Search for articles:
Jiewen Wang , Ke Yang
, Ke Yang
Corresponding authors:
Received: 2018-12-5
Revised: 2019-03-13
Accepted: 2019-03-25
Online: 2019-10-05
Copyright: 2019 Editorial board of Journal of Materials Science & Technology Copyright reserved, Editorial board of Journal of Materials Science & Technology
More
Abstract
Ti-Cu alloys with different Cu contents (3, 5 and 7 wt%) were fabricated and studied as novel antibacterial biomaterials for dental application. The Ti-Cu alloys were annealing treated at different temperatures (740 ℃, 830 ℃ and 910 ℃) in order to obtain three typical microstructures, α-Ti + Ti2Cu, α-Ti + transformed β-Ti, and transformed β-Ti. Mechanical, antibacterial and biocorrosion properties of Ti-Cu alloys with different microstructures were well analyzed by scanning electron microscopy (SEM), X-ray diffraction (XRD), transmission electron microscopy (TEM), tensile test, electrochemical test and antibacterial test. The results indicated that the Ti-Cu alloys with microstructure of α-Ti + Ti2Cu showed the best ductility compared with other Ti-Cu alloys with microstructures of α-Ti + transformed β-Ti and complete transformed β-Ti, and meanwhile, increase of the Cu content significantly contributed to the decreased ductility due to the increasing amount of Ti2Cu, which brought both solid solution strengthening and precipitation strengthening. Finally, the Ti-5Cu alloy with microstructure of α-Ti + Ti2Cu exhibited excellent ductility, antibacterial property and corrosion resistance, providing a great potential in clinical application for dental implants.
Keywords:
Bacterial infections caused by indwelling devices are common and difficult to manage because of a long-term period of antibiotic therapy and complicated surgical procedures, which can bring heavy economic burdens to patients and the whole society [[1], [2], [3]]. To date, no treatment can guarantee a rapid and complete prevention of the bacterial infection. Therefore, besides use of antibiotic during the surgical procedure, another way to reduce risk of the infection is to develop new implants with antibacterial property [4,5].
Copper (Cu) is a necessary trace element in the human body, and also a well-known metal element with antimicrobial ability [6]. By proper addition of Cu element into currently used metallic biomaterials, the materials are expected to possess excellent antibacterial properties [[7], [8], [9], [10]]. Previous researches have confirmed the favorable antibacterial ability of copper-containing alloys. Li et al. prepared a Cu-containing bioactive glass with nano-structured coating on natural eggshell membrane (Cu-BG/ESM) that improved osteogenesis, angiogenesis and antibacterial activities of the material [11]. We have developed a novel kind of Cu-bearing titanium, Ti-Cu alloy, which is potentially used as a new dental implant material, and found that it inhibited the proliferation of oral bacteria including Streptococcus mutans and Porphyromonas gingivalis as well as the formation of bacterial biofilm with good cytocompatibility. Meanwhile, Liu et al. also proved that dental implants made of the Ti-Cu alloy showed obvious antibacterial activity in vivo [12], and inhibited the bone resorption resulted from bacterial infection as compared to pure titanium implants, which is ascribed to the addition of Cu [13].
However, the mechanical property, corrosion resistance and antibacterial property of pure titanium can be much affected significantly by the addition of Cu as an antibacterial agent. Therefore, the comprehensive properties of Ti-Cu alloy as antibacterial metallic biomaterial should be optimized in order to satisfy the relevant standards for clinical application. The key factors controlling mechanical, antibacterial and corrosion resistance properties of Ti-Cu alloys should be both Cu content and microstructure.
Firstly, high Cu content can provide stronger antibacterial activity as well as high strength [14,15], but may deteriorate the ductility and corrosion resistance [16], and even generate a cytotoxic effect [17]. Kikuchi et al. prepared Ti-10Cu alloy, which showed a ductility of only near 1%, making it unavailable for application [18]. Osorio et al. suggested that the Cu-bearing titanium with lower Cu content would form a more homogeneous and smoother oxide film [19]. On the other hand, Zhang et al. [20] and Shirai et al. [21] reported that insufficiency of Cu content may lose the antibacterial function of Ti-Cu alloy, not well reducing the postoperative infection. Therefore, it is of vital importance to select a proper Cu content in order to maintain a balance between antimicrobial ability and the basic performance for the Ti-Cu alloy.
Meanwhile, the comprehensive properties of Ti-Cu alloy can also be significantly affected by the microstructure of the alloy subjected to certain thermal process [22]. According to the Ti-Cu binary phase diagram, the atomic unit cells of the hexagonal close packed (hcp) α-Ti and, body-centered cubic (bcc) β-Ti and intermetallic compound Ti2Cu are the main existing phase in the microstructure. Two different crystal structures and the corresponding allotropic transformation, including β-Ti →α-Ti and β-Ti → α-Ti + Ti2Cu are of central importance since they are the basis for the large variety of properties achieved by titanium alloys [23]. What’s more, the morphology and distribution of Ti2Cu also play a very important role in mechanical property of the Cu-bearing titanium alloy [24]. Peng et al. reported that the lathy Ti2Cu/β phases greatly enhanced the effect of dislocations pinning, resulting in an increase of strength for an antibacterial Ti-6Al-4V-5Cu alloy [25]. Thus, the optimization of microstructure, in terms of type, size and distribution of different phases, of Ti-Cu alloys is of high order of importance.
In this study, the as-cast Ti-Cu alloys with 3, 5 and 7 wt% Cu were heat treated at different temperatures in order to obtain three typical microstructures, α-Ti + Ti2Cu, α-Ti + transformed β-Ti, and transformed β-Ti. Mechanical, antibacterial and corrosion properties of the Ti-Cu alloys with different microstructure were studied through scanning electron microscopy (SEM), X-ray diffraction (XRD), transmission election microscopy (TEM), tensile test, electrochemical test and antibacterial test in order to optimize the comprehensive properties and lay a research foundation for future clinical application of the Ti-Cu alloy as implant.
Ti-xCu alloys with 3, 5 and 7 wt% Cu, respectively, were prepared by arc-melting of high purity ($\widetilde{9}$9.9%) pure titanium and copper. The alloy ingot was re-melted for three times to ensure the homogeneity of chemical composition. The phase transformation temperatures of Ti-Cu alloys were analyzed by differential scanning calorimetry (DSC) at a fixed heating rate of 10 ℃/min from room temperature to 1000 ℃. Different annealing treatments were designed so as to reveal the influence of annealing on the comprehensive properties of the alloys. The heat treatment procedures, summarized in Table 1, were set as follows: Ti-xCu alloys (x = 3, 5 and 7 wt.%) were annealed at 740 ℃, 830 ℃ and 910 ℃ for 1 h, respectively, and then cooled in air. Samples under 3 × 3 conditions were named as Ti-3Cu-740, Ti-3Cu-830, Ti-3Cu-910, Ti-5Cu-740, Ti-5Cu-830, Ti-7Cu-910, Ti-7Cu-740, Ti-7Cu-830 and Ti-7Cu-910, respectively. Commercial available wrought pure titanium (CP-Ti) rod was also used as a comparison alloy.
Table 1 Microstructures of Ti-Cu alloys with different heat treatments.
| Sample | Cu content (wt%) | Microstructure |
|---|---|---|
| Ti-3Cu-740 | 3 | α-Ti + Ti2Cu |
| Ti-5Cu-740 | 5 | α-Ti + Ti2Cu |
| Ti-7Cu-740 | 7 | α-Ti + Ti2Cu |
| Ti-3Cu-830 | 3 | α-Ti + transformed β-Ti |
| Ti-5Cu-830 | 5 | α-Ti + transformed β-Ti |
| Ti-7Cu-830 | 7 | transformed β-Ti |
| Ti-3Cu-910 | 3 | transformed β-Ti |
| Ti-5Cu-910 | 5 | transformed β-Ti |
| Ti-7Cu-910 | 7 | transformed β-Ti |
Phase identification was conducted on a Rigaku D/max2500 pc type X-ray diffraction (XRD) with a scan velocity of 4°/min. Microstructures were observed on optical microscopy (OM), scanning electronic microscopy (SEM, SHIMADZU SSX-550) and transmission electron microscopy (TEM, Tecnai G2 20) with energy dispersive spectroscopy (EDS). Samples for SEM observation were etched by a Kroll reagent after polishing. Samples for TEM observation were mechanically ground to 40 μm in thickness and ion-milled at a low angle between 4° and 8°. Volume fractions of phases were calculated by a software Image-Pro plus, assuming that the area fraction equaled to the volume fraction.
Vickers hardness was measured with a load of 4.9 N. The measurements were made at five randomly chosen areas and the result was a mean value with a standard deviation. Tensile testing for each sample was conducted at room temperature at a strain rate range of 0.45-0.3 mm/min on a Instron-8872 universal testing instrument with standard specimens of M10 × Φ5 mm. At least three specimens were tested for each condition. Morphologies of fractured surfaces were observed by scanning electron microscopy. All the results were compared with pure titanium of TA2 level according to GBT 13810-2017.
For the electrochemical measurement, disc samples with diameter of 10 mm and thickness of 2 mm were used, which were embedded into a cold-cure epoxy resin with only one face exposed to the electrolyte. Electrochemical tests were performed with Reference 600 T M (Gamry Instruments, Inc. USA) in a beaker containing 0.9 wt.% NaCl solution at 37 ± 1℃. The Ti-5Cu samples annealed at different temperatures and CP-Ti samples as control group were chosen for electrochemical impedance spectroscopy diagrams and potentiodynamic anodic polarization tests. Measurements of time-dependent open-circuit potentials (OCP) were carried out for 1 h until the OCP was stable. Electrochemical impedance spectroscopy (EIS) tests were conducted out at the end of the OCP measurements, going from 105 Hz down to 10-2 Hz at 10 cycles per decade, with an a.c. amplitude of ±10 mV. After EIS test, potentiodynamic measurements were performed at a scanning rate of 0.5 mV s-1 starting at -0.9 V below the OCP and ending at 0.6 VSCE. All the tests were repeated at least three times to confirm the reproducibility.
Gram-positive bacteria strain, S.aureus (ATCC25923), was used in this study, provided by China Medical University Dental Laboratory. The antibacterial test was performed by the plate counting method with reference to a China Standard GB/T 2591. Each sample with size of Φ10 mm × 2 mm, ground with 2000# SiC papers and sterilized at 121 °C for 30 min, was placed in one well of a 24-multiwells culture plate. Then 50 μL of bacterial suspension with bacterial concentration of 105 cfu/ml was inoculated onto the surface of each sample, which was then cultured overnight at 37 °C in 90% relative humidity. After co-cultured with the samples, the above bacterial suspension was diluted to (1.0-10.0) × 103 cfu/ml. 0.1 ml of this diluted bacterial suspension was added onto a solid NA plate and uniformly spread, which was then incubated at 37 ℃ for 24 h. Thereafter, the bacterial colonies were counted and the antibacterial rate was calculated by the following formula according to the relevant standard:
Antibacterial rate (R, %) = (Ncontrol ‐ Nexperiment) / Ncontrol × 100% (1)
where Ncontrol and Nexperiment represent the average numbers of bacterial colonies on the control sample (CP-Ti) and Ti-Cu alloys, respectively. The test was repeated several times to ensure the reproducibility and triple parallel samples were prepared for each alloy.
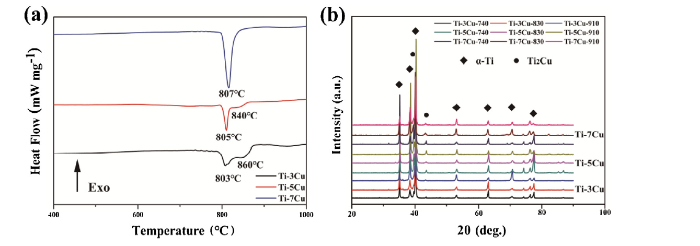
The phase transformation temperatures of Ti-xCu (x = 3, 5 and 7 wt%) alloys obtained from DSC curves are shown in Fig. 1(a). For Ti-3Cu and Ti-5Cu samples, two endothermic peaks were detected, which related to the eutectoid-transus (α + Ti2Cu → α-Ti + β-Ti) and β-transus (α-Ti + β-Ti → β-Ti) temperatures, respectively. Since the Cu content in the Ti-7Cu sample was close to the eutectoid Cu content, the two phase transformation temperatures of Ti-7Cu sample were too difficult to be distinguished and only one peak could be observed. The XRD patterns of Ti-xCu (x = 3, 5 and 7 wt%) alloys, as shown in Fig. 1(b), annealed at different temperatures showed diffraction peaks of α-Ti phase and slight peaks of intermetallic Ti2Cu phase, but no peaks of β-Ti could be found. In addition, for all the studied Ti-Cu alloys, with the increase of Cu content, the increase in intensity of the diffraction peaks of Ti2Cu phases became strong, showing that more precipitations of Ti2Cu.
Fig. 1. (a) Differential Scanning calorimeter (DSC) graph of Ti-xCu alloys, and (b) XRD patterns of Ti-xCu alloys after heat treatment.
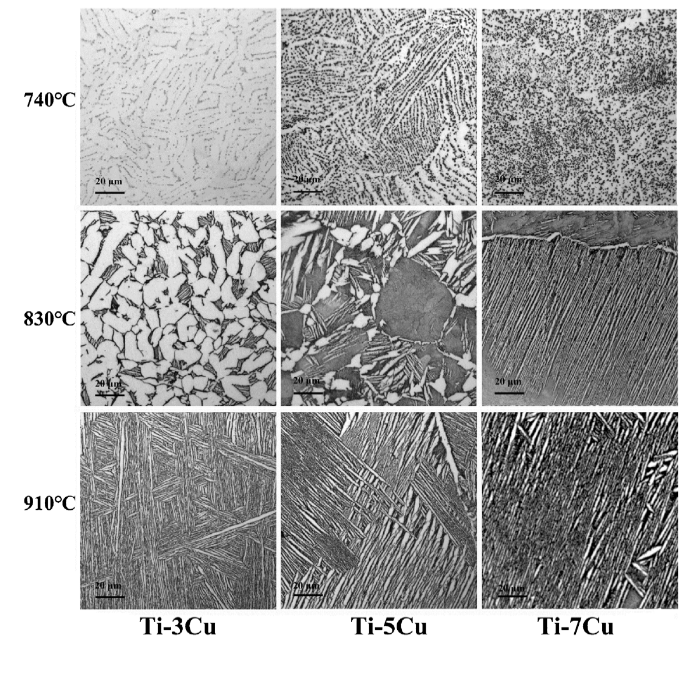
Representative microstructure of Ti-xCu (x = 3, 5 and 7 wt%) alloys after different heat treatments are shown in Fig. 2. After annealed at 740 ℃, each Ti-Cu alloy shows fine precipitates, identified as Ti2Cu phase, dispersedly distributed in α-Ti matrix. As the Cu content increases, the volume fraction of precipitates increases significantly from 37.9 ± 5% to 69.8 ± 5% and then 73.8 ± 5%, showing that more Ti2Cu phases have precipitated.
Fig. 2. Microstructures of heat treated Ti-xCu alloys with different Cu contents.
For Ti-3Cu-830 and Ti-5Cu-830 samples, the microstructure, as shown in Fig. 2, mainly consists of primary α-Ti colonies with transformed β-Ti structure phase that is typical alternating light and dark lamellar structure. Compared to Ti-3Cu-830, the white area of primary α-Ti phase in Ti-5Cu-830 is reduced, which can be account for the increase of Cu content.
As for Ti-3Cu-910, Ti-5Cu-910, Ti-7Cu-910 and Ti-7Cu-830 samples, regions having basket-weave and fine lamellar α-Ti phase structures are distributed irregularly but Ti2Cu precipitates are too tiny to be observed under optical microcopy in the transformed β-Ti microstructure, hence needing further investigation by characterization of microstructure with high magnification.
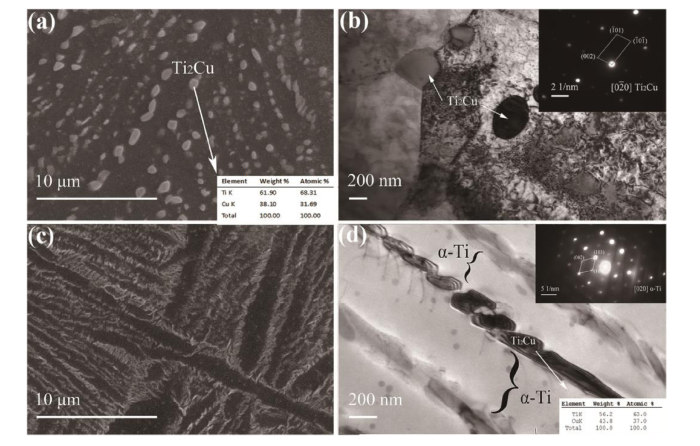
For further study of the microstructure evolutions and identification of phases, two typical microstructures of Ti-Cu alloy, i.e., globule precipitates in Ti-5Cu-740 sample and basket-weave microstructure in Ti-5Cu-910 sample, were observed by SEM and TEM. Fig. 3 shows both SEM and TEM images of Ti-5Cu-740 and Ti-5Cu-910 with corresponding EDS and selected diffraction patterns (SDP) analysis. For Ti-5Cu-740 sample, as shown in Fig. 3(a), the SEM photo shows that there are precipitates of 200-800 nm in width finely distributed in the matrix, proved to be Ti2Cu phase by EDS analysis, demonstrating the similar morphology as that observed under optical microscopy. These precipitates were further investigated by TEM and proved to be Ti2Cu phase through SDP analysis, as shown in Fig. 3(b). For Ti-5Cu-910 sample, as shown in Fig. 3(c), the Ti2Cu precipitate is too small to be distinguished by SEM image. But the TEM bright field image, along with EDS and SDP analyses, clearly reveals that the basket-weave microstructure region observed by SEM mainly consists of lamellar secondary precipitated α-Ti phase separated by aligned Ti2Cu particles, indicating that the primary β-Ti phase has transformed completely during the eutectoid transformation of β-Ti → α-Ti + Ti2Cu in the cooling process. In addition, the morphology of Ti2Cu precipitate observed in Fig. 3(d) is different from that in Fig. 3(b). The Ti2Cu precipitate in Ti-5Cu-910 is distributed regularly along the grain boundaries of lamellar α-Ti and has a smaller size of 100-200 nm in width than that in Ti-5Cu-740, which is probably due to their different precipitation behaviors.
Fig. 3. (a) SEM morphology ofTi-5Cu-740 with EDS results; (b) TEM observation of Ti2Cu precipitates in Ti-5Cu-740 with SDP analysis; (c) SEM morphology of Ti-5Cu-910; (d) TEM observation of Ti2Cu precipitate in Ti-5Cu-910 with EDS and SDP analyses.
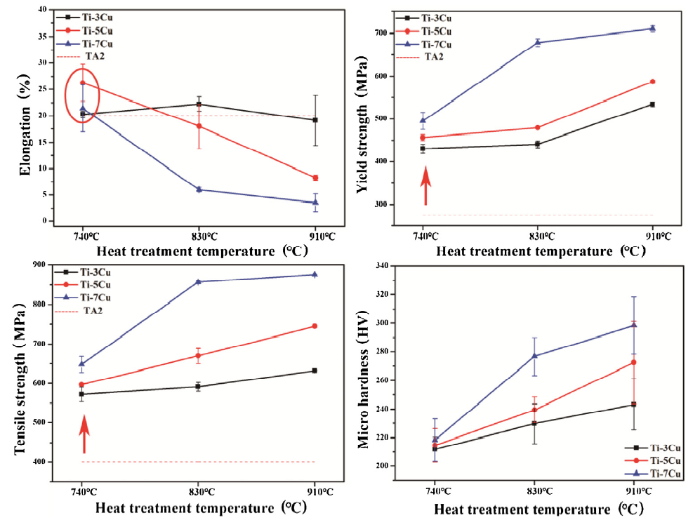
Fig. 4 shows the mechanical properties including tensile properties and micro-hardness of Ti-xCu (x = 3, 5 and 7 wt%) alloys with different microstructures after heat treatments. For each Ti-Cu samples, as the annealing temperature increased from 740 ℃ to 830 ℃ and then 910 ℃, a significant increase in strength occurred. According to the characterization of microstructure, the microstructure changed from equiaxed α-Ti + Ti2Cu to basket-weave transformed β-Ti played an important role in the strengthening effect. In addition, for Ti-Cu samples annealed at the same temperature, with increasing Cu content, the strength of the alloy also showed an increase at various degrees. However, the ductility was changed in an opposite trend in comparison with the strength and only Ti-xCu samples annealed at 740 ℃ showed acceptable ductility. The clinical application of Ti-Cu alloy will require that its mechanical properties satisfy certain criteria. CP-Ti at TA2 level according to GBT 13810-2017 should be an ideal reference in terms of the mechanical properties, marked by red line in Fig. 4. It can be seen that, Ti-3Cu-740, Ti-5Cu-740, Ti-7Cu-740 and Ti-3Cu-830 are higher than the requirement for CP-Ti, as summarized in Table 2.
Fig. 4. Mechanical properties of Ti-xCu alloys under 3 × 3 conditions in comparison with CP-Ti.
Table 2 Mechanical properties of Ti-xCu alloys that satisfy the standard for TA2 level.
| Samples | Microstructure | Tensile strength (MPa) | Elongation (%) |
|---|---|---|---|
| Ti-3Cu-740 | α-Ti + Ti2Cu | 575 ± 9 | 21 ± 0.7 |
| Ti-5Cu-740 | α-Ti + Ti2Cu | 594 ± 5 | 26 ± 1.5 |
| Ti-7Cu-740 | α-Ti + Ti2Cu | 649 ± 8 | 23 ± 4.0 |
| Ti-3Cu-830 | α-Ti + transformed β | 584 ± 3 | 24 ± 1.0 |
| TA2 standard | α-Ti | 400 | 20 |
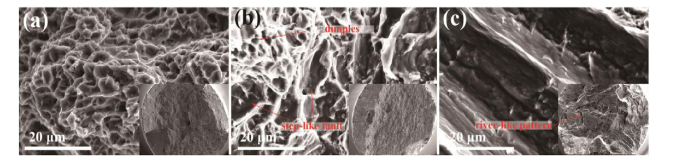
In order to further understand the influence of microstructure transformation on the mechanical behavior of Ti-xCu (x = 3, 5 and 7 wt%) alloys annealed at different temperatures. Ti-5Cu samples with different microstructures were selected for further study and their fracture morphologies were observed by SEM, as shown in Fig. 5. For Ti-5Cu-740 sample, as shown in Fig. 5(a), some large, homogeneous and deep dimples can be seen in both the macroscopic and microscopic morphologies with necking phenomenon, which indicates a typical ductile fracture. In Ti-5Cu-830, as shown in Fig. 5(b), some small and shallow dimples that are less homogeneous than Ti-5Cu-740 as well as small step-like faults can be observed, indicating a deterioration in ductility after annealed at 830 ℃. In Ti-5Cu-910, as shown in Fig. 5(c), river-like patterns and large step-like faults can be seen in macroscopic and microscopic morphologies, respectively, indicating a typical brittle fracture. These morphologies of fracture surfaces are well in consistent with the tensile test results, revealing the strengthening effect of microstructural transformation.
Fig. 5. Fracture morphologies of Ti-5Cu samples annealed at (a) 740 ℃, (b) 830 ℃, (c) 910 ℃.
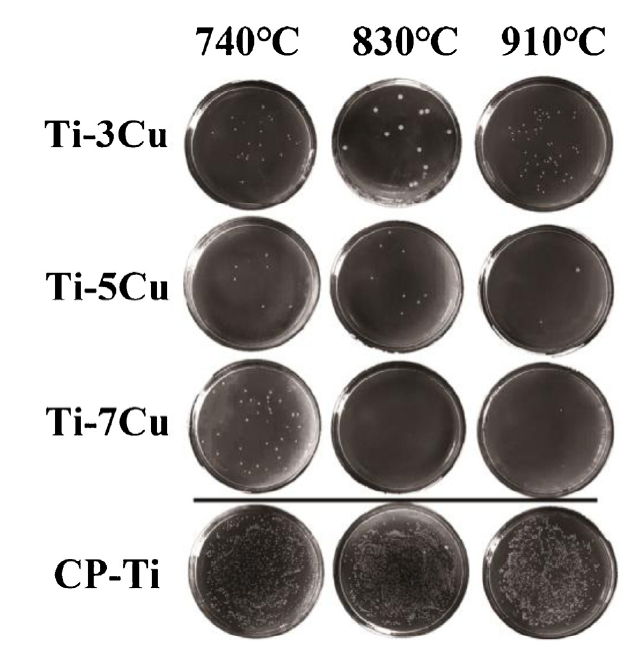
Fig. 6 presents the antibacterial performance against S.aureus for Ti-xCu alloys with different microstructures after heat treatments in comparison to CP-Ti. Extensive distribution of bacterial colonies can be observed for CP-Ti. In contrast, only much few bacterial colonies could be found for Ti-xCu alloys with different microstructures, and no significant difference is found among samples with various Cu contents. According to a National Standard of China, GB 4789.2, R ≥ 99% means that the material has strong antibacterial property and R ≥ 90% means that the material has antibacterial property. Antibacterial rates of Ti-xCu alloys annealed at 740 ℃ are all above 95%, demonstrating that theses samples have antibacterial activities against S.aureus bacterial. With error factors involved, the overall results are considered to be satisfactory.
Fig. 6. Antibacterial test results of Ti-xCu alloys with different microstructures and Cu contents in comparison with CP-Ti.
The above results show that the Ti-5Cu alloy had the best comprehensive properties, including mechanical property and antibacterial property, which is favorable the future application. What’s more, Ti-5Cu alloy also demonstrated an obvious microstructure evolution after heat treatments. Thus, Ti-5Cu alloy was chosen to study the influence of microstructure on its corrosion resistance in order to optimize the corrosion property of the alloy.
Fig. 7(a) and (b) shows the open-circuit potential vs immersion time and potentiodynamic polarization curves, respectively. Basic electrochemical parameters were determined, as shown in Table 3. As shown in Fig. 7(a), all the OCPs of Ti-5Cu samples with different microstructures and CP-Ti rapidly increased to reach a near steady state at the initial stage of immersion, which is typically attributed to the growth and stabilization of the passive film. With respect to Ecorr, all Ti-5Cu samples showed more positive Ecorr than CP-Ti. As the annealing temperature increased, the Ecorr moved towards a positive direction. Regarding to the corrosion current density (jcorr) and the passive current density (jpass), Ti-5Cu-740 and Ti-5Cu-910 demonstrated a significant decrease in jcorr and jpass compared with CP-Ti. However, the jcorr of Ti-5Cu-830 is much higher than that of Ti-5Cu-740 and Ti-5Cu-910. Additionally, the jpass of Ti-5Cu-830 is even higher than that of CP-Ti. By summarizing the results obtained from OCP and Tafel curves, Ti-5Cu alloy with microstructure of α-Ti + Ti2Cu and transformed β-Ti has an improved corrosion resistance. Nevertheless, microstructure of α-Ti + transformed β-Ti coming from annealing at 830 ℃ may cause a negative influence on the corrosion susceptibility of Ti-5Cu alloy.
Fig. 7. Electrochemical curves of Ti-5Cu samples with different microstructures: (a) open-circuit potential (OCP); (b) potential dynamic curves (PD); (c) Nyquist plot diagram; (d) Bode phase and (e) Bode plot diagram.
Table 3 Electrochemical data of Ti-5Cu samples with different microstructures obtained from OCP and polarization curves.
| Samples | Eocp (mV) | Ecorr (mV) | jcorr (nA cm-2) | jpass (μA cm-2) |
|---|---|---|---|---|
| Ti-5Cu-740 | -358 ± 3.5 | -340 ± 13 | 24 ± 7.4 | 1.9 ± 0.1 |
| Ti-5Cu-830 | -397 ± 34 | -384 ± 7.0 | 106 ± 33 | 3.6 ± 1.8 |
| Ti-5Cu-910 | -401 ± 25 | -402 ± 30 | 11 ± 1.2 | 1.7 ± 0.1 |
| CP-Ti | -419 ± 11 | -430 ± 31 | 172 ± 36 | 2.5 ± 0.4 |
EIS measurements were performed for Ti-5Cu samples with different microstructures after heat treatments as well as CP-Ti in order to provide a detailed characterization of electrochemical response at the interfaces of electrolyte/oxide/matrix. Fig. 7(c) shows the Nyquist diagrams of Ti-5Cu samples annealed at different temperatures as well as CP-Ti. All the Ti-5Cu samples and CP-Ti exhibit a characteristic single capacitive. Ti-5Cu-740 and Ti-5Cu-910 showed a larger circular arc than that of CP-Ti, but Ti-5Cu-830 demonstrates a smaller one. Fig. 7(d) and (e) shows the Bode diagrams of Ti-5Cu samples annealed at different temperatures and CP-Ti. It can be seen that the absolute impedance curve in the high-frequency regime (103-104 Hz) is almost constant associated with a phase angle near zero degree in Bode-phase plots, indicating a response from solution resistance Rs. With reduction of the frequency, the absolute impedance increases with an almost linear slope of about -1 and the phase angle maximum is close to 80°, implying a typical capacitive behavior. Based on the above mentioned characteristics, the equivalent circuit Rs (RclQcl) mode was used to fit the data, where Rs is the solution resistance between the reference electrode and the working electrode, Qcl (constant phase element) and Rcl are the capacitance and the resistance of the compact layer in parallel across the passive film, respectively. Table 4 summarizes the simulated electrical circuit parameters, and it can be seen that the value of Rp from high to low is in an order of Ti-5Cu-910, Ti-5Cu-740, CP-Ti, Ti-5Cu-830, showing the same trend as jpass. From the above results and analyses, it can be deduced that Ti-5Cu samples with microstructures of α-Ti + Ti2Cu and transformed β-Ti, respectively, have an improved corrosion resistance compared with samples with microstructure of α-Ti + transformed β-Ti.
Table 4 Equivalent circuit parameters for EIS spectra of Ti-5Cu samples.
| Samples | Rs (Ω cm2) | Rcl (kΩ cm2) | Qcl (μΩ-1 sn cm-2) | n |
|---|---|---|---|---|
| Ti-5Cu-740 | 44.4 ± 0.25 | 402.9 ± 7.74 | 24.49 ± 0.14 | 0.92 ± 0.00 |
| Ti-5Cu-830 | 11.3 ± 0.63 | 64.95 ± 0.82 | 69.86 ± 0.44 | 0.94 ± 0.01 |
| Ti-5Cu-910 | 17.7 ± 0.11 | 1241 ± 45.76 | 19.98 ± 0.11 | 0.93 ± 0.01 |
| CP-Ti | 26.1 ± 0.14 | 145.8 ± 3.00 | 79.33 ± 0.45 | 0.94 ± 0.02 |
The development of materials for dental and orthopedic implants is confronting great challenges due to the complex application environments. Therefore, a combination of good mechanical properties, antibacterial property and corrosion resistance can be crucial for a newly developed metallic biomaterial.
In this work, a systematic study of the effect of microstructure and Cu content on the comprehensive properties of Ti-Cu alloys is carried out, which will be useful for the development of Ti-Cu alloy for the desired application.
The microstructures of Ti-xCu (x = 3, 5 and 7 wt%) alloy mainly consist of α-Ti + Ti2Cu, α-Ti + transformed β-Ti and complete transformed β-Ti after annealing at different temperatures. In the present study, the microstructural change from α-Ti + Ti2Cu to basket-weave transformed β-Ti exhibited a significant strengthening effect on Ti-Cu alloys, leading to a sharp decline of ductility of the alloy. It was reported that the lamellar microstructure demonstrated a lower ductility than the equiaxed microstructure in titanium alloy [26]. Bao et al. prepared an over-aged Ti-3Cu samples with basket-weave microstructure, showing a ductility of only 9% [27]. Hayama et al. reported that as-cast and furnace cooled Ti-5Cu alloys with martensitic structure showed strains of only 1.4% and 3.8%, respectively [28]. Based on above results and analyses, it can be deduced that the volume fraction of basket-weave transformed β-Ti is of great importance to the increased strength of Ti-Cu alloy.
But the hardening effect of microstructural change on pure titanium is only moderate due to few distortion of the crystal lattice [23]. Therefore, there should be other factors related to the Cu content that contribute to the strengthening effect on the Ti-Cu alloy.
The strengthening effect own to addition of Cu into titanium alloy has been proved in many studies[HYPERLINK \l $\ddot{R}$ef18″ \o "[18] M. Kikuchi, Y. Takada, S. Kiyosue, M. Yoda, M. Woldu, Z. Cai, O. Okuno, T. Okabe, Dent. Mater. 19 (2003) 174-181." \h 18, 20]. In this study, with increase of the Cu content, all Ti-Cu samples annealed at different temperatures gained strength increase. Alloying element normally has two strengthening mechanisms: solid solution strengthening and precipitation strengthening. A previous study reported that the quantity of Cu in solid solution at the quenching temperature would determine the strength of titanium alloy quenched from β-Ti region [29]. As a result, annealing at high temperature may promote a complete solution of Cu element and increase the strength. In addition, Takahashi et al. [30] and Ohkubo et al. [31] reported that the increase in strength, hardness and abrasion resistance of titanium alloy was also attributed to the precipitation of a large number of Ti2Cu intermetallic compounds after aging treatment. According to the classical strengthening theory, the resistance against dislocation movement can be calculated as following:
τ = Gb / l (2)
where τ is the stress for the dislocation movement, G is the shear modulus, b is Burger vector of dislocation and l is the distance between precipitates.
As shown in Fig. 3(b) and (d), the distance between the precipitates in Ti-5Cu-740 with microstructure of α-Ti + Ti2Cu is bigger than that in Ti-5Cu-910 with lamellar microstructure of transformed β-Ti. Therefore, the precipitates formed during annealing at 910 ℃ brought about higher resistance to dislocation movement than those formed during annealing at 740 ℃, which resulted in deterioration in ductility. The microscopic step-like fault and the huge macroscopic river-like pattern observed in Ti-5Cu-830 and Ti-5Cu-910, respectively, were similar to the microstructure of basket-weave transformed β-Ti, which showed a typical cleavage process and further confirmed the above analysis.
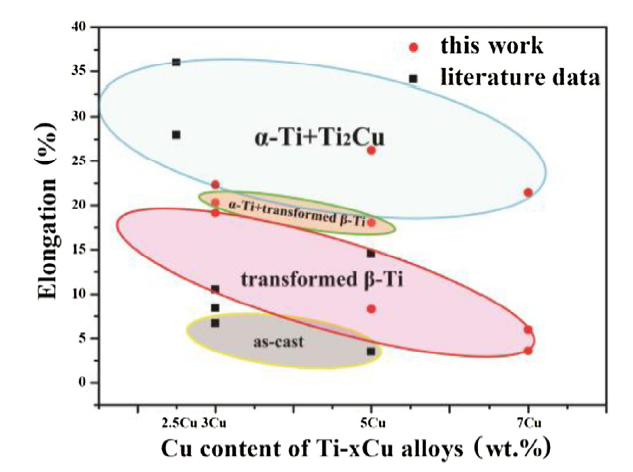
One of the problems that inhibits the application of titanium alloy is their relative low ductility that can lead to brittle fracture during the process of manufacturing and clinical uses. Thus, to gain insight into the influence of microstructure and Cu content on the ductility of Ti-Cu alloy, literature data [18,27], along with current data of ductility of Ti-Cu samples with different microstructure and Cu content were compiled for comparison, as illustrated in Fig. 8. It is of interest that the Ti-Cu alloy with microstructure of α-Ti + Ti2Cu covers most of the upper area of this diagram, showing optimal ductility. While the Ti-Cu alloy with microstructure of transformed β-Ti, as indicated by the lower data points, demonstrates a sharp decline in elongation. What’s more, Ti-Cu samples prepared in this study demonstrated good ductility compared to the Cu-bearing titanium alloys with the same microstructure from abovementioned literature, which is probably due to the relative low heat treatment temperature and short heat preservation time. In addition, as the Cu content increases, all the ellipse area that represents Ti-Cu alloys with the same microstructure extends to the direction of lower right, indicating that the increase in Cu content results in a negative effect on ductility for all the Ti-Cu alloys with the same microstructure. Consequently, it is conclusive that the microstructure plays an important role in the mechanical properties of the Ti-Cu alloy. Ti-Cu alloys in this study and from the literature having microstructure of α-Ti + Ti2Cu demonstrate an ideal ductility, and the increase in Cu content also contributes to the decreased ductility for Ti-Cu alloys with the same microstructure.
Fig. 8. Elongation of Ti-Cu alloys with different Cu contents and microstructures, together with relevant literature data for comparison.
According to the antibacterial test results, it can be seen that all the Ti-Cu samples under different conditions exhibited satisfactory antibacterial properties (> 90%) and almost no difference was found among different samples, which is in good consistent with previous reports about the antibacterial properties of Ti-Cu alloys with similar Cu contents [20,32]. Although the mechanism of Cu antibacterial effect is not yet fully understood, possible mechanisms such as oxidation of cell proteins, nucleic acids and lipids, damaging DNA, inhibition of biofilm, and various essential cell reactions have been proposed [[33], [34], [35], [36]]. Ren et al. found that titanium alloy with high Cu content could promote the Cu ion release, and hence show strong antibacterial ability [7]. Li et al. found that Ti-6Al-4V-Cu alloy could disrupt the generation of reactive oxygen species generation and the respiration of bacteria [37]. In addition, Liu et al. investigated the direct interaction of the Ti-Cu alloy with bacterial cell membrane by TEM, which might result in an enhanced permeability of the membrane allowing entry of Cu ions in to the cells [12,13].
When materials are implanted into human body, the active chloride ions will promote the release of metal ions due to the corrosion reaction, resulting in the protein coagulation degeneration, related enzyme inactivation and so on [38]. The excellent corrosion resistance of titanium and its alloys depends on the compact protective passive film formed on their surfaces.
Some studies have been focused on the effect of heat treatment and Cu content upon the electrochemical properties, showing that the microstructure and precipitate seem to be of more importance in the prediction of corrosion resistance than the Cu content.
It was reported that the eutectoid transformation and the resulting microstructure (α-Ti + Ti2Cu) plays important roles in the corrosion behavior of Ti-Cu alloys [19,39], due to different corrosion potential between the phases of the eutectic mixture. For α-Ti, the corrosion behavior relies on the electrochemical stability of the passive film while the intermetallic, i.e., the Ti2Cu precipitate, shows different electrochemical characteristics and may present either anodic or cathodic behavior with respect to α-Ti. Osorio et al. reported that Al2Cu phase presented much higher corrosion rate than pure Al in Al-Cu alloy with lamellar microstructure of Al-rich matrix and Al2Cu particles and the nobler Al2Cu intermetallic “envelopes” the Al-rich phase providing corrosion protection [40]. In addition, more homogeneous distribution and smaller eutectic inter phase spacing would provide a more extensive distribution of the “protective barrier” [19]. In this study, the electrochemical data in Table 2, Table 3 show that Ti-5Cu samples with microstructure of α-Ti + Ti2Cu and transformed β-Ti possessed significantly improved corrosion resistance while the corrosion rate was increased for Ti-5Cu sample with microstructure of α-Ti + transformed β-Ti compared with CP-Ti. Since the Ti2Cu precipitates is nobler than both α-Ti matrix and eutectoid Ti-rich phase, the homogeneously distributed Ti2Cu precipitates in Ti-5Cu-740 and Ti-5Cu-910 “envelope” the Ti-rich (less-noble) phase, hence showing a better corrosion resistance. However, for Ti-5Cu-830 sample, it can be deduced that the galvanic couples, constituted by primary α-Ti and Ti2Cu phase, cannot be minimized by the non-homogeneous microstructure, resulting in more irregular oxide film and deterioration of corrosion resistance.
Through investigation on the mechanical property, antibacterial property and corrosion resistance of Ti-xCu alloys with different microstructures, Ti-5Cu alloy with microstructure of α-Ti + Ti2Cu exhibited favorable strength and ductility, antibacterial property and corrosion resistance, showing a great potential in clinical application as dental implants. In addition, for future clinical application, the long-term antibacterial ability and stability should also be assessed in vivo. Meanwhile, the Ti-Cu dental implant needs a proper surface treatment to meet the requirement of surface roughness as compared to currently used commercial pure titanium dental implant.
This work was financially supported by the National Natural Science Foundation of China (Nos. 51631009 and 51811530320), the National Key Research and Development Program of China (Nos. 2018YFC1106600 and 2016YFC1100600), the Innovation Fund Project of Institute of Metal Research, Chinese Academy of Sciences (No. 2017-ZD01), and the Key Projects for Foreign Cooperation of Bureau of International Cooperation Chinese Academy of Sciences (No. 174321KYSB2018000).

 WeChat
WeChat
/
| 〈 |
|
〉 |

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}