Search for articles:
Pengren Wang, Fengqi Liu, Hao Wang , Hao Li, Yanzi Gou
, Hao Li, Yanzi Gou
Corresponding authors:
Received: 2019-01-26
Revised: 2019-03-17
Accepted: 2019-05-15
Online: 2019-12-05
Copyright: 2019 Editorial board of Journal of Materials Science & Technology Copyright reserved, Editorial board of Journal of Materials Science & Technology
More
Abstract
Compared with the first and second generations SiC fibers, the third generation SiC fibers have obvious improvement in heat-resistance, oxidation-resistance and creep-resistance, which promote the development of SiCf/SiC composite materials. Therefore, the third generation SiC fibers have more advantages and broader prospects in engineering applications. In this paper, the fabrication and properties of the third generation SiC fibers are compared and discussed. The preparation processes of the third generation SiC fibers reinforced SiC matrix composites and their application in aeroengine and nuclear energy fields are summarized, while their future development is prospected as well.
Keywords:
Continuous SiC fibers have excellent properties such as high strength, high modulus, excellent heat-resistance and oxidation-resistance, low activity under irradiation conditions and electromagnetic absorbing, etc [[1], [2], [3], [4], [5], [6], [7], [8]]. Therefore, the fibers have wide application prospects in the fields of aviation, aerospace, nuclear energy and weaponry. Since Yajima group obtained continuous SiC fibers using polycarbosilane (PCS) as the precursor in 1975 [9], SiC fibers have developed rapidly from the first generation which have extra carbon and oxygen to the third generation which are near-stoichiometric and polycrystalline [10]. The first generation SiC fibers are represented by Nicalon NL202 produced by Nippon Carbon., Tyranno Lox-M produced by Ube Industries, and KD-I produced by National University of Defense Technology (NUDT). These fibers have high oxygen content (12 wt% ˜ 13 wt%) with tensile strength decreasing rapidly above 1200 °C [[11], [12], [13], [14]]. The second generation SiC fibers improved the cross-linking process through irradiation infusibility and significantly reduced oxygen content (only 1 wt% or less). The fibers can maintain high tensile strength and modulus below 1500 °C under an inert atmosphere, which are represented by Hi-Nicalon, Tyranno ZE and KD-II etc [10,[15], [16], [17]]. However, because their high free carbon content (C/Si≈1.4), the property of oxidation-resistance is still not ideal. Therefore, Nippon Carbon, Ube Industries and Dow Corning have developed third generation SiC fibers with higher temperature resistance using different technical routes. Their trade names are Hi-Nicalon S, Tyranno SA and Sylramic (and Sylramic-iBN), respectively. NUDT has also developed third-generation SiC fibers named KD-S and KD-SA. The third generation SiC fibers not only have the near-stoichiometric composition (C/Si≈1), but also are high crystalline and dense, with significant improved heat-resistance, oxidation-resistance and creep-resistance [[18], [19], [20], [21]]. Fig. 1 shows that when the temperature was above 1200 °C, the strength of the first generation SiC fibers such as Nicalon and Tyranno LoxM decreased sharply. As for the second generation SiC fiber Hi-Nicalon, the strength decreased rapidly after being treated above 1400 °C. Comparatively, the third generation SiC fibers can maintain a strength of 2.0 GPa at 1600 °C or higher.
Fig. 1. Heat-resistance of the three generations SiC fibers (after heat-treatment in argon for 1 h) [
Fig. 2 shows the creep-resistance of three generation fibers measured by the bend stress relaxation method. The value of the stress relaxation parameter, m, is between 0 and 1. Fibers with higher values of m are more creep-resistant. We can find that at the same temperature, the m values of the third generation SiC fibers are much larger than that of the other two fibers (As-prepared, HNLS, TySA and HNL in Fig. 2(b) stand for KD-SA, Hi-Nicalon S, Tyranno SA and Hi- Nicalon, respectively), that is, they have better high temperature creep-resistance.
Fig. 2. High-temperature creep-resistance of the three generation SiC fibers [18,[
Different third generation SiC fibers own different characteristics in preparation technology, fiber composition and properties (Table 1). Hi-Nicalon S fibers are cross-linked by electron beam irradiation to reduce oxygen content and sintered in hydrogen atmosphere to remove excess carbon. Their oxidation-resistance is excellent since the tensile strength of 1.8 GPa was maintained after being treated at 1400 °C in dry air for 10 h [28]. However, the preparation temperature of Hi-Nicalon S fibers is the lowest (1500 °C) amongst those of the third generation SiC fibers. Consequently, when temperature is above 1500 °C, the grains grow rapidly, which will lead to the fiber structure becoming loose. This limits the application of Hi-Nicalon S fibers in some high temperature components. But Hi-Nicalon S fibers can be used in advanced nuclear energy field due to their stable structure and performance under irradiation conditions. The preparation process of KD-S fibers is similar to that of Hi-Nicalon S. The tensile strength of KD-S fibers is about 2.7 GPa. And its strength hardly decreased after being treated at 1600 °C in inert atmosphere and was 1.63 GPa after being treated at 1800 °C for 1 h [29].
Table 1 Properties of third generation SiC fibers [
| Trade mark | Tensile strength (GPa) | Young’s modulus (GPa) | Diameter (μm) | C/Si ratio | Oxygen content (wt%) |
|---|---|---|---|---|---|
| Hi-Nicalon S | 2.6 | 340 | 12.0 | 1.05 | <1.0 |
| KD-S | 2.7 | 310 | 11.0 | 1.0˜1.1 | <1.0 |
| Tyranno SA | 2.5 | 375 | 8.0&10.0 | 1.08 | <0.5 |
| KD-SA | 2.5 | 380 | 10.5 | 1.05 | <0.5 |
| Sylramic | 3.2 | 400 | 10.0 | 1.01 | 0.8 |
| Sylramic-iBN | 3.5 | 400 | 10.0 | N/A | N/A |
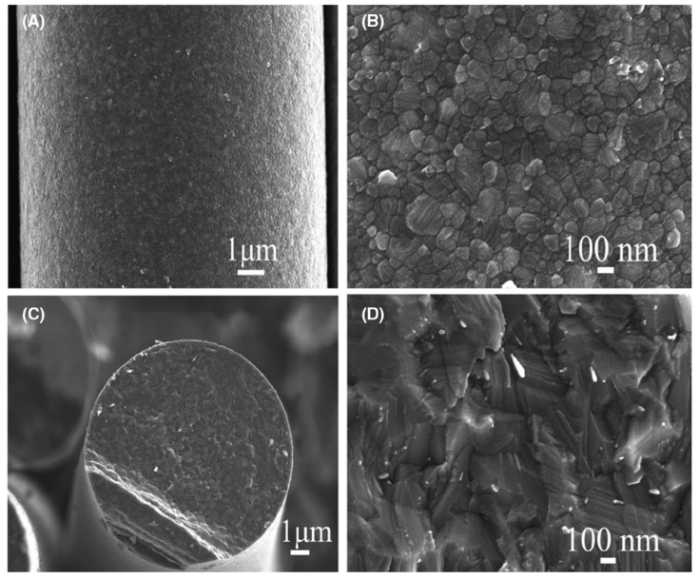
The precursor of Tyranno SA fibers is synthesized by the reaction of PCS with aluminum acetylacetonate (Al(AcAc)3). After spinning, air curing and high temperature treatment, Tyranno SA fibers are obtained. The role of the aluminum is to play the part of a sintering aid so that fibers can be sintered and densified above 1800 °C with grain size ranging from 100 to 200 nm. The tensile strength retention of Tyranno SA fibers could reach 80% after being treated at 2000 °C for 1 h in argon, and 100% and 55% after being treated at 1000 °C and 1300 °C in air for 100 h, respectively. Because Tyranno SA fibers contain aluminum element whose oxide Al2O3 is an amphoteric material, they also have good corrosion-resistance against alkali. So the SiC-based composites with Tyranno SA reinforcement are more advantageous when they are used near the ocean or in a combustion gas containing alkali elements [18]. KD-SA fibers have similar preparation process and properties to Tyranno SA fibers. From the SEM micrographs in Fig. 3, it can be seen that the surface of KD-SA is homogeneous and dense with large grains of ˜200 nm. The cross section shows an intragranular fracture, illustrating the existence of strong grain boundaries. The fibers maintained their original tensile strength after being heated in inert atmosphere for 5 h at 1800 °C and 1 h at 1900 °C, respectively. Also, they exhibited high strength retention (97%) after exposure at 1300 °C for 1 h in air [26,[30], [31], [32].
Fig. 3. SEM micrographs of KD-SA fibers after exposure under argon at 1900 °C for 1 h: The surface (A & B) and cross section (C & D) [
Polytitaniumcarbosilane (PTC) is the precursor of Sylramic fibers. In contrast to Tyranno SA and KD-SA, boron is diffused into fibers as the sintering aid through the reaction and diffusion of boron-containing compounds (such as BCl3, BF3, BBr3 and borane) in the process of firing. Heating Sylramic fibers in nitrogen-containing atmosphere to remove excess B from grain boundaries and form BN films on the surface can obtain Sylramic-iBN fibers. They have larger grains, cleaner grain boundaries, better creep-resistance, improved oxidation-resistance and better electrical conductivity [33].
Continuous SiC fibers reinforced SiC composites (SiCf/SiC) are mainly used in structural components under high temperature, strong oxidation, strong corrosion and irradiation conditions, such as aviation turbine engine blades, liner of jet engine burners, nuclear fusion reactor blanket, blanket channel liners and divertor, etc. [[34], [35], [36], [37]] With the development of technology in the application fields, the requirements for heat-resistance, oxidation-resistance, thermal conductivity and airtightness of SiCf/SiC composite materials become demanding. Compared with the first two generations, the third generation SiC fibers have greater advantages as the reinforcements of composite materials. In this paper, the preparation of SiCf/SiC composites and the application status of the third generation SiC fibers reinforced SiC matrix composites are introduced and discussed, and the related research fields are prospected.
The preparation processes of ceramic matrix composites have matured over the past decades. At present, the main processes include Chemical Vapor Infiltration (CVI) process, Polymer Impregnation and Pyrolysis (PIP) process, Melt Infiltration (MI) process and Nano-powder Infiltration and Transient Eutectoid (NITE) process, etc.
The SiC fibers serve as a preform which is heated up to about 1000 °C in vacuum and then CH4 gas is introduced into the preform as the interlayer between fiber and matrix. This process lasts for 70 min under pressure. Next, the methyltrichlorosilane is carried by hydrogen into the chamber. The preform is in SiC matrix for hours at 1000 °C under pressure [38,39]. The advantages of CVI method are that the obtained SiC matrix has high purity and crystallinity. Residual stresses are lower due to lower infiltration temperature. Also, there is very little damage to fibers and to the geometry of the preform. So it can achieve near-net forming and be suitable for the preparation of components with complex shapes. However, slow deposition rate, long preparation period and complicated process bring high manufacturing cost. In addition, this process is easy to form pores inside the preform, so it is not suitable for the preparation of thick-walled parts [40,41].
Riccardi et al. [42] prepared 2D and 3D SiCf/SiC composites with Tyranno SA fibers as reinforcement by CVI process. The Young's moduli of the composites were 293 GPa and 198 GPa, while the tensile strengths were tested to be 272 MPa and 252 MPa with shear strength of 54 MPa and 45 MPa, respectively. The flexural strength of CVI-SiCf/SiC composites prepared by Kim et al. [43] was 570-670 MPa with density of 2.71-2.81 g/cm3. Araki et al. [44] tested the heat-resistance of Tyranno SA/SiC composites prepared by CVI process. The flexural strength of the composites remained at 1800 °C and the strength retention was 58% at 2000 °C.
The PIP process is to impregnate the polymeric precursor into a vacuum, sealed fibrous preform. Both of them are pyrolyzed under inert gas or vacuum environment to convert into a ceramic matrix [45]. Its advantages include low pyrolysis temperature, less damage to fibers and the flexibility of manufacture. Further, it is suitable for the preparation of large components with complex shapes. But shrinkage also occurs during this conversion process, resulting in 10%-20% residual porosity. Multiple infiltrations need to be performed to compensate for the shrinkage, so the preparation duration is quite long [40].
Kotani et al. [46] used polyvinylsilane as the precursor and added beta-SiC particles to prepare Hi-Nicalon fibers reinforced SiC composite by PIP process, which effectively reduced the porosity and improved the mechanical properties with the bending strength of 602 MPa. Shuang et al. [47] treated the 3D PIP KD-I fibers reinforced SiC composite at 1400 °C for 1 h in an inert atmosphere. Its bending strength was 514.1 MPa. Zheng et al. [48] prepared 3D SiCf/SiC composites using liquid polycarbosilane as the precursor and KD-I fibers as the reinforcement. The ultimate tensile strength of the composite was 339.7 MPa in air at 1300 °C with no obvious oxidation occurring.
MI process is a composite fabrication process developed on the basis of reaction sintering SiC. Firstly, an interfacial phase should be deposited on the surface of fabric preforms by CVD process which forms a porous pyrolytic carbon (PyC) coating layer. Then liquid molten silicon is infiltrated into the preform at high temperature and under vacuum environment to react with PyC to form the continuous and dense SiC matrix [49]. This technique usually yields low residual porosity (˜5%) and its preparation period is short. Also, it can fabricate the near net shape components quickly and cheaply. Some issues with infiltrating melted Si are that the free Si can lower the composite's resistance to oxidation and creep. Furthermore, during the process of melt infiltration, high temperature may cause damage to the fibers, which may affect the mechanical properties of the composites.
Morscher et al. [50] tested the creep and fatigue properties of SiC composites reinforced by Sylramic fibers using MI process. Creep test and fatigue test were performed at the 220 MPa stress level with all specimens exceeding the run-out condition of 500 h with no failures. Kollins et al. [51] characterized the residual stress of Sylramic and Sylramic-iBN fibers reinforced SiC composites prepared by MI process. The compressive residual stress of infiltrated free silicon was about 2 GPa and the tensile residual stress of SiC matrix was about 1.45 GPa.
In NITE process, a stable mixed suspension containing beta-SiC nanoparticles, sintering aids (Al2O3-Y2O3) and temporary binders is prepared as the slurry. The continuous fibers are immersed in the slurry to obtain the prepreg sheet. Then the prepreg sheet is cut and stacked into the hot-pressing die and sintered under the condition of higher than 1800 °C and at 15-20 MPa stress level. This technique yields low residual porosity (3%-9%) and relative density above 95%. The product has high crystallinity and exhibits excellent properties of radiation-resistance and high thermal conductivity. The disadvantage of this process is that residual oxide sintering additives are inevitably introduced [41,52,53].
Kishimoto et al. [54] prepared NITE-Tyranno SA/SiC composites. Dual-ion irradiations achieved a dose of 60 dpa at 1200 °C. And TEM investigation showed no significant modification by irradiation in the NITE SiC matrix, except for a small amount of micro-cavity formation. The NITE-Hi-Nicalon S/SiC composites prepared by Joon-Soo et al. [55] represented an extremely low amount of weight loss without any change of shape and size, even if these materials exposed at the severe oxidation environment under the forced flow of oxidative gas.
When the first and second generation SiC fibers are used as reinforcements, the CVI and PIP processes with lower preparation temperatures (900-1200 °C) are generally considered. But during these process, the fibers do not need to experience high temperature above 1400 °C, so the obtained SiCf/SiC composites aren’t highly crystalline and dense and cannot meet the requirements of some application fields. From the perspective of the SiCf/SiC composites preparation temperature, the third generation SiC fibers have greater advantages. For example, the MI process preparation temperature is higher than the melting point of Si (1410 °C), generally in the range of 1400-1600 °C [56,57], currently only the third generation fibers can meet the requirements. A method similar to the MI process is also used in the joining of SiCf/SiC components, called reaction bonding, which requires the SiC fibers in the connected components to withstand temperatures up to 1500 °C [58]. Likewise, the preparation of SiCf/SiC composites by NITE process should be carried out at high temperature of 1700-1800 °C. Only the third generation fibers can satisfy these severe conditions in the process. In the research reports of NITE process, Tyranno SA fibers are mainly selected as the reinforcements [54,[59], [60], [61]].
SiC fibers are mainly used in the fabrication of high temperature structural composites, components of fusion reactor and radar wave absorber due to their excellent properties. However, SiC fibers applied to prepare electromagnetic absorbing components have special requirements in composition, such as containing heterogeneous elements titanium, zirconium and iron, or containing excess carbon. For the third generation of near-stoichiometric SiC fibers, they do not have these characteristics, so 3rd SiC fibers are mainly applied in aero-engine and nuclear energy fields.
With the development of aero-engines, there are increasing demands for reducing fuel consumption, extending engine life, improving thrust-to-weight ratio and reducing service costs. The higher thrust-to-weight ratio leads to higher temperature of the engine hot end parts. For example, the turbine inlet temperature of the M88-2 engine reaches 1577 °C and that of the F119 engine reaches 1700 °C. The average turbine inlet temperature of the engine with thrust-to-weight ratio 12-15 under development will exceed 1800 °C, which is much higher than the applying temperatures of the first and second generation SiC fibers and their composites. Therefore, the third generation SiC fibers reinforced composites have become the preferable candidate materials owing to the excellent thermostable performance at extremely high temperature [62].
The developed countries such as America and Japan have already developed the high-temperature components of SiCf/SiC engines in an early time, such as NASA's IHPTET (High Performance Turbine Engine Technology), UEET (Ultra Efficient Engine Technology) program and Japan's AMG (Advanced Materials Gas Generator) program. These studies are focused on high-temperature ceramic matrix composites in order to increase the serving temperature of the engine hot end parts to 1650 °C or higher [63,64]. And only the third generation SiC fibers can tolerate such a high service temperature. In these research projects, SiCf/SiC composites are mainly used to prepare combustion chamber flame tubes, thrust chambers, turbine stator blades, and wing leading edges, etc.
General Electric Company (GE) uses SiCf/SiC composites as the inner and outer rings of combustion chamber flame barrel, first stage high pressure turbine hood ring, second stage turbine guide and turbine rotor blade of GE9X engine. It is estimated that the Ceramic Matrix Composite (CMC) turbine rotor blade of GE9X can reduce the blade weight by 2/3, increase the heat-resistance by 20% and contribute 30% to the reduction of fuel consumption. Besides, the flame tube of CMC combustor can cope with higher temperature which improves the engine thermal efficiency with less cooling air. By July 2018, this engine had completed one-third process of the safety certification work. This world's largest engine will be used for wide-body twinjet passenger aircrafts such as the Boeing 777X [65]. Fig. 4 shows the engine components made of SiCf/SiC composites.
Fig. 4. Prototypical SiC/SiC components for GE Aviation’s next generation GE9X engine for Boeing 777X and other wide-body twinjet passenger aircrafts (Courtesy, GE Aviation) [
In February 2015, the GE successfully validated the heat-resistance and durability of the rotating low-pressure turbine blades made of SiCf/SiC composites on the F414 turbofan engine tester. This was the first successful application of CMC materials in rotating parts. It indicated that SiCf/SiC composites broke through their limitations of only applying to engine stator components previously and could meet the requirements of the highest operating temperature region of the engine [66].
The GE also collaborated with the CFM International on launching a commercial engine LEAP which adopted a SiCf/SiC composites high pressure turbine shroud (a ring seal that surrounded the high-pressure turbine rotor blades and blocked the hot tip leakage of the turbine tip). The weight of the component was reduced by hundreds of kilograms compared to conventional materials, which also greatly reduced the amount of cold air demanded from the compressor, and therefore increased engine thrust and reduced fuel consumption by over 1.5%. The engine passed the safety certifications of the European Aviation Safety Agency (EASA) and the Federal Aviation Administration (FAA) in 2016 and was successfully applied to the Airbus A320neo, Boeing 737MAX and China C919 [67].
The GE predicts that demands for SiCf/SiC composites will increase to tenfold in the next 10 years. To meet the requirements of ceramic matrix composites applying to jet engines, GE has established a SiC fiber manufacturing plant in Huntsville, Alabama, as well as a one-way ceramic matrix composites preform manufacturing plant using SiC fibers. The SiC fiber manufacturing plant is funded by the US Air Force Research Laboratory with $21.9 million. It is expected to be put into production in 2018 and will provide fiber materials to customers such as the US Department of Defense and Safran [66].
The structural materials of nuclear fusion reactor are generally under harsh conditions of high temperature, intense irradiation and high stress with long lasting time. The SiCf/SiC composites prepared by the first and second generation SiC fibers which are composed of the main SiCxOy amorphous phase and dispersed β-SiC crystallites (<10 nm). The irradiation will cause decomposition of the SiCxOy phase and simultaneous growth of β-SiC grains, resulting in fiber shrinkage and interface debonding between fibers and matrix, and finally SiCf/SiC failure [68]. The third generation SiC fibers have near stoichiometric compositions with trace SiCxOy phase and high crystallization. It is structurally stable under intense irradiation conditions and is more conducive to applications in nuclear industry. But the boron and nitrogen contained in Sylramic-iBN fibers will transmutate and produce long-lived isotopes in radiation environment, so they are not suitable for fusion reactor structural materials [69]. Hi-Nicalon S and Tyranno SA fibers are more frequently used to prepare nuclear SiCf/SiC composites [70], which are mainly applied in the first wall of cladding, flow channel inserts, control rods and divertors [35,[71], [72], [73]].
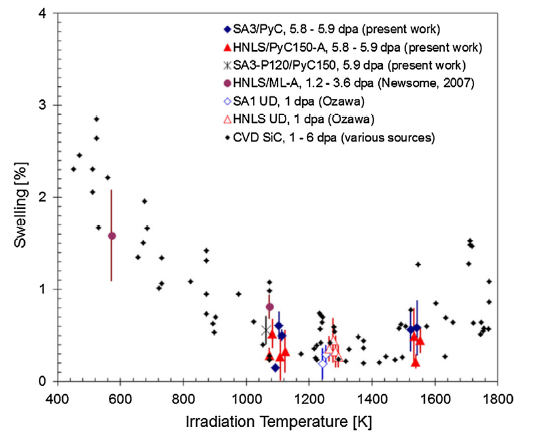
Katoh et al. [70] tested CVI-SiCf/SiC specimens prepared by Hi-Nicalon S and Tyranno SA under different irradiation conditions compared with pure CVD-SiC. Their volumetric expansion coefficients were basically the same low (Fig. 5). The study of Jones et al. [74] showed that the properties of SiCf/SiC samples prepared by Hi-Nicalon S and Tyranno SA were almost unchanged under 10 dpa irradiation and at 800 °C.
Fig. 5. Volume swelling of CVI SiC matrix composites by neutron irradiation as a function of irradiation temperature [
Reactor structural materials which could withstand high thermal loads and possessing high thermal conductivity are beneficial to reduce thermal stress, so it is desirable to prepare SiCf/SiC composites with high thermal conductivity [82]. However, the thermal conductivity of Nicalon/SiC composites prepared by CVI process was only 10 W/m K at room temperature and that of SiCf/SiC composites prepared by PIP process was even lower, which could not meet the requirements of nuclear reactor structural materials [[83], [84], [85], [86]]. The third generation SiC fibers have higher thermal conductivity, like 18 W/m K of Hi-Nicalon S and even up to 65 W/m K of Tyranno SA. By using Tyranno SA and Hi-Nicalon S as reinforcements, Yamada et al. [87] prepared 3D SiCf/SiC composites by CVI method and tested their thermal conductivity. The former composite showed thermal conductivity of 40-50 W/m K at room temperature and 24 W/m K at 1000 °C, while the later displayed 36 W/m K and 20 W/m K, respectively.
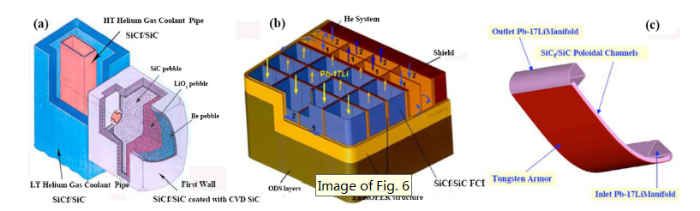
The developed countries attach great importance to the research of SiCf/SiC in the field of nuclear fusion. Japan also actively cooperates with Europe and the United States by virtue of its high-performance SiC fibers. For example, the Japanese DREAM and A-SSTR2 cladding concept design used SiCf/SiC composites as the first wall/clad structure material [88,89]. The flow channel insert of European Union PPCS-C was made of SiCf/SiC composites [90] and US ARIES-AT divertor design adopted SiCf/SiC composites as structural materials [91,92] (Fig. 6).
Fig. 6. SiC fibers for nuclear applications [
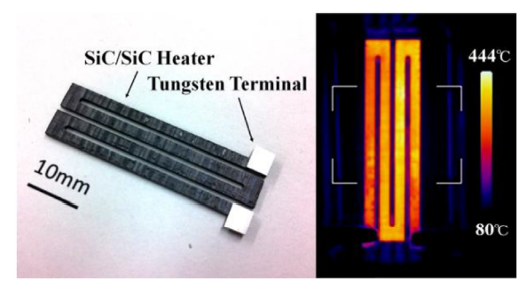
Supported by IVNET, IFMIF, etc., Japan used Tyranno SA fibers to prepare SiCf/SiC composites by NITE process. For example, Satori et al. [94] fabricated the sandwich SiCf/SiC composites thermal insulation panel (Fig. 7). The relationship between pore structure and thermal conductivity was studied, which has significant guidance for design of thermal insulation system in nuclear fusion reaction. Kishimoto et al. [61] prepared SiCf/SiC composite heater (Fig. 8). As potential and promising candidates for IFMIF and fission reactor irradiation rig, the electrical conductivity of this material was less affected by temperature change in the range from room temperature to 1000 °C and was barely changed by heat treatment in air at 1000 °C for 1 h.
Fig. 7. Hybrid NITE-SiC insulator [
Fig. 8. SiC/SiC heater for Belgian Reactor 2 with IR image [
SiCf/SiC composites continue to be a material of interest for fundamental nuclear materials investigation, due to its extraordinary resistance to irradiation. Current researches focus on their properties under the harsh operating conditions, chemical compatibilit and hermeticity against the permeation of gaseous or liquid coolant. Moreover, it is essential to yield insight into the physical processes of radiation damage and constitutive theories for physical, thermal, mechanical, and fracture properties.
As discussed in this article, the practical applications of SiCf/SiC composites for engine and nuclear fields are expanding. The third generation SiC fibers have obvious advantages compared to the first two generations in the fields of preparation and application. The advancement of fiber properties and the innovation of preparation process are synergistic, which will also improve the properties of SiCf/SiC composites.
At present, the fabrication of the third generation SiC fibers reinforced SiC matrix composites are on the process of industrialization, with problems unsolved though. For example, the quality stability of SiC fibers and composites, such as fiber structure, matrix density and residual porosity, needs to be more precisely controlled in industrial production. Fabricating technologies and connection technologies of large and complex shape components still need to be further improved. The stability of the materials under extreme conditions needs further exploration. Of course, reducing cost manufacturing is always targeted.
Additionally, as the SiCf/SiC composite materials have been used for engineering applications for many years, the industrialization of Chinese third generation SiC fibers (KD-S/KD-SA) has not been achieved as Hi-Nicalon S or Tyranno SA fibers, although their performance has improved greatly. Therefore, it is essential to carry out new technology research to improve the performance of SiCf/SiC composites and to establish the database of SiCf/SiC components in application tests.

 WeChat
WeChat
/
| 〈 |
|
〉 |




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}