Search for articles:
Haojie Wang , R.D.K. Misra
, R.D.K. Misra
Corresponding authors:
Received: 2017-12-11
Revised: 2018-02-1
Accepted: 2018-03-5
Online: 2019-07-20
Copyright: 2019 Editorial board of Journal of Materials Science & Technology Copyright reserved, Editorial board of Journal of Materials Science & Technology
More
Abstract
Compared with the traditional atmospheric carburization, low-pressure carburization has the benefits of producing no surface oxidation and leaving fine, uniformly dispersed carbides in the carburized layer. However, the process parameters for low-pressure carburization of 16Cr3NiWMoVNbE steel have yet to be optimized. Thus, we use the saturation-value method to optimize these parameters for aviation-gear materials. Toward this end, the microstructure and properties of 16Cr3NiWMoVNbE steel after different carburization processes are studied by optical microscopy, scanning electron microscopy, transmission electron microscopy, and electron probe microanalysis. Considering the saturated austenite carbon concentration, we propose a model of carbon flux and an alloy coefficient for low-pressure carburization to reduce the carbon concentration in austenite and avoid the surface carbide network. At the early stage of carburization ($\widetilde{3}$0 s), the gas-solid interface has a higher concentration gradient. The averaging method is not ideal in practical applications, but the carbon flux measured by using the segmented average method is 2.5 times that measured by the overall average method, which is ideal in practical applications. The corresponding carburization time is reduced by 60%. By using the integral average method, the actual carburization time increases, which leads to the rapid formation of carbide on the surface and affects the entire carburization process. Nb and W combine with C to form carbides, which hinders carbon diffusion and consumes carbon, resulting in a sharp decrease in the rate of C diffusion in austenite (the diffusion rate is reduced by $\widetilde{5}$2% for 16Cr3NiWMoVNbE steel). By changing the diffusion coefficient model and comparing the hardness gradient of different processes, the depth of the actual layer is found to be very similar to the design depth.
Keywords:
With the increasing demand in aero-engine thrust-to-weight ratio and power ratio under high temperature and high speed, aero-engine gears must bear complex stresses, strain, contact fatigue, bending fatigue, and wear [[1], [2], [3], [4], [5]]. Carburizing can greatly improve the surface performance of gears and it is widely used in the production of aviation gears. As a high-performance carburization steel, the carburized layer of 16Cr3NiWMoVNbE steel has good thermal resistance and the working temperature can approach 350 °C. Thus, it is used in next-generation aero engines [6].
The surface quality and gradient of the carburized layer in carburized 16Cr3NiWMoVNbE steel determine the fatigue and wear of the gear surface, and thus directly affect the life of the aircraft engine gear. At present, in the carburization process, surface oxidation is a serious problem, and the uniformity of the carbide layer is poor, especially in grooves [7]. Low-pressure carburization is a new technology that allows accurate control over the carbide morphology, size, distribution, surface-carbon content, and layer depth. It also offers energy savings and environmental protection, and is being applied to various gear steels [[8], [9], [10]]. However, the chemical composition of 16Cr3NiWMoVNbE steel is complicated, and few reports discuss the carburizing process. Therefore, it is important to design an effective low-pressure carburization process.
The carburization model based on Fick’s law is widely used for carburization. In previous work a pulse carburization model was developed based on adjusting the saturation value [11] according to the characteristics of carbon atom transfer and diffusion during low-pressure carburization. Here the relationship of pulse carburization, the depth of the carburized layer, and the carburization time is established by changing the boundary conditions, initial conditions, and diffusion coefficients in the model [12]. When the pressure is low, the number of molecules in the carburizing gas is very limited, and they can rapidly decompose and adsorb onto the steel surface, allowing the surface-carbon flux to rapidly reach the maximum. Thus, the model of surface-carbon flux applied to atmospheric carburization is not applicable [[13], [14], [15]]. In the study of low-pressure carburization, the carbon flux is related to the type of carburizing gas, pressure, temperature, alloy type, and surface state [16]. Lowell [17] and Wei et al. [18] used an overall average carbon flux approach and measured the mass increment before and after carburization, in which the surface-carbon flux J was considered constant. The diffusion coefficient is another important parameter in the carburization process and it is related to carbon concentration, temperature, and alloy composition [19]. In other work, an empirical model was proposed to obtain the diffusion coefficient of carbon in austenite and understand the effects of alloy elements Mn, Si, Ni, Cr, Mo, and Al [20,21].
In a steel of simple composition, the carburized layer can satisfy the technical requirements of carburization [22]. However, in a steel with a number of alloying elements and a high alloy content, carbides within the grains and at boundary form easily during carburization, and a thin layer of carbon is deposited on the surface, which influences the carburization process by impacting carbon flux [23]. Rowan et al. [24] indicated that Cr and Mo are carbide-forming elements that reduce the diffusion of C, whereas Ni stabilizes austenite and prevents carbide formation. Hideaki et al. [25] also showed experimentally and by thermodynamic calculation that the number of carbides in the carburized layer increases with increasing Cr and decreases with increasing Si. Ryzhov et al. [26] pointed out that, in 16Cr3NiWMoVNbE steel, upon increasing the carbon concentration to a critical value, 100-300 nm carbides containing V, Nb, W, and Mo form and hinder the diffusion of carbon atoms. The literature discusses how elements affect diffusion [11,27]. The grain-boundary segregation of a large number of Cr carbides during carburization and the effect of internal carbides such as W, Mo, V, and Nb on carbon flux and the diffusion coefficient have not been considered. Thus, an optimized carburization model for this steel should be developed.
The present work develops a low-pressure carburization technology for 16Cr3NiWMoVNbE steel and then studies the carburizing process, material structure, and properties. By analyzing the saturated carbon content in austenite and the carbon flux, diffusion coefficient, and formation of Cr carbides in the complex system, we optimize the core process parameters. The experimental results provide a theoretical basis for designing a low-pressure carburization process for 16Cr3NiWMoVNbE gear steel.
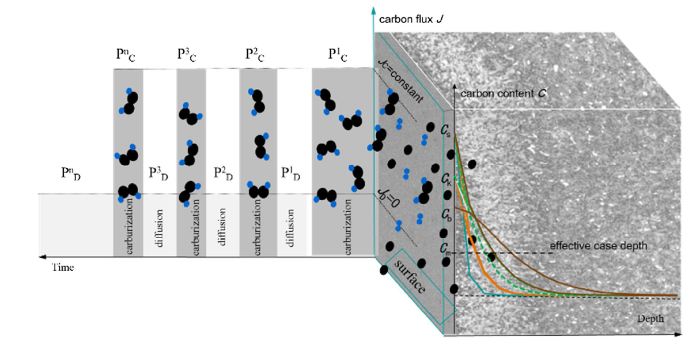
This study used C2H2 gas for vacuum carburization, which was done in the form of multistage pulse carburization. Fig. 1 shows the principle of low-pressure carburization. Low-pressure low-pressure carburization is divided into three main steps: carburizing-gas decomposition and adsorption, the transfer of carbon atoms, and the diffusion of carbon atoms. Initially, low-pressure high-temperature C2H2 under the catalytic action of Fe produces active carbon atoms and hydrogen and a certain amount of heat is released such that the active carbon atoms are adsorbed as effective carbon, as shown in Reactions (1) and (2) [28]:
C2H2(g)+Fe(s)→Fe(s)+2C(a)+H2(g)+53.5kcal, (1)
Fe(s)+2C(a)→Fe(s)+2C(b). (2)
Fig. 1. Schematic diagram describing principle of low-pressure carburization.
In Reactions (1) and (2), (a) means the adsorption of a species, (g) is a gas, (s) is a site species, and (b) is a bulk (solid) species.
The carbon atoms adsorbed on the surface of the steel gradually penetrate the steel to increase the carbon concentration on the surface of the steel according to [29]
$J=-D(\frac{\partial c}{\partial x})_{x=0}$, (3)
where J is the carbon flux, D is the diffusion coefficient, c is the carbon concentration of steel, and x is the distance from the steel surface.
When the surface-carbon concentration reaches the saturation in austenite, carburization is stopped and diffusion takes over, whereby carbon atoms diffuse from areas of high concentration to low concentration according to Fick’s second law of diffusion:
$\frac{\partial c}{\partial t}=D\frac{\partial^{2}c}{\partial x^{2}}$, (4)
where t is the carburization time.
The initial and boundary conditions of the process are as follows:
When the work piece is not carburized, the overall carbon concentration is
Cb = C0, t = 0, 0 ≤ x ≤ L, (5)
where Cb is the final surface-carbon concentration, C0 is the original carbon concentration of austenite, and L is the thickness of the work piece.
For the inner boundary condition, the center of the work piece is free of carbon atoms:
$(\frac{\partial c}{\partial x})_{x=L/2}=0$ . (6)
When the surface-carbon concentration decreases from Cs (the saturated carbon concentration of austenite) to Ck (the carbon concentration after diffusion of austenite), carburizing starts again. By controlling the number and time distribution of pulses in the carburization and diffusion processes, the C2H2 and N2 gas are sequentially injected in ordered pulses to achieve the desired Cb and depth h of the carburized layer.
According to the principle of low-pressure carburization, J, D, Cs, and other key parameters determine the results of the carburization model and the precision of the carburization, so the accuracy of the parameters is important.
2.2.1. Carbon flux
Carbon flux J is the mass increment of carbon atoms in the material per unit time per unit area. Because carburization is done at low pressure or in a vacuum anaerobic environment, the oxygen probe cannot be used to determine the carbon potential. Thus, it is impossible to measure the carbon flux directly online. At present, the carbon flux is usually calculated by offline averaging: [30]
J=ΔM/2FΔt (7)
$J=\int_{0}^{x}dxC/t$ (8)
where ΔM is the mass increment after carburization, and 2F is the surface area of the sample.
For the present study, the carbon flux of 16Cr3NiWMoVNbE steel was measured offline by applying Eq. (7), whereas the mass increment was calculated after the sample had been carburized for 120 s. The samples before and after carburization were weighed. The average of the three measurements was 0.0096 g and the surface area was 10.93 cm2.
2.2.2. Diffusion coefficient
The diffusion coefficient is another important parameter in the carburization process and is related to carbon concentration, temperature, and alloy composition. The diffusion coefficients were calculated by using the mathematical model established [29] and modified by using the alloying factors [[31], [32], [33], [34]]. The alloy influencing factor q is mainly determined by the combination of alloying elements and carbon, which affects the diffusion of carbon elements or the diffusion coefficient. Different elements have different effects on the diffusion coefficient of carbon in austenite, and different elements interact together to form the alloy influence factor. Specifically, the models are given by [35]
D=q{0.000047exp-(1.6C)exp[-(37000-6600C)/(RT)]}, (9)
q=1+(0.15+0.33⋅Si)⋅Si-0.0365⋅Mn-(0.13+0.0055⋅Cr)⋅Cr+(0.03+0.03365⋅Ni)⋅Ni-(0.025+0.01⋅Mo)Mo-(0.03-0.02⋅Al)⋅Al-(0.016+0.0014Cu)Cu-(0.22+0.01V)V, (10)
where T is the carburization temperature and q is the alloying factor of the material.
2.2.3. Saturated carbon concentration in austenitic
The saturated carbon concentration Cs in austenite was determined based on the thermodynamic conditions of the equilibrium phase diagram and the precipitation conditions of cementite during high-temperature carburization. When the austenitizing temperature is 930 °C, the cementite begins to precipitate once the austenite carbon concentration reaches 1.5 wt%. Therefore, the carburization model for 16Cr3NiWMoVNbE steel initially uses an austenitic saturated carbon concentration of 1.5 wt%.
The chemical composition range (in wt%) of 16Cr3NiWMoVNbE steel was C 0.141, Si 0.85, Mn 0.577, Cr 2.85, Ni 1.46, W 1.0-1.4, Mo 0.4-0.6, V 0.35-0.55, Nb 0.1-0.2, P ≤ 0.015, S ≤ 0.01, Al 0.013, Cu ≤ 0.02, and Fe balance. The steel was placed in a vacuum low-pressure carburization furnace and heated to 930 °C for annealing. Next, the steel was cut into samples of φ20 mm × 5 mm for subsequent heat treatment. The key processing parameters in the carburization process model are given below.
The formulation of the carburization system was calculated by using the self-developed process model, and the carburization parameters are shown in Table 1:
Table 1 Parameters for carburization.
| T (°C) | C0 (%) | Cs (%) | Ck (%) | J (g cm-2.s-1) | q | Cb (%) | Cm (%) | h (mm) |
|---|---|---|---|---|---|---|---|---|
| 930 | 0.16 | 1.5 | 1.3 | 7.32E-6 | 0.687 | 1.2 | 0.42 | 0.5 |
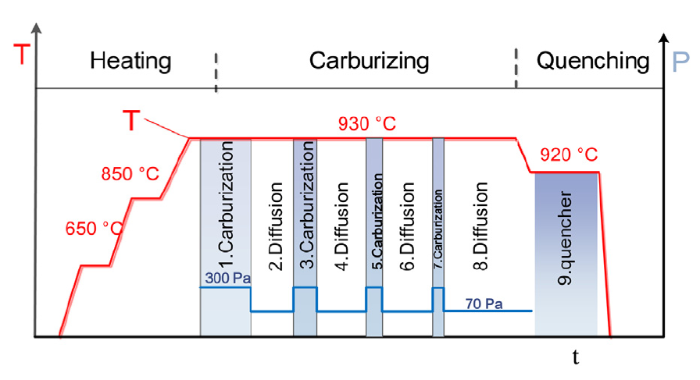
The sample was austenitized in a low-pressure carburization furnace, the carburization temperature was 930 °C, and the heating was done at three stages: heating in the furnace, holding at 650 and 850 °C for 1 h and holding at 930 °C for 1 h. Subsequently, carburization was done in a low-pressure carburization furnace, followed by quenching with vacuum quenching oil. The quenching time was 15 min, and the specific heat treatment process is shown in Fig. 2.
Fig. 2. Schematic of heating and carburization processes.
The carburization parameters of the low-pressure furnace were as follows: the acetylene flow rate was 10 L/min, the carburization acetylene pressure was 300 Pa, the diffusion nitrogen pressure was 70 Pa, and the oil quenching was performed at room temperature.
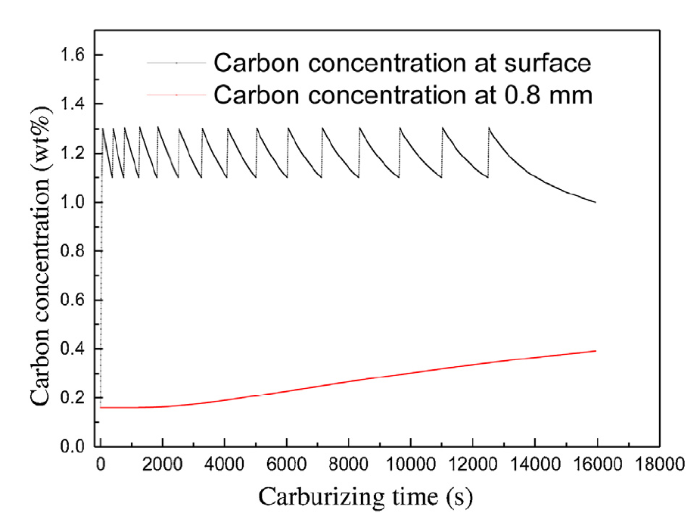
Fig. 3 shows the results of carburizing as calculated by the carburization process model. Fig. 3(a) shows vacuum carburization process. The model indicates that seven carburization pulses should be used. The first infiltration section has a pulse time of 92 s, then decreases, then the diffusion time increases, and then the final diffusion attains the required carbon content at the end of carburization. Fig. 3(b) shows the surface layer and carbon concentration. When the surface-carbon concentration reaches 1.5 wt%, carburization stops and diffusion starts; when the surface-carbon concentration reaches 1.3 wt%, diffusion stops in this circulation. After the final pulse the surface-carbon concentration drops to 1.2 wt% and the carbon concentration increases to 0.42 wt% at 0.5 mm. At this point, carburization is complete, and the carbon concentration distribution in the carburized layer is as shown in Fig. 3(c). Compared with atmospheric carburization, the proposed process can effectively control the surface-carbon content to prevent it from exceeding the austenite saturated carbon concentration at the given temperature. Thus, no carbides form on the surface, and the carbon concentration gradient of the carburization layer is optimized to make it more gentle, being controlled by the pulse cycle in low-pressure carburization.
Fig. 3. Calculated results with process control: (a) carburizing curve; (b) carbon concentration at surface and at 0.5 mm below surface as a function of time; (c) gradient of carbon concentration after carburizing.
The low-pressure carburization experiment was done as per the low-pressure carburization model. We now discuss the microstructure and hardness after carburization and quenching and the distribution of elements in the direction normal to the surface.
Fig. 4 shows the OM microstructure of 16Cr3NiWMoVNbE steel. After carburization and quenching, the microstructure from the surface to 0.04 mm below the surface consists mainly of carbides, acicular martensite, residual austenite, and a grain-boundary network of carbides. The residual austenite was large and like a film. The film-like, retained austenite was dark and difficult to distinguish. The core has a lath martensite structure and contains a large number of dispersed carbides.
Fig. 4. OM microstructure of 16Cr3NiWMoVNbE steel after carburizing and quenching. (a) Microstructure of carburized layer and (b) microstructure at 1 mm distance from the surface.
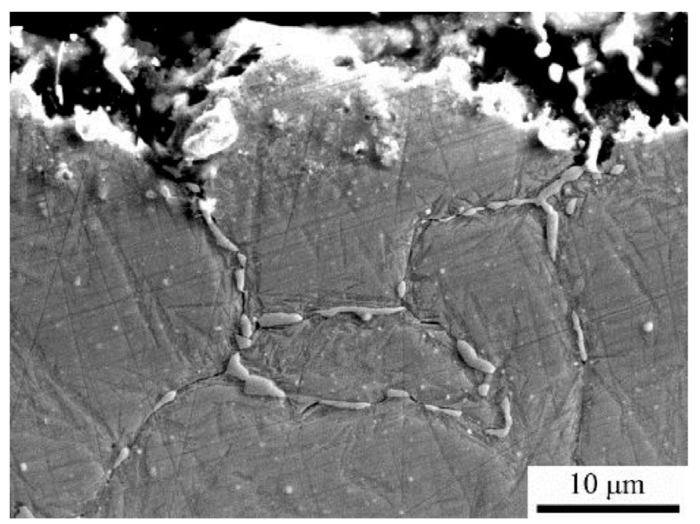
Fig. 5 shows the SEM microstructure after carburization and quenching. Carbides are strip shaped due to the high carbon content in austenite after carburization, which exceeds the saturated carbon in austenite at this temperature. A large amount of carbon cannot be dissolved and precipitates, thereby forming a network of carbides.
Fig. 5. SEM image of microstructure of 16Cr3NiWMoVNbE steel after carburizing and quenching.
Fig. 6 shows the TEM microstructure of a carburized layer of 16Cr3NiWMoVNbE steel after carburization and quenching. A large number of dispersed spheroidal and ellipsoidal carbides 50-200 nm in size appear in the layer.
Fig. 6. TEM images of microstructure at different positions in 16Cr3NiWMoVNbE steel after carburizing and quenching.
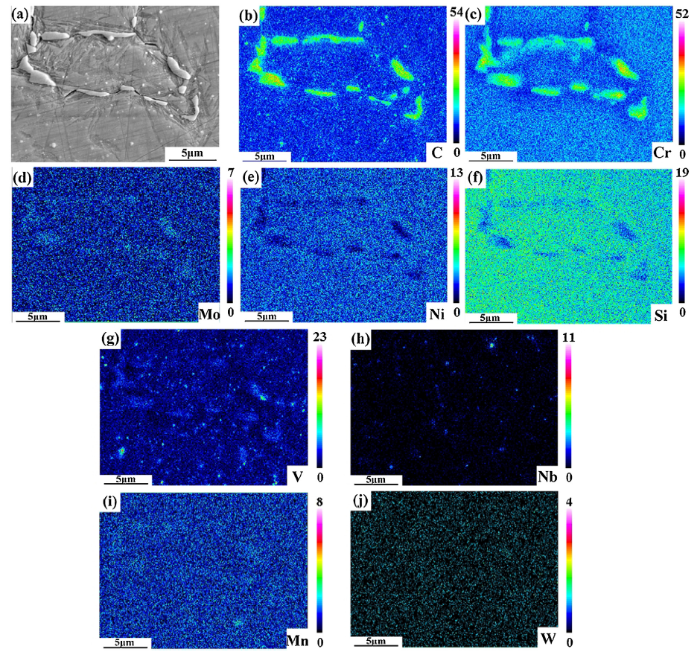
Fig. 7 shows the results of further energy-dispersive X-ray microanalysis (EDS) of grain-boundary carbides. At grain boundaries, enrichment of Cr and C is clear and corresponds to the location of precipitates, which indicates that the resulting networked precipitates are chromium carbides. According to the thermodynamic equilibrium conditions, the carbides of Cr were M23C6 or M7C3 structures [36]. Mo is also present in networked precipitates, indicating that Cr carbides contain Mo, and that Cr is partly replaced by Mo atoms in carbides (M23C6 or M7C3). Si and Ni are not carbide-forming elements and are distributed uniformly in the grains. In some regions of the matrix, V and Nb are likely present as VC and NbC dispersed in the matrix. The distribution of W and Mn elements is relatively uniform and no obvious segregation is apparent. The results indicate that the precipitate at the grain-boundary network is mainly Cr carbide.
Fig. 7. EDS elemental analysis of networked carbides: (a) network carbides, (b) C, (c) Cr, (d) Mo, (e) Ni, (f) Si, (g) V, (h) Nb, (i) Mn, (j) W.
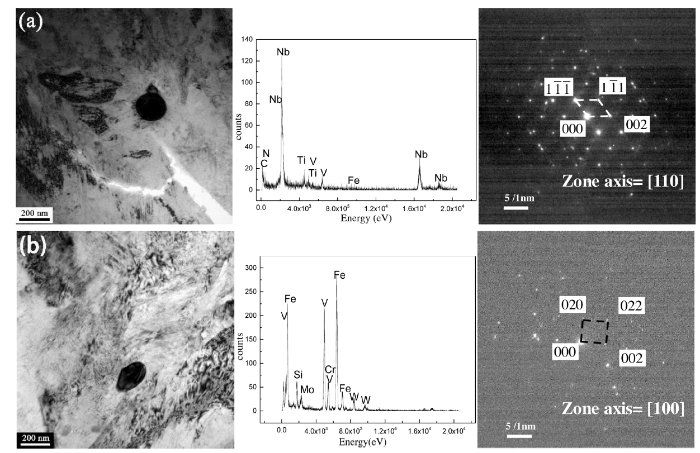
Fig. 8(a) shows that globular carbides in the microstructure are enriched mainly in Ni and V. Analyzing the diffraction pattern gives a lattice constant of 4.32 Å, which is between the values of NbC and VC (between 4.16-4.447 Å). Thus, the precipitate is (Nb,V)C. Fig. 8(b) shows that another globular carbide is mainly enriched in V containing a small amount of W, Mo, and other elements. By calculation, the lattice constant is 4.10 Å, which is close to that of VC (4.16 Å). Thus the precipitate is VC.
Fig. 8. TEM micrograph, selected-area electron diffraction pattern, and EDS analysis of precipitate at various positions on the sample.
At the early stage of carburization, the carbon concentration gradient on the steel surface is large. The driving force for diffusion from the atmosphere into the surface is high, and the carbon flux is larger, as per Eq. (7). In the carburization process made by the average carbon flux method, the first carburization pulse is longer than the actual carburization time. Thus, the surface-carbon concentration of steel is higher than the value set at the onset of carburization.
Upon carburization, the carbon content of the carburized layer on the surface increases rapidly, whereas the surface atmosphere and the internal carbon concentration gradient in the experimental steel gradually decreases. When the carbon content of the carburization layer exceeds the concentration of saturated carbon in austenite, diffusion from the atmosphere into the surface gradually decreases. The carbide preferentially precipitates at the surface grain boundary of the carburized layer, and the formation of carbide further hinders carbon atoms from entering the surface of the steel, thereby reducing the carbon flux. Carbide precipitation is obvious in the design of carburization process when the carbon flux is calculated by using the overall average. Therefore, an accurate measurement of carbon flux may be obtained by using a segmented calibration method.
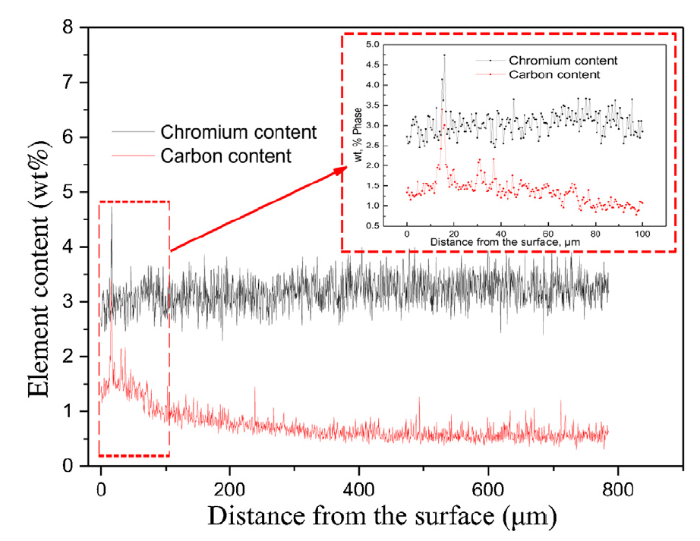
Considering the precipitation of cementite in the microstructure, the concentration of saturated carbon in austenite was set to 1.5 wt% in the carburization-control model. The experimental results indicate that reticulate, semi-reticulate, and long-strip carbides appear at the grain boundaries in the carburized layer. Fig. 7 shows an elemental analysis of reticulated carbides. The precipitates are mainly enriched in Cr and C. Furthermore, line scans along the depth direction of the carburized layer (Fig. 9) show that the surface-carbon concentration of the sample reaches 1.3 wt%, and the carbon content of the carburized layer decreases gradually from the surface to the center, and gradually stabilizes to a constant value at $\widetilde{0}$.2 mm. The enrichment in C and Cr occurs at $\widetilde{5}$ 0 μm from the surface, and the distributions of elemental Cr and C are related to each other. These results show that the grain-boundary-network precipitates are mainly Cr carbides, but not cementite. However, because of the complex chemical composition of 16Cr3NiWMoVNbE steel, the carbide of Cr is preferred to cementite precipitation at the initial carbon-saturation concentration of 1.5 wt%.
Fig. 9. Concentration distribution of C and Cr elements.
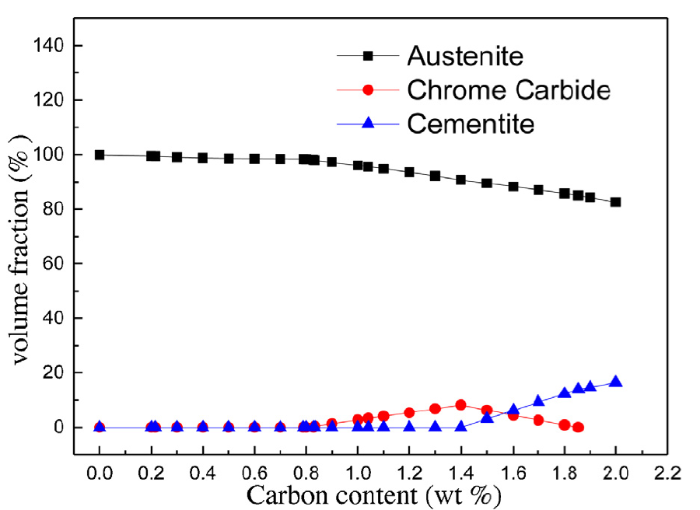
According to the chemical composition of the experimental steel, the thermodynamic calculation was done by using the JMatPro software, and the result is shown in Fig. 10. When the carbon concentration increases to 0.8 wt%, Cr carbide precipitates. When the carbon concentration reaches 1.5 wt%, the precipitation of Cr carbide reaches its maximum value, and cementite precipitates. This is confirmed by the experimental results of carburization. Therefore, simply considering the precipitation of cementite does not reflect the actual situation for a higher Cr content in 16Cr3NiWMoVNbE steel and the austenite saturated carbon concentration. The partial precipitation of Cr carbide should be further considered as austenite becomes saturated in carbon.
Fig. 10. Thermodynamic calculations for carburizing 16Cr3NiWMoVNbE steel.
Fig. 11 shows the microhardness analysis of the sample after carburization. The sample surface hardness was 600 HV, which increases to a maximum value of 780 HV at 0.15 mm. Subsequently, the hardness decreases to 550 HV at 0.31 mm from the surface. According to the GBT 9450-2005 standard, the effective depth is thus 0.31 mm.
Fig. 11. Hardness distribution after carburization and quenching.
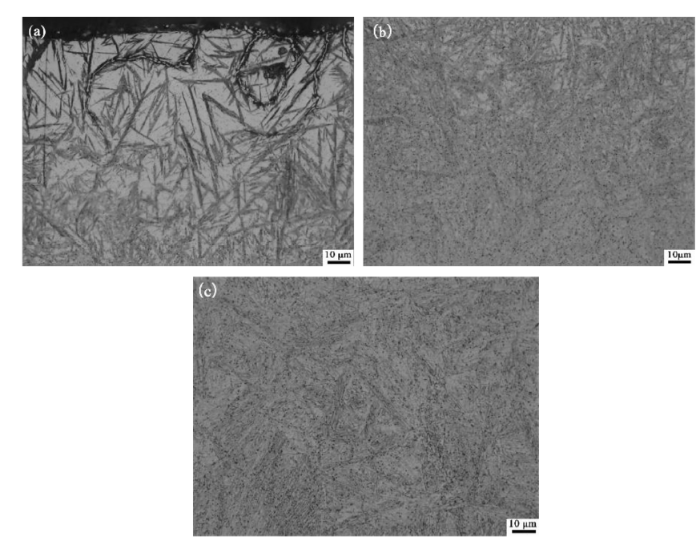
Fig. 12 shows that, from the surface to the center, the microstructure gradually changes from a mixture of residual austenite, coarse acicular martensite, and network carbides to a small amount of residual austenite and acicular martensite, and finally to lath martensite. Within 0.15 mm of the surface, the carbon content exceeds 1 wt%. After quenching, the high content of retained austenite decreases the hardness. With decreasing carbon concentration, the retained-austenite content gradually decreases, and the hardness increases. At 0.15 mm from the surface, the carbon concentration continues to decrease, martensite carbon super saturation decreases, and dislocation density and hardness gradually decrease. Beyond 0.31 mm from the surface, the microstructure changes to lath martensite and the dislocation density and hardness both decrease further.
Fig. 12. OM of sample 1 after carburizing and quenching: (a) the surface, (b) 0.5 mm from the surface, (c) 1 mm from the surface.
The hardness gradient reveals that the effective depth is 0.31 mm. However, the value was set to 0.5 mm, so the depth of the layer decreased by 40%. The actual diffusion coefficient is less than the calculated value, which is mainly due to the following two reasons. (a) When 16Cr3NiWMoVNbE steel is carburized, the carbon concentration increases to the critical value of carbon solubility, and V, Nb, W, and Mo form carbides, as shown in Fig. 6, Fig. 7. Diffusion of carbon atoms is thus prevented, resulting in a decreased diffusion rate, so that the actual diffusion coefficient is less than the calculated value. Note that the influence of elemental Nb and W is not considered in the model used herein, which leads to a larger calculated diffusion coefficient. Therefore, the influence of Nb and W on the diffusion coefficient requires further consideration in the computational model. (b) When the surface-carbon concentration reaches a certain level during carburization, a large number of carbides forms on the sample surface and hinders the diffusion of carbon atoms through grain boundaries, further reducing the diffusion coefficient of carbon atoms.
The analysis of the microstructure and depth of the carburized layer of sample 1 revealed serious deficiencies in the carburization process, so the technological parameters of sample 2 were adjusted to develop a new carburization process.
6.1.1. Determination of carbon flux by sectional calibration
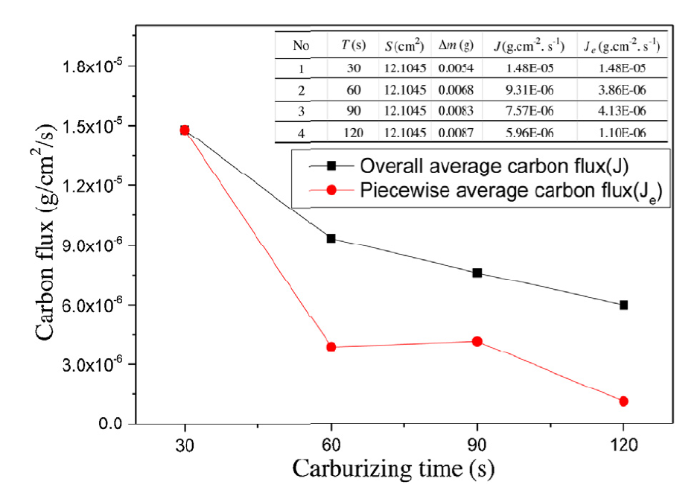
The cylindrical samples were carburized for 30, 60, 90, and 120 s, respectively. The carburized material was weighed with a balance, and the carbon flux of the sample at different carburizing time was determined. Fig. 13 shows the carbon flux as a function of carburization time.
Fig. 13. Carbon flux as a function of time (S is the sample area, Δm is the mass increment before and after carburizing, J is the overall average carbon flux, Je is the piecewise average carbon flux).
With increasing carburization time, the average carbon flux also decreases (Fig. 13), because the carbon-concentration gradient decreases gradually as carburization proceeds, so the number of carbon atoms entering the sample surface decreases with time. At the early stage of carburization, the carbon concentration gradient at the gas-solid interface is greater at 30 s. The carbon flux determined by the sectional average method is 2.5 times that determined by the whole average method. The corresponding carburization time is reduced by 60%, and the sectional setting avoids the influence of the first pulse time and provides more accurate control of the subsequent pulse time.
6.1.2. Diffusion coefficient
By checking the results of sample 1, we consider that Nb and W have more affinity for carbon during carburization, so it is easy to form carbides and hinder the diffusion of carbon atoms. The formation of carbides hinders the diffusion of carbon atoms. Thus, Eq. (9) is optimized for 16Cr3NiWMoVNbE steel with respect to the comprehensive influence factors of Nb and W, and its alloying factor is given by
q=q0-q(Nb,W) (11)
where q0 = 0.687 is calculated from Eq. (10), and q(Nb,W) = 0.362 is calculated from the experimental results.
The alloying factors of the coefficient of 16Cr3NiWMoVNbE steel is 0.325. Elemental Nb and W strongly influence the diffusion coefficient of carbon in the carburization process. The Nb and W contents of 0.199% and 1.437%, respectively, reduce the influence factor of carburized alloy by 52.3%.
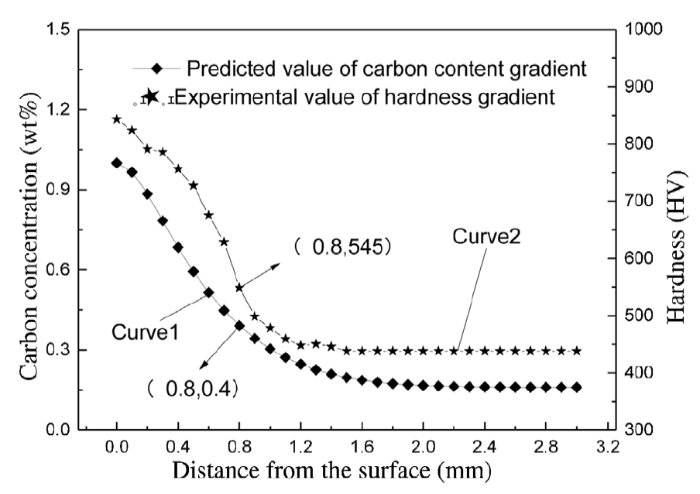
The concentration of the austenite saturated carbon was adjusted to 1.3 wt%, the final surface-carbon concentration was adjusted to 1 wt%, and the depth of the carburized layer was adjusted to 0.8 mm. For the carburizing process shown in Fig. 14, the predicted depth of carburized layer is consistent with the experimental depth of carburized layer, as shown in Fig. 15. Fig. 16 shows the microstructure after carburization.
Fig. 14. Carbon concentration as a function of carburization time.
Fig. 15. Carbon-concentration gradient and case depth after carburization.
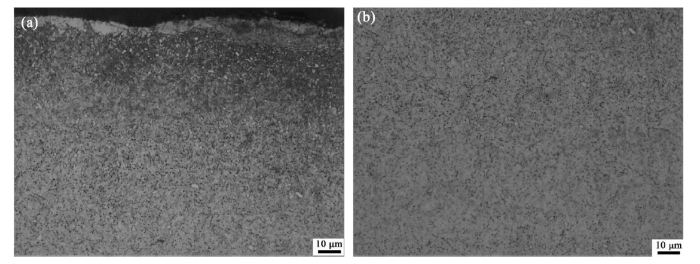
Fig. 16. OM micrographs of sample 2 after carburization and quenching: (a) microstructure of case depth, (b) microstructure at 1 mm from the surface.
The experimental results show that sample 2 follows the method of segmented carbon flux. After readjusting the alloy coefficient, the surface carbide, martensite, and surface hardness meet the requirements. The carbide is fine and evenly distributed, and no net carbides appear. The carbide grade lies between 1 and 2. The method of measuring carbon flux by subsection calibration is appropriate and reflects the carbon-diffusion mechanism during carburization. The large amount of Cr precipitation corresponds to the concentration of saturated carbon in austenite. It no longer suffices to simply set the carbon concentration when the cementite appears because austenite saturates the carbon concentration. Instead of simply setting the value of the cementite precipitation as a saturated carbon in austenite. These results verify the aforementioned approach for setting saturated carbon in austenitic. By reducing the maximum carbon concentration of the pulse from 1.5% to 1.3%, the final surface-carbon concentration is reduced from 1.2% to 1%, and the formation of the surface carbides is effectively controlled. Compared with the high potential of carbon infiltration of the atmosphere, the carbide index is maintained below level 2 instead of the original level 4, which is a good improvement. By setting and measuring the value of the depth of the carburization layer, the measured depth and setting of the carburization layer are all 0.8 mm, which is highly consistent. It shows that the elements of Nb and W play important roles in the diffusion of carbon atoms. Elemental Nb and W thus greatly hinder the diffusion of carbon atoms.
(1)During the carburization of 16Cr3NiWMoVNbE gear steel with a large number of alloying elements, Cr carbides are precipitated before cementite, and the network carbides on the surface of the carburized layer are effectively avoided by decreasing the concentration of saturated carbon in austenite.
(2)At the early stage of carburization, the carbon concentration gradient at the gas-solid interface is larger, which affects the diffusion of carbon atoms in austenite.
(3)Nb and W combine with C to form carbides, thereby hindering carbon diffusion and consuming carbon atoms. Considering the combined factors of Nb and W, the diffusion rate of C in 16Cr3NiWMoVNbE steel is about 52.3% lower than that determined by traditional experiment. Modifying the core parameter of the process greatly improves the accuracy with which the depth of the infiltration layer is controlled, thereby confirming the model.
This work was financially supported by the National Key R&D Program of China (Grant No. 2016YFB0300600) and the National Natural Science Foundation of China (Grant No. 51604074).
The authors have declared that no competing interests exist.

 WeChat
WeChat
/
| 〈 |
|
〉 |




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}