Search for articles:
S.G. Wang , M. Sun, S.Y. Liu, X. Liu, Y.H. Xu, C.B. Gong, K. Long, Z.D. Zhang
, M. Sun, S.Y. Liu, X. Liu, Y.H. Xu, C.B. Gong, K. Long, Z.D. Zhang
Corresponding authors:
Received: 2019-01-31
Revised: 2019-05-15
Accepted: 2019-05-17
Online: 2020-01-15
Copyright: 2020 Editorial board of Journal of Materials Science & Technology Copyright reserved, Editorial board of Journal of Materials Science & Technology
More
Abstract
Structural materials usually suffer from several attacks during their service, such as tension, fatigue and corrosion. It is necessary to synchronously improve these properties for their lightweight and long-lifetime, but corrosion resistance and ductility are generally inverse correlation with strength, it is very difficult to simultaneously optimize all three properties. However, bulk nanocrystalline 304 stainless steel (BN-304SS) produced by severe rolling technology possessed the larger yield and ultimate tensile strengths with sufficient elongation (> 40%) during tensile test, the larger saturation stress and longer lifetime during low-cycle fatigue, the enhanced uniform and pitting corrosion resistances during five-day immersion test in 6 mol/L HCl, the lowered stress corrosion cracking (SCC) susceptibility with larger yield (∾2.40 GPa) and ultimate tensile (∾2.66 GPa) strengths, and enough elongation (> 30%) during stress corrosion in comparison with conventional polycrystalline 304 stainless steel (CP-304SS) counterpart. The uniform and pitting corrosion resistances of fractured BN-304SS were enhanced in comprsion with those of fractured CP-304SS during seven-day immersion test in 1 mol/L HCl. These results demonstrated the strengths, ductility and corrosion resistances of BN-304SS can be simultaneously optimized by severe rolling technology. These improved results of BN-304SS in different disciplines were understood by its valence electron configurations rather than traditional microstructural parameters.
Keywords:
Lightweight and long-lifetime become increasingly demands for next-generation high-performance structural materials [[1],[2]]. As a popular structural material, 304 stainless steel is inevitable to simultaneously suffer from several attacks during its service, such as corrosion, fatigue and tension [3]. The synchronous enhancement of these properties is a prerequisite for its long-lifetime and lightweight because either degraded corrosion resistances or deteriorated mechanical properties can result in the defeat of its lightweight and long-lifetime. Many properties of bulk nanocrystalline materials, such as corrosion, high-temperature oxidation, fatigue and tensile properties, have been extensively investigated up to now [[4], [5], [6], [7]]. Although many improved results of these properties have been published, ductility and corrosion resistance are generally inverse relationship with strength, making it difficult to simultaneously optimize them [8]. The poor ductility associated with nanocrystalline materials has become a seemingly insurmountable obstacle for their applications, strength-ductility trade-off has been a long-standing dilema in materials science [9]. Although some strategies, such as selective laser melting [10], deformed and partitioned process [11] and surface nanocrystallization technology [[12],[13]] can contribute to improve strength-ductility trade-off, these strategies require intensive additional machining and may even not be feasible in some cases [10]. Surface nanocrystallization can improve the high-cycle fatigue properties, the strengths and ductility of 304 stainless steel [13], deteriorate the corrosion resistance of 304 stainless steel [14], and degrade the low-cycle fatigue performance of 316 L stainless steel [15]. It is well known that 304 stainless steel is particularly susceptible to pitting corrosion in solutions containing halide ions, its pitting corrosion is very dangerous for the failures of chemical plant [16]. Although many efforts (such as surface treatment, the addition of noble metals and corrosion inhibitor to metallic materials and solution respectively) have been made for improving its pitting corrosion resistance, its pitting corrosion cannot be prevented from in solutions containing halide ions so far [[5],[17]].
Stress corrosion and low-cycle fatigue occupy special position in the set of the most important properties for structural materials, the enhancement of the two performances are the topical issue currently receiving significant attention [[4],[18],[19]]. Although the high-cycle fatigue of nanocrystalline materials has been extensively investigated, there are few results about their low-cycle (strain) fatigue and stress corrosion [[20],[21]], it is difficult to produce the large-dimension specimen of nanocrystalline materials for stress corrosion test. The fatigue lifetimes of ultrafine-grained materials increased owing to their enhanced strengths during high-cycle fatigue [3], but their low-cycle (strain) fatigue properties were usually deteriorated due to cyclic softening, fatigue-induced grain coarsening and massive shear banding, which resulted from their microstructure instabilities with less ductility [22]. The improved strengths of nanocrystlline materials were usually attributed to the finer grain size, stronger residual stress and larger dislocation density, but these micrstructures may be detrimental to their corrosion resistances [[5],[14]]. Therefore, it is difficult to synchronously improve the strengths, ductility, pitting and uniform corrosion resistances, low-cycle (strain) fatigue properties and stress corrosion cracking (SCC) susceptibility of nanocrystalline materials. In addition, the non-standard specimens of nanocrystalline materials were usually used in the mechanical and stress corrosion tests, which may degrade the value of these experimental data or misguide their engineering application [[15],[18],[22]].
The uniform and pitting corrosion, stress corrosion, low-cycle fatigue and tensile properties of BN-304SS and CP-304SS were investigated, the uniform and pitting corrosion of fractured BN-304SS and CP-304SS after tensile test were also studied in this work. The possible mechanism for the improved properties of BN-304SS was put forward in terms of its valence electron configurations rather than traditional microstructure parameters. The standard sized specimens were prepared for corrosion, low-cycle fatigue and tensile tests, which can ensure that the results of BN-304SS were reliable data for its engineering application and comparable with those of CP-304SS.
BN-304SS was produced by severe rolling technology with CP-304SS rod (Φ35 mm × 150 mm), the chemical compositions of 304 stainless steel (wt.%) are C 0.0020%, Si 0.85%, Mn 1.85%, P 0.045%, S 0.028%, Ni 9.03%, Cr 18.24% and balance Fe. The details of severe rolling technology were described in our previous work [23]. BN-304SS was only processed by this nanocrystallization technology, thereafter any other treatment for BN-304SS was not carried out, which can save the producing cost of BN-304SS. The grain size of BN-304SS was 86-175 nm [24]. The specimens for immersion (in 6 mol/L HCl) and tensile tests, stress corrosion and low-cycle fatigue experiments were polished using emery paper of successive grades up to 1500 grit, degreased with acetone, cleaned by distilled water after ultrasonic cleaning for five minutes, and then dried with hair drier before these experiments were carried out. These treatment can avoid the influence of surface defect. Triplicate parallel samples were used for all tests in this work. All experiments were carried out at room temperature (23 ± 1 ℃).
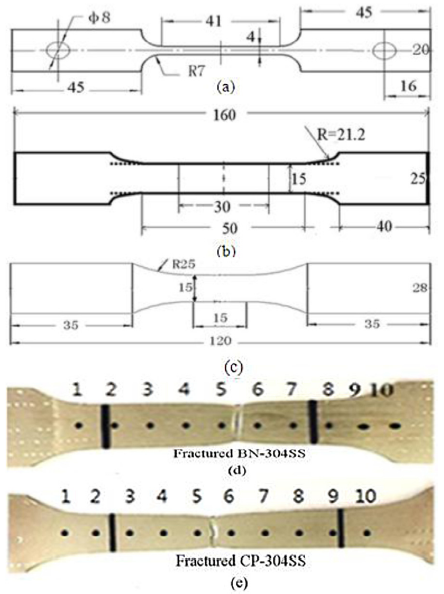
The sample size for stress corrosion test is shown as Fig. 1(a), it is standard size rather than microspecimen. The slow strain rate test was carried out with SCC-1 slow strain rate test system (Beijing Zhongfu engineering technology Co. Ltd) at air and in 1 mol/L HCl, strain rate was 2.5 × 10-6 s-1. For slow strain rate test at air, specimen was directly put into SCC-1 slow strain rate test system. For slow strain rate tests in 1 mol/L HCl, sample was sealed in the electrolytic tank with 704 silicone rubber, dried and solidified at air for 24 h, dried in oven for 24 h, and then the sealed specimen was put into SCC-1 slow strain rate test system. The fractured sample was put in acetone right away after slow strain rate test, which can maintain original fractures as far as possible for SEM observation.
Fig. 1. Specimen dimensions of BN-304SS and CP-304SS (unit: mm) (a-c for stress corrosion, tensile test and low-cycle fatigue test respectively), and the schematic diagram of each part of fractured BN-304SS (d) and CP-304SS (e). The thickness of (a-c) is 2.5 mm.
The specimen dimension for immersion test was 12 × 10 × 2.5 mm3 for BN-304SS and CP-304SS. The 12 × 10 mm2 surface of BN-304SS was its rolled surface, the 12 × 10 mm2 surface of CP-304SS was parallel to the axis of cylindrical CP-304SS bar. For the specimen of five-day immersion test in 6 mol/L HCl, the first time of its weight measurement (m1) was carried out by analytical balance before it was put into 6 mol/L HCl solution, the accuracy of analytical balance is 10-2 milligram. The second time of its weight measurement (m2) was carried out after the corroded sample was taken out of HCl solution and it was dried with hair drier. The corroded sample after the second time of weight measurement were immediately put into vacuum chamber right away, which can retain the original corroded surface as far as possible for subsequent SEM surface observation and XPS characterization. The third time of its weight measurement (m3) was carried out after the oxide film on the corroded specimen was washed out by ultrasonic cleaning for ten minutes and it was dried by hair drier. The corrosion rate of specimen and the formation rate of oxide film can be calculated by m1-m3, m2-m3,s (area surface) and t (immersion time). Each part of fractured specimen after tensile test (Fig. 1(d-e)) was obtained by wire-electrode cutting, and then it was degreased with acetone, cleaned by ultrasonic cleaning for twenty minutes and distilled water, and dried with hair drier. For the fractured specimen, the first (m1) and second (m2) weight loss measurement were carried out before and after seven-day immersion test in 1 mol/L HCl respectively. The fractured specimen was put into vacuum chamber right away for subsequent XPS measurement and SEM observation after the second weight loss measurement, the corrosion rate of fractured specimen can be calculated by (m1-m2), s and t.
The specimen sizes for tensile and low-cycle fatigue tests are shown in Fig. 1(b-c) respectively; they are also standard sizes rather than microspecimen. The low-cycle fatigue and tensile experiments were carried out by electronic universal testing machine SANS-CMT5205 and Material Test System 810 fatigue test machine respectively. The tensile rate was 2 mm/min during the whole tensile test up to facture. The strain amplitude and strain-ratio were 0.2-1.4% and -1 (pull-pressure symmetrical loading mode with triangular wave) respectively, strain frequency was 0.25 Hz during low-cycle fatigue experiment. The parameters of mechanical properties during tensile test, such as yield and ultimate tensile strengths, and elastic strain can be obtained by their stress-strain curves. The low-cycle fatigue results, such as strain amplitude vs lifetime (S-N) curve, Basquin curve and the variation of cyclic stress and hysteresis loop can be obtained.
The volume fraction of martensite content of each part of fractured specimen after tensile test was calculated by X-ray diffraction analysis (XRD, Rigaku, D/Max-2500PC, Cu-Kα, λ = 1.5405 μm). The fracture morphology after stress corrosion and tensile tests was observed by scanning electron microscope (SEM, FEI Nova 430 and Verios 460) and (SEM, Hitachi S-3400 N VP-SEM) respectively. The surface morphology of sample after five-day immersion test in 6 mol/L HCl and fractured specimen after seven-day immersion test in 1 mol/L HCl were observed by SEM (SHIMADZU, SSX-550). The XPS characterization of oxide film on specimen after five-day immersion test in 6 mol/L HCl, and on fractured sample after seven-day immersion test in 1 mol/L HCl were carried out by Surface Analysis System (ESCALAB250, monochromatic AlKα, 1486.6 eV). Pure Au, and Ag standard samples were used to calibrate the binding energy by setting the Au4f7/2 and Ag3d5/2 peaks at Eb of 83.98 ± 0.02 eV and 368.26 ± 0.02 eV, respectively. Fermi edge was calibrated using pure Ni and setting the Eb at 0.00 ± 0.02 eV. The binding energy Eb and atomic perentage of Cl- on specimen and fractured specimen after immersion tests were analyzed by XPSPEAK4.1 software.
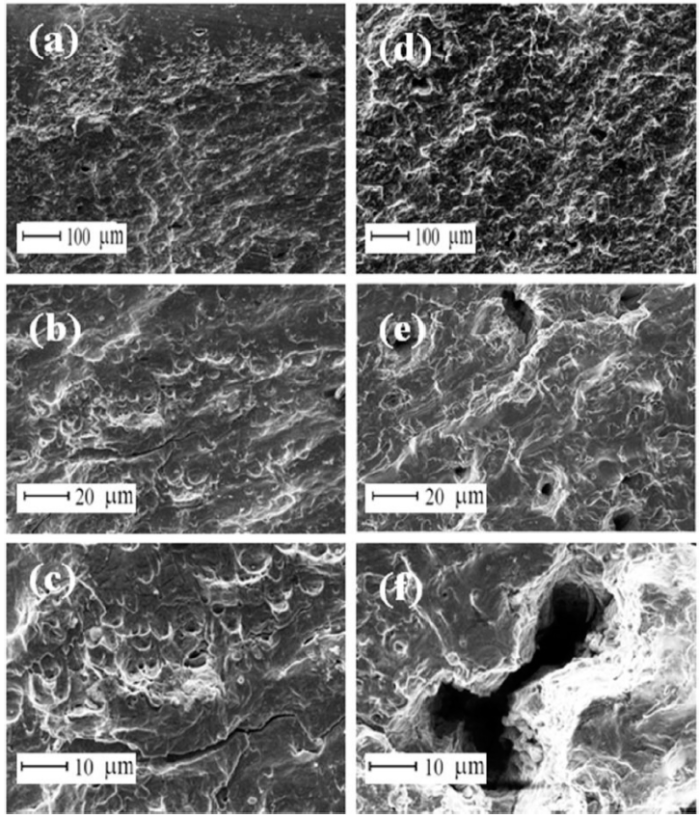
The ultimate tensile and yield strengths of BN-304SS were 195 MPa and 449 MPa larger than those of CP-304SS respectively, the elastic strain of BN-304SS was about two point five times larger than that of CP-304SS from Fig. 2(a) and Table 1. The stress of the former varied with strain within a small range, but the stress of the latter increased with strain from yield to fracture during tensile test. Although the ductility of BN-304SS was degraded, its elongation (41.8%) was larger than those of other bulk nanocrystalline metallic materials, and its uniform elongation was larger than 30% (Fig. 2(a) and Table 1) [11]. The smaller and shallower dimples owing to its smaller grain were visible on BN-304SS fracture according to Fig. 2(b), while the relatively uniform and larger dimples revealed on CP-304SS fracture (Fig. 2(c)). The density and size of corrosion pits on fractured BN-304SS were evidently less and smaller than those of fractured CP-304SS respectively, there were obvious corrosion crevices along the tensile direction on fractured CP-304SS after seven-day immersion test in 1 mol/L HCl (Fig. 2(d-e)). According to their XRD results in Fig. 3(a-b), the martensite content (vol.%) of each part of fractured BN-304SS was less than that of fractured CP-304SS (Fig. 3(c)) even if BN-304SS suffered from severe compressive deformation and subsequent larger tensile stress during severe rolling process and tensile test respectively. For fractured BN-304SS and CP-304SS, the volume fraction of martensite content near fracture was the largest, and gradually decreased from fracture to clamped position. The corrosion rate of each part of fractured BN-304SS was less than that of fractured CP-304SS in 1 mol/L HCl (Fig. 3(d)), the variation tendency of corrosion rate was similar to that of martensite content (vol.%) according to Fig. 3(c-d).
Fig. 2. Stress-strain curves of BN-304SS and CP-304SS during tensile test, SEM fractographs and corrosion surface morphology of fractured BN-304SS and CP-304SS. (a) the stress-strain curves, (b-c) SEM fractographs of BN-304SS and CP-304SS respectively. (d-e) the corrosion surface images of fractured BN-304SS and CP-304SS after seven-day immersion test in 1 mol/L HCl respectively.
Table 1 Parameters of tensile and slow strain rate tests for BN-304SS and CP-304SS. BN-TS and CP-TS: the tensile tests of BN-304SS and CP-304SS respectively. BN-air and CP-air: the slow strain rate tests of BN-304SS and CP-304SS at air respectively. BN-HCl and CP-HCl: the slow strain rate tests of BN-304SS and CP-304SS in 1 mol/L HCl respectively. UTS: ultimate tensile strength; YS: yield stress, EB and RA: the elongation and reductions of fracture area after tensile tests respectively. ES and RT: elastic strain and rupture time respectively.
| YS (MPa) | UTS (MPa) | RA (%) | EB (%) | ES (%) | RT (h) | |
|---|---|---|---|---|---|---|
| BN-TS | 735.6 | 830.7 | 41.9 | 41.8 | 0.32 | - |
| CP- TS | 286.6 | 635.9 | 67.1 | 63.2 | 0.09 | - |
| BN-air | 2441.6 | 2766.4 | 66.2 | 42.2 | 3.0 | 53.0 |
| CP- air | 921.5 | 2308.4 | 62.7 | 78.8 | 1.1 | 93.0 |
| BN-HCl | 2397.8 | 2664.2 | 53.3 | 30.1 | 2.9 | 45.0 |
| CP- HCl | 910.58 | 2073.0 | 48.0 | 52.0 | 1.0 | 71.5 |
Fig. 3. XRD (a-b), the volume fraction of martensitic content (c) and the corrosion rate of each part of fractured BN-304SS and CP-304SS during seven-day immersion test in 1 mol/L HCl (d).
BN-304SS possessed larger yield and ultimate tensile strengths with enough ductility and larger elastic strain, its tensile properties were improved. The uniform and pitting corrosion resistances of fractured BN-304SS were obviously enhanced in comparison with those of fractured CP-304SS, which was usually attributed to its less martensite content and more compact oxide film on fractured BN-304SS respectively. The more impact oxide film on fractured BN-304SS means its better chemical stability in 1 mol/L HCl solution, which was related to the chemical activity and adsorption of Cl-. The larger binding energy of Cl-, the better chemical stability of Cl- is [24]. According to XPS results of oxide film on fractured BN-304SS and CP-304SS (Fig. 4(a-b)), the binding energy of Cl-2p3/2 on the oxide film of fractured BN-304SS was 0.31 eV larger than that of fractured CP-304SS, the atomic percentages of Cl- were 11.8% and 26.5% on the former and the latter respectively. Therefore, the enhancement of pitting corrosion resistance of fractured BN-304SS should be attributed to the less chemical activity and weaker adsorption of Cl- on its oxide film. The impact oxide film on fractured BN-304SS also can contribute to its enhanced uniform corrosion resistance. The tensile properties of BN-304SS, the uniform and pitting corrosion resistances of fractured BN-304SS could be synchronously enhanced by severe rolling technology. However, the corrosion results about fractured metallic materials were scarcely reported up to now.
Fig. 4. High resolution XPS of Cl-2p on fractured BN-304SS (a) and fractured CP-304SS (b) in 1 mol/L HCl after seven-day immersion test respectively, and on BN-304SS (c) and CP-304SS (d) after five-day immersion test in 6 mol/L HCl respectively.
The surface morphology of BN-304SS and CP-304SS after five-day immersion test in 6 mol/L HCl were shown as Fig. 5. The oxide film on original corroded BN-304SS (Fig. 5(a)) was more compact than that on original corroded CP-304SS (Fig. 5(c)). Corrosion pits hardly appeared on original corroded BN-304SS in Fig. 5(a) and subsequent ultrasonic cleaning in Fig. 5(b). However, there were many corrosion pits with large diameter and depth on original corroded CP-304SS in Fig. 5(c) and subsequent ultrasonic cleaning in Fig. 5(d). Therefore, BN-304SS scarcely suffered from pitting corrosion, but CP-304SS was obviously subjected to severe pitting corrosion. The corrosion rate of BN-304SS (47.4 mg. cm-2. d-1) was less than that of CP-304SS (62.1 mg. cm-2. d-1); the actual corrosion rate of CP-304SS should be larger than its present result because its corrosion products in pits cannot be thoroughly cleaned. The average formation rate of oxide film on BN-304SS (0.24 mg. mm-2. d-1) was only about one tenth of that on CP-304SS (2.21 mg. mm-2. d-1), which means the average thickness of oxide film on the former was evidently less than that on the latter. Therefore, the uniform and pitting corrosion resistances of BN-304SS can be synchronously improved in despite of its thinner oxide film.
Fig. 5. Surface images of BN-304SS and CP-304SS after five-day immersion test in 6 mol/L HCl. (a-b) original corroded BN-304SS and subsequent ultrasonic cleaning respectively. (c-d) original corroded CP-304SS and subsequent ultrasonic cleaning respectively.
6 mol/L is a high concentration for HCl solution. We selected this concentration owing to the two factors; (1) the accelerated experiment for uniform and pitting corrosion; (2) the exploration of tolerance limit of HCl concentration and immersion time when pitting corrosion happened for BN-304SS. According to the XPS results of their oxide film (Fig. 4(c-d)), the binding energy of Cl-2p3/2 on BN-304SS was 0.44 eV larger that on CP-304SS and the atomic percentages of Cl- were 32.5% and 47.1% on BN-304SS and CP-304SS respectively. The enhancement of pitting corrosion resistance of BN-304SS should be attributed to the less chemical activity and weaker adsorption of Cl- on BN-304SS. The microscopic dynamical processes of uniform corrosion are related to the valence electron exchange between ions in electrolyte and metallic atoms at atomic scale [25]. Therefore, the enhanced uniform corrosion resistance of BN-304SS should be attributed to its different valence electron configurations (larger work function, the larger binding energy and less weight of valence electrons at low energy levels related to electrochemical reactions) [25]. These factors can result in the larger electrochemical reaction resistance of BN-304SS in comparison with that of CP-304SS.
During slow strain rate test, the yield and ultimate tensile strengths of BN-304SS were about 1520 MPa and 458 MPa larger than those of CP-304SS at air respectively, and were about 1487 MPa and 591 MPa larger than those of CP-304SS in 1 mol/L HCl respectively. The ultimate tensile strengths of BN-304SS and CP-304SS decreased by 102 MPa and 235 MPa from at air to in 1 mol/L HCl respectively, the elongations of BN-304SS were 41.8% and 30.1% at air and in 1 mol/L HCl respectively (Fig. 6(a) and Table 1). SEM fractographs of BN-304SS and CP-304SS after stress corrosion (Fig. 6(b-e)) showed typical dimple fracture mode with some microcracks. More microcracks and larger dimples can be observed on CP-304SS fracture. SCC susceptibility index can be characterized by the loss ratio of breaking elongation Iε and ultimate tensile strength Iσ as following Eqs.(1a)-(1b) [26]
$I_{\sigma}(\%)=\frac{\sigma_{air}-\sigma_{sol}}{\sigma_{air}}\times 100$ (1a)
$I_{\varepsilon}(\%)=\frac{\varepsilon_{air}-\varepsilon_{sol}}{\varepsilon_{air}}\times 100$ (1b)
where εair and εsol denote for the breaking elongations at air and in 1 mol/L HCl respectively, σair and σsol represent the ultimate tensile strengths at air and in 1 mol/L HCl respectively. Iσ of BN-304SS (3.7%) was less than that of CP-304SS (10.2%), and Iε of the former (28.7%) was also less than that of the latter (34.0%). The elastic strains of BN-304SS and CP-304SS were almost invariable, but the elastic strain of the former was about two point nine times of the latter during slow strain rate test (Table 1). BN-304SS possessed the lowered SCC susceptibility with larger yield (∾2.40 GPa) and ultimate tensile (∾2.66 GPa) strengths, sufficient ductility and larger elastic strain during stress corrosion.
Fig. 6. Stress-strain curves during slow strain rate test, SEM fractographs of BN-304SS and CP-304SS. (a) the stress-strain curves during slow strain rate tests at air and in 1 mol/L HCl. SEM fractographs of BN-304SS (b) and CP-304SS (c) after slow strain rate test in 1 mol/L HCl respectively. SEM fractographs of BN-304SS (d) and CP-304SS (e) after slow strain rate test at air respectively.
For BN-304SS, its lowered SCC susceptibility, larger yield and ultimate tensile strengths, and enough ductility (elongation > 30%) mean its better chemical and mechanical stability during stress corrosion. It should be noted that BN-304SS was loaded by larger tensile stress during slow strain rate test (Fig. 6(a)). The SCC susceptibility of BN-304SS may be smaller than its present result if BN-304SS was loaded by the same tensile stress as CP-304SS. The SCC susceptibility of ultrafine-grained materials by surface nanocrystallization and equal-channel angular pressing (ECAP) became larger or smaller than those of conventional polycrystalline counterparts, which depends on materials, technological parameters and experimental environment [[27], [28], [29]]. For ECAPed AZ61 alloy, its larger SCC susceptibility with higher ultimate tensile strength was attributed to its refined grains, high-density dislocation and increased proportion of high-angle grain boundaries [30]. The smaller SCC susceptibility of ECAPed Al-3% Mg alloy was attributed to its improved corrosion resistance [31]. For ECAPed Al-3% Mg, its grain was refined, its dislocation density and the proportion of high-angle grain boundaries also increased, but the different conclusions were drawn in Refs. [[30],[31]]. It is not sure which intrinsic factors or parameters can result in the larger and lower SCC susceptibility of metallic materials so far. The improved tensile properties and enhanced (uniform and pitting) corrosion resistances of BN-304SS can contribute to its lowered SCC susceptibility with larger (yield and ultimate tensile) strengths and elastic strain, and sufficient ductility during stress corrosion. The results of tensile test, immersion test and stress corrosion experiment agreed with each other for BN-304SS and CP-304SS.
The dependence of fatigue lifetime Nf on the total strain amplitude Δεt/2 = 0.2 ∾1.4% for BN-304SS and CP-304SS during low-cycle fatigue was illustrated in Fig. 7(a). From the aspect of strength, an improvement of low-cycle fatigue of BN-304SS was displayed by Basquin curves as Fig. 7(b), the saturation stress of BN-304SS was about one time larger than that of CP-304SS. The cyclic stress response curves of BN-304SS and CP-304SS including cyclic hardening/softening behaviors were provided for the total strain amplitudes Δεt/2 = 0.2% and 0.4% in Fig. 7(c-d). BN-304SS had the obvious hardening and no softening behaviors for Δεt/2 = 0.2%, hardening behavior and subsequent softening behavior for Δεt/2 = 0.4∾1.4%, but there was no obvious hardening behavior for CP-304SS within total strain amplitudes from 0.2% to 1.4%. The hysteresis loops of BN-304SS were almost straight lines during different cycles and its loop areas were evidently less than those of CP-304SS for Δεt/2 = 0.2%. The hysteresis loops of BN-304SS and CP-304SS for Δεt/2 = 0.2% and 0.4% in Fig. 7(e-f) demonstrated the following facts: (1) the plastic and elastic strains of BN-304SS were smaller and larger than those of CP-304SS respectively; (2) the damage degree of the former was weaker than that of the latter due to the obviously smaller loop areas of BN-304SS; (3) the low-cycle fatigue of BN-304SS was almost elastic deformation behavior for Δεt/2 = 0.2% because its loop areas were almost zero during different fatigue cycles in Fig. 7(e). Therefore, Fig. 7(e-f) agreed with Fig. 2 and Table 1 each other for the larger elastic strain of BN-304SS. SEM fractographs of fatigue fractures were shown in Fig. 8 for Δεt/2 = 0.6% (Fig. 8(a-c) for BN-304SS and Fig. 8(d-f) for CP-304SS at different magnifications).
Fig. 7. Low-cycle fatigue properties of BN-304SS and CP-304SS. (a) low-cyclic S-N diagram. (b) Basquin curves. (c-d) the cycle stress amplitude curves for Δεt/2 = 0.2% and 0.4% respectively. (e-f) the hysteresis loops for Δεt/2 = 0.2% and 0.4% respectively.
Fig. 8. SEM fractographs of BN-304SS and CP-304SS after low-cycle fatigue failure for Δεt/2 = 0.6%. (a)-(c) for BN-304SS, (d)-(f) for CP-304SS at different magnifications respectively.
The fatigue lifetime and saturation stress of BN-304SS were longer and larger than those of CP-304SS respectively (Fig. 7(a-b)), which means the enhanced low-cycle fatigue performances of BN-304SS. Although the cyclic softening of BN-304SS happened for Δεt/2 > 0.6%, its obvious cyclic hardening appeared for Δεt/2 = 0.2% and 0.4% in Fig. 7(c-d). The low-cycle fatigue properties of BN-304SS were not deteriorated in spite of its less ductility and cyclic softening behaviors for Δεt/2 > 0.6%, which should be attributed to its larger yield and ultimate tensile strengths, larger elastic strain and enough ductility according to Figs. 2(a) and 6(a). For BN-304SS and CP-304SS, their results of tensile properties agree with those of low-cycle fatigue performances each other. The number of fatigue crack on BN-304SS fatigue facture was less than that on CP-304SS fatigue facture, the volume and density of voids on BN-304SS fracture were also smaller than those on CP-304SS fracture (Fig. 8). Elastic strain is another important and key factor for mechanical properties. Larger elastic strain can be beneficial to retard the coming of plastic deformation during low-cycle fatigue and tensile test, sufficient plastic strain can put off the final fracture during plastic deformation. The larger elastic strain and enough plastic strain of BN-304SS are the prerequisites for its enhanced low-cycle fatigue properties.
For BN-304SS, its lowered SCC susceptibility, larger yield and ultimate tensile strengths, larger elastic strain and sufficient ductility, improved uniform and pitting corrosion resistances, larger saturation stress and longer fatigue lifetime, and the improved uniform and pitting corrosion resistances of fractured BN-304SS demonstrated the positive correlation between strengths and corrosion resistances with enough ductility. These enhanced properites of BN-304SS are beneficial to its lightweight and long-lifetime during service [[2],[8],[32]]. There are many general viewpoints in materials science, such as (1) larger dislocation density and severe residual strain usually result in degraded corrosion resistance; (2) 304 stainless steel is inevitable to suffer from pitting corrosion in solution containing halide ion; (3) strength and ductility are mutually exclusive; (4) less ductility, larger strain amplitude and larger tensile stress lead to the degraded low-cycle fatigue properties and higher SCC susceptibility respectively; (5) ductility and corrosion resistance are generally inverse relationship with strength. The improved results of BN-304SS did ot agree with above five viewpoints. The relationship between properties (mechanics and corrosion) and traditional microstructure parameters, such as dislocation and its density, martensite content, grain size, residual strain and nanotwin grain et al, have been extensively investigated in order to understand the mechanisms of properties [[1], [2], [3], [4], [5], [6], [7], [8], [9], [10], [11], [12], [13], [14], [15], [16], [17], [18], [19], [20], [21], [22], [23], [24], [25], [26], [27], [28], [29], [30], [31], [32], [33], [34], [35], [36], [37], [38], [39], [40], [41], [42], [43], [44], [45]]. In fact, many properties of metallic materials cannot monotonically vary with traditional microstructure parameters, such as Hall-Petch and inverse Hall-Petch relations [[33],[34]], the positive or negative effect of grain size and residual strain et al on electrochemical corrosion [[5],[35]], stress corrosion [[31],[36]], and fatigue [[15],[21],[37],[38]]. Higher strength could be achieved if the higher volume fraction of nanotwin grains and thinner of twin/matrix lamellae was introduced [39], strength did not rise but slightly reduced when the volume fraction of nanotwin grain increased from ∾25 to ∾50 vol.% in nanotwinned 316 L stainless steel with fixed twin thickness [40]. For the stress corrosion of AISI 321 stainless steel in 42% MgCl2 boiling solution, when the volume fraction of α'-martensite content was less than 5% and also in the range of 15%-24%, its SCC susceptibility decreased with the increase of α'-martensite content. However, when the volume fraction of α'-martensite content was in the range of 5%-15% and more than 24%, its SCC susceptibility increased with the increase of α'-martensite content [41]. The martensite phase in fractured BN-304SS did not result in obvious pitting corrosion as shown in Fig. 2(d-e). Martensite phase can act as the positive or negative effect on SCC susceptibility and pitting corrosion resistance [[41], [42], [43], [44], [45]]. Many mutually contradictory conclusions have been published about the relationships between the properties of metallic materials and their conventional microstructure parameters [16,[27], [28], [29], [30], [31],[33], [34], [35], [36], [37], [38], [39], [40], [41], [42], [43], [44], [45]]. Therefore, these traditional microstructure parameters cannot be considered as the intrinsic parameters for tension, corrosion and low-cycle fatigue, and it is difficult to understand the improved results of BN-304SS by these conventional microstructure parameters.
The following chemical reaction equations will happen during electrochemical corrosion of metallic materials [23],
$M_{0(s)}\to M_{0}^{n+}(aq)+ne$ (2)
$2H_{(aq)}^{+}+2e\to H_{2(g)}$ (3a)
$O_{2}+2H_{2}O+4e\to 4OH^{-}$ (3b)
M0 denotes for metallic atom. Eq. (2) is anodic reaction and the process of losing valence electrons for metallic atom. Eqs. (3a)-(3b) are cathodic reactions and the process of obtaining valence electrons for atom or ion in corrosive medium, they represent hydrogen evolution and oxygen absorption corrosion respectively. For Eq. (2), the resistance of losing valence electrons at low energy levels monotonously increased with the binding energies of these valence electrons, and monotonously decreased with the weights of valence electrons at low energy levels. The valence electrons of metallic atom must overcome the surface potential of metal matrix (work function) in order to realize Eq. 3. The valence electron configurations (the energy level, weight and binding energy of valence electron, work function) of BN-304SS and CP-304SS were characterized by ultraviolet photoelectron spectroscopy as shown in Fig. 9. The parameters of valence electron configurations of BN-304SS and CP-304SS can be obtained by Fig. 9, they were listed in Table 2. The work functions φs of BN-304SS and CP-304SS can be calculated by their ultraviolet photoelectron spectroscopy and the following Eq. (4) [46]
$\varphi_{s}=hv+E_{c}-E_{F}$ (4)
Where, EF and Ec represent Fermi level and the low cutoff of secondary electron respectively. The work function φs of BN-304SS was 0.39 eV larger than that of CP-304SS [24]. The larger work function means the larger resistance of overcoming the surface potential for Eq. 3. It is not difficult to understand that the larger binding energies and smaller weights of valence electrons at low energies levels, and larger work function could result in larger resistances to realize Eqs. 2-3. Therefore, the larger uniform corrosion resistances of BN-304SS during five-day immersion test in 6 mol/L HCl and fractured BN-304SS during seven-day immersion test in 1 mol/L HCl should be attributed to its larger binding energies and smaller weights of valence electrons at low energy levels (Table 2) and larger work function at atomic scale. According to XPS results of oxide film on BN-304SS and fractured BN-304SS, their enhanced pitting resistances should result from the larger binding energies and weaker adsorption of Cl- on their surfaces. A higher work function corresponds to a lower electron transfer rate and thus to a higher corrosion resistance [47], the consistence between experimental observations and theoretical studies indicated that work function was closely related to the corrosion potential, and could be a sensitive parameter for corrosion behavior [48].
Fig. 9. Valence electron configurations of BN-304SS (a) and CP-304SS (b) characterized by ultra-violet photoelectron spectroscopy [
Table 2 Weights and binding energies of valence electrons of BN-304SS and CP-304SS. WbBN and WbCP represent the weights of valence electrons of BN-304SS and CP-304SS respectively [
| 4 s | 4 s -3d (B) | 4 s-3d (I) | 3d-4 s (B) | 3d-4 s (I) | 3d-3d (I) | |
|---|---|---|---|---|---|---|
| WbBN (%) | 10.80 | 18.15 | 21.09 | 15.80 | 21.73 | 12.44 |
| WbCP (%) | 13.47 | 21.35 | 23.02 | 16.56 | 15.71 | 9.89 |
| EbCP (eV) | 0.26 | 2.27 | 4.59 | 7.07 | 9.52 | 11.05 |
| EbBN(eV) | 0.58 | 2.54 | 4.72 | 7.17 | 9.64 | 11.11 |
The mechanical properties of metallic materials are determined by the interactions among their valence electrons rather than dislocation, crystalline grain and residual strain at atomic scale, the correlation between the valence electron behavior and mechanical properties of materials has been theoretically studied using methods based on quantum mechanics [[49],[50]]. However, such quantum theories are complicated and not feasible for use in material design [51]. The ultimate tensile and yield strengths of metallic materials should monotonously increase with the binding energies of their valence electrons. The larger binding energies of valence electrons of BN-304SS in Table 2 can result in its larger ultimate tensile and yield strengths. For BN-304SS, the weights of its valence electrons at high and low energy levels become larger and smaller respectively, which is another factor for its larger ultimate tensile and yield strengths. The ductility of metallic materials is related to the spatial (vectorial) distribution of interactions among valence electrons, and the relationship between the interaction force (among valence electrons) and the distance (between these valence electrons). The relationship between ductility and valence electron configuration is very complicated, and it cannot be explained further in this work, we will deal with this subject in the future.
The relationship between work function and temperature is not only of significance to the Young’s modulus, but also helps predict the dependence of other intrinsic properties of metals on temperature on a feasible electronic base [52]. It has been shown that the Young’s modulus (E) of metals has a sextic polynomial relation with work function φs [53]
$E-\alpha \varphi_{s}6$ (5)
Where, α is the Madelung constant. The Young’s moduli of metallic materials monotonically varied with work function. The work function in plastic deformation range always decreases with plastic strain no matter it was tensile or compressive stress. Yielding point can be related to the critical stress for the work function transition from smooth variation to steep variation, which strongly depended on stress states [54]. For Al, Cu, Al-Cu and Al-Mn alloy, work function decreased with the increment of strain and strain rate, and gradually decreased as the tensile deformation continuously increased [55]. For X70 steel, its work function, Young’s modulus and hardness increased with %Ni. The softer phase FeNi3 resulted in lowered work function and corresponding deterioration in mechanical strength, and mechanical behavior was correlated with work function [56]. Therefore, the mechanical properties of metallic materials can be characterized by their valence electron configurations, the monotone relationship (function) between mechanical properties and valence electron configurations may be established. During stress corrosion, metallic materials simultaneously suffered from corrosion and (tensile or compressive) stress. Hence the valence electron configurations of BN-304SS, the chemical activity and surface adsorption of Cl- on BN-304SS should be responsible for its lowered SCC susceptibility, larger yield and ultimate tensile strengths during stress corrosion in 1 mol/L HCl. According to above discussion, the valence electron configurations of metallic materials may be considered as the intrinsic parameters for tension, low-cycle fatigue and corrosion.
The strengths and ductility (in low-cycle fatigue, stress corrosion and tensile tests), fatigue lifetime, saturation stress, SCC susceptibility, uniform and pitting corrosion resistances of BN-304SS can be simultaneously optimized by severe rolling technology. The uniform and pitting corrosion resistances of fractured BN-304SS was also simultaneously enhanced in comprison wth those of fractured CP-304SS. These improved properties of BN-304SS can contribute to its long-lifetime and lightweight during service. The simultaneously enhanced uniform corrosion resistance, low-cycle fatigue performances, stress corrosion resistance and tensile properties of BN-304SS are attributed to its lager binding energies and smaller weights of valence electrons at low energy levels, and larger work function rather than the variation of traditional microstructure parameters. The larger binding energy and weaker adsorption of Cl- on BN-304SS are responsible for its enhanced pitting corrosion resistance, lowered SCC susceptibility and impact oxide film. The traditional microstructure parameters, such as grain size, residual stress and dislocation et al. are not the intrinsic parameters for mechanical and corrosion properties. The valence electron configurations of metallic materials may be considered as one of intrinsic parameters for these properties, they are useful parameters for alloy design and can provide us the further understanding for these properties because the nature of microdynamic processes of these properties are directly related to the valence electron configurations of metallic materials at atomic scale. The larger elastic strain and sufficient plastic strain of BN-304SS are also responsible for its enhanced low-cycle fatigue resistance.
We thank Dr. B. Wang and Dr. M. X. Zhang for their help for SEM fractograph analysis in stress corrosion, low-cycle fatigue and tensile tests at room temperature. Authors are grateful to the financial support of National Natural Sciences of Foundation of China (Contract No. 51171199), and the cooperation project from Pujiang, Chengdu, Sichuan Province, China, No. Y5N4811181.

 WeChat
WeChat
/
| 〈 |
|
〉 |







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}