Search for articles:
D. Wang
Corresponding authors:
Received: 2018-04-28
Revised: 2018-11-25
Accepted: 2019-01-3
Online: 2019-07-20
Copyright: 2019 Editorial board of Journal of Materials Science & Technology Copyright reserved, Editorial board of Journal of Materials Science & Technology
More
Abstract
The effects of atmosphere conditions on microstructural and mechanical properties of stainless steel 17-4PH components fabricated by laser direct manufacturing (LDM) were investigated through measurements on phase constitution, porosity, tensile strength, fracture morphology, hardness and evolution of substrate temperature. Results showed that the samples produced in air atmosphere condition possessed higher tensile strength and hardness for both as-deposited and heat-treated states than that in Ar chamber condition, due to dispersion strengthening effect of amorphous oxide particles and nitrogen solution strengthening as a result of higher content of oxygen and nitrogen. The temperature of substrate heat accumulation was higher in Ar chamber condition, leading to dramatically lower porosity and more reverse austenite, which also contributed to the lower strength and hardness.
Keywords:
Stainless steel 17-4PH is a precipitation hardening martensitic stainless steel, which has advantages in high tensile and impact strength, fracture toughness and corrosion resistance [1]. Because of these attractive properties, it is widely used in aeronautic, astronautic, petroleum and nuclear industries [2].
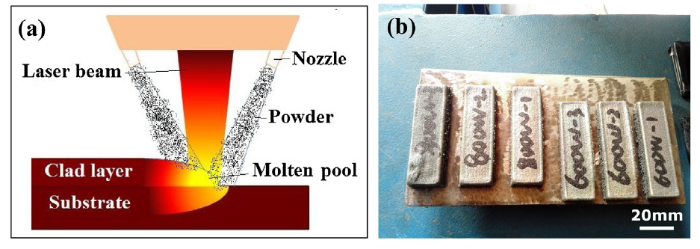
Additive manufacturing (AM) is an emerging manufacturing method based on an incremental layer-by-layer deposition using energy of laser beam, electron beam, or electric arc, etc. [3]. In general, AM processes of metals can be divided into two categories according to the feeding methods, namely synchronous powder (or wire) feeding method (SPFM) and powder bed method (PBM) [4]. PBM is commonly used in selective laser sintering (SLS) [5] or selective laser melting (SLM) [6], while SPFM is usually used in LDM, which is a synonym of laser metal deposition (LMD) [7], direct metal deposition (DMD) [8], laser engineered net shaping (LENS) [9], etc., as shown in Fig. 1(a).
Fig. 1. (a) Schematic view of a typical LDM process; and (b)17-4PH samples fabricated by LDM.
It is well known that PBM is basically used in an enclosed chamber, where the parts are manufactured in an inert gas environment, while SPFM can be used either in an sealed chamber filled with inert gas or in atmospheric environment with inert gas protection. Because of the unlimited dimensions, SPFM in atmospheric environment with inert gas protection is widely used for remanufacturing or additive manufacturing of large parts [10]. However, some foreign gases (O2, H2O, N2, etc.) may enter the weld pool in spite of inert gas protection, which may affect the properties of the AM parts.
Although additive manufactured stainless steel 17-4PH components in the fabrication conditions either in an inert gas chamber or in atmospheric environment with inert gas protection have been widely studied separately, the effects of different fabrication atmospheres of the same AM system on the properties of 17-4PH components are seldomly reported in literature. In this work, a detailed research was conducted to investigate the properties of LDMed 17-4PH components in different atmosphere conditions. The results will be helpful to determine the optimal fabrication atmosphere condition for remanufacturing or additive manufacturing of large parts.
Experimental work was performed on a LDM-8060 laser direct manufacturing system, which consisted of a continuous wave Laserline fiber laser with maximum laser power of 3000 W, a 3-axis numerical control working table, a chamber with atmosphere control and an automatic powder feeder with coaxial nozzles. Chemical composition of stainless steel 17-4PH powder used in the present work is listed in Table 1. The size of the powder ranges from 45 to 105 μm. The dimension of the LDMed 17-4PH as-deposited samples was 70 mm × 20 mm × 10 mm on stainless steelSS304 plates, as shown in Fig. 1(b). Prior to fabrication, powder was dried in a drying oven at 150 °C for 1 h. The parameters during the LDM process are listed in Table 2. For Ar chamber condition, the chamber was sealed and purged with Ar gas of 99.95% purity, while for the air atmosphere condition, the chamber was open to air. The heat-treatment process: solution treatment (1040 °C/h, air cooling) followed by aging treatment (550 °C/4 h, air cooling).
Table 1 Composition of stainless steel 17-4PH powder used in the present work (wt.%).
| C | Cr | Mn | Ni | Cu | Nb | Si | Fe |
|---|---|---|---|---|---|---|---|
| 0.04 | 16.70 | 0.75 | 5.03 | 4.28 | 0.275 | 0.68 | Bal. |
Table 2 Experimental conditions of the LDM processes.
| Parameters | Values |
|---|---|
| Laser power P (W) | 800 |
| Laser beam diameter D (mm) | 2.0 |
| Overlapping ε (%) | 50 |
| Scanning speed VS (mm/min) | 600 |
| Powder feeding speed VF (r/min) | 0.5 |
| Flow rate of protection gas (Ar) VG (L/min) | 7-10 |
| Atmosphere conditions (ppm) | O2<10, H2O<3 for Ar chamber condition O2>1000, H2O>1000 for air atmosphere condition |
| Chamber pressure p (mbar) | 1-3 |
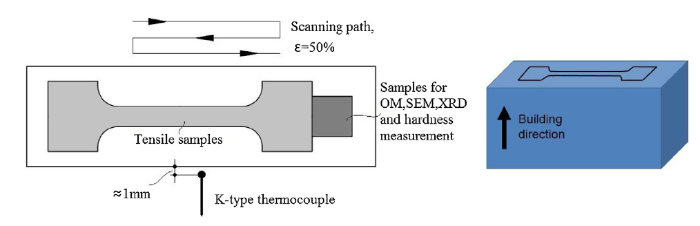
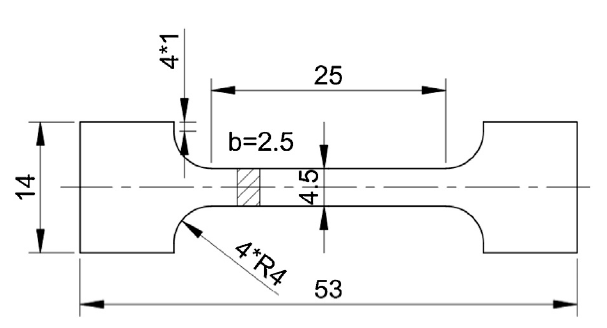
To study mechanical properties, specimens were prepared using wire cutting machine according to the standard dimension of tensile test samples (Fig. 2, Fig. 3). Tensile direction was parallel to scanning direction. Tensile tests were carried out using a CMT 5205 200 kN test machine in displacement control at 1.0 mm/min.
Fig. 2. Samples for tensile test and microstructure observation.
Fig. 3. Dimensions of tensile samples.
After mechanical polishing, optical micrographs with a magnification of 20 × were captured and analyzed by Image-Pro Plus 6.0 software to evaluate porosity. Samples were taken from the middle height of the deposited bulks. For each samples, 10 fields of view were taken randomly. Area of pores (Sj) was measured and porosity (β) was obtained from dividing the total area of the pores (∑Sj) by the total area of the studying fields (∑Si), as depicted in Formula (1).
β = ∑Sj / ∑Si (i, j = 1,2,3,…,10) (1)
To ensure reproducibility, three replicates were conducted for each sample to yield an average value.
A K-type thermocouple was fixed at the side of the deposition area (about 1 mm away from the outmost scanning path) to measure variations of temperature, as shown in Fig. 2. The temperature curves of the substrates were plotted using data acquired by a data acquisition card with maximum frequency of 1200 samples per second (in this work, 10 samples per second frequency was used).
The specimens for OM and SEM observations were prepared using standard metallographic specimen preparation methods. A 10 vol.% oxalic acid electrolytic solution was used to etch the specimens (3 V DC/5 s) for SEM (JEOL JSM-6301 F) observation, while a chemical etching solution of 4 g CuSO4 + 20 mL HCl + 20 mL H2O was used to prepare samples (etched for 3-5 s) for OM (LEICA DMI3000 M) observation. The fracture analysis of the tensile samples was conducted using SEM to investigate the fracture mechanism. XRD (D/Max-2500PC) and EDS (Oxford instrument) were used to identify the different phases presenting in the samples. The contents of oxygen and nitrogen in samples were measured using LECO TCH600 combined determination apparatus for oxygen, nitrogen and hydrogen. The microhardness was measured by MH-1000 digital microhardness tester with the load of 300 g for 15 s dwell time.
Transmission electron microscopy (TEM) analyses were performed on samples of the as-built parts using an FEI Tecnai G2 F30 operating at an accelerating voltage of 200 kV, equipped with an Oxford EDX system. TEM specimens were prepared from specific features of interest in the metallographic sections of the as-built parts using standard focused ion beam (FIB) lift-out techniques in a FEI Helios Lab dual beam FIB-SEM.
The mechanical properties of as-deposited (AD) state and heat-treated (HT) state of the LDMed 17-4PH samples produced in air atmosphere condition with Ar protection and in Ar chamber condition, respectively, are listed in Table 3. For the same atmosphere condition, σb and σs/σ0.2 increased after heat treatment, and for different atmosphere conditions, the strength was lower for samples in Ar chamber condition in both AD state and HT state.
Table 3 Mechanical properties of the LDMed 17-4PH fabricated in different atmosphere conditions.
| Conditions | σb (MPa) | σs/σ0.2 (MPa) | δ (%) |
|---|---|---|---|
| Air atmosphere (As-deposited) | 1043 ± 3 | 681 ± 31 | 18.7 ± 0.8 |
| Air atmosphere (Heat-treated) | 1145 ± 3 | 1076 ± 11 | 16.8 ± 1.2 |
| Ar chamber (As-deposited) | 1005 ± 5 | 574 ± 16 | 19.4 ± 1.4 |
| Ar chamber (Heat-treated) | 1070 ± 20 | 856 ± 10 | 17.3 ± 0.3 |
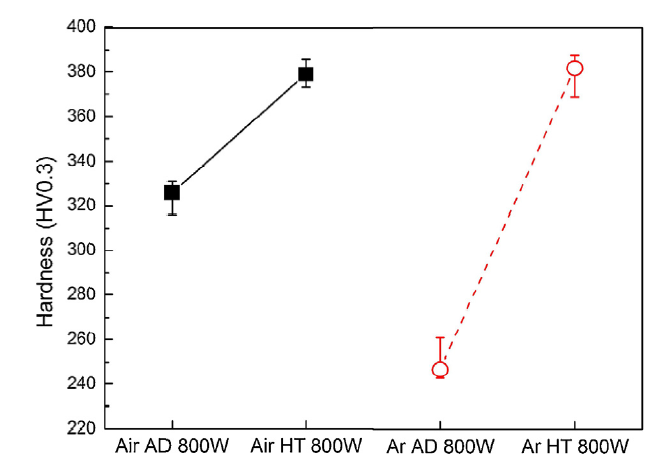
Fig. 4 shows microhardness variations of the LDMed 17-4PH in different atmosphere conditions. As can be seen, the microhardness of HT state samples were generally higher than that of the AD state samples and the increment of the hardness between the AD state samples and the HT state samples in air atmosphere was smaller than that in the Ar chamber. For different atmosphere conditions, the microhardness was much higher for samples in air atmosphere condition than that in Ar chamber condition in AD state, while slightly higher in HT state.
Fig. 4. Microhardness of the LDMed 17-4PH components fabricated in different atmosphere conditions.
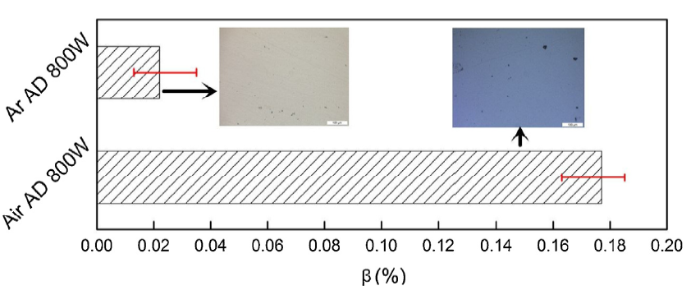
Fig. 5 shows the porosity of the LDMed 17-4PH samples fabricated in different atmosphere conditions. As can be seen, the porosity of the samples produced in Ar chamber condition is 0.022%, while that in air atmosphere condition is 0.177%. The samples were denser when produced in the Ar chamber condition, as shown in the insert images in Fig. 5.
Fig. 5. Porosity of the LDMed 17-4PH components fabricated in different atmosphere conditions.
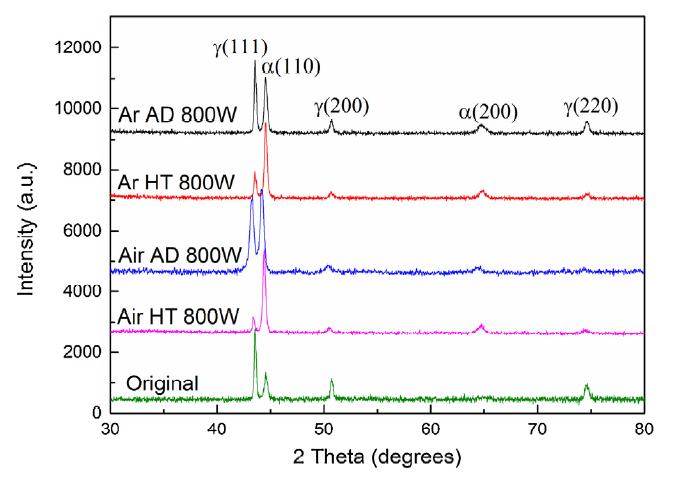
Fig. 6 shows XRD patterns of the original powder and the samples fabricated in different atmosphere conditions. As can be seen, the original powder consisted of γ phase with slight amount of α phase, which was similar to the EOS powder reported in literature [2,11], indicating that the powder was atomized by nitrogen. All the samples consisted of α and γ phases. Considering AD state samples in air atmosphere condition, the intensity of γ phase decreased while that of α phase increased, and the α phase dominated, indicating that γ to α transformation took place. After heat treatment, XRD peak intensity of α phase further increased while γ intensity became weak, indicating that the heat treatment facilitated α formation. For AD state sample in Ar chamber condition, the intensity of α phase increased, but γ phase still predominated, indicating that γ to α transformation was weaker than that in air atmosphere condition. After heat treatment, the intensity of nearly all the phases became similar to that of HT state in air atmosphere condition except for a relatively higher intensity of γ phase.
Fig. 6. XRD patterns of the LDMed 17-4PH samples fabricated in different conditions.
Table 4 shows the contents of oxygen and nitrogen in LDMed 17-4PH samples fabricated in different conditions measured by combined determination apparatus for oxygen, nitrogen and hydrogen. As can be seen, the content of oxygen in AD state samples in air atmosphere condition was about twice of that in Ar chamber condition, while the nitrogen content was slightly increased. Interestingly noted that, the oxygen content for air atmosphere condition decreased to the level of Ar chamber condition after heat treatment, indicating that escaping of oxygen might occur during heat treatment. On the other hand, the nitrogen content increased after heat treatment. Detailed research of these element content changes should be done in the future work.
Table 4 Content of oxygen and nitrogen in the LDMed 17-4PH samples in different conditions (wt%).
| Conditions | N content | O content |
|---|---|---|
| Air AD-800 W | 0.076 | 0.073 |
| Air HT-800 W | 0.083 | 0.035 |
| Ar AD-800 W | 0.066 | 0.035 |
| Ar HT-800 W | 0.067 | 0.035 |
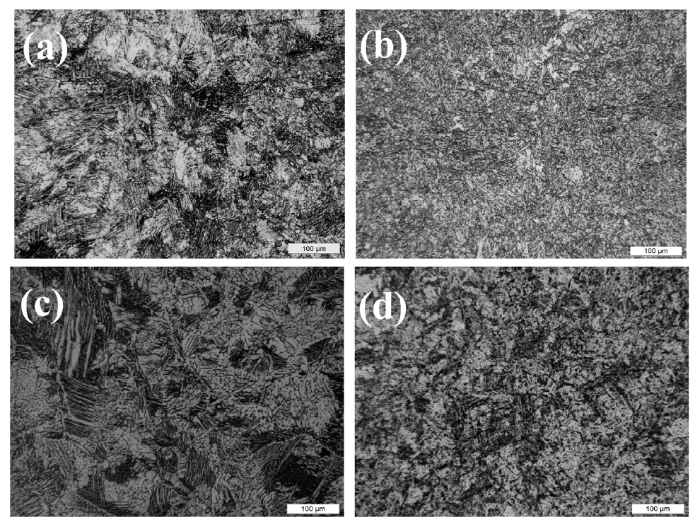
Fig. 7 shows the microstructure of the LDMed 17-4PH samples fabricated in different atmosphere conditions. As can be seen, retained austenite and lath martensite coexisted in the samples. The grain size was smaller for samples in air atmosphere condition, while the outline of grains was clearer for samples in Ar chamber condition. After heat treatment, the retained austenite transferred into fine lath martensite, with little retained austenite unchanged. For samples in Ar chamber, the austenite to martensite transformation occurred as well, but the amount of unchanged retained austenite was higher. The results were consistent with the XRD results.
Fig. 7. Microstructure of the LDMed 17-4PH samples fabricated in different atmosphere conditions: (a) Air AD 800 W; (b) Air HT 800 W; (c) Ar AD 800 W; (d) Ar HT 800 W.
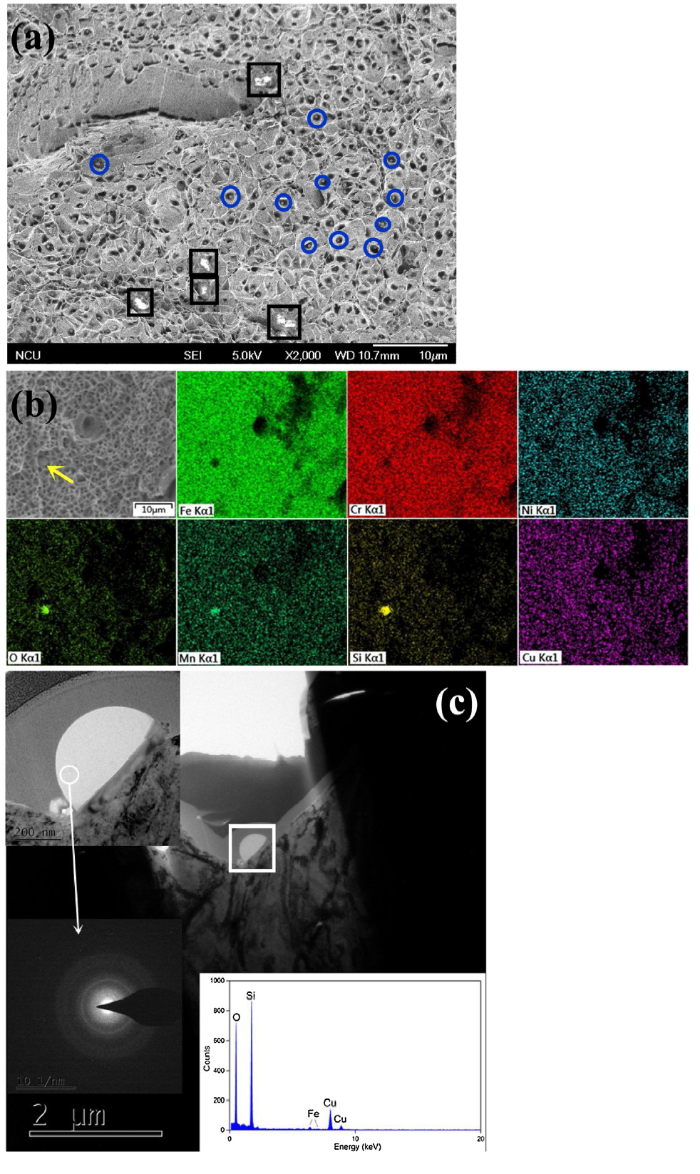
Fig. 8(a) shows the dispersed particles in the LDMed 17-4PH samples, from which one can see that two kinds of precipitates could be recognized. The smaller precipitates (as shown in the blue circles in Fig. 8(a)) were homogeneously distributed throughout of the surface and located in the dimples, while the larger ones (as shown in black box in Fig. 8(a)) were more random. The EDS results of the larger precipitates indicated that they were oxides of manganese and / or silicon, as shown in Fig. 8(b). TEM, EDX and selected area electron diffraction (SAED) were taken to investigate the smaller precipitates, as shown in Fig. 8(c). A precipitate was FIB-cut from a dimple of the tensile fracture surface. This precipitate was about 500 nm in diameter. The results showed that it was rich in Si, Cu, Fe and O, and the diffuse ring pattern implied that it was amorphous. These particles could strengthen the stainless steel by blocking the movement of dislocations [12].
Fig. 8. Dispersed particles in the LDMed 17-4PH samples of Air AD 800 W: (a) SEM image showing two kinds of precipitates in tensile fracture surface; (b) EDS results of the particle in black box shown in (a); (c) TEM/EDX and SADP images of the particle in blue circle shown in (a).
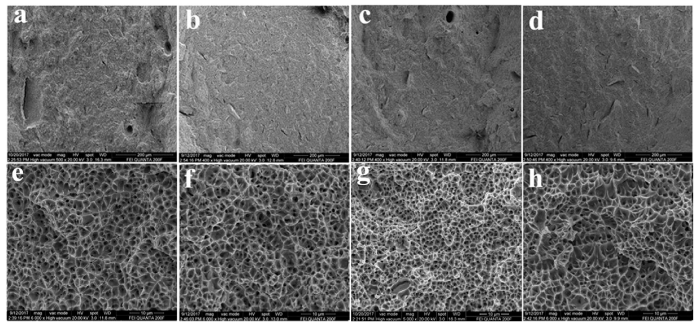
Fig. 9 shows the tensile fracture morphologies of the LDMed 17-4PH samples produced in different conditions. In low magnification, as can be seen, the fracture morphologies of different conditions were quite similar, showing “dimples” representing ductile fracture. In addition, some tearing surfaces were observed, which was consistent with literature [13]. When magnified, one can see that the size of dimples in Ar AD 800 W sample was smaller, which indicated that it had better plasticity. The result was in accordance with the phase constitution. Other fracture morphologies were similar, suggesting that the effect of atmosphere condition on the fracture morphology was negligible.
Fig. 9. Tensile fracture morphology of LDMed 17-4PH samples in different conditions: (a, e) Air AD 600 W; (b, f)Air HT 800 W; (c, g)Ar AD 800 W; and (d, h)Ar HT 800 W.
For different atmosphere conditions, the most apparent difference is the presence of foreign gases (e.g. H2O, O2, N2, etc). From Table 3, one can find that the strength of AD state samples in Ar chamber condition was smaller than that in air atmosphere condition, which could attribute to the solution strengthening effect of nitrogen [14] and dispersion strengthening effect of oxide/carbide particles [10]. In fact, the chemical analysis results showed that the content of O and N in air atmosphere condition was indeed higher than that in Ar chamber condition, as shown in Table 4. The particles were observed by other researchers as well, and were identified as carbide [10], or oxide [15]. In present work, two kinds of precipitates were detected in the samples, as shown in Fig. 8(a). One is believed to be inclusions of oxides and carbides and their cluster [[15], [16], [17], [18], [19]]. One of the sources of oxygen might be contamination during powder fabrication where the molten metal attached to the alumina crucible / nozzle [16]. Another source might be the dissolution of oxygen during laser forming [15], especially under air atmosphere condition. Selective oxidation during AM processing could contribute to the formation or growth of the oxide inclusions observed in as-built AM parts [16]. The other precipitates, in present work, could be identified as amorphous oxides containing Cu, according to the TEM/EDX and SAED results shown in Fig. 8(c). Niobium was not detected might due to the small content in the precipitates. Their formation should contribute to the rapid melting and solidification during the AM process; the cap-shaped surface of the oxide suggested that the oxide was melted and its surface tension induced the round shape during the solidification on top of the melt-pool [16].
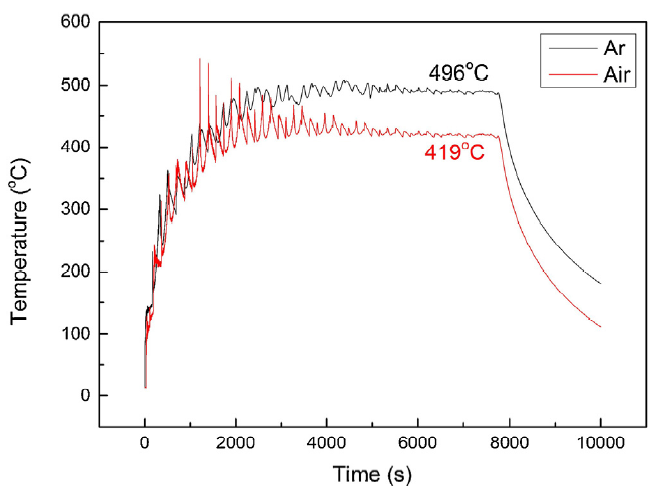
According to Mirzadeh and Najafizadeh [20], the strengthening effect during aging of stainless steel 17-4PH (similar to “tempering”) is the synergistic effect of 4 factors: precipitation of Cu-rich phase, recovery of martensite, coarsening of Cu-rich precipitate, and reverse transformation from martensite to austenite. The first one has positive effect on the stainless steel strengthening, while the last three have negative effect. As shown in Fig. 10, in air atmosphere condition, the substrate temperature of heat accumulation reached to 419 °C, and lasted for about 2 h. During this period, the precipitation of Cu-rich phases dominated with little effect of martensite recovery, and the stainless steel was strengthened. In other words, the AD state samples were actually heat treated during the fabrication process, at least for the bottom layers. However, the Cu-rich phases did not have enough time to precipitate completely, and the precipitation rate was very slow [20]. On the other hand, the relatively high content of N resulted in the solution strengthening of austenite, but at the same time stabilized austenite leading to the increase of retained austenite [2]. In addition, the rapid solidification of laser forming caused the refinement of the grains, which also strengthened the stainless steel. However, the refinement of grains hindered the transformation of austenite to martensite, which resulted in more retained austenite as well [21]. These factors resulted in the relatively high content of retained austenite for AD state samples in air atmosphere condition. For the HT state samples, austenite was mostly transformed to martensite, which strengthened the stainless steel greatly. Moreover, the precipitation rate was about 1660 times greater than that in the AD state samples, so that the stainless steel was further strengthened [20], as shown in Table 3.
Fig. 10. Substrate heat accumulation temperature curves for different atmosphere conditions.
For the samples in Ar chamber condition, the similar process happened. However, due to the enclosed environment and lower thermal conductivity of Ar (Ar: 0.018 W/m. $\mathop{}_{-}^{0}$C, air: 0.026 W/m. $\mathop{}_{-}^{0}$C [22]), the heat dissipation became weaker than that in the open-chamber situation, so that the substrate heat accumulation temperature reached to 496 °C, which would make more martensite revert to austenite, resulting in more retained austenite and lower strength and hardness [23]. This explained the reason why the AD state samples in Ar chamber condition contained more γ phase than α phase. In addition, the higher substrate temperature led to lower cooling rate, resulting in the larger grain size (as shown in Fig. 7), and also the lower strength and hardness, but better ductility [15]. After heat treatment, α phase predominated since γ transformed to α, but the γ content was still higher than that of the HT state samples in air atmosphere. This phenomenon can be understood as follows: though 17-4PH stainless steel could be totally martensitized after solution treatment (1040 °C/h, AC), as reported by LeBrun et al. [24], the samples with higher γ content might have some retained austenite after solution treatment. The samples with higher γ content still had more γ phase after aging, due to localized chemical stabilization following the diffusion of Ni and Cu coinciding with the formation of precipitates, increasing localized concentration of austenite stabilizing elements and locally lowering the martensitic transformation start (Ms) temperature below room temperature [12,24,25]. Noted that, the stainless steel at different height experienced different thermal histories during LDM process, the values in this work were average value of 3 independent samples cut out from the similar sample height. The effect of thermal history on the microstructural and mechanical properties at different height will be further researched in the near future.
According to previous research, the porosity in the laser deposition is affected by powder dryness, laser power, nominal powder particle size, powder morphology and shielding gas flow rate [26]. In this paper, the powder was dried and other parameters were all the same. In general, the porosity is attributed to the gases entrapped in the molten pool during solidification and insufficient fusion of the metal powder, as reported by Susan [27]. In this work, the laser power was sufficient to melt the metal powders; therefore the pores produced by lack of fusion were hardly discovered. On the other hand, if there is enough time for the entrapped gases to escape, the porosity will decrease [27]. For samples in the Ar chamber condition, because the thermal conductivity of Ar is smaller than that of air, and the enclosed chamber hinders the heat dissipation of the laser energy, the sealed chamber is warmer than air atmosphere condition. This would result in longer duration of molten pool and deeper remelting depth, from which the gases could escape. In addition, for the condition of air atmosphere, the existence of oxygen will impact the molten pool wetting characteristics and reduces the layer-to-layer bonding efficiency, which may result in lack of fusion, as reported by Yadollahi et al. [15]. Although the possibility is low, the H2O in the air might increase the porosity of the deposit as well. In conclusion, porosity of samples in Ar chamber condition was much smaller than that in air atmosphere condition.
Stainless steel 17-4PH was fabricated in different atmosphere conditions using laser direct manufacturing technology. Some conclusions can be drawn as follows;
(1)The fabrication atmosphere condition had great influence on the microstructure, phase constitution, porosity and mechanical properties of the LDMed 17-4PH components.
(2)The substrate heat accumulation temperature was higher in Ar chamber condition than that in air atmosphere condition, due to the weaker heat dissipation caused by enclosed environment and lower thermal conductivity of Ar. The higher heat accumulation temperature resulted in more reversed austenite.
(3)The retained austenite content was higher than martensite content for AD state samples in Ar chamber condition, resulting from more reverted austenite. After heat treatment, the samples with higher austenite content were still higher in austenite content because of localized chemical stabilization.
(4)Tensile strength and microhardness were higher for both AD state samples and HT state samples fabricated in air atmosphere condition than that in Ar chamber condition, resulting from nitrogen solution strengthening, amorphous oxide dispersion strengthening, finer grains and lower retained austenite content. While the porosity was dramatically decreased in Ar chamber condition due to longer molten pool duration and deeper remelting depth.
This work was carried out with the financial support from National Key Research and Development Program of China [grant number 2016YFB1100203]; Key Research and Development Program of Jiangxi Province [grant numbers 20171BBE50022, 20151BBE51065]; Scientific Research Special Funds of Jiangxi Academy of Sciences [grant numbers 2014-XTPH1-16, 2014-YYB-16]; Key Research Project of Jiangxi Academy of Sciences [grant number 2016-YZD2-01].
The authors have declared that no competing interests exist.

 WeChat
WeChat
/
| 〈 |
|
〉 |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}