying an additional slip system to α phase, whose slip plane is along the α/β interface. Meanwhile, the anisotropic Hall-Petch strengthening were modeled by a geometrical parameter for slip transmission. On these bases, a homogenized crystal plasticity constitutive model was developed, which can well predict the anisotropic deformation behavior and continuous flow softening in the hot compression of single colony samples.
(3) Unified modelling of the microstructure evolution and flow behavior
The above separate models for the microstructure evolution and flow behavior are relatively easy to develop. However, they provide less physical insight and cannot depict the coupling effect between microstructure evolution and flow behavior. Thus, some works have been conducted to establish the physically-based internal state variable model to predict the constitutive behavior and dynamic microstructure development simultaneously in the hot deformation of titanium alloy. Babu and Lindgren [97] proposed a physically based constitutive model for Ti-6Al-4 V alloy including the globularization and its effect on flow softening. This model is based on the evolution of immobile dislocation density and excess vacancy concentration. It is capable of describing the flow behavior in a wide range of temperature and strain rates by considering the dominant deformation mechanisms like dislocation pile-up, dislocation glide, thermally activated dislocation climb, globularization, etc. Bai et al. [98] developed a set of mechanism-based unified constitutive model for the flow behavior of Ti-6Al-4 V alloy, in which the dislocation density evolution, globularization of secondary lamellar α and phase transformation were considered. It can achieve the unified prediction of the flow stress and globularization of secondary lamellar α in the hot deformation. However, both of the above two models are aim to the initial bi-modal microstructure and its globularization of secondary lamellar α in β transformed matrix. They are inapplicable for the hot deformation of titanium alloy with lamellar microstructure.
Aiming at the unified prediction of flow stress and globularization evolution of lamellar microstructure, the authors proposed a set of physically based constitutive model coupling microstructure evolution [99]. In the microstructure evolution modelling, the dislocation density variation, dynamic globularization and variation of Hall-Petch strengthening were considered. The dynamic globularization modelling was realized by depicting the dependence of critical strain for globularization and globularization rate on the temperature and strain rate, as shown in Eqs. (15), (16), (17), (18) [99].
$\varepsilon_{c}=\varphi_{0}(\dot{\varepsilon}^{p})^{\varphi_{1}}\left[\exp(\frac{Q_{\text{act}}}{RT})\right]^{\varphi_{2}}$ (15)
$\dot{X}=c_{0}\theta(1-X)(\dot{\varepsilon}^{p})^{c_{1}}(\varepsilon^{p}-\varepsilon_{c})^{c_{2}}M_{b}P/l$ (16)
$M_{b}=\frac{b\delta D_{\text{ob}}}{kT}\exp(-\frac{Q_{b}}{RT})$ (17)
$P=\rho Gb^{2}/2$ (18)
where, εc (Eq. 15) is the critical strain for globularization, X (Eq. 16) is globularization fraction, Mb (Eq. 17) is the grain boundary mobility, and P (Eq. 18) means the driving force per unit area; The detailed meaning of parameters in these equations are as follows: φ0, φ1 and φ2 are material constants; θ is step function, εp is plastic strain, c0, c1, and c2 are material constants; δ, Dob, Qb and k are the characteristic grain boundary thickness, boundary self-diffusion coefficient, boundary diffusion activation energy and Boltzmann’s constant, respectively.; Gb2/2 is the dislocation line energy. Then, the microstructure model was coupled into a physically based constitutive model (Eq. (19)) to realize the unified prediction of flow stress and globularization evolution.
$\sigma=\bar{M}\left\{\tau^{0}\left[1-(\frac{RT}{\Delta G}\ln\frac{\dot{\varepsilon}_{\text{ref}}}{\dot{\varepsilon}p})^{1/q}\right]^{1/p}+\alpha Gb\sqrt{\rho}+K_{HP}l^{-1/2}\right\}$ (19)
where M¯ is the average Taylor factor of the order of 3; τ0 is the mechanical threshold stress, or the value of the thermal stress at 0 K, ΔG is the activation energy for deformation, R is the gas constant, $\dot{\varepsilon}$ref and $\dot{\varepsilon}$p is the reference strain rate and applied plastic strain rate, p and q are material constants. G is the shear modulus, b is the Burgers vector magnitude (2.95 × 10-10 m), ρ is the dislocation density and α is material constants; KHP is the Hall-Petch coefficient, and l is the average alpha plate thickness. The material parameters in unified models were calibrated using the experimental flow stress and globularization fraction of lamellar microstructure. This model was successfully applied to simultaneously predict the flow stress and globularization evolution during hot deformation of Ti-6Al-4 V and TA15 alloys at different temperatures and strain rates.
The subtransus processing is a critical step in the thermomechanical processing of titanium alloy components. The objective is to breakdown the lamellar microstructure after primary hot working, which plays a key role in tailoring the final microstructure. During the subtransus processing, the microstructure evolution and deformation behavior are very complex and strongly dependent on the processing conditions and the initial lamellar microstructures. Due to its great technological importance and complexity, extensive experimental and modelling investigations have been conducted on the hot working of lamellar microstructures. Many interesting progresses have been made on the characterization and modelling of the initial lamellar microstructures, microstructure evolution and flow behavior during this process, which provide important guidance for the optimization of subtransus processing. However, there still exist some puzzles and challenges needing more research efforts in this field as follows:
(1) Developing quantitative characterization method of globularization heterogeneity, and revealing its underlying formation mechanisms and the relation to the formation of macro-zone;
(2) Uncovering the coupling effects of microstructure morphology, crystallographic texture, properties of α/β interface and complex strain path on the globularization heterogeneity and kinetics;
(3) Exploring the underlying mechanisms and establishing physical-based models of the significant flow softening behavior;
(4) Developing multi-scale and multi-mechanism unified model to predict the evolutions of microstructural morphology, crystallographic orientations and flow behaviors at the same time;
(5) How to optimize the initial lamellar microstructure and processing conditions to improve the globularization kinetic and homogeneity.
The authors would like to gratefully acknowledge the support of National Natural Science Foundation of China (Nos. 51605388, 51875467), the Hong Kong Scholar Program (No. XJ2018010) and the Young Elite Scientists Sponsorship Program by CAST (No. 2018QNRC001).

 WeChat
WeChat
/
| 〈 |
|
〉 |






















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}