Search for articles:
Dan Jia , Dongsheng Xu
, Dongsheng Xu
Corresponding authors:
Received: 2019-02-21
Revised: 2019-04-11
Accepted: 2019-04-12
Online: 2019-09-20
Copyright: 2019 Editorial board of Journal of Materials Science & Technology Copyright reserved, Editorial board of Journal of Materials Science & Technology
More
Abstract
The microstructure evolutions and nucleation mechanisms of GH4169 G alloy were studied by optical microscope, electron backscatter diffraction (EBSD) and transmission electron microscope (TEM). The hot compression tests were performed different imposed reductions in the range of true strain from 0.12 to 1.2 at the temperatures of 930 ℃-1050 ℃ with strain rates of 0.01 s-1-1 s-1. It is found that cumulative and local misorientation increase firstly and then decrease when the strain is increased due to the progress of dynamic recrystallization (DRX). The low angle boundaries (LAGBs) rapidly develop to high angle boundaries (HAGBs) at relatively high deformation temperature or the low strain rate. There are three DRX mechanisms observed for GH4169 G alloy during hot deformation. Discontinuous dynamic recrystallization (DDRX) as the dominant mechanism for GH4169 G alloy is characterized by typical necklace structures and bulged-original boundaries. Besides, different deformation bands with dislocation cells formed in deformed matrix at low temperature and large strain, which indicates that continuous dynamic recrystallization (CDRX) contributed to the DRX process. The twin boundaries lost their coherent characteristics and provide sites for nucleation, which also accelerates the nucleation of DRX.
Keywords:
GH4169 alloy has been widely used for hot section rotating components of gas turbine aero-engine owing to its excellent mechanical and anticorrosion resistance at elevated temperatures up to 650 ℃ [[1], [2], [3]]. The emphasis on ever-increasing demand of stronger alloys has led to the development of superalloys. By micro-alloying with phosphorus and boron, the stress rupture life and creep properties of GH4169 alloy can be improved significantly [4,5], and the service temperature can be increased up to 680 ℃. The new alloy added phosphorus and boron into the GH4169 composition has been named as GH4169 G.
The control of the thermo-mechanical processing is of great importance for the new alloy to obtain a superior performance. The processing parameters such as strain, strain rate and deformation temperature are all very important for controlling microstructure of final products. Abnormal deformation conditions would induce surface cracks, inhomogeneous distribution of grain size and flow localization [6,7]. Therefore, much attention should be paid to the microstructure evolution under different deformation conditions for GH4169 G alloy. It is well known that dynamic recrystallization (DRX) decreases the deformation resistance and yields beneficial fine grained structures resulting in better mechanical properties and formability of alloys [[8], [9], [10]]. Some new dynamic recrystallization kinetics model have been established which can well describe the DRX behavior [11,12]. In the past decades, the hot deformation behaviors, as well as the DRX mechanisms of superalloy IN718 (GH4169) have been extensively studied [[13], [14], [15], [16]]. However, the deformation process is quite complex and detail studies are needed to further investigate the nucleation mechanisms, especially about the continuous dynamic recrystallization (CDRX) and twinning mechanisms. The information about the microstructure evolution during DRX of hot deformed GH4169 G alloy has been rarely investigated experimentally. Besides, the microstructure evolution is well known to have a large impact on deformation behavior and the deformation mechanisms vary with different superalloys. Therefore, further researches are needed.
In the present paper, the hot compression tests of GH4169 G alloy have been conducted and the effects of deformation parameter (strain, strain rate and temperature) on the evolutions of grain microstructure are analyzed in detail. The nucleation mechanisms for DRX correspond to certain condition have been demonstrated using electron backscatter diffraction and transmission electron microscope.
The master GH4169G alloy was prepared through vacuum induction melting followed by vacuum arc remelting and its chemical compositions in weight percent are as following: Ni 52.65, Nb 5.20, Mo 3.12, Cr 18.77, Al 0.48, Ti 1.05, C 0.027, P 0.022, B 0.010, Fe balance. The ingot was cogged and hot close-die forged into a cake-like forging after a homogenization treatment. The specimens used in this paper were cut from the cake-like GH4169 G forging and soaked at 1020 ℃ for 1 h to ensure the uniformity of microstructure for all the specimens.
Isothermal hot compression tests were carried out on Gleeble 3500 thermo-mechanical simulator to evaluate the microstructure evolution during hot working under the temperature range from 930 ℃ to 1050 ℃ and strain rate 0.01 s-1, 0.1 s-1and 1 s-1. Cylindrical specimens with 10 mm in diameter and 15 mm in height were prepared. Graphite was used as lubricant between specimen and compression dies in order to reduce the friction. The specimens were heated to preset temperature at a rate of 10 ℃/s and soaked at the temperature for 5 min before compressed to various strains, and then were immediately quenched by water to preserve the deformation microstructure.
The deformed specimens were sliced along the compression axis for microstructure observation. The cutting surfaces were mechanically polished and etched electrolytically with a solution consisting of 10 g oxalic acid in 90 ml water at an applied potential voltage of 6 v for 6-9 s. Grain boundary can be deeply etched using this method, making the grain size easily measurable. Due to the heterogeneity of deformation during hot compression, the microstructure observations were focused on the central part of the specimens. For electron backscatter diffraction (EBSD) observation, the specimens were mechanically polished and followed by electropolishing in a solution of 10% perchloric acid in ethanol at 30 V. Microstructure analysis was carried out using a fully automated EBSD system with channel 5 software. Depending on specific grain size, measurements were performed over two types of areas using the following parameters: a spot size of 6.0, accelerating voltage 20 kV, and a step size with 0.14 μm. The information such as grain boundary characteristics was obtained accurately by using the EBSD technique. In addition, dislocation and recrystallization were examined using transmission electron microscope (TEM) on a JEOL 2010 TEM operated at 200 kV. Thin foils for TEM observation were prepared by mechanically grinding specimen slices to 50 μm thick and twin-jet electropolishing in a mixture of 90% alcohol and 10% perchloric acid at -20 ℃ under voltage of 24 V.
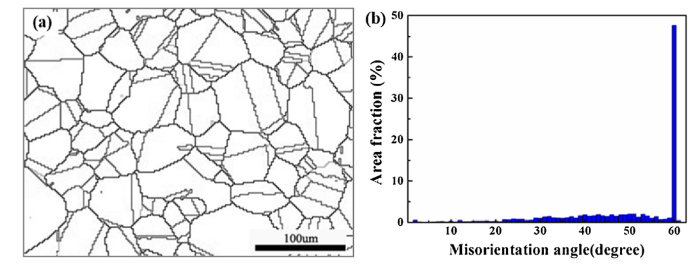
Fig. 1(a) presents the microstructure of the GH4169 G alloy prior to hot deformation. It can be found that the initial microstructure mainly consists of equiaxed grains with an average size of 73μm and lamella-like straight annealing twins. In addition, the distribution of misorientations is described in Fig. 1(b). The low angle grain boundaries (LAGBs, 2°≤ θ<15°) and high angle grain boundaries (HAGBs,θ≥15°) are defined. It should be noted that the majority of the grain boundaries are HAGBs. Furthermore, it should be mentioned that the fraction of ∑3 boundaries is about 48% in the specimen after solution treatment.
Fig. 1. Microstructure of the GH4169 G specimens soaked at 1020 ℃ for 1 h prior to hot compression: (a) orientation image microscopy map; and (b) misorientation angle distribution.
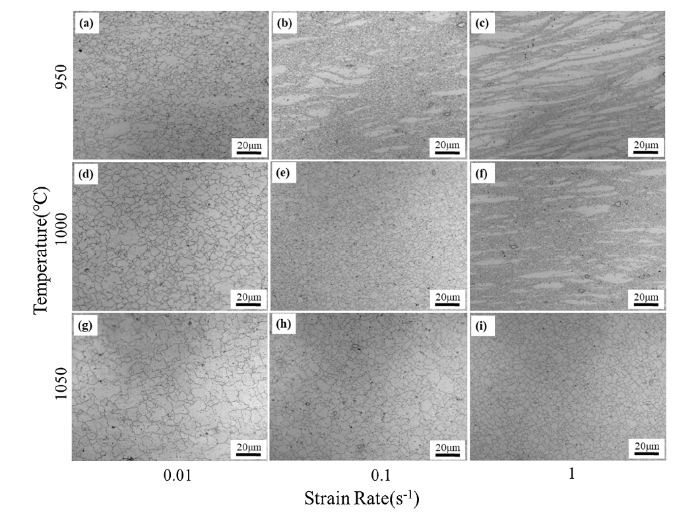
Fig. 2 demonstrates the microstructure evolution during the deformation to a true strain of 1.2 under various conditions. The microstructures are significantly affected by deformation temperature and strain rate. As shown in Fig. 2a, b and c, the initial equiaxed grains are replaced by a microstructure composed of the elongated grains and some fine new recrystallized grains formed at the grain boundaries when the deformation temperature is 950 ℃, which exhibits the typical partial DRX microstructure. In addition, the fraction of the elongated grains increases with the increasing strain rate. It is apparent that the increasing of the strain rate restricts the DRX of the alloy. Fig. 2d and e show that the initial large grains were completely replaced by the uniform and fine DRX grains when the deformation temperature is 1000 ℃. However, the elongated grains were observed when the strain rate is up to 1 s-1 as shown in Fig. 2f. When the deformation temperature was increased up to 1050 ℃, the grain microstructures were characterized by the complete DRX, as shown in Fig. 2g, h and i. Meanwhile, the average grain size decreased gradually with the increasing strain rate.
Fig. 2. Optical micrographs of GH4169 G alloy deformed to 1.2 true strain at different temperatures with various strain rates.
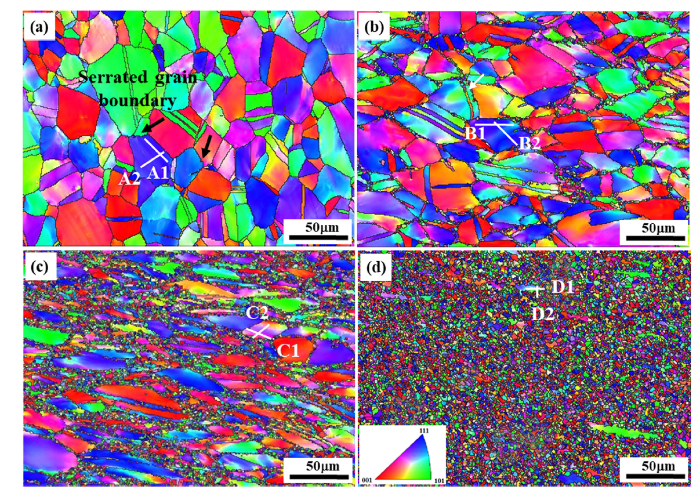
In order to understand the effects of true strain on microstructure evolution during dynamic recrystallization, the hot compression tests with different final true strains of 0.12, 0.35, 0.69, and 1.2 were carried out respectively. Fig. 3 illustrates the influence of true strain on orientation imaging microscopy (OIM) maps at 990 ℃ and 0.1 s-1. Obviously, the grain microstructures are significantly affected by true strain. The grain boundaries become serrated and there is almost no DRX grains, which the strain up to 0.12 is measured (Fig. 3a). It is commonly known that the serrated grain boundaries retain high strain gradient, and become the prior sites for the nucleation of DRX grains [2]. As the strain increasing to 0.35, the typical necklace structures are observed as shown in Fig. 3b, some fine new dynamically recrystallized grains are to be distributed irregularly along the prior grain boundaries. This indicates that the grain boundaries are the preferential sources for the initiation of new grains. With the further straining (ε = 0.69), the DRX grains become more prevalent, as illustrated in Fig. 3c. After reaching the strain of 1.2, DRX takes place in most of the area and the grains are refined significantly as plotted in Fig. 3d. It is apparent that the DRX is promoted by the increasing strain.
Fig. 3. OIM maps of specimens deformed to different of strains under conditions of 990 ℃ and 0.1 s-1: (a) 0.12; (b) 0.35; (c) 0.69; and (d) 1.2.
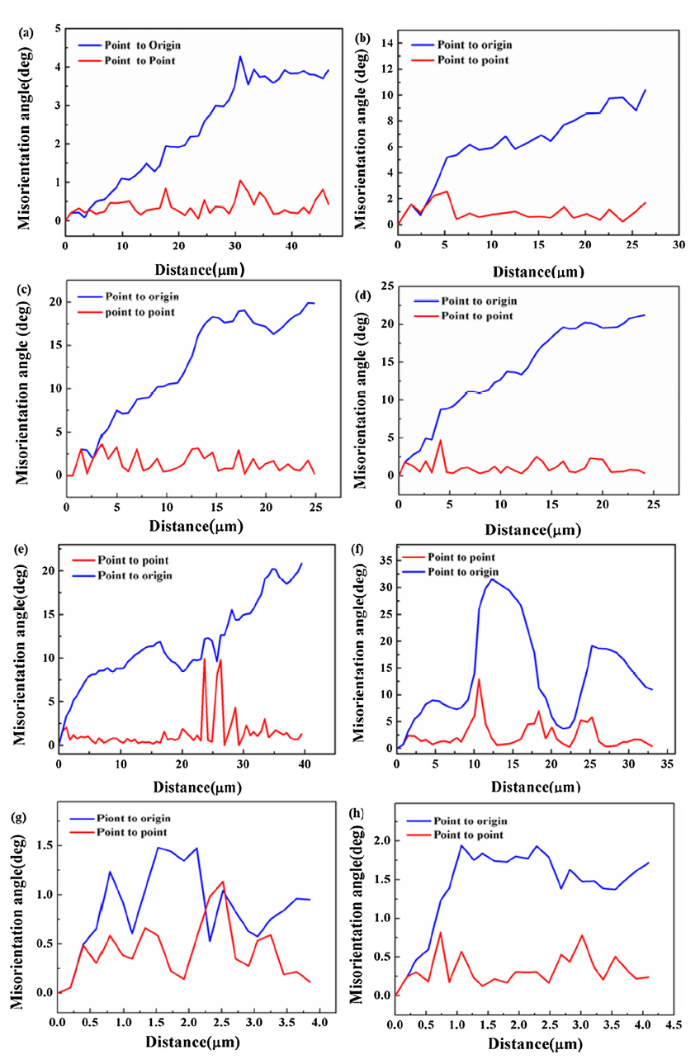
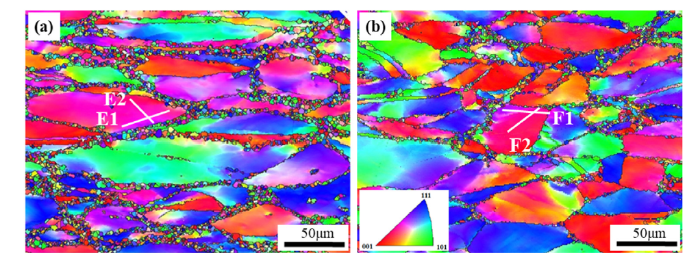
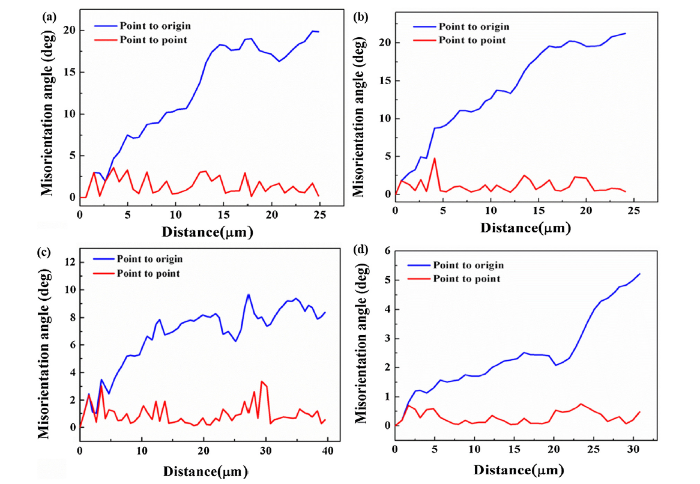
The effects of strain on the orientation gradient are studied by carrying out misorientation analysis. The point to origin (cumulative) misorientation and point to point (local) misorientation are calculated along the lines marked in Fig. 3. Both the cumulative misorientation and local misorientation along grain boundaries (line A1) are less than 5° as plotted in Fig. 4a. Meanwhile, the cumulative misorientation from grain boundary to grain interior does not exceed 11° (Fig. 4b), indicating the development of misorientation accumulates. LAGBs lower than 10° are considered to be necessary for nucleation of DRX [6]. The results imply that LAGBs are accumulated on the vicinity of initial grain boundaries under relatively low strain 0.12 at 990 ℃, where the strain energy is not sufficient for the nucleation of DRX grain. The misorientation profiles along the lines B1 and B2 at true strain of 0.35 are shown in Fig. 4c and d. It is clearly seen that the point-to-origin misorientation can easily exceed 20° both along the grain boundary and grain interior, where the boundaries of growing nuclei can accumulate adequate misorientation to become HAGBs. This suggests that the misorientation accumulates and the progressive lattice rotation has been developed corresponds to the lower strain, which would accelerate of DRX. Fig. 4e and f show that the local misorientations do not monotonically increase with the increase of distance along the grain boundaries and grain interior. Fig. 4f shows that the two main misorientation jumps appear at the distance range of 20-30μm along the grain boundaries (Fig. 3e), while there are obvious misorientation jumps located at about 11μm and 18μm from the origin, which implies the misorientation of about 8-12°. These jumps indicate that the original grains can be subdivided by different orientation bands when deformed to true strain of 0.69. It is widely accepted that the continuous dynamic recrystallization (CDRX) nucleation mechanism is characterized by progressive subgrain rotation, and 10-15° misorientation angles often indicate the occurrence of CDRX in subgrain substructures [8]. From Fig. 4e and f, the local misorientation across the original grain boundaries are 10-15° under 0.69 strain, implying that CDRX really occur in a localization way in GH4169 G during hot deformation. As shown in Fig. 4g and h, the cumulative misorientation significantly decreases to a level lower than 2° when true strain reaches 1.2, indicating that the deformed grains are replaced by the DRX grains with low dislocation density, which is in a good agreement with the grain microstructure shown in Fig. 3d.
Fig. 4. Misorientation angle along the lines marked in
Fig. 5 shows the effects of strain rate on the microstructure evolution of GH4169 G. Here, the deformation temperature and strain are 1000 ℃ and 0.35, respectively. For the specimen deformed at strain rate of 0.01 s-1, a large amount of refined DRX grains can be found along the deformed grain boundaries. With the increase of strain rate, DRX becomes difficult to occur and the DRX degree obviously decreases. This is because that high strain rate provides less time for the movements of dislocations and grain boundaries. Therefore, the nucleation and growth of DRX grain is postponed.
Fig. 5. OIM maps of GH4169 G deformed to a true strain of 0.35 at 1000 ℃ and strain rates of (a) 0.01 s-1 and (b) 1 s-1.
Fig. 6 illustrates the point to point misorientation and the point to origin misorientation along the lines which marked in Fig. 5. It is seen that the local and cumulative misorientation are sensitive to strain rate. As shown in Fig. 6a and b, the cumulative misorientation can easily exceed 15° both near the original grain boundaries and within the grains, implying that some of the developed subgrains have been transformed into HAGBs. It is well known that high orientation gradients and dislocation density are essential for the nucleation of DRX [17]. The lower strain rate can provide more time for grain boundary migration, which facilitates the development of DRX process. From the Fig. 6c and d, the cumulative misorientations are lower than 10° and the misorientation from grain boundaries to grain interior are less than 6°. These results indicate that a significant fraction of subgrains are obtained under the strain rate of 1 s-1, where the DRX process is limited.
Fig. 6. Misorientation angle along the lines marked in
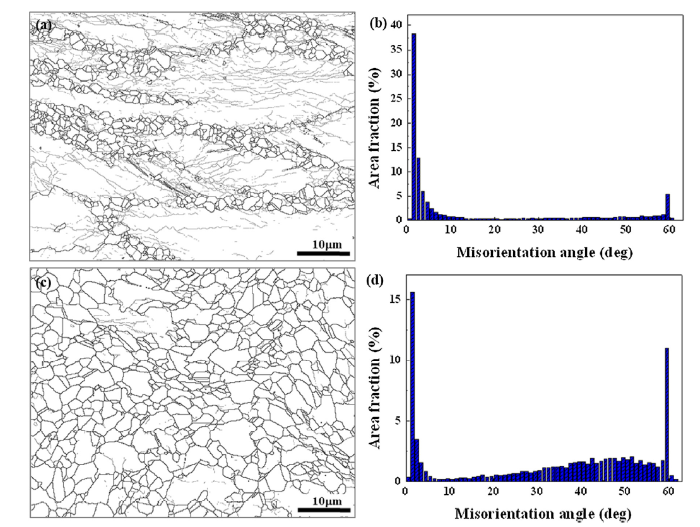
Fig. 7 depicts the OIM maps and misorientation angle distribution of the specimens deformed at 950 ℃ and 1000 ℃. Here, the true strain and strain rate are 1.2 and 0.1 s-1. HAGBs and LAGBs are represented by black lines and gray lines, respectively. It can be found that a majority of grains are elongated with a high density of LAGBs and some DRX grains appear at the initial original grain boundaries (Fig. 7a). The LAGBs are inherently associated with the substructures and dislocations, which would be developed into HAGBs and accompany with the DRX initiation. As shown in Fig. 7b, the fraction of LAGBs is about 70.8%, which implies that the dislocation annihilation and rearrangement are hindered under the relatively low deformation temperature. When the temperature increases to 1000 ℃, the initial large grains almost disappear and notable refined DRX grains are formed, as illustrated in Fig. 7c. Meanwhile, it can be found that the fraction of LAGBs decreases to 24.5%, which is significantly affected by the transformation from LAGBs to HAGBs at higher deformation temperature (Fig. 7d). Furthermore, it can be found that both the DRX degree and DRX grains size increase with the increasing deformation temperature. This is because the nucleation of DRX grain is mainly induced by dislocation evolutions such as generation, interaction and annihilation, which are thermally-activation process. On the other hand, the growth of DRX grains is closely related to grain boundary migration. Both dislocation evolution and grain boundary migration become more and more intense with the increased deformation temperature due to the high driving force. Thus, the DRX process can be accelerated under the relatively high deformation temperature [2,6].
Fig. 7. OIM maps and misorientation distribution of specimens deformed at 0.1s-1 to a true strain of 1.2: (a) and (b) 950 ℃; (c) and (d) 1000 ℃.
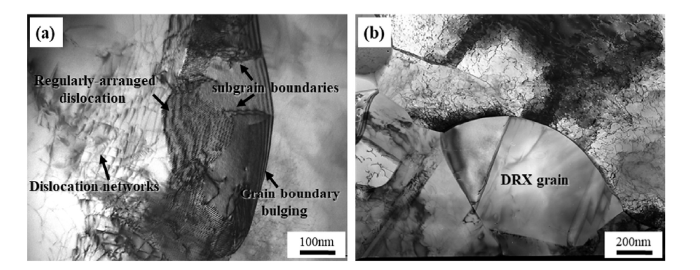
Fig. 8 shows the TEM micrograph for the GH4169 G alloy deformed at the 990 ℃ and 0.1 s-1 to the true strains of 0.12 and 0.35. It is revealed from Fig. 8a that numerous dislocation networks as well as the regularly-arranged dislocations indicate that the heterogeneous distribution of dislocations under relatively small deformation degree (ε = 0.12). In order to reduce the stress concentration, the piled up dislocations rearrange themselves near the grain boundary and form low angle subgrain boundaries, leading to the occurrence of the LAGBs. Fig. 4a and b demonstrated that the fraction of subgrains with LAGBs was relatively higher at lower strain. Since the large difference between the dislocation densities on the two sides of the grain boundary, serve as the sources for the local bulging from the initial grain boundary [18]. Subsequently, these subgrain boundaries further transform into HAGBs of DRX nuclei through the local grain boundaries bulging. Therefore, the bulging of prior grain boundaries becomes the priority sites for nucleation of DRX grains [13,19,20]. With the strain further increasing up to 0.35, new DRX grains with low dislocation density can be observed in Fig. 8b. This is attributed to the deformation storage energy increases as the strain increased, which brings the strong driven force for the movements of dislocation and grain boundary. Due to the elimination of a large number of dislocations during the nucleation process, the dislocation density in the dynamic recrystallization nucleus is very low. As stated above and noted that the emergence of such grain boundary morphology confirms that the nucleation mechanism of GH4169 G alloy belongs to discontinuous dynamic recrystallization (DDRX).
Fig. 8. TEM micrographs of GH4169 G deformed at 990 ℃ and 0.1 s-1 at true strains of: (a) 0.12 and (b) 0.35.
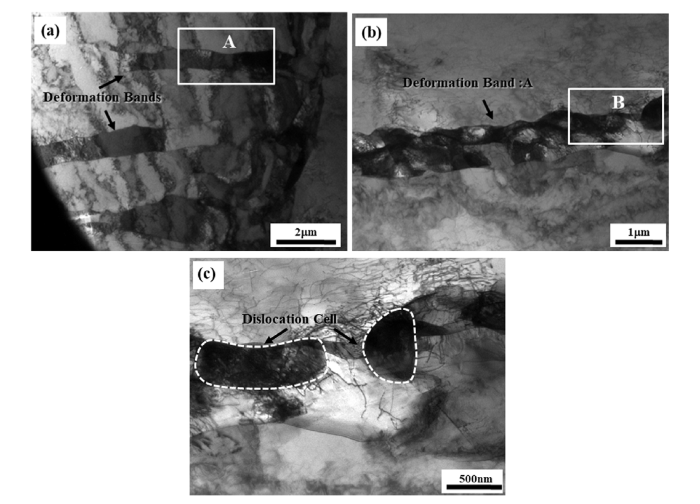
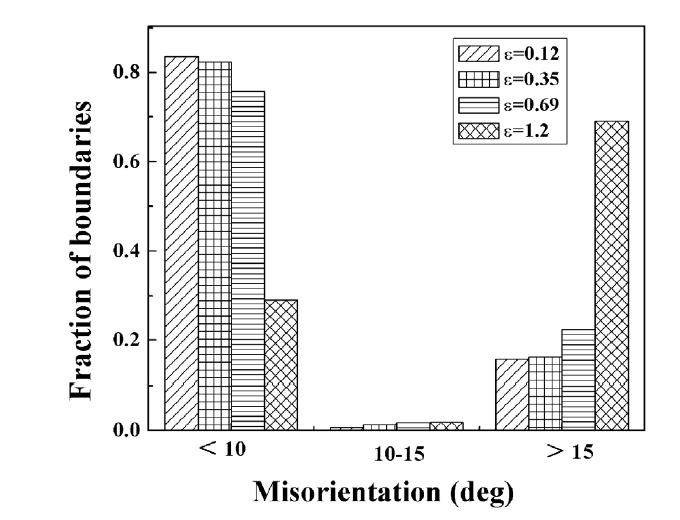
The nucleation mechanisms of CDRX nucleation occurred simultaneously in Ni based superalloy [2,13]. Nucleation by subgrain rotation usually propelled in the interior or the boundary of grain [21]. The deformed bands are observed within the grains as the specimen deformed upon a true strain of 0.69 at 990 ℃, as shown in Fig. 9a. From Fig. 9b, a great deal of dislocations that formed by deformation (marked by frame in A), leading to division of grain into different orientation. A close-up view which marked by frame in B indicates that some dislocation cells with disordering network structure developed the band (Marked with circle in Fig. 9c). This structural response on hot deformation which formed by strain-induced boundaries when large strain gradients implemented [22,23], leading to the evolution of strain induced LAGBs. Most mobile dislocations are trapped by subgrain boundaries, resulting in an increase in their misorientations and gradual transformation into HAGBs [24]. The large orientation gradients both along the grain boundary and within the grain are presented in Fig. 4e and f, which confirm that the mechanisms of CDRX take place during hot deformation of GH4169 G alloy. In general, the fraction of misorientation between 10-15° directly responses the effect of CDRX during hot deformation [13]. Fig. 10 summarized the fraction of different misorientation angle for GH4169 G alloy deformed to various strains at 990 ℃ and 0.1 s-1. It can be seen that the fraction of grain boundaries with 10-15° misorientation can hardly exceed 2%, indicating that CRDX only considered as an assistant nucleation mechanism of DRX for GH4169 G alloy.
Fig. 9. TEM micrographs show the deformed bands upon a true strain of 0.69 at 990 ℃/0.1 s-1.
Fig. 10. The fraction of different misorientation angle for GH4169 G alloy deformed to various strains at 990 ℃ and 0.1 s-1.
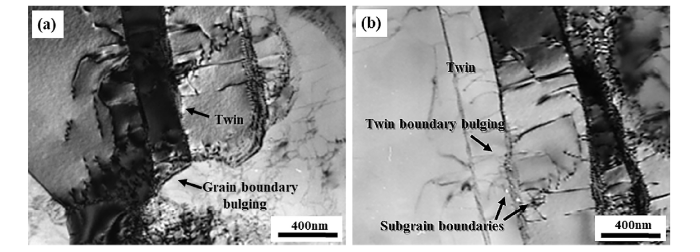
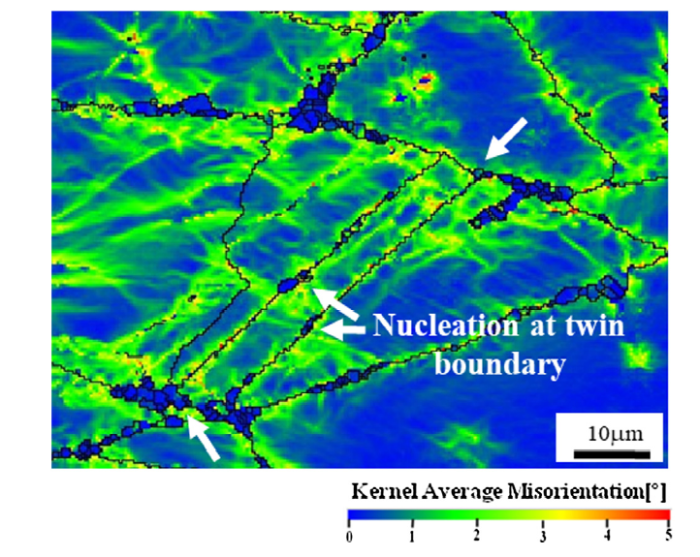
As shown in Fig. 11a, the annealing twins can accelerate boundary bulging and lead eventually to the growth of a dislocation-free zone that acts as DRX nuclei, indicating twin boundary plays an important role in the nucleation mechanism of DRX for GH4169 G alloy during hot deformation. The existence of boundaries can help and even accelerate the serration of grain boundaries and separation of bulged portion from the pre-existing grains, thereby facilitating DRX [25,26]. Moreover, it can be found from Fig. 11b that there are some dislocations pile-ups near the twin boundaries and the main dislocation substructures are subgrains, which are effective in the nucleation of DRX grains within grain. Generally, the coherent twin boundaries are energetically less favorable to act as nucleation sites due to lower interface energy. However, the original twin boundaries lost their coherent characteristics during hot deformation owing to the crystal rotation. The twin boundaries would transform into considerable mobile boundaries [27], which provide position for the DRX nucleation within grain. The local misorientation is imaged by Kernel Average Misorientation mapping (KAM) in Fig. 12, which used as a measurement of the intragranular misorientation. The misorientations between subgrains are typically of the order of 0-5°. The new recrystallized grains with lower dislocation density (blue color) at the twin boundaries existing in the initial grains are observed in the specimen which deformed to a true strain of 0.35 under conditions of 1000 ℃ and 0.1 s-1. Meanwhile, the new grains nucleate as a consequence of formation of twin segment along the boundary of the deformed grain, which implying the formation of nucleus at the twin boundaries can serve as a supplementary mechanism for the nucleation of DRX.
Fig. 11. TEM morphologies of the nucleation at twin boundaries at true strain of 0.12 under the condition of 1000 ℃/0.1 s-1.
Fig. 12. KAM map of nucleation at twin boundaries of the initial grain at 1000 ℃/0.1 s-1 and the strain of 0.35.
The microstructure evolutions of GH4169 G alloy are studied by hot compression tests. The effects of deformation temperature, strain rate and strain on the microstructure evolution are discussed. Some conclusions can be drawn as follows:
(1)The initial grains have completely changed into equiaxed dynamic recrystallized grains when the specimens deformed to a 1.2 true strain at 1050 ℃ in the strain rate rang of 10-2 s-1-1 s-1. The degree of DRX increases with the increasing temperature and true strain, while decreases with the increasing strain rate up to 1 s-1.
(2)The DDRX characterized by bulging of the initial grain boundaries as the main deformation mechanism for GH4169 G alloy.
(3)The deformation bands with dislocation cells were found in the interior of the grain at low temperature and large strain which confirmed the CDRX mechanism also occurred in GH4169 G alloy, while the progressive subgrain rotation is considered as an assistant nucleation mechanism of DRX due to the small fraction of grain boundaries with 10-15°.
(4)Twinning boundaries were observed to accelerate the grain boundary bulging and lose their coherent characteristic to provide sites for nucleation, which are beneficial to the nucleation of GH4169 G alloy.
The authors have declared that no competing interests exist.

 WeChat
WeChat
/
| 〈 |
|
〉 |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}