In this work, porous Ti6Al4V alloys with 30%-70% porosity for biomedical applications were fabricated by diffusion bonding of alloy meshes. Pore structure was characterized by Micro-CT and SEM. Compressive behavior in the out-of-plane direction and biocompatibility with cortical bone were studied. The results reveal that the fabricated porous Ti6Al4V alloys possess anisotropic structure with square pores in the in-plane direction and elongated pores in the out-of-plane direction. The average pore size of porous Ti6Al4V alloys with 30%-70% porosity is in the range of 240-360 µm. By tailoring diffusion bonding temperature, aspect ratio of alloy meshes and porosity, porous Ti6Al4V alloys with different compressive properties can be obtained, for instance, Young's modulus and yield stress in the ranges of 4-40 GPa and 70-500 MPa, respectively. Yield stress of porous Ti6Al4V alloys fabricated by diffusion bonding is close to that of alloys fabricated by rapid prototyping, but higher than that of fabricated by powder sintering and space-holder method. Diffusion bonding temperature has some effects on the yield stress of porous Ti6Al4V alloys, but has a minor effect on the Young's modulus. The relationship between compressive properties and relative density conforms well to the Gibson-Ashby model. The Young's modulus is linear with the aspect ratio, while the yield stress is linear with the square of aspect ratio of alloy meshes. Porous Ti6Al4V alloys with 60%-70% porosity have potential for cortical bone implant applications.
Titanium and its alloys, due to their superior mechanical properties, excellent corrosion resistance and good biocompatibility, have been widely used for bone replacement applications such as dental implants and some joint replacement parts[1], [2] and [3]. However, one of the main limitations that reduce the reliability of titanium implants in many cases is the mismatch of Young's modulus between solid titanium (about 110 GPa) and natural bone (less than 30 GPa)[4] and [5]. This mismatch of Young's modulus would lead to bone resorption and implant loosening resulted from the so-called “stress shielding” effect[4] and [6]. In order to reduce the “stress shielding” effect, a considerable amount of studies have been done to decrease the Young's modulus of titanium alloys, and an alternative approach is introduction of pore structure in titanium alloys[7], [8], [9], [10] and [11]. Interconnected pores in titanium and its alloys not only can solve problems associated with the “stress shielding” effect through tailoring porosity but also can enhance bone ingrowth and improve fixation[7], [12], [13] and [14]. Nevertheless, a critical issue about the application of porous titanium and its alloys to bone implants is the risk of decrease in mechanical strength[15]. Porous biomaterials for load-bearing applications should have mechanical strength that is able to withstand the physiological load without failure. For instance, compressive stress should be close to that of natural bone. Therefore, it is a challenge for porous titanium and its alloys to reach a desired compromise between strength and Young's modulus when adaptions of mechanical properties are used to bone implant applications.
Porous titanium and its alloys can be fabricated by different methods including powder sintering[16], [17] and [18], space holder method[9], [19], [20] and [21], freeze casting[22], [23], [24], [25] and [26] and rapid prototyping[8], [10], [27], [28], [29], [30] and [31]. Powder sintering is a convenient method to fabricate porous titanium, but the porosity of the fabricated porous titanium is lower than 40% and the yield stress is lower than that of the natural bone, as demonstrated by Oh et al.[18]. The freeze casting method enables porous biomaterials to have compressive strength close to that of natural bone, but its main drawback underlined by Yook et al. is that the pore size does not exceed 300 µm for a long manufacturing time of 7 days[24] and [32]. Porous titanium with larger pore size can be fabricated by space holder method but it is difficult to ensure all the space-holders such as NaCl and NH4HCO3 to be removed from the sample. In recent years, rapid prototyping has been paid much attention for fabricating porous titanium. Rapid prototyping is a flexible method which includes selective laser melting (SLM)[10], [33] and [34] and selective electron beam melting (SEBM)[35], [36], [37] and [38]. This fabrication processing has better control of the pore structure such as porosity, pore size and morphology. However, the fabricated porous titanium and its alloys sometimes have defects such as unmelted powders, internal porosity and high notch sensitivity which may deteriorate the mechanical properties[10] and [39].
In the present work, anisotropic porous Ti6Al4V alloys with 30%-70% porosity and different pore sizes were fabricated by diffusion bonding of alloy meshes. Compressive behavior of porous Ti6Al4V alloys in the out-of-plane direction was studied. The definition of out-of-plane and in-plane directions can be found in Refs. [13] and [40]. The relationship among diffusion bonding temperature, porosity, pore size and compressive properties was discussed based on the compressive deformation mode. Porous Ti6Al4V alloys having potential for cortical bone implant applications were provided through adaption of compressive properties.
2. Materials and Methods
2.1. Fabrication of porous Ti6Al4V alloys
Porous Ti6Al4V alloys were fabricated by diffusion bonding of Ti6All4V alloy meshes. Three types of alloy meshes (marked as Types I, II and III) were used as starting materials, as shown in Fig. 1. Table 1 gives pore structure parameters, including pore size, wire diameter and aspect ratio, of these three types of alloy meshes. Before diffusion bonding, the mesh surface was treated by acid solution. Certain numbers of surface-treated meshes were regularly stacked layer by layer to form a rectangular sample. Then the sample was placed in the furnace of diffusion bonding equipment. Four different diffusion bonding temperatures including 850, 900, 950 and 970 °C were adopted in the experiment. The holding time at each diffusion bonding temperature was 1.5 h. The vacuum pressure was maintained about 6.6 × 10-3 Pa during the diffusion bonding process. More details about the fabrication process can be found in Refs. [13] and [40]. Porous Ti6Al4V alloys with 30%-70% porosity and different pore sizes were fabricated by using the above process.
Fig. 1.
SEM images showing pore structure of three types of Ti6Al4V alloy meshes: (a) Type I; (b) Type II; (c) Type III.
Table 1
Table 1
Pore structure parameters of three types of Ti6Al4V alloy meshes
Type
Pore size, L/µm
Wire diameter, D/µm
Aspect ratio (D/L)a
I
900
200
0.22
II
650
200
0.31
III
400
80
0.20
aAspect ratio of titanium mesh means the ratio of wire diameter to length in a single pore. Wire length in a single pore is equal to pore size.
Table 1
Pore structure parameters of three types of Ti6Al4V alloy meshes
2.2. Structure characterization
Porous Ti6Al4V samples were scanned by a Micro-CT scanner (Siemens Inveon) with a slice of 10 µm. The output format of Micro-CT scanning was 512 × 512 pixels image in DICOM format with an isotropic voxel. Based on the Micro-CT results, the pore size of porous samples was calculated by a reconstruction software of Mimics 14.11. More details of the calculation process can be found in Ref. [13]. Scanning electron microscopy (SEM, JEOL-JSM6330F) was also used to clearly characterize the pore structure. The porosity (P) of porous Ti6Al4V samples was calculated by mass-volume method with Eq. (1).
where M and V are the mass and volume of porous Ti6Al4V alloy, respectively. ρs is the density of solid Ti6Al4V alloy.
Microstructure of porous Ti6Al4V alloys fabricated at different diffusion bonding temperatures is observed by optical microscopy (Olympus, Japan). Average grain size is calculated by lineal intercept procedure based on the optical microscopy image of porous Ti6Al4V alloys.
2.3. Compression test
Uniaxial compression tests were carried out on a screw-driven load frame (MTS SYSTEMS) with a strain rate of 10-3 s-1. Young's modulus and yield stress were calculated from the nominal compressive stress-strain curves. All the testing samples were carefully cut from the fabricated porous Ti6Al4V alloy by electrical discharge machining. At least three compression tests were conducted for each case. The compressive behavior and deformation mode in the out-of-plane direction were discussed according to the compressive stress-strain curves and SEM observation of the deformed samples.
3. Results and Discussion
3.1. Pore structure
Porous Ti6Al4V alloys with 70% porosity fabricated by diffusion bonding using type II meshes are shown in Fig. 2. Obviously, the porous sample has anisotropic and homogenous structure. As displayed in Fig. 2(b) and (c), the pore shape is elongated and square in the out-of-plane and in-plane directions, respectively. Previous studies on biocompatibility of porous biomaterials have indicated that elongated pores are more similar to the anisotropic bone structure and can reduce “stress shielding” effect more efficiently than equiaxed pores[41] and [42]. Therefore, it is indicated that present porous Ti6Al4V alloys with elongated pores possess suitable pore structure for bone implant applications. Fig. 2(d) shows mesh hinges formed during diffusion bonding. There are no cracks or other defects in the mesh hinges and the surface of mesh wires is clean, which indicates that excellent bonding force is formed between meshes. The pore size distribution of porous Ti6Al4V alloys fabricated with type II meshes is displayed in Fig. 3. The average pore size for porous Ti6Al4V alloys with 30%-70% porosity is in the range of 240-360 µm. For the 30% porosity, more than 40% pores are in the range of 200-500 µm. With increase in porosity, pore size distribution becomes wider and more than 70% pores are in the range of 200-500 µm for porous Ti6Al4V alloys with 70% porosity. Previous studies on biocompatibility of porous biomaterials have shown that pore size in the range of 200-500 µm is more suited for bone ingrowth into pore structure[7] and [43]. It is indicated that present Ti6Al4V alloys possess porous structure for bone implant applications.
Fig. 2.
Porous Ti6Al4V alloy with 70% porosity fabricated by diffusion bonding using type II meshes (a); representative SEM images in the out-of-plane (b) and in-plane (c) directions; Mesh hinges formed during diffusion bonding (d).
Fig. 3.
Pore size distribution of porous Ti6Al4V alloys fabricated using Type II meshes: (a) 70% porosity; (b) 30% porosity. The inserted graphs represent the reconstructed 3D model from Micro-CT scan for calculating pore size.
3.2. Compressive behavior
Fig. 4 shows nominal compressive stress-strain curves in the out-of-plane direction for porous Ti6Al4V alloys fabricated by type II meshes. It is obvious that features of stress-strain curves are different for different porosity. As the porosity is lower than 50%, the stress-strain curves exhibit four deformation regions: an initial linear-elastic region, a region with slow increase in stress, a plateau region with sharp fluctuation in stress and a final densification region. However, when the porosity is higher than 50%, stress-strain curves consist of a yield point after the initial linear-elastic region. The stress-strain curves exhibit four deformation regions: a linear-elastic region, a region with sharp decrease in stress after a peak point, a plateau region and a final densification region. Fig. 4 also shows images of porous Ti6Al4V samples after compression. It is obvious that the dominant compressive deformation mode is buckling of alloy meshes for porous Ti6Al4V alloy compressed in the out-of-plane direction. For porous Ti6Al4V alloys with 30% porosity, there is some uncoordinated buckling deformation during compression, as shown in Fig. 4(b). It is believed that the uncoordinated buckling deformation has resulted from the pore structure of porous Ti6Al4V alloys. For porous Ti6Al4V alloys with porosity lower than 50%, there are some misaligned mesh wires in the out-of-plane direction. This misaligned structure hinders the coordinated buckling deformation of alloy meshes and some uncoordinated buckling appears during compression. In addition, as shown in Fig. 4, there are much more fluctuations in the stress-strain curves for porous Ti6Al4V alloys compared with those for the porous titanium fabricated by the same method in Ref. [13]. This is believed to be related with the brittleness of Ti6Al4V alloys.
Fig. 4.
Nominal compressive stress-strain curves in the out-of-plane direction for porous Ti6Al4V alloys fabricated at 950 °C using Type II meshes. The insert graphs show images of porous Ti6Al4V samples after compression: (a) 70% porosity at 40% nominal strain; (b) 30% porosity at 50% nominal strain.
3.3. Adaption of compressive properties
3.3.1. Adaption of compressive properties by diffusion bonding temperature
The relationship between diffusion bonding temperature and compressive properties of porous Ti6Al4V alloys with 70% porosity is plotted in Fig. 5. Diffusion bonding temperature has a minor effect on the Young's modulus of porous Ti6Al4V alloys. However, diffusion bonding temperature has some effects on the yield stress. Porous Ti6Al4V alloys fabricated at 950 °C have higher yield stress in comparison with other diffusion bonding temperature. This is related with the element diffusion and microstructure of porous Ti6Al4V alloys. When the diffusion bonding temperature is below 850 °C, the element diffusion in the interface is insufficient and the interfacial strength of mesh hinges is low. With the increase in diffusion bonding temperature, the element diffusion becomes sufficient, leading to the increase in strength of mesh hinges. However, when the diffusion bonding temperature increases to 970 °C, the grains in the alloy meshes grow up and the grain size significantly increases. Fig. 6 is the microstructure of mesh hinges at different diffusion bonding temperatures. The microstructure of porous Ti6Al4V alloys fabricated at different diffusion bonding temperatures consists of equiaxed α and β matrix. With increase in diffusion bonding temperature, the size of equiaxed α increases. When the diffusion bonding temperature increases from 850 °C to 970 °C, the size of equiaxed α increases by about 1.4 times, which significantly decreases the strength of mesh hinges. Therefore, yield stress is higher for porous Ti6Al4V alloys fabricated at 950 °C.
Fig. 6.
Microstructure of porous Ti6Al4V alloys fabricated by Type II meshes at different diffusion bonding temperatures: (a) 850 °C, (b) 950 °C and (c) 970 °C.
3.3.2. Adaption of compressive properties by porosity
In order to develop porous biomaterials for bone implant applications, the relationship between compressive properties and relative density should be quantitatively established. Gibson et al. have studied in detail the mechanical properties of cellular solids and established the Gibson-Ashby model to illustrate the relationship between compressive properties and relative density[44]. The Gibson-Ashby model can be expressed as follows in logarithmic form:
where E, σy and (ρ/ρs) are Young's modulus, yield stress and relative density of porous metals, respectively. Es and σys are Young's modulus and yield stress of solid metals, respectively. C1 and C2 are constants related to materials. n1 and n2 are exponents related to pore structure.
The relationship between compressive properties and relative density for porous Ti6Al4V alloys fabricated at 950 °C using Type II meshes is shown in Fig. 7. For present solid Ti6Al4V alloys, the Young's modulus (Es) and yield stress (σys) are 122 GPa and 980 MPa, respectively[11]. Obviously, both Young's modulus and yield stress increase with increasing relative density. For porous Ti6Al4V alloys with 30%-70% relative density, Young's modulus and yield stress are in the ranges of 7-40 GPa and 90-500 MPa, respectively. Previous studies on compressive properties of cortical bone show that the compressive Young's modulus and yield stress of cortical bone are in the ranges of 5-25 GPa and 50-250 MPa, respectively, as shown in Fig. 7[45]. It is obvious that compressive properties of porous Ti6Al4V alloys with 60%-70% porosity are in the range of corresponding properties of cortical bone. By fitting the data with Eqs. (2) and (3), exponents of n1 and n2 are equal to 1.95 and 1.96, respectively. The relationship between compressive properties and relative density of porous Ti6Al4V alloys conforms well to Gibson-Ashby model, which indicates that Young's modulus and yield stress can be tailored by relative density to match those of the cortical bone.
Fig. 7.
Relationship between compressive properties and relative density for porous Ti6Al4V alloys fabricated at 950 °C using Type II meshes: (a) Young's modulus; (b) yield stress.
Yield stress of porous titanium and Ti6Al4V alloys fabricated by diffusion bonding and other methods are compared in Fig. 8. The data in Fig. 8 corresponding to diffusion bonding are the yield stress for porous Ti6Al4V alloys fabricated at 950 °C using Type II meshes. For better comparison between different materials, yield stress of porous titanium and Ti6Al4V alloys is divided by the yield stress of corresponding solid titanium or Ti6Al4V alloys. The Young's modulus (Es) and yield stress (σys) of solid titanium are 110 GPa and 480 MPa, respectively[46]. As can be seen in Fig. 8, the yield stress fabricated by diffusion bonding is close to that of by rapid prototyping such as selective laser net shaping (SLNS), selective electron beam melting (SEBM) and selective laser melting (SLM), but higher than that of by powder sintering and space holder. The higher yield stress for present porous Ti6Al4V alloys has resulted from the following two aspects: (i) the structure of mesh hinges formed during the process of diffusion bonding. As shown in Fig. 2 and Fig. 6, there are no cracks or other defects in the mesh hinges, which indicates that excellent bonding force is formed between meshes; (ii) since diffusion bonding is a solid state fabrication process, there are no defects such as impurities, inclusions or other metallurgical defects formed in the porous Ti6Al4V alloys. Therefore, present porous titanium fabricated by diffusion bonding has higher yield stress.
Fig. 8.
Comparison of yield stress for porous titanium and porous Ti6Al4V alloys fabricated by different methods[8], [10], [18], [27], [46], [47] and [48].
3.3.3. Adaption of compressive properties by pore size
Compressive properties of porous Ti6Al4V alloys fabricated at 950 °C using different types of alloy meshes are shown in Fig. 9. Both yield stress and Young's modulus of porous Ti6Al4V alloys fabricated by type II meshes are higher than those of by type I and III meshes. The higher compressive properties of porous Ti6Al4V alloys fabricated by type II meshes are associated with the aspect ratio of alloy meshes. As discussed in Section 3.2, the dominant deformation mode is buckling of alloy meshes during compression. When a beam is experiencing buckling deformation, according to beam theory[44] and [49], Young's modulus (E) is linear with aspect ratio (D/L) of the beam, which can be expressed as:
Fig. 9.
Compressive properties of porous Ti6Al4V alloys fabricated at 950 °C using three types of meshes: (a) Young's modulus; (b) yield stress.
And yield stress (σy) is linear with square of aspect ratio, which can be expressed as:
Table 1
Table 1
shows the aspect ratio of three types of Ti6Al4V alloy meshes. Relationship between compressive properties of porous Ti6Al4V alloys and aspect ratio of alloy meshes is plotted in Fig. 10. It is obvious that Young's modulus is linear with aspect ratio and yield stress is linear with square of aspect ratio, which conforms well to Eqs. (4) and (5). It is indicated that the effect of pore size on compressive properties of porous Ti6Al4V alloys fabricated by diffusion bonding is ascribed to the aspect ratio of alloy meshes.
Table 1
shows the aspect ratio of three types of Ti6Al4V alloy meshes. Relationship between compressive properties of porous Ti6Al4V alloys and aspect ratio of alloy meshes is plotted in Fig. 10. It is obvious that Young's modulus is linear with aspect ratio and yield stress is linear with square of aspect ratio, which conforms well to Eqs. (4) and (5). It is indicated that the effect of pore size on compressive properties of porous Ti6Al4V alloys fabricated by diffusion bonding is ascribed to the aspect ratio of alloy meshes.
Fig. 10.
Relationship between compressive properties and aspect ratio of meshes for porous Ti6Al4V alloys with 70% porosity fabricated at 950 °C.
4. Conclusions
Porous Ti6Al4V alloys with 30%-70% porosity for biomedical applications were fabricated by diffusion bonding of alloy meshes. Compressive behaviors in the out-of-plane direction and biocompatibility with cortical bone were studied. The main conclusions are as follows.
(a)Porous Ti6Al4V alloys fabricated by diffusion bonding possess anisotropic pore structure which is square and elongated pores in the in-plane and out-of-plane directions, respectively. The average pore size of porous Ti6Al4V alloys with 30%-70% porosity is in the range of 240-360 µm. The dominant deformation mode of porous Ti6Al4V alloys compressed in the out-of-plane direction is buckling of alloy meshes.
(b)Diffusion bonding temperature has some effects on the yield stress of porous Ti6Al4V alloys, but has a minor effect on the Young's modulus. Porous Ti6Al4V alloys fabricated at 950 °C have higher yield stress. Yield stress of porous Ti6Al4V alloys fabricated by diffusion bonding is close to that of alloys fabricated by rapid prototyping, but higher than that of fabricated by powder sintering and space-holder method.
(c)Young's modulus and yield stress of porous Ti6Al4V alloys can be tailored by relative density based on the Gibson-Ashby model to match those of the cortical bone. The effect of pore size on compressive properties of porous Ti6Al4V alloys is related with the aspect ratio of alloy meshes. The Young's modulus is linear with the aspect ratio, while the yield stress is linear with the square of aspect ratio of alloy meshes. Porous Ti6Al4V alloys with 60%-70% porosity have potential for cortical bone implant applications.
Acknowledgment
This work was supported by the National Basic Research Program of China (No. 2012CB619101).
The authors have declared that no competing interests exist.
M.Niinomi, M.Nakai, J.Hieda.Acta Biomater, 8(2012), pp. 3888-3903
New low modulus beta-type titanium alloys for biomedical applications are still currently being developed. Strong and enduring p-type titanium alloy with a low Young's modulus are being investigated. A low modulus has been proved to be effective in inhibiting bone atrophy, leading to good bone remodeling in a bone fracture model in the rabbit tibia. Very recently beta-type titanium alloys with a self-tunable modulus have been proposed for the construction of removable implants. Nickel-free low modulus beta-type titanium alloys showing shape memory and super elastic behavior are also currently being developed. Nickel-free stainless steel and cobalt-chromium alloys for biomedical applications are receiving attention as well. Newly developed zirconium-based alloys for biomedical applications are proving very interesting. Magnesium-based or iron-based biodegradable biomaterials are under development. Further, tantalum, and niobium and its alloys are being investigated for biomedical applications. The development of new metallic alloys for biomedical applications is described in this paper. (C) 2012 Acta Materialia Inc. Published by Elsevier Ltd. All rights reserved.
M.Geetha, A.K.Singh, R.Asokamani, A.K.Gogia.Prog. Mater. Sci, 54(2009), pp. 397-425
The field of biomaterials has become a vital area, as these materials can enhance the quality and longevity of human life and the science and technology associated with this field has now led to multi-million dollar business. The paper focuses its attention mainly on titanium-based alloys, even though there exists biomaterials made up of ceramics, polymers and composite materials. The paper discusses the biomechanical compatibility of many metallic materials and it brings out the overall superiority of Ti based alloys, even though it is costlier. As it is well known that a good biomaterial should possess the fundamental properties such as better mechanical and biological compatibility and enhanced wear and corrosion resistance in biological environment, the paper discusses the influence of alloy chemistry, thermomechanical processing and surface condition on these properties. In addition, this paper also discusses in detail the various surface modification techniques to achieve superior biocompatibility, higher wear and corrosion resistance. Overall, an attempt has been made to bring out the current scenario of Ti based materials for biomedical applications.
M. Niinomi.Metall.Mater. Trans. A, 33(2002), pp. 477-486
Metallic biomaterials are mainly used for replacing failed hard tissue. The main metallic biomaterials are stainless steels, Co-based alloys, and titanium and its alloys. Recently, titanium alloys are
M.Gepreel, M. Niinomi.J.Mech. Behav. Biomed. Mater, 20(2013), pp. 407-415
The design of new low-cost Ti-alloys with high biocompatibility for implant applications, using ubiquitous alloying elements in order to establish the strategic method for suppressing utilization of rare metals, is a challenge. To meet the demands of longer human life and implantation in younger patients, the development of novel metallic alloys for biomedical applications is aiming at providing structural materials with excellent chemical, mechanical and biological biocompatibility. It is, therefore, likely that the next generation of structural materials for replacing hard human tissue would be of those Ti-alloys that do not contain any of the cytotoxic elements, elements suspected of causing neurological disorders or elements that have allergic effect. Among the other mechanical properties, the low Young's modulus alloys have been given a special attention recently, in order to avoid the occurrence of stress shielding after implantation. Therefore, many Ti-alloys were developed consisting of biocompatible elements such as Ti, Zr, Nb, Mo, and Ta, and showed excellent mechanical properties including low Young's modulus. However, a recent attention was directed towards the development of low cost-alloys that have a minimum amount of the high melting point and high cost rare-earth elements such as Ta, Nb, Mo, and W. This comes with substituting these metals with the common low cost, low melting point and biocompatible metals such as Fe, Mn, Sn, and Si, while keeping excellent mechanical properties without deterioration. Therefore, the investigation of mechanical and biological biocompatibility of those low-cost Ti-alloys is highly recommended now lead towards commercial alloys with excellent biocompatibility for long-term implantation.
M.Niinomi, M. Nakai. Int. J. Biomater, 2011 (2011), p. 836587
0205-type titanium alloys with low Young's modulus are required to inhibit bone atrophy and enhance bone remodeling for implants used to substitute failed hard tissue. At the same time, these titanium alloys are required to have high static and dynamic strength. On the other hand, metallic biomaterials with variable Young's modulus are required to satisfy the needs of both patients and surgeons, namely, low and high Young's moduli, respectively. In this paper, we have discussed effective methods to improve the static and dynamic strength while maintaining low Young's modulus for 0205-type titanium alloys used in biomedical applications. Then, the advantage of low Young's modulus of 0205-type titanium alloys in biomedical applications has been discussed from the perspective of inhibiting bone atrophy and enhancing bone remodeling. Further, we have discussed the development of 0205-type titanium alloys with a self-adjusting Young's modulus for use in removable implants.
T.Karachalios, C.Tsatsaronis, G.Efraimis, P.Papadelis, G.Lyritis, G. Diakoumopoulos.J.Arthroplasty, 19(2004), pp. 469-475
Abstract Eighty osteoarthritic female patients were randomly allocated to 4 equal groups; the Zwey-Muller, the Corail, the Optifix, or Autophor 900S cementless total hip arthroplasties (THAs) were implanted; and bone density changes, at different sites, were prospectively studied. In zone 7, the greatest reduction of bone density values was observed at 2 years (group A: 24%, group B: 8%, group C: 14.8%, and group D: 18.5%). In all groups, a similar pattern of slow but progressive recovery of bone mineral density changes after the third year was observed, approaching baseline values at 10 years, during which all patients showed satisfactory clinical results. We suggest that the clinical and theoretical relevance of the stress-shielding phenomenon in THA has been overestimated in the literature.
W.Xue, B.V.Krishna, A.Bandyopadhyay, S.Bose.Acta Biomater, 3(2007), pp. 1007-1018
<h2 class="secHeading" id="section_abstract">Abstract</h2><p id="">The Laser Engineered Net Shaping (LENS™) method was used to fabricate porous Ti implants. Porous Ti structures with controlled porosity in the range of 17–58 vol.% and pore size up to 800 μm were produced by controlling LENS™ parameters, which showed a broad range of mechanical strength of 24–463 MPa and a low Young’s modulus of 2.6–44 GPa. The effects of porous structure on bone cell responses were evaluated <em>in vitro</em> with human osteoblast cells (OPC1). The results showed that cells spread well on the surface of porous Ti and formed strong local adhesion. MTT assay indicated LENS™ processed porous Ti provides a preferential surface for bone cell proliferation. Porous Ti samples also stimulated faster OPC1 cell differentiation compared with polished Ti sheet, which could be due to the change in cell morphology within the pores of Ti samples. More extracellular matrix and a higher level of alkaline phosphatase expression were found on the porous samples than on the Ti sheet. This can be beneficial for faster integration of porous implant with host bone tissue. The results obtained also indicated that a critical pore size of 200 μm or higher is needed for cell ingrowth into the pores, below which OPC1 cells bridged the pore surface without any growth in the pores.</p>
P.Heinl, L.Müller, C.Körner, R.F.Singer, F.A.Müller.Acta Biomater, 4(2008), pp. 1536-1544
<h2 class="secHeading" id="section_abstract">Abstract</h2><p id="">Selective electron beam melting (SEBM) was successfully used to fabricate novel cellular Ti–6Al–4V structures for orthopaedic applications. Micro computer tomography (μCT) analysis demonstrated the capability to fabricate three-dimensional structures with an interconnected porosity and pore sizes suitable for tissue ingrowth and vascularization. Mechanical properties, such as compressive strength and elastic modulus, of the tested structures were similar to those of human bone. Thus, stress-shielding effects after implantation might be avoided due to a reduced stiffness mismatch between implant and bone. A chemical surface modification using HCl and NaOH induced apatite formation during in vitro bioactivity tests in simulated body fluid under dynamic conditions. The modified bioactive surface is expected to enhance the fixation of the implant in the surrounding bone as well as to improve its long-term stability.</p>
S.W.Kim, H.D.Jung, M.-H. Kang, H.E. Kim, Y.H. Koh, Y. Estrin. Mater. Sci. Eng. C, 33(2013), pp. 2808-2815
[Cited within:2]
[[10]]
E.Sallica-Leva, A.L.Jardini, J.B. Fogagnolo. J. Mech. Behav.Biomed. Mater, 26(2013), pp. 98-108
Rapid prototyping allows porous parts with mechanical properties close to that of bone tissue to be obtained. In this article, porous parts of the Ti-6Al-4V alloy with three levels of porosity were obtained by selective laser melting with two different energy inputs. Thermal treatments were performed to determine the influence of the microstructure on the mechanical properties. The porous parts were characterized by both optical and scanning electron microscopy. The effective modulus, yield and ultimate compressive strength were determined by compressive tests. The martensitic 伪' microstructure was observed in all of the as-processed parts. The struts resulting from the processing conditions investigated were thinner than those defined by CAD models, and consequently, larger and a higher experimental porosity were achieved. The use of the high-energy input parameters produced parts with higher oxygen and nitrogen content, their struts that were even thinner and contained a homogeneous porosity distribution. Greater mechanical properties for a given relative density were obtained using the high-energy input parameters. The as-quenched martensitic parts showed yield and ultimate compressive strengths similar to the as-processed parts, and these were greater than those observed for the fully annealed samples that had the lamellar microstructure of the equilibrium 伪+尾 phases. The effective modulus was not significantly influenced by the thermal treatments. A comparison between these results and those of porous parts with similar geometry obtained by selective electron beam melting shows that the use of a laser allows parts with higher mechanical properties for a given relative density to be obtained.
S.M.Ahmadi, G.Campoli, S. AminYavari, B.Sajadi, R.Wauthle, J.Schrooten, H.Weinans, A.A. Zadpoor. J. Mech. Behav.Biomed. Mater, 34(2014), pp. 106-115
Cellular structures with highly controlled micro-architectures are promising materials for orthopedic applications that require bone-substituting biomaterials or implants. The availability of additive manufacturing techniques has enabled manufacturing of biomaterials made of one or multiple types of unit cells. The diamond lattice unit cell is one of the relatively new types of unit cells that are used in manufacturing of regular porous biomaterials. As opposed to many other types of unit cells, there is currently no analytical solution that could be used for prediction of the mechanical properties of cellular structures made of the diamond lattice unit cells. In this paper, we present new analytical solutions and closed-form relationships for predicting the elastic modulus, Poisson壮s ratio, critical buckling load, and yield (plateau) stress of cellular structures made of the diamond lattice unit cell. The mechanical properties predicted using the analytical solutions are compared with those obtained using finite element models. A number of solid and porous titanium (Ti6Al4V) specimens were manufactured using selective laser melting. A series of experiments were then performed to determine the mechanical properties of the matrix material and cellular structures. The experimentally measured mechanical properties were compared with those obtained using analytical solutions and finite element (FE) models. It has been shown that, for small apparent density values, the mechanical properties obtained using analytical and numerical solutions are in agreement with each other and with experimental observations. The properties estimated using an analytical solution based on the Euler鈥揃ernoulli theory markedly deviated from experimental results for large apparent density values. The mechanical properties estimated using FE models and another analytical solution based on the Timoshenko beam theory better matched the experimental observations.
G.Ryan, A.Pandit, D.P.Apatsidis.Biomaterials, 27(2006), pp. 2651-2670
<h2 class="secHeading" id="section_abstract">Abstract</h2><p id="">Implant stability is not only a function of strength but also depends on the fixation established with surrounding tissues [Robertson DM, Pierre L, Chahal R. Preliminary observations of bone ingrowth into porous materials. J Biomed Mater Res 1976;10:335–44]. In the past, such stability was primarily achieved using screws and bone cements. However, more recently, improved fixation can be achieved by bone tissue growing into and through a porous matrix of metal, bonding in this way the implant to the bone host. Another potentially valuable property of porous materials is their low elastic modulus. Depending on the porosity, moduli can even be tailored to match the modulus of bone closer than solid metals can, thus reducing the problems associated with stress shielding. Finally, extensive body fluid transport through the porous scaffold matrix is possible, which can trigger bone ingrowth, if substantial pore interconnectivity is established [Cameron HU, Macnab I, Pilliar RM. A porous metal system for joint replacement surgery. Int J Artif Organs 1978;1:104–9; Head WC, Bauk DJ, Emerson Jr RH. Titanium as the material of choice for cementless femoral components in total hip arthroplasty. Clin Orthop 1995;85–90].</p><p id="">Over the years, a variety of fabrication processes have been developed, resulting in porous implant substrates that can address unresolved clinical problems. The advantages of metals exhibiting surface or bulk porosity have led researchers to conduct systematic research aimed at clarifying the fundamental aspects of interactions between porous metals and hard tissue. This review summarises all known methods for fabricating such porous metallic scaffolds.</p>
F.Li, J.Li, G.Xu, G.Liu, H.Kou, L. Zhou.J.Mech. Behav. Biomed. Mater, 46(2015), pp. 104-114
Porous titanium with average pore size of 100–65002μm and porosity of 30–70% was fabricated by diffusion bonding of titanium meshes. Pore structure was characterized by Micro-CT scan and SEM. Compressive behavior of porous titanium in the out-of-plane direction was studied. The effect of porosity and pore size on the compressive properties was also discussed based on the deformation mode. The results reveal that the fabrication process can control the porosity precisely. The average pore size of porous titanium can be tailored by adjusting the pore size of titanium meshes. The fabricated porous titanium possesses an anisotropic structure with square pores in the in-plane direction and elongated pores in the out-of-plane direction. The compressive Young07s modulus and yield stress are in the range of 1–7.502GPa and 10–11002MPa, respectively. The dominant compressive deformation mode is buckling of mesh wires, but some uncoordinated buckling is present in porous titanium with lower porosity. Relationship between compressive properties and porosity conforms well to the Gibson–Ashby model. The effect of pore size on compressive properties is fundamentally ascribed to the aspect ratio of titanium meshes. Porous titanium with 60–70% porosity has potential for trabecular bone implant applications.
M.Takemoto, S.Fujibayashi, M.Neo, J.Suzuki, T.Kokubo, T.Nakamura.Biomaterials, 26(2005), pp. 6014-6023
<h2 class="secHeading" id="section_abstract">Abstract</h2><p id="">Porous bioactive titanium implants (porosity of 40%) were produced by a plasma-spray method and subsequent chemical and thermal treatments of immersion in a 5 M aqueous NaOH solution at 60 °C for 24 h, immersion in distilled water at 40 °C for 48 h, and heating to 600 °C for 1 h. Compression strength and bending strength were 280 MPa (0.2% offset yield strength 85.2 MPa) and 101 MPa, respectively. For in vivo analysis, bioactive and nontreated porous titanium cylinders were implanted into 6 mm diameter holes in rabbit femoral condyles. The percentage of bone–implant contact (affinity index) of the bioactive implants (BGs) was significantly larger than for the nontreated implants (CGs) at all postimplantation times (13.5 versus 10.5, 16.7 versus 12.7, 17.7 versus 10.2, 19.1 versus 7.8 at 2, 4, 8 and 16 weeks, respectively). The percentage of bone area ingrowth showed a significant increase with the BGs, whereas with the CGs it appeared to decrease after 4 weeks (10.7 versus 9.9, 12.3 versus 13.1, 15.2 versus 9.8, 20.6 versus 8.7 at 2, 4, 8 and 16 weeks, respectively). These results suggest that porous bioactive titanium has sufficient mechanical properties and biocompatibility for clinical use under load-bearing conditions.</p>
Abstract A porous material has been produced by pressing spongy titanium granules with subsequent vacuum sintering. The material with porosity of more than 30% has an open system of interconnecting pores. The Young's modulus and 0.2% proof strength have been measured for the samples having 20-55% porosity. If the porosity is between 30 and 45%, the mechanical properties are determined by irregular shape of pores, which is due to spongy titanium granules. The experiment in vivo was performed on adult rabbits. Before surgery the implants were saturated with adherent autologous bone marrow cells. The implants were introduced into the defects formed in the condyles of tibias and femurs. Investigations of osseointegration of implants having 40% porosity showed that the whole system of pores was filled with mature bone tissue in 16 weeks after surgery. Neogenic bone tissue has an uneven surface formed by lacunas and craters indicative of active resorption and subsequent rearrangement (SEM examination). The bone tissue is pierced by neoformed vessels. Irregular-shaped pores with tortuous walls and numerous lateral channels going through the granules provide necessary conditions for the formation of functional bone tissue in the implant volume and the periimplant region. Copyright 漏 2013 Elsevier B.V. All rights reserved.
M.Thieme, K.P.Wieters, F.Bergner, D.Scharnweber, H.Worch, J.Ndop, T.J.Kim, W. Grill.J.Mater. Sci. Mater. Med, 12(2001), pp. 225-231
This work focuses on basic research into a P/M processed, porous-surfaced and functionally graded material (FGM) destined for a permanent skeletal replacement implant with improved structural compatibility. Based on a perpendicular gradient in porosity the Young's modulus of the material is adapted to the elastic properties of bone in order to prevent stress shielding effects and to provide better long-term performance of the implant-bone system. Using coarse Ti particle fractions the sintering process was accelerated by -assisted liquid-phase sintering () resulting in a substantial improvement of the neck geometry. A novel evaluation for the strength of the sinter contacts was proposed. The Young's modulus of uniform non-graded stacks ranged from 5 to 80 GPa as determined by ultrasound velocity measurements. Thus, the typical range for cortical bone (10-29 GPa) was covered. The magnitude of the Poisson's ratio proved to be distinctly dependent on the porosity. Specimens with porosity gradients were successfully fabricated and characterized using quantitative description of the microstructural geometry and acoustic microscopy.
C.E.Wen, Y.Yamada, K.Shimojima, Y.Chino, H.Hosokawa, M. Mabuchi.J.Mater. Res, 17(2002), pp. 2633-2639
Titanium foams fabricated by a new powder metallurgical process have bimodal pore distribution architecture (i.e., macropores and micropores), mimicking natural bone. The mechanical properties of the titanium foam with low relative densities of approximately 0.200.65 are close to those of human cortical bone. Furthermore, titanium foams exhibit good ability to form a bonelike apatite layer throughout the foams after pretreatment with a simple thermochemical process and then immersion in a simulated body fluid. The present study illustrates the feasibility of using the titanium foams as implant materials in bone tissue engineering applications, highlighting their excellent biomechanical properties and bioactivity.
I.H.Oh, N.Nomura, N.Masahashi, S. Hanada.Scr.Mater, 49(2003), pp. 1197-1202
[Cited within:3]
[[19]]
N.Jha, D.P.Mondal, J. DuttaMajumdar, A.Badkul, A.K.Jha, A.K.Khare.Mater. Des, 47(2013), pp. 810-819
Open cell Titanium-foam (Ti-foam) with varying porosities (65–80%) was prepared using sodium chloride (NaCl) particles as space holder through powder metallurgy route. In order to ensure sufficient handling strength in cold compacted pallets, 202wt.% polyvinyl alcohol (PVA) solutions (502wt.% PVA in water) was mixed with the mixture of Ti and NaCl powders prior to cold compaction. After sintering, NaCl salt was removed by dissolving it in hot water. Detailed Energy dispersive X-ray (EDX) analysis and X-ray diffraction studies of the prepared Ti-foams were conducted to examine any physical and chemical changes in the phase constituents. The micro-architectural characteristics, density vis-a-vis porosity, and compressive deformation behavior of the synthesized foams were evaluated to examine their suitability as biomaterial and engineering applications.
B.Ye, D.C.Dunand.Mater. Sci. Eng. A, 528(2010), pp. 691-697
Open-celled titanium foams were fabricated by vacuum hot pressing of a blend of Ti and NaCl powders followed by NaCl removal in water. Densification kinetics of the Ti/NaCl blends are measured at 78002°C at various pressures (30–5002MPa), NaCl volume fractions (30–70%) and NaCl powder sizes (50–50002μm). As compared to pure Ti powders, densification kinetics of the blends is faster for relative densities below 92% due to rapid deformation of the NaCl powders. After dissolution, the flattened shape of the NaCl powders is replicated in the pores, resulting in an anisotropic porous structure. The foams exhibit good compressive strengths (e.g., 10202MPa for 50% porosity and 2802MPa for 67% porosity), low Young moduli (e.g., 2902GPa for 51% porosity) and ductile behavior up to compressive strain >60%.
R.Singh, P.D.Lee, T.C.Lindley, R.J.Dashwood, E.Ferrie, T.Imwinkelried.Acta Biomater, 5(2009), pp. 477-487
<h2 class="secHeading" id="section_abstract">Abstract</h2><p id="">Titanium foams produced via the space-holder method are used for spinal fusion devices since their combination of an open-cell structure and bone-like mechanical properties promises potentially excellent bone ingrowth. Earlier studies have indicated that the size of the pores and interconnects must be greater than 100 μm for effective bone ingrowth and vascularization. Hence, the quantification of the pore and interconnect size is required for efficient scaffold design. In this study, microcomputed tomography (μCT) was used to obtain the three-dimensional (3D) structure of Ti foams with three levels of porosity (51%, 65% and 78%). Novel algorithms were then applied to quantify both the pore and interconnect size of Ti foams as a function of porosity. All foams possessed a modal pore and interconnect size in excess of 300 μm, satisfying the requirement of being greater than 100 μm. The pore and interconnect size also dominates the flow properties or permeability of open-cell structures. Therefore, the μCT data was also used to generate a mesh for computational fluid dynamics analysis to predict the permeability. The calculated permeability (117–163 × 10<sup>−12</sup> m<sup>2</sup> depending on direction) for the Ti foams with 65% porosity was first validated against experimental measurements (98–163 × 10<sup>−12</sup> m<sup>2</sup>) and then compared to prior authors’ measurements in healthy cancellous bovine bone (233–465 × 10<sup>−12</sup> m<sup>2</sup>). The close match among all the permeability values proves the suitability of the material for biomedical skeletal-implant applications.</p>
Y.Chino, D.C.Dunand.Acta Mater, 56(2008), pp. 105-113
<h2 class="secHeading" id="section_abstract">Abstract</h2><p id="">Directional freeze-casting – a process used to create foams with elongated, aligned pores applied so far exclusively for ceramics – is demonstrated for titanium foams. An aqueous slurry of <45 μm titanium powders was directionally solidified, resulting in a powder preform consisting of elongated, aligned dendrites of pure ice separated by interdendritic regions with high powder content. After freeze-drying to remove the ice dendrites and sintering to densify the powders, the resulting titanium foams exhibited 57–67% aligned pores (∼0.1 mm wide and several millimeters long) replicating the ice dendrites. Because of the high powder oxygen content, the foams display high compressive strength and signs of embrittlement. Lower contamination was achieved by using purer <125 μm powders, but their larger size prevents the formation of pure ice dendrites (and thus elongated pores in the foam), in agreement with a model considering particle pushing and engulfment by a moving ice front.</p>
S.W.Yook, H.E.Kim, Y.H.Koh.Mater. Lett, 63(2009), pp. 1502-1504
We herein report the fabrication of highly porous titanium (Ti) scaffolds with unusually high compressive strength by freezing a titanium hydride (TiH 2 )/camphene slurries at 42°C. As the freezing time was increased from 1 to 7days, the pore size obtained was increased significantly from 143 to 271μm due to the continual overgrowth of camphene dendrites. However, interestingly, the formation of the micro-pores inside the Ti walls was suppressed at longer freezing time. This resulted in a significant increase in compressive strength up to 110±17MPa with a porosity of 64%. It is believed that this unusually high compressive strength with large interconnected pores makes this material suitable for applications as load-bearing parts.
Highly porous titanium with aligned large pores up to 500 mu m in size, which is suitable for scaffold applications, was successfully fabricated using the reverse freeze casting method. In this process we have newly developed, the Ti powders migrated spontaneously along the pre-aligned camphene boundaries at a temperature of 45.5 degrees C and formed a titanium-camphene mixture, with an aligned structure; this was followed by freeze drying and sintering. As the casting time increased from 24 to 48 h, the initial columnar structures turned into lamellar structures, with the porosity decreasing from 69 to 51%. This reduction in porosity caused the compressive yield strength to increase from 121 to 302 MPa, with an elastic modulus of the samples being in the range of 2-5 GPa. In addition, it was demonstrated that reverse freeze casting can also be successfully applied to various other raw powders, suggesting that the method developed in this work opens up new avenues for the production of a range of porous metallic and ceramic scaffolds with highly aligned pores. (C) 2012 Acta Materialia Inc. Published by Elsevier Ltd. All rights reserved.
B.V.Krishna, S.Bose, A.Bandyopadhyay.Acta Biomater, 3(2007), pp. 997-1006
<h2 class="secHeading" id="section_abstract">Abstract</h2><p id="">The need for unique mechanical and functional properties coupled with manufacturing flexibility for a wide range of metallic implant materials necessitates the use of novel design and fabrication approaches. In this work, we have demonstrated that application of proposed design concepts in combination with laser-engineered net shaping (LENS™) can significantly increase the processing flexibility of complex-shaped metallic implants with three-dimensionally interconnected, designed and functionally graded porosities down to 70 vol.%, to reduce effective stiffness for load-bearing implants. Young’s modulus and 0.2% proof strength of these porous Ti samples having 35–42 vol.% porosity are found to be similar to those of human cortical bone.</p>
C.Y.Lin, T.Wirtz, F.LaMarca, S.J. Hollister. J. Biomed. Mater.Res, 83A(2007), pp. 272-279
A topology optimized lumbar interbody fusion cage was made of Ti-A16-V4 alloy by the rapid prototyping process of selective laser melting (SLM) to reproduce designed microstructure features. Radiographic characterizations and the mechanical properties were investigated to determine how the structural characteristics of the fabricated cage were reproduced from design characteristics using micro-computed tomography scanning. The mechanical modulus of the designed cage was also measured to compare with tantalum, a widely used porous metal. The designed microstructures can be clearly seen in the micrographs of the micro-CT and scanning electron microscopy examinations, showing the SLM process can reproduce intricate microscopic features from the original designs. No imaging artifacts from micro-CT were found. The average compressive modulus of the tested caged was 2.97 + - 0.90 GPa, which is comparable with the reported porous tantalum modulus of 3 GPa and falls between that of cortical bone (15 GPa) and trabecular bone (0.1-0.5 GPa). The new porous Ti-6Al-4V optimal-structure cage fabricated by SLM process gave consistent mechanical properties without artifactual distortion in the imaging modalities and thus it can be a promising alternative as a porous implant for spine fusion.
L.Mullen, R.C.Stamp, W.K.Brooks, E.Jones, C.J. Sutcliffe. J. Biomed. Mater.Res, 89B(2009), pp. 325-334
[Cited within:1]
[[30]]
G.Campoli, M.S.Borleffs, S. AminYavari, R.Wauthle, H.Weinans, A.A.Zadpoor.Mater. Des, 49(2013), pp. 957-965
An important practical problem in application of open-cell porous biomaterials is the prediction of the mechanical properties of the material given its micro-architecture and the properties of its matrix material. Although analytical methods can be used for this purpose, these models are often based on several simplifying assumptions with respect to the complex architecture and cannot provide accurate prediction results. The aim of the current study is to present finite element (FE) models that can predict the mechanical properties of porous titanium produced using selective laser melting or selective electron beam melting. The irregularities caused by the manufacturing process including structural variations of the architecture are implemented in the FE models using statistical models. The predictions of FE models are compared with those of analytical models and are tested against experimental data. It is shown that, as opposed to analytical models, the predictions of FE models are in agreement with experimental observations. It is concluded that manufacturing irregularities significantly affect the mechanical properties of porous biomaterials.
In this study, porous Ti–10Mo alloy was prepared from a mixture of titanium, molybdenum and epoxy resin powders by selective laser sintering preforming, debinding and sintering at 1200°C under a pure argon atmosphere. The influence of sintering process on the porous, microstructural and mechanical properties of the porous alloy was discussed. The results indicate that the pore characteristic parameters and mechanical properties mainly depend on the holding time at 1200°C, except that the maximum strain keeps at about 45%. The matrix microstructure is dominated by α phase with a small quantity of β phase at room temperature. As the holding time lengthens from 2 to 6h, the average pore size and the porosity decrease from 180 to 50μm and from 70 to 40%, respectively. Meanwhile, the Young's modulus and the compressive yield strength increase in the ranges of 10–20GPa and 180–260MPa, respectively. Both the porous structure and the mechanical properties of the porous Ti–10Mo alloy can be adjusted to match with those of natural bone.
A.Barbas, A.S.Bonnet, P.Lipinski, R.Pesci, G. Dubois.J.Mech. Behav. Biomed. Mater, 9(2012), pp. 34-44
ABSTRACT Commercially Pure Porous Titanium (CPPTi) can be used for surgical implants to avoid the stress shielding effect due to the mismatch between the mechanical properties of titanium and bone. Most researchers in this area deal with randomly distributed pores or simple architectures in titanium alloys. The control of porosity, pore size and distribution is necessary to obtain implants with mechanical properties close to those of bone and to ensure their osseointegration. The aim of the present work was therefore to develop and characterize such a specific porous structure. First of all, the properties of titanium made by Selective Laser Melting (SLM) were characterized through experimental testing on bulk specimens. An elementary pattern of the porous structure was then designed to mimic the orthotropic properties of the human bone following several mechanical and geometrical criteria. Finite Element Analysis (FEA) was used to optimize the pattern. A porosity of 53% and pore sizes in the range of 860 to 1500 渭m were finally adopted. Tensile tests on porous samples were then carried out to validate the properties obtained numerically and identify the failure modes of the samples. Finally, FE elastoplastic analyses were performed on the porous samples in order to propose a failure criterion for the design of porous substitutes.
J.Sun, Y.Yang, D. Wang.Mater.Des, 49(2013), pp. 545-552
This paper designs one octahedral Ti6Al4V porous structure and then establishes a simplified model. The Ti6Al4V porous structure is manufactured by selective laser melting. Its experimental and theoretical fracture loads are obtained through theoretical calculation and compression test respectively. The result demonstrates that there is an exponential relationship between the experimental fracture load and the porosity of the porous structure. With an average relative error of 5.86%, the deviation between experimental and theoretical fracture load is small, which indicates that the predication accuracy is comparatively high. So the fracture load calculation theory is valuable in practical applications. Finally, the fracture analysis indicates that fractures of units and porous structures are brittle fractures, which belong to cleavage fracture.
L.Thijs, F.Verhaeghe, T.Craeghs, J.V.Humbeeck, J.P.Kruth.Acta Mater, 58(2010), pp. 3303-3312
<h2 class="secHeading" id="section_abstract">Abstract</h2><p id="">Selective laser melting (SLM) is an additive manufacturing technique in which functional, complex parts can be created directly by selectively melting layers of powder. This process is characterized by highly localized high heat inputs during very short interaction times and will therefore significantly affect the microstructure. In this research, the development of the microstructure of the Ti–6Al–4V alloy processed by SLM and the influence of the scanning parameters and scanning strategy on this microstructure are studied by light optical microscopy. The martensitic phase is present, and due to the occurrence of epitaxial growth, elongated grains emerge. The direction of these grains is directly related to the process parameters. At high heat inputs it was also found that the intermetallic phase Ti<sub>3</sub>Al is precipitated during the process.</p>
J.Parthasarathy, B.Starly, S.Raman, A. Christensen.J.Mech. Behav. Biomed. Mater, 3(2010), pp. 249-259
Patient specific porous implants for the reconstruction of craniofacial defects have gained importance due to their better performance over their generic counterparts. The recent introduction of electron beam melting () for the processing of has led to a one step fabrication of porous custom implants with controlled porosity to meet the requirements of the anatomy and functions at the region of implantation. This paper discusses an image based micro-structural analysis and the mechanical characterization of porous Ti6Al4V structures fabricated using the rapid manufacturing process. studies have indicated the complete melting of the powder material with no evidence of poor inter-layer bonding. Micro-CT scan analysis of the samples indicate well formed struts and fully interconnected with porosities varying from 49.75%-70.32%. Compression tests of the samples showed effective stiffness values ranging from 0.57(+/-0.05)-2.92(+/-0.17)GPa and compressive strength values of 7.28(+/-0.93)-163.02(+/-11.98)MPa. For nearly the same porosity values of 49.75% and 50.75%, with a variation in only the strut thickness in the sample sets, the compressive stiffness and strength decreased significantly from 2.92 GPa to 0.57 GPa (80.5% reduction) and 163.02 MPa to 7.28 MPa (93.54 % reduction) respectively. The grain density of the fabricated Ti6Al4V structures was found to be 4.423 g/cm(3) equivalent to that of dense Ti6Al4V parts fabricated using conventional methods. In conclusion, from a mechanical strength viewpoint, we have found that the porous structures produced by the electron beam melting process present a promising rapid manufacturing process for the direct fabrication of customized implants for enabling personalized medicine.
X.Y.Cheng, S.J.Li, L.E.Murr, Z.B.Zhang, Y.L.Hao, R.Yang, F.Medina, R.B. Wicker. J. Mech. Behav.Biomed. Mater, 16(2012), pp. 153-162
Ti-6Al-4V alloy with two kinds of open cellular structures of stochastic foam and reticulated mesh was fabricated by additive manufacturing (AM) using electron beam melting (), and microstructure and mechanical properties of these samples with high porosity in the range of 62%6592% were investigated. Optical observations found that the cell struts and ligaments consist of primary α' martensite. These cellular structures have comparable compressive strength (465113 MPa) and elastic modulus (0.2656.3 GPa) to those of trabecular and cortical bone. The regular mesh structures exhibit higher specific strength than other reported metallic foams under the condition of identical specific stiffness. During the compression, these samples have a brittle response and undergo catastrophic failure after forming crush band at their peak loading. These bands have identical angle of 6545° with compression axis for the regular reticulated meshes and such failure phenomenon was explained by considering the cell structure. Relative strength and density follow a linear relation as described by the well-known Gibson-Ashby model but its exponential factor is 652.2, which is relative higher than the idea value of 1.5 derived from the model.
P.Heinl, A.Rottmair, C.Körner, R.F.Singer.Adv. Eng. Mater, 9(2007), pp. 360-364
Large-scale ordered nanostructure arrays on substrates, including nanowires, nanotubes, nanodots, and nano-holes, can be fabricated using template fabrication processes. The controllable structural parameters and properties of the ordered nanostructure arrays make them quite suitable to be used in many device-related application areas. It is shown that large-scale nanowire arrays are good candidates for the realization of a nano-generator based on the piezoelectric effect of ZnO nanowires. The mechanism of a proposed high-efficient nano-generator based on an assembled nanowire/nanohole embedded structure shows high application potentials for biological and nanometer-sized devices.
L.Yang, O.Harrysson, H.West, D.Cormier.Acta Mater, 60(2012), pp. 3370-3379
In this current work, a Ti-6Al-4V 3-D re-entrant lattice auxetic structure is manufactured by the electron beam melting (EBM) process. Four different design configurations (two negative Poisson's ratio values x two relative densities) were manufactured and tested under compressive stress. Two failure modes were observed whose occurrence appeared to be dependent on the ratio of vertical strut length to re-entrant strut length. A small deflection analytical model is presented that predicts yield strength and modulus for one type of design with good accuracy. Results also show that the re-entrant lattice structure possesses superior mechanical properties compared to regular foam structures. Limitations of the analytical model are also discussed. (C) 2012 Acta Materialia Inc. Published by Elsevier Ltd. All rights reserved.
N.W.Hrabe, P.Heinl, B.Flinn, C.Körner, R.K. Bordia. J. Biomed. Mater.Res, 99B(2011), pp. 313-320
Abstract Regular 3D periodic porous Ti-6Al-4V structures intended to reduce the effects of stress shielding in load-bearing bone replacement implants (e.g., hip stems) were fabricated over a range of relative densities (0.17-0.40) and pore sizes (approximately 500-1500 渭m) using selective electron beam melting (EBM). Compression-compression fatigue testing (15 Hz, R = 0.1) resulted in normalized fatigue strengths at 10(6) cycles ranging from 0.15 to 0.25, which is lower than the expected value of 0.4 for solid material of the same acicular 伪 microstructure. The three possible reasons for this reduced fatigue lifetime are stress concentrations from closed porosity observed within struts, stress concentrations from observed strut surface features (sintered particles and texture lines), and microstructure (either acicular 伪 or martensite) with less than optimal high-cycle fatigue resistance. 2011 Wiley Periodicals, Inc.
F.Li, J.Li, H.Kou, G.Xu, T.Li, L.Zhou. Mater.Lett, 137(2014), pp. 424-427
Porous titanium for biomedical application was fabricated by diffusion bonding of titanium meshes. Compressive mechanical compatibility and strain rate sensitivity were studied in the range of physiological strain rate under quasi-static and dynamic conditions. The results show that porous titanium presents anisotropic pore structure suited for bone ingrowth. Quasi-static compressive Young07s modulus and yield stress are in the range of 0.4–6.502GPa and 5–10502MPa, respectively, for porous titanium with 30–70% relative density. Based on the Gibson–Ashby model, quasi-static compressive properties can be quantitatively designed and tailored with respect to relative density to match those of human trabecular bone. Porous titanium with 30–40% relative density compressed in the out-of-plane direction shows excellent mechanical compatibility in strain rate sensitivity, and has huge potential for application in human trabecular bone implants.
D.J.Jorgensen, D.C.Dunand.Acta Mater, 59(2011), pp. 640-650
Ti-6Al-4V, with a network of elongated, open pores aligned along two perpendicular directions, is produced by a two-step replication process: (i) Ti-6Al-4V powder or foil preforms containing low-carbon steel wire meshes are densified by hot pressing under transformation superplasticity conditions; (ii) porosity is created by electrochemical dissolution of the low-carbon steel wires and the adjacent Fe-containing Ti-6Al-4V matrix. If high-carbon steel wires are used, Fe diffusion into Ti-6Al-4V is inhibited by a carbide layer forming at the wire/matrix interface, and pores exactly replicate the shape of the wires. Ti-6Al-4V with similar to 19% and 34% porosity, without and with Fe-Ti interdiffusion respectively, shows low oxygen contamination and good compressive ductility. Strength and stiffness, as measured by compression testing and ultrasonic measurements, are compared with simple analytical models and numerical finite-element models. (C) 2010 Acta Materialia Inc. Published by Elsevier Ltd. All rights reserved.
S.Weiner, H.D.Wagner.Annu. Rev. Mater. Sci, 28(1998), pp. 271-298
The complex hierarchical structure of lamellar bone makes understanding structure–mechanical function relations, very difficult. We approach the problem by first using the relatively simple structure
Many studies have shown that certain biomaterials with specific porous structures can induce bone formation in non-osseous sites without the need for osteoinductive biomolecules, however, the mechanisms responsible for this phenomenon (intrinsic osteoinduction of biomaterials) remain unclear In particular, to our knowledge the type of pore structure suitable for osteoinduction has not been reported in detail. In the present study we investigated the effects of interconnective pore size on osteoinductivity and the bone formation processes during osteoinduction. Selective laser melting was employed to fabricate porous Ti implants (diameter 3.3 mm, length 15 mm) with a channel structure comprising four longitudinal square channels, representing pores, of different diagonal widths, 500, 600, 900, and 1200 mu m (termed p500, p600, p900, and p1200, respectively). These were then subjected to chemical and heat treatments to induce bioactivity. Significant osteoinduction was observed in p500 and p600, with the highest observed osteoinduction occurring at 5 mm from the end of the implants A distance of 5 mm probably provides a favorable balance between blood circulation and fluid movement Thus, the simple architecture of the implants allowed effective investigation of the Influence of the interconnective pore size on osteoinduction, as well as the relationship between bone quantity and its location for different pore sizes. (C) 2011 Acta Materialia Inc. Published by Elsevier Ltd. All rights reserved
L.J.Gibson, M.F.Ashby.Cellular Solids, Structure and Properties. (second ed.)Cambridge University Press, Cambridge, UK (1997)
Cellular solids : structure and properties Lorna J. Gibson, Michael F. Ashby (Cambridge solid state science series) Cambridge University Press, 1999, c1997 2nd ed : pbk
C.Öhman, M.Baleani, C.Pani, F.Taddei, M.Alberghini, M.Viceconti, M.Manfrini.Bone, 49(2011), pp. 769-776
In this study, cortical bone tissue from children was investigated. It is extremely difficult to obtain human child tissue. Therefore, the only possibility was to use bone tissue, free from any lesion, collected from young bone cancer patients.<br/>The compressive mechanical behaviour of child bone tissue was compared to the behaviour of adult tissue. Moreover, two hypotheses were tested: 1) that the mechanical behaviour of both groups is correlated to ash density; 2) that yield strain is an invariant.<br/>Small parts of the diaphysis of femora or tibiae from 12 children (4-15 years) and 12 adults (22-61 years) were collected. Cylindrical specimens were extracted from the cortical wall along the longitudinal axis of the diaphysis. A total of 107 specimens underwent compressive testing (strain rate: 0.1 s(-1)). Only the specimens showing a regular load-displacement curve (94) were considered valid and thereafter reduced to ash.<br/>It was found that the child bone tissue had significant lower compressive Young's modulus (-34%), yield stress (-38%), ultimate stress (-33%) and ash density (-17%) than the adult tissue. Conversely, higher compressive ultimate strain was found in the child group (+24%). Despite specimens extracted from both children and adults, ash density largely described the variation in tissue strength and stiffness (R(2) = in the range of 0.86-0.91). Furthermore, yield strain seemed to be roughly an invariant to subject age and tissue density.<br/>These results confirm that the mechanical properties of child cortical bone tissue are different from that of adult tissue. However, such differences are correlated to differences in tissue ash density. In fact, ash density was found to be a good predictor of strength and stiffness, also for cortical bone collected from children. Finally, the present findings support the hypothesis that compressive yield strain is an invariant. (C) 2011 Elsevier Inc. All rights reserved.
Production of titanium foams using magnesium powders as spacer particles has been investigated. Titanium foams having porosities in the range 45–70% with an average pore size of around 525μm have been manufactured. The resultant yield strength and elastic moduli values were observed to vary in the range 15–116MPa and 0.42–8.8GPa, respectively.
B.Q.Li, C.Y.Wang, X. Lu.Mater.Des, 50(2013), pp. 613-619
Porous Ti with an average macro-pore size of 200–400μm and porosity in the range of 10–65% has been manufactured using polymethyl methacrylate (PMMA) powders as spacer particles. The compressive strength and elastic modulus of resultant porous Ti are observed in the range of 32–530MPa and 0.7–23.3GPa, respectively. With the increasing of the porosity and macro-pore size, the compressive strength and modulus decrease as described by Gibson–Ashby model. The failure due to cracking (complete fracture) of the struts on porous Ti is controlled primarily by macro-pores. Fractography shows evidence of the brittle cleavage fracture mainly, but containing a few fine shallow dimples and a small amount of transcrystalline fracture of similarly oriented laths. The failure mechanism has been discussed by taking the intrinsic microstructural features into consideration.
P.Heinl, C.Körner, R.F.Singer.Adv. Eng. Mater, 10(2008), pp. 882-888
In this study, metal foams made by the Slip Reaction Foam Sintering (SRFS)-process are investigated concerning their thermophysical and permeability properties. Since the foam is to be applied as a functional and structural element in the effusion air cooling system of a stationary gas turbine combustion chamber, these properties are of major interest for the calculation of the temperature distribution inside the combustion chamber walls, which may be critical for the employed materials. Experimental set-ups are presented, which are used to determine permeability, the volumetric heat transfer coefficient and the effective thermal conductivity. The results are presented for a wide range of foam materials. Porosity as well as the basic metal powder and the manufacturing parameters are varied. The influence of these parameters on the measured quantities is discussed. Thermal conductivity data are determined at temperatures of up to 1200 K. The obtained volumetric heat transfer coefficients are transferred to Nusselt-Reynolds plots, which allow generalization to the high temperature and high pressure regime. Correlations between the heat transfer properties and the permeability data are made. Using the acquired experimental data, a proposal is made for the calculation of the inner surface temperature of the combustion chamber as well as the temperature distribution inside the chamber wall, which consists of a structural element, the metal foam and a thermal barrier coating, equipped with laser drilled micro-holes.
R.C.Hibbeler. Mechanics of Materials. (ninth ed.)Prentice Hall, New Jersey, USA (2003)
[Cited within:1]
1
2012
... Titanium and its alloys, due to their superior mechanical properties, excellent corrosion resistance and good biocompatibility, have been widely used for bone replacement applications such as dental implants and some joint replacement parts[1], [2] and [3]. However, one of the main limitations that reduce the reliability of titanium implants in many cases is the mismatch of Young's modulus between solid titanium (about 110 GPa) and natural bone (less than 30 GPa)[4] and [5]. This mismatch of Young's modulus would lead to bone resorption and implant loosening resulted from the so-called “stress shielding” effect[4] and [6]. In order to reduce the “stress shielding” effect, a considerable amount of studies have been done to decrease the Young's modulus of titanium alloys, and an alternative approach is introduction of pore structure in titanium alloys[7], [8], [9], [10] and [11]. Interconnected pores in titanium and its alloys not only can solve problems associated with the “stress shielding” effect through tailoring porosity but also can enhance bone ingrowth and improve fixation[7], [12], [13] and [14]. Nevertheless, a critical issue about the application of porous titanium and its alloys to bone implants is the risk of decrease in mechanical strength[15]. Porous biomaterials for load-bearing applications should have mechanical strength that is able to withstand the physiological load without failure. For instance, compressive stress should be close to that of natural bone. Therefore, it is a challenge for porous titanium and its alloys to reach a desired compromise between strength and Young's modulus when adaptions of mechanical properties are used to bone implant applications. ...
1
2009
... Titanium and its alloys, due to their superior mechanical properties, excellent corrosion resistance and good biocompatibility, have been widely used for bone replacement applications such as dental implants and some joint replacement parts[1], [2] and [3]. However, one of the main limitations that reduce the reliability of titanium implants in many cases is the mismatch of Young's modulus between solid titanium (about 110 GPa) and natural bone (less than 30 GPa)[4] and [5]. This mismatch of Young's modulus would lead to bone resorption and implant loosening resulted from the so-called “stress shielding” effect[4] and [6]. In order to reduce the “stress shielding” effect, a considerable amount of studies have been done to decrease the Young's modulus of titanium alloys, and an alternative approach is introduction of pore structure in titanium alloys[7], [8], [9], [10] and [11]. Interconnected pores in titanium and its alloys not only can solve problems associated with the “stress shielding” effect through tailoring porosity but also can enhance bone ingrowth and improve fixation[7], [12], [13] and [14]. Nevertheless, a critical issue about the application of porous titanium and its alloys to bone implants is the risk of decrease in mechanical strength[15]. Porous biomaterials for load-bearing applications should have mechanical strength that is able to withstand the physiological load without failure. For instance, compressive stress should be close to that of natural bone. Therefore, it is a challenge for porous titanium and its alloys to reach a desired compromise between strength and Young's modulus when adaptions of mechanical properties are used to bone implant applications. ...
1
2002
... Titanium and its alloys, due to their superior mechanical properties, excellent corrosion resistance and good biocompatibility, have been widely used for bone replacement applications such as dental implants and some joint replacement parts[1], [2] and [3]. However, one of the main limitations that reduce the reliability of titanium implants in many cases is the mismatch of Young's modulus between solid titanium (about 110 GPa) and natural bone (less than 30 GPa)[4] and [5]. This mismatch of Young's modulus would lead to bone resorption and implant loosening resulted from the so-called “stress shielding” effect[4] and [6]. In order to reduce the “stress shielding” effect, a considerable amount of studies have been done to decrease the Young's modulus of titanium alloys, and an alternative approach is introduction of pore structure in titanium alloys[7], [8], [9], [10] and [11]. Interconnected pores in titanium and its alloys not only can solve problems associated with the “stress shielding” effect through tailoring porosity but also can enhance bone ingrowth and improve fixation[7], [12], [13] and [14]. Nevertheless, a critical issue about the application of porous titanium and its alloys to bone implants is the risk of decrease in mechanical strength[15]. Porous biomaterials for load-bearing applications should have mechanical strength that is able to withstand the physiological load without failure. For instance, compressive stress should be close to that of natural bone. Therefore, it is a challenge for porous titanium and its alloys to reach a desired compromise between strength and Young's modulus when adaptions of mechanical properties are used to bone implant applications. ...
2
2013
... Titanium and its alloys, due to their superior mechanical properties, excellent corrosion resistance and good biocompatibility, have been widely used for bone replacement applications such as dental implants and some joint replacement parts[1], [2] and [3]. However, one of the main limitations that reduce the reliability of titanium implants in many cases is the mismatch of Young's modulus between solid titanium (about 110 GPa) and natural bone (less than 30 GPa)[4] and [5]. This mismatch of Young's modulus would lead to bone resorption and implant loosening resulted from the so-called “stress shielding” effect[4] and [6]. In order to reduce the “stress shielding” effect, a considerable amount of studies have been done to decrease the Young's modulus of titanium alloys, and an alternative approach is introduction of pore structure in titanium alloys[7], [8], [9], [10] and [11]. Interconnected pores in titanium and its alloys not only can solve problems associated with the “stress shielding” effect through tailoring porosity but also can enhance bone ingrowth and improve fixation[7], [12], [13] and [14]. Nevertheless, a critical issue about the application of porous titanium and its alloys to bone implants is the risk of decrease in mechanical strength[15]. Porous biomaterials for load-bearing applications should have mechanical strength that is able to withstand the physiological load without failure. For instance, compressive stress should be close to that of natural bone. Therefore, it is a challenge for porous titanium and its alloys to reach a desired compromise between strength and Young's modulus when adaptions of mechanical properties are used to bone implant applications. ...
... [4] and [6]. In order to reduce the “stress shielding” effect, a considerable amount of studies have been done to decrease the Young's modulus of titanium alloys, and an alternative approach is introduction of pore structure in titanium alloys[7], [8], [9], [10] and [11]. Interconnected pores in titanium and its alloys not only can solve problems associated with the “stress shielding” effect through tailoring porosity but also can enhance bone ingrowth and improve fixation[7], [12], [13] and [14]. Nevertheless, a critical issue about the application of porous titanium and its alloys to bone implants is the risk of decrease in mechanical strength[15]. Porous biomaterials for load-bearing applications should have mechanical strength that is able to withstand the physiological load without failure. For instance, compressive stress should be close to that of natural bone. Therefore, it is a challenge for porous titanium and its alloys to reach a desired compromise between strength and Young's modulus when adaptions of mechanical properties are used to bone implant applications. ...
1
2011
... Titanium and its alloys, due to their superior mechanical properties, excellent corrosion resistance and good biocompatibility, have been widely used for bone replacement applications such as dental implants and some joint replacement parts[1], [2] and [3]. However, one of the main limitations that reduce the reliability of titanium implants in many cases is the mismatch of Young's modulus between solid titanium (about 110 GPa) and natural bone (less than 30 GPa)[4] and [5]. This mismatch of Young's modulus would lead to bone resorption and implant loosening resulted from the so-called “stress shielding” effect[4] and [6]. In order to reduce the “stress shielding” effect, a considerable amount of studies have been done to decrease the Young's modulus of titanium alloys, and an alternative approach is introduction of pore structure in titanium alloys[7], [8], [9], [10] and [11]. Interconnected pores in titanium and its alloys not only can solve problems associated with the “stress shielding” effect through tailoring porosity but also can enhance bone ingrowth and improve fixation[7], [12], [13] and [14]. Nevertheless, a critical issue about the application of porous titanium and its alloys to bone implants is the risk of decrease in mechanical strength[15]. Porous biomaterials for load-bearing applications should have mechanical strength that is able to withstand the physiological load without failure. For instance, compressive stress should be close to that of natural bone. Therefore, it is a challenge for porous titanium and its alloys to reach a desired compromise between strength and Young's modulus when adaptions of mechanical properties are used to bone implant applications. ...
1
2004
... Titanium and its alloys, due to their superior mechanical properties, excellent corrosion resistance and good biocompatibility, have been widely used for bone replacement applications such as dental implants and some joint replacement parts[1], [2] and [3]. However, one of the main limitations that reduce the reliability of titanium implants in many cases is the mismatch of Young's modulus between solid titanium (about 110 GPa) and natural bone (less than 30 GPa)[4] and [5]. This mismatch of Young's modulus would lead to bone resorption and implant loosening resulted from the so-called “stress shielding” effect[4] and [6]. In order to reduce the “stress shielding” effect, a considerable amount of studies have been done to decrease the Young's modulus of titanium alloys, and an alternative approach is introduction of pore structure in titanium alloys[7], [8], [9], [10] and [11]. Interconnected pores in titanium and its alloys not only can solve problems associated with the “stress shielding” effect through tailoring porosity but also can enhance bone ingrowth and improve fixation[7], [12], [13] and [14]. Nevertheless, a critical issue about the application of porous titanium and its alloys to bone implants is the risk of decrease in mechanical strength[15]. Porous biomaterials for load-bearing applications should have mechanical strength that is able to withstand the physiological load without failure. For instance, compressive stress should be close to that of natural bone. Therefore, it is a challenge for porous titanium and its alloys to reach a desired compromise between strength and Young's modulus when adaptions of mechanical properties are used to bone implant applications. ...
3
2007
... Titanium and its alloys, due to their superior mechanical properties, excellent corrosion resistance and good biocompatibility, have been widely used for bone replacement applications such as dental implants and some joint replacement parts[1], [2] and [3]. However, one of the main limitations that reduce the reliability of titanium implants in many cases is the mismatch of Young's modulus between solid titanium (about 110 GPa) and natural bone (less than 30 GPa)[4] and [5]. This mismatch of Young's modulus would lead to bone resorption and implant loosening resulted from the so-called “stress shielding” effect[4] and [6]. In order to reduce the “stress shielding” effect, a considerable amount of studies have been done to decrease the Young's modulus of titanium alloys, and an alternative approach is introduction of pore structure in titanium alloys[7], [8], [9], [10] and [11]. Interconnected pores in titanium and its alloys not only can solve problems associated with the “stress shielding” effect through tailoring porosity but also can enhance bone ingrowth and improve fixation[7], [12], [13] and [14]. Nevertheless, a critical issue about the application of porous titanium and its alloys to bone implants is the risk of decrease in mechanical strength[15]. Porous biomaterials for load-bearing applications should have mechanical strength that is able to withstand the physiological load without failure. For instance, compressive stress should be close to that of natural bone. Therefore, it is a challenge for porous titanium and its alloys to reach a desired compromise between strength and Young's modulus when adaptions of mechanical properties are used to bone implant applications. ...
... [7], [12], [13] and [14]. Nevertheless, a critical issue about the application of porous titanium and its alloys to bone implants is the risk of decrease in mechanical strength[15]. Porous biomaterials for load-bearing applications should have mechanical strength that is able to withstand the physiological load without failure. For instance, compressive stress should be close to that of natural bone. Therefore, it is a challenge for porous titanium and its alloys to reach a desired compromise between strength and Young's modulus when adaptions of mechanical properties are used to bone implant applications. ...
... Porous Ti6Al4V alloys with 70% porosity fabricated by diffusion bonding using type II meshes are shown in Fig. 2. Obviously, the porous sample has anisotropic and homogenous structure. As displayed in Fig. 2(b) and (c), the pore shape is elongated and square in the out-of-plane and in-plane directions, respectively. Previous studies on biocompatibility of porous biomaterials have indicated that elongated pores are more similar to the anisotropic bone structure and can reduce “stress shielding” effect more efficiently than equiaxed pores[41] and [42]. Therefore, it is indicated that present porous Ti6Al4V alloys with elongated pores possess suitable pore structure for bone implant applications. Fig. 2(d) shows mesh hinges formed during diffusion bonding. There are no cracks or other defects in the mesh hinges and the surface of mesh wires is clean, which indicates that excellent bonding force is formed between meshes. The pore size distribution of porous Ti6Al4V alloys fabricated with type II meshes is displayed in Fig. 3. The average pore size for porous Ti6Al4V alloys with 30%-70% porosity is in the range of 240-360 µm. For the 30% porosity, more than 40% pores are in the range of 200-500 µm. With increase in porosity, pore size distribution becomes wider and more than 70% pores are in the range of 200-500 µm for porous Ti6Al4V alloys with 70% porosity. Previous studies on biocompatibility of porous biomaterials have shown that pore size in the range of 200-500 µm is more suited for bone ingrowth into pore structure[7] and [43]. It is indicated that present Ti6Al4V alloys possess porous structure for bone implant applications. ...
3
2008
... Titanium and its alloys, due to their superior mechanical properties, excellent corrosion resistance and good biocompatibility, have been widely used for bone replacement applications such as dental implants and some joint replacement parts[1], [2] and [3]. However, one of the main limitations that reduce the reliability of titanium implants in many cases is the mismatch of Young's modulus between solid titanium (about 110 GPa) and natural bone (less than 30 GPa)[4] and [5]. This mismatch of Young's modulus would lead to bone resorption and implant loosening resulted from the so-called “stress shielding” effect[4] and [6]. In order to reduce the “stress shielding” effect, a considerable amount of studies have been done to decrease the Young's modulus of titanium alloys, and an alternative approach is introduction of pore structure in titanium alloys[7], [8], [9], [10] and [11]. Interconnected pores in titanium and its alloys not only can solve problems associated with the “stress shielding” effect through tailoring porosity but also can enhance bone ingrowth and improve fixation[7], [12], [13] and [14]. Nevertheless, a critical issue about the application of porous titanium and its alloys to bone implants is the risk of decrease in mechanical strength[15]. Porous biomaterials for load-bearing applications should have mechanical strength that is able to withstand the physiological load without failure. For instance, compressive stress should be close to that of natural bone. Therefore, it is a challenge for porous titanium and its alloys to reach a desired compromise between strength and Young's modulus when adaptions of mechanical properties are used to bone implant applications. ...
... Porous titanium and its alloys can be fabricated by different methods including powder sintering[16], [17] and [18], space holder method[9], [19], [20] and [21], freeze casting[22], [23], [24], [25] and [26] and rapid prototyping[8], [10], [27], [28], [29], [30] and [31]. Powder sintering is a convenient method to fabricate porous titanium, but the porosity of the fabricated porous titanium is lower than 40% and the yield stress is lower than that of the natural bone, as demonstrated by Oh et al.[18]. The freeze casting method enables porous biomaterials to have compressive strength close to that of natural bone, but its main drawback underlined by Yook et al. is that the pore size does not exceed 300 µm for a long manufacturing time of 7 days[24] and [32]. Porous titanium with larger pore size can be fabricated by space holder method but it is difficult to ensure all the space-holders such as NaCl and NH4HCO3 to be removed from the sample. In recent years, rapid prototyping has been paid much attention for fabricating porous titanium. Rapid prototyping is a flexible method which includes selective laser melting (SLM)[10], [33] and [34] and selective electron beam melting (SEBM)[35], [36], [37] and [38]. This fabrication processing has better control of the pore structure such as porosity, pore size and morphology. However, the fabricated porous titanium and its alloys sometimes have defects such as unmelted powders, internal porosity and high notch sensitivity which may deteriorate the mechanical properties[10] and [39]. ...
... Comparison of yield stress for porous titanium and porous Ti6Al4V alloys fabricated by different methods[8], [10], [18], [27], [46], [47] and [48]. ...
2
2013
... Titanium and its alloys, due to their superior mechanical properties, excellent corrosion resistance and good biocompatibility, have been widely used for bone replacement applications such as dental implants and some joint replacement parts[1], [2] and [3]. However, one of the main limitations that reduce the reliability of titanium implants in many cases is the mismatch of Young's modulus between solid titanium (about 110 GPa) and natural bone (less than 30 GPa)[4] and [5]. This mismatch of Young's modulus would lead to bone resorption and implant loosening resulted from the so-called “stress shielding” effect[4] and [6]. In order to reduce the “stress shielding” effect, a considerable amount of studies have been done to decrease the Young's modulus of titanium alloys, and an alternative approach is introduction of pore structure in titanium alloys[7], [8], [9], [10] and [11]. Interconnected pores in titanium and its alloys not only can solve problems associated with the “stress shielding” effect through tailoring porosity but also can enhance bone ingrowth and improve fixation[7], [12], [13] and [14]. Nevertheless, a critical issue about the application of porous titanium and its alloys to bone implants is the risk of decrease in mechanical strength[15]. Porous biomaterials for load-bearing applications should have mechanical strength that is able to withstand the physiological load without failure. For instance, compressive stress should be close to that of natural bone. Therefore, it is a challenge for porous titanium and its alloys to reach a desired compromise between strength and Young's modulus when adaptions of mechanical properties are used to bone implant applications. ...
... Porous titanium and its alloys can be fabricated by different methods including powder sintering[16], [17] and [18], space holder method[9], [19], [20] and [21], freeze casting[22], [23], [24], [25] and [26] and rapid prototyping[8], [10], [27], [28], [29], [30] and [31]. Powder sintering is a convenient method to fabricate porous titanium, but the porosity of the fabricated porous titanium is lower than 40% and the yield stress is lower than that of the natural bone, as demonstrated by Oh et al.[18]. The freeze casting method enables porous biomaterials to have compressive strength close to that of natural bone, but its main drawback underlined by Yook et al. is that the pore size does not exceed 300 µm for a long manufacturing time of 7 days[24] and [32]. Porous titanium with larger pore size can be fabricated by space holder method but it is difficult to ensure all the space-holders such as NaCl and NH4HCO3 to be removed from the sample. In recent years, rapid prototyping has been paid much attention for fabricating porous titanium. Rapid prototyping is a flexible method which includes selective laser melting (SLM)[10], [33] and [34] and selective electron beam melting (SEBM)[35], [36], [37] and [38]. This fabrication processing has better control of the pore structure such as porosity, pore size and morphology. However, the fabricated porous titanium and its alloys sometimes have defects such as unmelted powders, internal porosity and high notch sensitivity which may deteriorate the mechanical properties[10] and [39]. ...
5
2013
... Titanium and its alloys, due to their superior mechanical properties, excellent corrosion resistance and good biocompatibility, have been widely used for bone replacement applications such as dental implants and some joint replacement parts[1], [2] and [3]. However, one of the main limitations that reduce the reliability of titanium implants in many cases is the mismatch of Young's modulus between solid titanium (about 110 GPa) and natural bone (less than 30 GPa)[4] and [5]. This mismatch of Young's modulus would lead to bone resorption and implant loosening resulted from the so-called “stress shielding” effect[4] and [6]. In order to reduce the “stress shielding” effect, a considerable amount of studies have been done to decrease the Young's modulus of titanium alloys, and an alternative approach is introduction of pore structure in titanium alloys[7], [8], [9], [10] and [11]. Interconnected pores in titanium and its alloys not only can solve problems associated with the “stress shielding” effect through tailoring porosity but also can enhance bone ingrowth and improve fixation[7], [12], [13] and [14]. Nevertheless, a critical issue about the application of porous titanium and its alloys to bone implants is the risk of decrease in mechanical strength[15]. Porous biomaterials for load-bearing applications should have mechanical strength that is able to withstand the physiological load without failure. For instance, compressive stress should be close to that of natural bone. Therefore, it is a challenge for porous titanium and its alloys to reach a desired compromise between strength and Young's modulus when adaptions of mechanical properties are used to bone implant applications. ...
... Porous titanium and its alloys can be fabricated by different methods including powder sintering[16], [17] and [18], space holder method[9], [19], [20] and [21], freeze casting[22], [23], [24], [25] and [26] and rapid prototyping[8], [10], [27], [28], [29], [30] and [31]. Powder sintering is a convenient method to fabricate porous titanium, but the porosity of the fabricated porous titanium is lower than 40% and the yield stress is lower than that of the natural bone, as demonstrated by Oh et al.[18]. The freeze casting method enables porous biomaterials to have compressive strength close to that of natural bone, but its main drawback underlined by Yook et al. is that the pore size does not exceed 300 µm for a long manufacturing time of 7 days[24] and [32]. Porous titanium with larger pore size can be fabricated by space holder method but it is difficult to ensure all the space-holders such as NaCl and NH4HCO3 to be removed from the sample. In recent years, rapid prototyping has been paid much attention for fabricating porous titanium. Rapid prototyping is a flexible method which includes selective laser melting (SLM)[10], [33] and [34] and selective electron beam melting (SEBM)[35], [36], [37] and [38]. This fabrication processing has better control of the pore structure such as porosity, pore size and morphology. However, the fabricated porous titanium and its alloys sometimes have defects such as unmelted powders, internal porosity and high notch sensitivity which may deteriorate the mechanical properties[10] and [39]. ...
... [10], [33] and [34] and selective electron beam melting (SEBM)[35], [36], [37] and [38]. This fabrication processing has better control of the pore structure such as porosity, pore size and morphology. However, the fabricated porous titanium and its alloys sometimes have defects such as unmelted powders, internal porosity and high notch sensitivity which may deteriorate the mechanical properties[10] and [39]. ...
... [10] and [39]. ...
... Comparison of yield stress for porous titanium and porous Ti6Al4V alloys fabricated by different methods[8], [10], [18], [27], [46], [47] and [48]. ...
2
2014
... Titanium and its alloys, due to their superior mechanical properties, excellent corrosion resistance and good biocompatibility, have been widely used for bone replacement applications such as dental implants and some joint replacement parts[1], [2] and [3]. However, one of the main limitations that reduce the reliability of titanium implants in many cases is the mismatch of Young's modulus between solid titanium (about 110 GPa) and natural bone (less than 30 GPa)[4] and [5]. This mismatch of Young's modulus would lead to bone resorption and implant loosening resulted from the so-called “stress shielding” effect[4] and [6]. In order to reduce the “stress shielding” effect, a considerable amount of studies have been done to decrease the Young's modulus of titanium alloys, and an alternative approach is introduction of pore structure in titanium alloys[7], [8], [9], [10] and [11]. Interconnected pores in titanium and its alloys not only can solve problems associated with the “stress shielding” effect through tailoring porosity but also can enhance bone ingrowth and improve fixation[7], [12], [13] and [14]. Nevertheless, a critical issue about the application of porous titanium and its alloys to bone implants is the risk of decrease in mechanical strength[15]. Porous biomaterials for load-bearing applications should have mechanical strength that is able to withstand the physiological load without failure. For instance, compressive stress should be close to that of natural bone. Therefore, it is a challenge for porous titanium and its alloys to reach a desired compromise between strength and Young's modulus when adaptions of mechanical properties are used to bone implant applications. ...
... The relationship between compressive properties and relative density for porous Ti6Al4V alloys fabricated at 950 °C using Type II meshes is shown in Fig. 7. For present solid Ti6Al4V alloys, the Young's modulus (Es) and yield stress (σys) are 122 GPa and 980 MPa, respectively[11]. Obviously, both Young's modulus and yield stress increase with increasing relative density. For porous Ti6Al4V alloys with 30%-70% relative density, Young's modulus and yield stress are in the ranges of 7-40 GPa and 90-500 MPa, respectively. Previous studies on compressive properties of cortical bone show that the compressive Young's modulus and yield stress of cortical bone are in the ranges of 5-25 GPa and 50-250 MPa, respectively, as shown in Fig. 7[45]. It is obvious that compressive properties of porous Ti6Al4V alloys with 60%-70% porosity are in the range of corresponding properties of cortical bone. By fitting the data with Eqs. (2) and (3), exponents of n1 and n2 are equal to 1.95 and 1.96, respectively. The relationship between compressive properties and relative density of porous Ti6Al4V alloys conforms well to Gibson-Ashby model, which indicates that Young's modulus and yield stress can be tailored by relative density to match those of the cortical bone. ...
1
2006
... Titanium and its alloys, due to their superior mechanical properties, excellent corrosion resistance and good biocompatibility, have been widely used for bone replacement applications such as dental implants and some joint replacement parts[1], [2] and [3]. However, one of the main limitations that reduce the reliability of titanium implants in many cases is the mismatch of Young's modulus between solid titanium (about 110 GPa) and natural bone (less than 30 GPa)[4] and [5]. This mismatch of Young's modulus would lead to bone resorption and implant loosening resulted from the so-called “stress shielding” effect[4] and [6]. In order to reduce the “stress shielding” effect, a considerable amount of studies have been done to decrease the Young's modulus of titanium alloys, and an alternative approach is introduction of pore structure in titanium alloys[7], [8], [9], [10] and [11]. Interconnected pores in titanium and its alloys not only can solve problems associated with the “stress shielding” effect through tailoring porosity but also can enhance bone ingrowth and improve fixation[7], [12], [13] and [14]. Nevertheless, a critical issue about the application of porous titanium and its alloys to bone implants is the risk of decrease in mechanical strength[15]. Porous biomaterials for load-bearing applications should have mechanical strength that is able to withstand the physiological load without failure. For instance, compressive stress should be close to that of natural bone. Therefore, it is a challenge for porous titanium and its alloys to reach a desired compromise between strength and Young's modulus when adaptions of mechanical properties are used to bone implant applications. ...
5
2015
... Titanium and its alloys, due to their superior mechanical properties, excellent corrosion resistance and good biocompatibility, have been widely used for bone replacement applications such as dental implants and some joint replacement parts[1], [2] and [3]. However, one of the main limitations that reduce the reliability of titanium implants in many cases is the mismatch of Young's modulus between solid titanium (about 110 GPa) and natural bone (less than 30 GPa)[4] and [5]. This mismatch of Young's modulus would lead to bone resorption and implant loosening resulted from the so-called “stress shielding” effect[4] and [6]. In order to reduce the “stress shielding” effect, a considerable amount of studies have been done to decrease the Young's modulus of titanium alloys, and an alternative approach is introduction of pore structure in titanium alloys[7], [8], [9], [10] and [11]. Interconnected pores in titanium and its alloys not only can solve problems associated with the “stress shielding” effect through tailoring porosity but also can enhance bone ingrowth and improve fixation[7], [12], [13] and [14]. Nevertheless, a critical issue about the application of porous titanium and its alloys to bone implants is the risk of decrease in mechanical strength[15]. Porous biomaterials for load-bearing applications should have mechanical strength that is able to withstand the physiological load without failure. For instance, compressive stress should be close to that of natural bone. Therefore, it is a challenge for porous titanium and its alloys to reach a desired compromise between strength and Young's modulus when adaptions of mechanical properties are used to bone implant applications. ...
... In the present work, anisotropic porous Ti6Al4V alloys with 30%-70% porosity and different pore sizes were fabricated by diffusion bonding of alloy meshes. Compressive behavior of porous Ti6Al4V alloys in the out-of-plane direction was studied. The definition of out-of-plane and in-plane directions can be found in Refs. [13] and [40]. The relationship among diffusion bonding temperature, porosity, pore size and compressive properties was discussed based on the compressive deformation mode. Porous Ti6Al4V alloys having potential for cortical bone implant applications were provided through adaption of compressive properties. ...
... Porous Ti6Al4V alloys were fabricated by diffusion bonding of Ti6All4V alloy meshes. Three types of alloy meshes (marked as Types I, II and III) were used as starting materials, as shown in Fig. 1. Table 1 gives pore structure parameters, including pore size, wire diameter and aspect ratio, of these three types of alloy meshes. Before diffusion bonding, the mesh surface was treated by acid solution. Certain numbers of surface-treated meshes were regularly stacked layer by layer to form a rectangular sample. Then the sample was placed in the furnace of diffusion bonding equipment. Four different diffusion bonding temperatures including 850, 900, 950 and 970 °C were adopted in the experiment. The holding time at each diffusion bonding temperature was 1.5 h. The vacuum pressure was maintained about 6.6 × 10-3 Pa during the diffusion bonding process. More details about the fabrication process can be found in Refs. [13] and [40]. Porous Ti6Al4V alloys with 30%-70% porosity and different pore sizes were fabricated by using the above process. ...
... Porous Ti6Al4V samples were scanned by a Micro-CT scanner (Siemens Inveon) with a slice of 10 µm. The output format of Micro-CT scanning was 512 × 512 pixels image in DICOM format with an isotropic voxel. Based on the Micro-CT results, the pore size of porous samples was calculated by a reconstruction software of Mimics 14.11. More details of the calculation process can be found in Ref. [13]. Scanning electron microscopy (SEM, JEOL-JSM6330F) was also used to clearly characterize the pore structure. The porosity (P) of porous Ti6Al4V samples was calculated by mass-volume method with Eq. (1). ...
... Fig. 4 shows nominal compressive stress-strain curves in the out-of-plane direction for porous Ti6Al4V alloys fabricated by type II meshes. It is obvious that features of stress-strain curves are different for different porosity. As the porosity is lower than 50%, the stress-strain curves exhibit four deformation regions: an initial linear-elastic region, a region with slow increase in stress, a plateau region with sharp fluctuation in stress and a final densification region. However, when the porosity is higher than 50%, stress-strain curves consist of a yield point after the initial linear-elastic region. The stress-strain curves exhibit four deformation regions: a linear-elastic region, a region with sharp decrease in stress after a peak point, a plateau region and a final densification region. Fig. 4 also shows images of porous Ti6Al4V samples after compression. It is obvious that the dominant compressive deformation mode is buckling of alloy meshes for porous Ti6Al4V alloy compressed in the out-of-plane direction. For porous Ti6Al4V alloys with 30% porosity, there is some uncoordinated buckling deformation during compression, as shown in Fig. 4(b). It is believed that the uncoordinated buckling deformation has resulted from the pore structure of porous Ti6Al4V alloys. For porous Ti6Al4V alloys with porosity lower than 50%, there are some misaligned mesh wires in the out-of-plane direction. This misaligned structure hinders the coordinated buckling deformation of alloy meshes and some uncoordinated buckling appears during compression. In addition, as shown in Fig. 4, there are much more fluctuations in the stress-strain curves for porous Ti6Al4V alloys compared with those for the porous titanium fabricated by the same method in Ref. [13]. This is believed to be related with the brittleness of Ti6Al4V alloys. ...
1
2005
... Titanium and its alloys, due to their superior mechanical properties, excellent corrosion resistance and good biocompatibility, have been widely used for bone replacement applications such as dental implants and some joint replacement parts[1], [2] and [3]. However, one of the main limitations that reduce the reliability of titanium implants in many cases is the mismatch of Young's modulus between solid titanium (about 110 GPa) and natural bone (less than 30 GPa)[4] and [5]. This mismatch of Young's modulus would lead to bone resorption and implant loosening resulted from the so-called “stress shielding” effect[4] and [6]. In order to reduce the “stress shielding” effect, a considerable amount of studies have been done to decrease the Young's modulus of titanium alloys, and an alternative approach is introduction of pore structure in titanium alloys[7], [8], [9], [10] and [11]. Interconnected pores in titanium and its alloys not only can solve problems associated with the “stress shielding” effect through tailoring porosity but also can enhance bone ingrowth and improve fixation[7], [12], [13] and [14]. Nevertheless, a critical issue about the application of porous titanium and its alloys to bone implants is the risk of decrease in mechanical strength[15]. Porous biomaterials for load-bearing applications should have mechanical strength that is able to withstand the physiological load without failure. For instance, compressive stress should be close to that of natural bone. Therefore, it is a challenge for porous titanium and its alloys to reach a desired compromise between strength and Young's modulus when adaptions of mechanical properties are used to bone implant applications. ...
1
2014
... Titanium and its alloys, due to their superior mechanical properties, excellent corrosion resistance and good biocompatibility, have been widely used for bone replacement applications such as dental implants and some joint replacement parts[1], [2] and [3]. However, one of the main limitations that reduce the reliability of titanium implants in many cases is the mismatch of Young's modulus between solid titanium (about 110 GPa) and natural bone (less than 30 GPa)[4] and [5]. This mismatch of Young's modulus would lead to bone resorption and implant loosening resulted from the so-called “stress shielding” effect[4] and [6]. In order to reduce the “stress shielding” effect, a considerable amount of studies have been done to decrease the Young's modulus of titanium alloys, and an alternative approach is introduction of pore structure in titanium alloys[7], [8], [9], [10] and [11]. Interconnected pores in titanium and its alloys not only can solve problems associated with the “stress shielding” effect through tailoring porosity but also can enhance bone ingrowth and improve fixation[7], [12], [13] and [14]. Nevertheless, a critical issue about the application of porous titanium and its alloys to bone implants is the risk of decrease in mechanical strength[15]. Porous biomaterials for load-bearing applications should have mechanical strength that is able to withstand the physiological load without failure. For instance, compressive stress should be close to that of natural bone. Therefore, it is a challenge for porous titanium and its alloys to reach a desired compromise between strength and Young's modulus when adaptions of mechanical properties are used to bone implant applications. ...
1
2001
... Porous titanium and its alloys can be fabricated by different methods including powder sintering[16], [17] and [18], space holder method[9], [19], [20] and [21], freeze casting[22], [23], [24], [25] and [26] and rapid prototyping[8], [10], [27], [28], [29], [30] and [31]. Powder sintering is a convenient method to fabricate porous titanium, but the porosity of the fabricated porous titanium is lower than 40% and the yield stress is lower than that of the natural bone, as demonstrated by Oh et al.[18]. The freeze casting method enables porous biomaterials to have compressive strength close to that of natural bone, but its main drawback underlined by Yook et al. is that the pore size does not exceed 300 µm for a long manufacturing time of 7 days[24] and [32]. Porous titanium with larger pore size can be fabricated by space holder method but it is difficult to ensure all the space-holders such as NaCl and NH4HCO3 to be removed from the sample. In recent years, rapid prototyping has been paid much attention for fabricating porous titanium. Rapid prototyping is a flexible method which includes selective laser melting (SLM)[10], [33] and [34] and selective electron beam melting (SEBM)[35], [36], [37] and [38]. This fabrication processing has better control of the pore structure such as porosity, pore size and morphology. However, the fabricated porous titanium and its alloys sometimes have defects such as unmelted powders, internal porosity and high notch sensitivity which may deteriorate the mechanical properties[10] and [39]. ...
1
2002
... Porous titanium and its alloys can be fabricated by different methods including powder sintering[16], [17] and [18], space holder method[9], [19], [20] and [21], freeze casting[22], [23], [24], [25] and [26] and rapid prototyping[8], [10], [27], [28], [29], [30] and [31]. Powder sintering is a convenient method to fabricate porous titanium, but the porosity of the fabricated porous titanium is lower than 40% and the yield stress is lower than that of the natural bone, as demonstrated by Oh et al.[18]. The freeze casting method enables porous biomaterials to have compressive strength close to that of natural bone, but its main drawback underlined by Yook et al. is that the pore size does not exceed 300 µm for a long manufacturing time of 7 days[24] and [32]. Porous titanium with larger pore size can be fabricated by space holder method but it is difficult to ensure all the space-holders such as NaCl and NH4HCO3 to be removed from the sample. In recent years, rapid prototyping has been paid much attention for fabricating porous titanium. Rapid prototyping is a flexible method which includes selective laser melting (SLM)[10], [33] and [34] and selective electron beam melting (SEBM)[35], [36], [37] and [38]. This fabrication processing has better control of the pore structure such as porosity, pore size and morphology. However, the fabricated porous titanium and its alloys sometimes have defects such as unmelted powders, internal porosity and high notch sensitivity which may deteriorate the mechanical properties[10] and [39]. ...
3
2003
... Porous titanium and its alloys can be fabricated by different methods including powder sintering[16], [17] and [18], space holder method[9], [19], [20] and [21], freeze casting[22], [23], [24], [25] and [26] and rapid prototyping[8], [10], [27], [28], [29], [30] and [31]. Powder sintering is a convenient method to fabricate porous titanium, but the porosity of the fabricated porous titanium is lower than 40% and the yield stress is lower than that of the natural bone, as demonstrated by Oh et al.[18]. The freeze casting method enables porous biomaterials to have compressive strength close to that of natural bone, but its main drawback underlined by Yook et al. is that the pore size does not exceed 300 µm for a long manufacturing time of 7 days[24] and [32]. Porous titanium with larger pore size can be fabricated by space holder method but it is difficult to ensure all the space-holders such as NaCl and NH4HCO3 to be removed from the sample. In recent years, rapid prototyping has been paid much attention for fabricating porous titanium. Rapid prototyping is a flexible method which includes selective laser melting (SLM)[10], [33] and [34] and selective electron beam melting (SEBM)[35], [36], [37] and [38]. This fabrication processing has better control of the pore structure such as porosity, pore size and morphology. However, the fabricated porous titanium and its alloys sometimes have defects such as unmelted powders, internal porosity and high notch sensitivity which may deteriorate the mechanical properties[10] and [39]. ...
... [18]. The freeze casting method enables porous biomaterials to have compressive strength close to that of natural bone, but its main drawback underlined by Yook et al. is that the pore size does not exceed 300 µm for a long manufacturing time of 7 days[24] and [32]. Porous titanium with larger pore size can be fabricated by space holder method but it is difficult to ensure all the space-holders such as NaCl and NH4HCO3 to be removed from the sample. In recent years, rapid prototyping has been paid much attention for fabricating porous titanium. Rapid prototyping is a flexible method which includes selective laser melting (SLM)[10], [33] and [34] and selective electron beam melting (SEBM)[35], [36], [37] and [38]. This fabrication processing has better control of the pore structure such as porosity, pore size and morphology. However, the fabricated porous titanium and its alloys sometimes have defects such as unmelted powders, internal porosity and high notch sensitivity which may deteriorate the mechanical properties[10] and [39]. ...
... Comparison of yield stress for porous titanium and porous Ti6Al4V alloys fabricated by different methods[8], [10], [18], [27], [46], [47] and [48]. ...
1
2013
... Porous titanium and its alloys can be fabricated by different methods including powder sintering[16], [17] and [18], space holder method[9], [19], [20] and [21], freeze casting[22], [23], [24], [25] and [26] and rapid prototyping[8], [10], [27], [28], [29], [30] and [31]. Powder sintering is a convenient method to fabricate porous titanium, but the porosity of the fabricated porous titanium is lower than 40% and the yield stress is lower than that of the natural bone, as demonstrated by Oh et al.[18]. The freeze casting method enables porous biomaterials to have compressive strength close to that of natural bone, but its main drawback underlined by Yook et al. is that the pore size does not exceed 300 µm for a long manufacturing time of 7 days[24] and [32]. Porous titanium with larger pore size can be fabricated by space holder method but it is difficult to ensure all the space-holders such as NaCl and NH4HCO3 to be removed from the sample. In recent years, rapid prototyping has been paid much attention for fabricating porous titanium. Rapid prototyping is a flexible method which includes selective laser melting (SLM)[10], [33] and [34] and selective electron beam melting (SEBM)[35], [36], [37] and [38]. This fabrication processing has better control of the pore structure such as porosity, pore size and morphology. However, the fabricated porous titanium and its alloys sometimes have defects such as unmelted powders, internal porosity and high notch sensitivity which may deteriorate the mechanical properties[10] and [39]. ...
1
2010
... Porous titanium and its alloys can be fabricated by different methods including powder sintering[16], [17] and [18], space holder method[9], [19], [20] and [21], freeze casting[22], [23], [24], [25] and [26] and rapid prototyping[8], [10], [27], [28], [29], [30] and [31]. Powder sintering is a convenient method to fabricate porous titanium, but the porosity of the fabricated porous titanium is lower than 40% and the yield stress is lower than that of the natural bone, as demonstrated by Oh et al.[18]. The freeze casting method enables porous biomaterials to have compressive strength close to that of natural bone, but its main drawback underlined by Yook et al. is that the pore size does not exceed 300 µm for a long manufacturing time of 7 days[24] and [32]. Porous titanium with larger pore size can be fabricated by space holder method but it is difficult to ensure all the space-holders such as NaCl and NH4HCO3 to be removed from the sample. In recent years, rapid prototyping has been paid much attention for fabricating porous titanium. Rapid prototyping is a flexible method which includes selective laser melting (SLM)[10], [33] and [34] and selective electron beam melting (SEBM)[35], [36], [37] and [38]. This fabrication processing has better control of the pore structure such as porosity, pore size and morphology. However, the fabricated porous titanium and its alloys sometimes have defects such as unmelted powders, internal porosity and high notch sensitivity which may deteriorate the mechanical properties[10] and [39]. ...
1
2009
... Porous titanium and its alloys can be fabricated by different methods including powder sintering[16], [17] and [18], space holder method[9], [19], [20] and [21], freeze casting[22], [23], [24], [25] and [26] and rapid prototyping[8], [10], [27], [28], [29], [30] and [31]. Powder sintering is a convenient method to fabricate porous titanium, but the porosity of the fabricated porous titanium is lower than 40% and the yield stress is lower than that of the natural bone, as demonstrated by Oh et al.[18]. The freeze casting method enables porous biomaterials to have compressive strength close to that of natural bone, but its main drawback underlined by Yook et al. is that the pore size does not exceed 300 µm for a long manufacturing time of 7 days[24] and [32]. Porous titanium with larger pore size can be fabricated by space holder method but it is difficult to ensure all the space-holders such as NaCl and NH4HCO3 to be removed from the sample. In recent years, rapid prototyping has been paid much attention for fabricating porous titanium. Rapid prototyping is a flexible method which includes selective laser melting (SLM)[10], [33] and [34] and selective electron beam melting (SEBM)[35], [36], [37] and [38]. This fabrication processing has better control of the pore structure such as porosity, pore size and morphology. However, the fabricated porous titanium and its alloys sometimes have defects such as unmelted powders, internal porosity and high notch sensitivity which may deteriorate the mechanical properties[10] and [39]. ...
1
2008
... Porous titanium and its alloys can be fabricated by different methods including powder sintering[16], [17] and [18], space holder method[9], [19], [20] and [21], freeze casting[22], [23], [24], [25] and [26] and rapid prototyping[8], [10], [27], [28], [29], [30] and [31]. Powder sintering is a convenient method to fabricate porous titanium, but the porosity of the fabricated porous titanium is lower than 40% and the yield stress is lower than that of the natural bone, as demonstrated by Oh et al.[18]. The freeze casting method enables porous biomaterials to have compressive strength close to that of natural bone, but its main drawback underlined by Yook et al. is that the pore size does not exceed 300 µm for a long manufacturing time of 7 days[24] and [32]. Porous titanium with larger pore size can be fabricated by space holder method but it is difficult to ensure all the space-holders such as NaCl and NH4HCO3 to be removed from the sample. In recent years, rapid prototyping has been paid much attention for fabricating porous titanium. Rapid prototyping is a flexible method which includes selective laser melting (SLM)[10], [33] and [34] and selective electron beam melting (SEBM)[35], [36], [37] and [38]. This fabrication processing has better control of the pore structure such as porosity, pore size and morphology. However, the fabricated porous titanium and its alloys sometimes have defects such as unmelted powders, internal porosity and high notch sensitivity which may deteriorate the mechanical properties[10] and [39]. ...
1
2013
... Porous titanium and its alloys can be fabricated by different methods including powder sintering[16], [17] and [18], space holder method[9], [19], [20] and [21], freeze casting[22], [23], [24], [25] and [26] and rapid prototyping[8], [10], [27], [28], [29], [30] and [31]. Powder sintering is a convenient method to fabricate porous titanium, but the porosity of the fabricated porous titanium is lower than 40% and the yield stress is lower than that of the natural bone, as demonstrated by Oh et al.[18]. The freeze casting method enables porous biomaterials to have compressive strength close to that of natural bone, but its main drawback underlined by Yook et al. is that the pore size does not exceed 300 µm for a long manufacturing time of 7 days[24] and [32]. Porous titanium with larger pore size can be fabricated by space holder method but it is difficult to ensure all the space-holders such as NaCl and NH4HCO3 to be removed from the sample. In recent years, rapid prototyping has been paid much attention for fabricating porous titanium. Rapid prototyping is a flexible method which includes selective laser melting (SLM)[10], [33] and [34] and selective electron beam melting (SEBM)[35], [36], [37] and [38]. This fabrication processing has better control of the pore structure such as porosity, pore size and morphology. However, the fabricated porous titanium and its alloys sometimes have defects such as unmelted powders, internal porosity and high notch sensitivity which may deteriorate the mechanical properties[10] and [39]. ...
2
2009
... Porous titanium and its alloys can be fabricated by different methods including powder sintering[16], [17] and [18], space holder method[9], [19], [20] and [21], freeze casting[22], [23], [24], [25] and [26] and rapid prototyping[8], [10], [27], [28], [29], [30] and [31]. Powder sintering is a convenient method to fabricate porous titanium, but the porosity of the fabricated porous titanium is lower than 40% and the yield stress is lower than that of the natural bone, as demonstrated by Oh et al.[18]. The freeze casting method enables porous biomaterials to have compressive strength close to that of natural bone, but its main drawback underlined by Yook et al. is that the pore size does not exceed 300 µm for a long manufacturing time of 7 days[24] and [32]. Porous titanium with larger pore size can be fabricated by space holder method but it is difficult to ensure all the space-holders such as NaCl and NH4HCO3 to be removed from the sample. In recent years, rapid prototyping has been paid much attention for fabricating porous titanium. Rapid prototyping is a flexible method which includes selective laser melting (SLM)[10], [33] and [34] and selective electron beam melting (SEBM)[35], [36], [37] and [38]. This fabrication processing has better control of the pore structure such as porosity, pore size and morphology. However, the fabricated porous titanium and its alloys sometimes have defects such as unmelted powders, internal porosity and high notch sensitivity which may deteriorate the mechanical properties[10] and [39]. ...
... [24] and [32]. Porous titanium with larger pore size can be fabricated by space holder method but it is difficult to ensure all the space-holders such as NaCl and NH4HCO3 to be removed from the sample. In recent years, rapid prototyping has been paid much attention for fabricating porous titanium. Rapid prototyping is a flexible method which includes selective laser melting (SLM)[10], [33] and [34] and selective electron beam melting (SEBM)[35], [36], [37] and [38]. This fabrication processing has better control of the pore structure such as porosity, pore size and morphology. However, the fabricated porous titanium and its alloys sometimes have defects such as unmelted powders, internal porosity and high notch sensitivity which may deteriorate the mechanical properties[10] and [39]. ...
1
2009
... Porous titanium and its alloys can be fabricated by different methods including powder sintering[16], [17] and [18], space holder method[9], [19], [20] and [21], freeze casting[22], [23], [24], [25] and [26] and rapid prototyping[8], [10], [27], [28], [29], [30] and [31]. Powder sintering is a convenient method to fabricate porous titanium, but the porosity of the fabricated porous titanium is lower than 40% and the yield stress is lower than that of the natural bone, as demonstrated by Oh et al.[18]. The freeze casting method enables porous biomaterials to have compressive strength close to that of natural bone, but its main drawback underlined by Yook et al. is that the pore size does not exceed 300 µm for a long manufacturing time of 7 days[24] and [32]. Porous titanium with larger pore size can be fabricated by space holder method but it is difficult to ensure all the space-holders such as NaCl and NH4HCO3 to be removed from the sample. In recent years, rapid prototyping has been paid much attention for fabricating porous titanium. Rapid prototyping is a flexible method which includes selective laser melting (SLM)[10], [33] and [34] and selective electron beam melting (SEBM)[35], [36], [37] and [38]. This fabrication processing has better control of the pore structure such as porosity, pore size and morphology. However, the fabricated porous titanium and its alloys sometimes have defects such as unmelted powders, internal porosity and high notch sensitivity which may deteriorate the mechanical properties[10] and [39]. ...
1
2012
... Porous titanium and its alloys can be fabricated by different methods including powder sintering[16], [17] and [18], space holder method[9], [19], [20] and [21], freeze casting[22], [23], [24], [25] and [26] and rapid prototyping[8], [10], [27], [28], [29], [30] and [31]. Powder sintering is a convenient method to fabricate porous titanium, but the porosity of the fabricated porous titanium is lower than 40% and the yield stress is lower than that of the natural bone, as demonstrated by Oh et al.[18]. The freeze casting method enables porous biomaterials to have compressive strength close to that of natural bone, but its main drawback underlined by Yook et al. is that the pore size does not exceed 300 µm for a long manufacturing time of 7 days[24] and [32]. Porous titanium with larger pore size can be fabricated by space holder method but it is difficult to ensure all the space-holders such as NaCl and NH4HCO3 to be removed from the sample. In recent years, rapid prototyping has been paid much attention for fabricating porous titanium. Rapid prototyping is a flexible method which includes selective laser melting (SLM)[10], [33] and [34] and selective electron beam melting (SEBM)[35], [36], [37] and [38]. This fabrication processing has better control of the pore structure such as porosity, pore size and morphology. However, the fabricated porous titanium and its alloys sometimes have defects such as unmelted powders, internal porosity and high notch sensitivity which may deteriorate the mechanical properties[10] and [39]. ...
2
2007
... Porous titanium and its alloys can be fabricated by different methods including powder sintering[16], [17] and [18], space holder method[9], [19], [20] and [21], freeze casting[22], [23], [24], [25] and [26] and rapid prototyping[8], [10], [27], [28], [29], [30] and [31]. Powder sintering is a convenient method to fabricate porous titanium, but the porosity of the fabricated porous titanium is lower than 40% and the yield stress is lower than that of the natural bone, as demonstrated by Oh et al.[18]. The freeze casting method enables porous biomaterials to have compressive strength close to that of natural bone, but its main drawback underlined by Yook et al. is that the pore size does not exceed 300 µm for a long manufacturing time of 7 days[24] and [32]. Porous titanium with larger pore size can be fabricated by space holder method but it is difficult to ensure all the space-holders such as NaCl and NH4HCO3 to be removed from the sample. In recent years, rapid prototyping has been paid much attention for fabricating porous titanium. Rapid prototyping is a flexible method which includes selective laser melting (SLM)[10], [33] and [34] and selective electron beam melting (SEBM)[35], [36], [37] and [38]. This fabrication processing has better control of the pore structure such as porosity, pore size and morphology. However, the fabricated porous titanium and its alloys sometimes have defects such as unmelted powders, internal porosity and high notch sensitivity which may deteriorate the mechanical properties[10] and [39]. ...
... Comparison of yield stress for porous titanium and porous Ti6Al4V alloys fabricated by different methods[8], [10], [18], [27], [46], [47] and [48]. ...
1
2007
... Porous titanium and its alloys can be fabricated by different methods including powder sintering[16], [17] and [18], space holder method[9], [19], [20] and [21], freeze casting[22], [23], [24], [25] and [26] and rapid prototyping[8], [10], [27], [28], [29], [30] and [31]. Powder sintering is a convenient method to fabricate porous titanium, but the porosity of the fabricated porous titanium is lower than 40% and the yield stress is lower than that of the natural bone, as demonstrated by Oh et al.[18]. The freeze casting method enables porous biomaterials to have compressive strength close to that of natural bone, but its main drawback underlined by Yook et al. is that the pore size does not exceed 300 µm for a long manufacturing time of 7 days[24] and [32]. Porous titanium with larger pore size can be fabricated by space holder method but it is difficult to ensure all the space-holders such as NaCl and NH4HCO3 to be removed from the sample. In recent years, rapid prototyping has been paid much attention for fabricating porous titanium. Rapid prototyping is a flexible method which includes selective laser melting (SLM)[10], [33] and [34] and selective electron beam melting (SEBM)[35], [36], [37] and [38]. This fabrication processing has better control of the pore structure such as porosity, pore size and morphology. However, the fabricated porous titanium and its alloys sometimes have defects such as unmelted powders, internal porosity and high notch sensitivity which may deteriorate the mechanical properties[10] and [39]. ...
1
2009
... Porous titanium and its alloys can be fabricated by different methods including powder sintering[16], [17] and [18], space holder method[9], [19], [20] and [21], freeze casting[22], [23], [24], [25] and [26] and rapid prototyping[8], [10], [27], [28], [29], [30] and [31]. Powder sintering is a convenient method to fabricate porous titanium, but the porosity of the fabricated porous titanium is lower than 40% and the yield stress is lower than that of the natural bone, as demonstrated by Oh et al.[18]. The freeze casting method enables porous biomaterials to have compressive strength close to that of natural bone, but its main drawback underlined by Yook et al. is that the pore size does not exceed 300 µm for a long manufacturing time of 7 days[24] and [32]. Porous titanium with larger pore size can be fabricated by space holder method but it is difficult to ensure all the space-holders such as NaCl and NH4HCO3 to be removed from the sample. In recent years, rapid prototyping has been paid much attention for fabricating porous titanium. Rapid prototyping is a flexible method which includes selective laser melting (SLM)[10], [33] and [34] and selective electron beam melting (SEBM)[35], [36], [37] and [38]. This fabrication processing has better control of the pore structure such as porosity, pore size and morphology. However, the fabricated porous titanium and its alloys sometimes have defects such as unmelted powders, internal porosity and high notch sensitivity which may deteriorate the mechanical properties[10] and [39]. ...
1
2013
... Porous titanium and its alloys can be fabricated by different methods including powder sintering[16], [17] and [18], space holder method[9], [19], [20] and [21], freeze casting[22], [23], [24], [25] and [26] and rapid prototyping[8], [10], [27], [28], [29], [30] and [31]. Powder sintering is a convenient method to fabricate porous titanium, but the porosity of the fabricated porous titanium is lower than 40% and the yield stress is lower than that of the natural bone, as demonstrated by Oh et al.[18]. The freeze casting method enables porous biomaterials to have compressive strength close to that of natural bone, but its main drawback underlined by Yook et al. is that the pore size does not exceed 300 µm for a long manufacturing time of 7 days[24] and [32]. Porous titanium with larger pore size can be fabricated by space holder method but it is difficult to ensure all the space-holders such as NaCl and NH4HCO3 to be removed from the sample. In recent years, rapid prototyping has been paid much attention for fabricating porous titanium. Rapid prototyping is a flexible method which includes selective laser melting (SLM)[10], [33] and [34] and selective electron beam melting (SEBM)[35], [36], [37] and [38]. This fabrication processing has better control of the pore structure such as porosity, pore size and morphology. However, the fabricated porous titanium and its alloys sometimes have defects such as unmelted powders, internal porosity and high notch sensitivity which may deteriorate the mechanical properties[10] and [39]. ...
1
2013
... Porous titanium and its alloys can be fabricated by different methods including powder sintering[16], [17] and [18], space holder method[9], [19], [20] and [21], freeze casting[22], [23], [24], [25] and [26] and rapid prototyping[8], [10], [27], [28], [29], [30] and [31]. Powder sintering is a convenient method to fabricate porous titanium, but the porosity of the fabricated porous titanium is lower than 40% and the yield stress is lower than that of the natural bone, as demonstrated by Oh et al.[18]. The freeze casting method enables porous biomaterials to have compressive strength close to that of natural bone, but its main drawback underlined by Yook et al. is that the pore size does not exceed 300 µm for a long manufacturing time of 7 days[24] and [32]. Porous titanium with larger pore size can be fabricated by space holder method but it is difficult to ensure all the space-holders such as NaCl and NH4HCO3 to be removed from the sample. In recent years, rapid prototyping has been paid much attention for fabricating porous titanium. Rapid prototyping is a flexible method which includes selective laser melting (SLM)[10], [33] and [34] and selective electron beam melting (SEBM)[35], [36], [37] and [38]. This fabrication processing has better control of the pore structure such as porosity, pore size and morphology. However, the fabricated porous titanium and its alloys sometimes have defects such as unmelted powders, internal porosity and high notch sensitivity which may deteriorate the mechanical properties[10] and [39]. ...
1
2012
... Porous titanium and its alloys can be fabricated by different methods including powder sintering[16], [17] and [18], space holder method[9], [19], [20] and [21], freeze casting[22], [23], [24], [25] and [26] and rapid prototyping[8], [10], [27], [28], [29], [30] and [31]. Powder sintering is a convenient method to fabricate porous titanium, but the porosity of the fabricated porous titanium is lower than 40% and the yield stress is lower than that of the natural bone, as demonstrated by Oh et al.[18]. The freeze casting method enables porous biomaterials to have compressive strength close to that of natural bone, but its main drawback underlined by Yook et al. is that the pore size does not exceed 300 µm for a long manufacturing time of 7 days[24] and [32]. Porous titanium with larger pore size can be fabricated by space holder method but it is difficult to ensure all the space-holders such as NaCl and NH4HCO3 to be removed from the sample. In recent years, rapid prototyping has been paid much attention for fabricating porous titanium. Rapid prototyping is a flexible method which includes selective laser melting (SLM)[10], [33] and [34] and selective electron beam melting (SEBM)[35], [36], [37] and [38]. This fabrication processing has better control of the pore structure such as porosity, pore size and morphology. However, the fabricated porous titanium and its alloys sometimes have defects such as unmelted powders, internal porosity and high notch sensitivity which may deteriorate the mechanical properties[10] and [39]. ...
1
2013
... Porous titanium and its alloys can be fabricated by different methods including powder sintering[16], [17] and [18], space holder method[9], [19], [20] and [21], freeze casting[22], [23], [24], [25] and [26] and rapid prototyping[8], [10], [27], [28], [29], [30] and [31]. Powder sintering is a convenient method to fabricate porous titanium, but the porosity of the fabricated porous titanium is lower than 40% and the yield stress is lower than that of the natural bone, as demonstrated by Oh et al.[18]. The freeze casting method enables porous biomaterials to have compressive strength close to that of natural bone, but its main drawback underlined by Yook et al. is that the pore size does not exceed 300 µm for a long manufacturing time of 7 days[24] and [32]. Porous titanium with larger pore size can be fabricated by space holder method but it is difficult to ensure all the space-holders such as NaCl and NH4HCO3 to be removed from the sample. In recent years, rapid prototyping has been paid much attention for fabricating porous titanium. Rapid prototyping is a flexible method which includes selective laser melting (SLM)[10], [33] and [34] and selective electron beam melting (SEBM)[35], [36], [37] and [38]. This fabrication processing has better control of the pore structure such as porosity, pore size and morphology. However, the fabricated porous titanium and its alloys sometimes have defects such as unmelted powders, internal porosity and high notch sensitivity which may deteriorate the mechanical properties[10] and [39]. ...
1
2010
... Porous titanium and its alloys can be fabricated by different methods including powder sintering[16], [17] and [18], space holder method[9], [19], [20] and [21], freeze casting[22], [23], [24], [25] and [26] and rapid prototyping[8], [10], [27], [28], [29], [30] and [31]. Powder sintering is a convenient method to fabricate porous titanium, but the porosity of the fabricated porous titanium is lower than 40% and the yield stress is lower than that of the natural bone, as demonstrated by Oh et al.[18]. The freeze casting method enables porous biomaterials to have compressive strength close to that of natural bone, but its main drawback underlined by Yook et al. is that the pore size does not exceed 300 µm for a long manufacturing time of 7 days[24] and [32]. Porous titanium with larger pore size can be fabricated by space holder method but it is difficult to ensure all the space-holders such as NaCl and NH4HCO3 to be removed from the sample. In recent years, rapid prototyping has been paid much attention for fabricating porous titanium. Rapid prototyping is a flexible method which includes selective laser melting (SLM)[10], [33] and [34] and selective electron beam melting (SEBM)[35], [36], [37] and [38]. This fabrication processing has better control of the pore structure such as porosity, pore size and morphology. However, the fabricated porous titanium and its alloys sometimes have defects such as unmelted powders, internal porosity and high notch sensitivity which may deteriorate the mechanical properties[10] and [39]. ...
1
2010
... Porous titanium and its alloys can be fabricated by different methods including powder sintering[16], [17] and [18], space holder method[9], [19], [20] and [21], freeze casting[22], [23], [24], [25] and [26] and rapid prototyping[8], [10], [27], [28], [29], [30] and [31]. Powder sintering is a convenient method to fabricate porous titanium, but the porosity of the fabricated porous titanium is lower than 40% and the yield stress is lower than that of the natural bone, as demonstrated by Oh et al.[18]. The freeze casting method enables porous biomaterials to have compressive strength close to that of natural bone, but its main drawback underlined by Yook et al. is that the pore size does not exceed 300 µm for a long manufacturing time of 7 days[24] and [32]. Porous titanium with larger pore size can be fabricated by space holder method but it is difficult to ensure all the space-holders such as NaCl and NH4HCO3 to be removed from the sample. In recent years, rapid prototyping has been paid much attention for fabricating porous titanium. Rapid prototyping is a flexible method which includes selective laser melting (SLM)[10], [33] and [34] and selective electron beam melting (SEBM)[35], [36], [37] and [38]. This fabrication processing has better control of the pore structure such as porosity, pore size and morphology. However, the fabricated porous titanium and its alloys sometimes have defects such as unmelted powders, internal porosity and high notch sensitivity which may deteriorate the mechanical properties[10] and [39]. ...
1
2012
... Porous titanium and its alloys can be fabricated by different methods including powder sintering[16], [17] and [18], space holder method[9], [19], [20] and [21], freeze casting[22], [23], [24], [25] and [26] and rapid prototyping[8], [10], [27], [28], [29], [30] and [31]. Powder sintering is a convenient method to fabricate porous titanium, but the porosity of the fabricated porous titanium is lower than 40% and the yield stress is lower than that of the natural bone, as demonstrated by Oh et al.[18]. The freeze casting method enables porous biomaterials to have compressive strength close to that of natural bone, but its main drawback underlined by Yook et al. is that the pore size does not exceed 300 µm for a long manufacturing time of 7 days[24] and [32]. Porous titanium with larger pore size can be fabricated by space holder method but it is difficult to ensure all the space-holders such as NaCl and NH4HCO3 to be removed from the sample. In recent years, rapid prototyping has been paid much attention for fabricating porous titanium. Rapid prototyping is a flexible method which includes selective laser melting (SLM)[10], [33] and [34] and selective electron beam melting (SEBM)[35], [36], [37] and [38]. This fabrication processing has better control of the pore structure such as porosity, pore size and morphology. However, the fabricated porous titanium and its alloys sometimes have defects such as unmelted powders, internal porosity and high notch sensitivity which may deteriorate the mechanical properties[10] and [39]. ...
1
2007
... Porous titanium and its alloys can be fabricated by different methods including powder sintering[16], [17] and [18], space holder method[9], [19], [20] and [21], freeze casting[22], [23], [24], [25] and [26] and rapid prototyping[8], [10], [27], [28], [29], [30] and [31]. Powder sintering is a convenient method to fabricate porous titanium, but the porosity of the fabricated porous titanium is lower than 40% and the yield stress is lower than that of the natural bone, as demonstrated by Oh et al.[18]. The freeze casting method enables porous biomaterials to have compressive strength close to that of natural bone, but its main drawback underlined by Yook et al. is that the pore size does not exceed 300 µm for a long manufacturing time of 7 days[24] and [32]. Porous titanium with larger pore size can be fabricated by space holder method but it is difficult to ensure all the space-holders such as NaCl and NH4HCO3 to be removed from the sample. In recent years, rapid prototyping has been paid much attention for fabricating porous titanium. Rapid prototyping is a flexible method which includes selective laser melting (SLM)[10], [33] and [34] and selective electron beam melting (SEBM)[35], [36], [37] and [38]. This fabrication processing has better control of the pore structure such as porosity, pore size and morphology. However, the fabricated porous titanium and its alloys sometimes have defects such as unmelted powders, internal porosity and high notch sensitivity which may deteriorate the mechanical properties[10] and [39]. ...
1
2012
... Porous titanium and its alloys can be fabricated by different methods including powder sintering[16], [17] and [18], space holder method[9], [19], [20] and [21], freeze casting[22], [23], [24], [25] and [26] and rapid prototyping[8], [10], [27], [28], [29], [30] and [31]. Powder sintering is a convenient method to fabricate porous titanium, but the porosity of the fabricated porous titanium is lower than 40% and the yield stress is lower than that of the natural bone, as demonstrated by Oh et al.[18]. The freeze casting method enables porous biomaterials to have compressive strength close to that of natural bone, but its main drawback underlined by Yook et al. is that the pore size does not exceed 300 µm for a long manufacturing time of 7 days[24] and [32]. Porous titanium with larger pore size can be fabricated by space holder method but it is difficult to ensure all the space-holders such as NaCl and NH4HCO3 to be removed from the sample. In recent years, rapid prototyping has been paid much attention for fabricating porous titanium. Rapid prototyping is a flexible method which includes selective laser melting (SLM)[10], [33] and [34] and selective electron beam melting (SEBM)[35], [36], [37] and [38]. This fabrication processing has better control of the pore structure such as porosity, pore size and morphology. However, the fabricated porous titanium and its alloys sometimes have defects such as unmelted powders, internal porosity and high notch sensitivity which may deteriorate the mechanical properties[10] and [39]. ...
1
2011
... Porous titanium and its alloys can be fabricated by different methods including powder sintering[16], [17] and [18], space holder method[9], [19], [20] and [21], freeze casting[22], [23], [24], [25] and [26] and rapid prototyping[8], [10], [27], [28], [29], [30] and [31]. Powder sintering is a convenient method to fabricate porous titanium, but the porosity of the fabricated porous titanium is lower than 40% and the yield stress is lower than that of the natural bone, as demonstrated by Oh et al.[18]. The freeze casting method enables porous biomaterials to have compressive strength close to that of natural bone, but its main drawback underlined by Yook et al. is that the pore size does not exceed 300 µm for a long manufacturing time of 7 days[24] and [32]. Porous titanium with larger pore size can be fabricated by space holder method but it is difficult to ensure all the space-holders such as NaCl and NH4HCO3 to be removed from the sample. In recent years, rapid prototyping has been paid much attention for fabricating porous titanium. Rapid prototyping is a flexible method which includes selective laser melting (SLM)[10], [33] and [34] and selective electron beam melting (SEBM)[35], [36], [37] and [38]. This fabrication processing has better control of the pore structure such as porosity, pore size and morphology. However, the fabricated porous titanium and its alloys sometimes have defects such as unmelted powders, internal porosity and high notch sensitivity which may deteriorate the mechanical properties[10] and [39]. ...
2
2014
... In the present work, anisotropic porous Ti6Al4V alloys with 30%-70% porosity and different pore sizes were fabricated by diffusion bonding of alloy meshes. Compressive behavior of porous Ti6Al4V alloys in the out-of-plane direction was studied. The definition of out-of-plane and in-plane directions can be found in Refs. [13] and [40]. The relationship among diffusion bonding temperature, porosity, pore size and compressive properties was discussed based on the compressive deformation mode. Porous Ti6Al4V alloys having potential for cortical bone implant applications were provided through adaption of compressive properties. ...
... Porous Ti6Al4V alloys were fabricated by diffusion bonding of Ti6All4V alloy meshes. Three types of alloy meshes (marked as Types I, II and III) were used as starting materials, as shown in Fig. 1. Table 1 gives pore structure parameters, including pore size, wire diameter and aspect ratio, of these three types of alloy meshes. Before diffusion bonding, the mesh surface was treated by acid solution. Certain numbers of surface-treated meshes were regularly stacked layer by layer to form a rectangular sample. Then the sample was placed in the furnace of diffusion bonding equipment. Four different diffusion bonding temperatures including 850, 900, 950 and 970 °C were adopted in the experiment. The holding time at each diffusion bonding temperature was 1.5 h. The vacuum pressure was maintained about 6.6 × 10-3 Pa during the diffusion bonding process. More details about the fabrication process can be found in Refs. [13] and [40]. Porous Ti6Al4V alloys with 30%-70% porosity and different pore sizes were fabricated by using the above process. ...
1
2011
... Porous Ti6Al4V alloys with 70% porosity fabricated by diffusion bonding using type II meshes are shown in Fig. 2. Obviously, the porous sample has anisotropic and homogenous structure. As displayed in Fig. 2(b) and (c), the pore shape is elongated and square in the out-of-plane and in-plane directions, respectively. Previous studies on biocompatibility of porous biomaterials have indicated that elongated pores are more similar to the anisotropic bone structure and can reduce “stress shielding” effect more efficiently than equiaxed pores[41] and [42]. Therefore, it is indicated that present porous Ti6Al4V alloys with elongated pores possess suitable pore structure for bone implant applications. Fig. 2(d) shows mesh hinges formed during diffusion bonding. There are no cracks or other defects in the mesh hinges and the surface of mesh wires is clean, which indicates that excellent bonding force is formed between meshes. The pore size distribution of porous Ti6Al4V alloys fabricated with type II meshes is displayed in Fig. 3. The average pore size for porous Ti6Al4V alloys with 30%-70% porosity is in the range of 240-360 µm. For the 30% porosity, more than 40% pores are in the range of 200-500 µm. With increase in porosity, pore size distribution becomes wider and more than 70% pores are in the range of 200-500 µm for porous Ti6Al4V alloys with 70% porosity. Previous studies on biocompatibility of porous biomaterials have shown that pore size in the range of 200-500 µm is more suited for bone ingrowth into pore structure[7] and [43]. It is indicated that present Ti6Al4V alloys possess porous structure for bone implant applications. ...
1
1998
... Porous Ti6Al4V alloys with 70% porosity fabricated by diffusion bonding using type II meshes are shown in Fig. 2. Obviously, the porous sample has anisotropic and homogenous structure. As displayed in Fig. 2(b) and (c), the pore shape is elongated and square in the out-of-plane and in-plane directions, respectively. Previous studies on biocompatibility of porous biomaterials have indicated that elongated pores are more similar to the anisotropic bone structure and can reduce “stress shielding” effect more efficiently than equiaxed pores[41] and [42]. Therefore, it is indicated that present porous Ti6Al4V alloys with elongated pores possess suitable pore structure for bone implant applications. Fig. 2(d) shows mesh hinges formed during diffusion bonding. There are no cracks or other defects in the mesh hinges and the surface of mesh wires is clean, which indicates that excellent bonding force is formed between meshes. The pore size distribution of porous Ti6Al4V alloys fabricated with type II meshes is displayed in Fig. 3. The average pore size for porous Ti6Al4V alloys with 30%-70% porosity is in the range of 240-360 µm. For the 30% porosity, more than 40% pores are in the range of 200-500 µm. With increase in porosity, pore size distribution becomes wider and more than 70% pores are in the range of 200-500 µm for porous Ti6Al4V alloys with 70% porosity. Previous studies on biocompatibility of porous biomaterials have shown that pore size in the range of 200-500 µm is more suited for bone ingrowth into pore structure[7] and [43]. It is indicated that present Ti6Al4V alloys possess porous structure for bone implant applications. ...
1
2011
... Porous Ti6Al4V alloys with 70% porosity fabricated by diffusion bonding using type II meshes are shown in Fig. 2. Obviously, the porous sample has anisotropic and homogenous structure. As displayed in Fig. 2(b) and (c), the pore shape is elongated and square in the out-of-plane and in-plane directions, respectively. Previous studies on biocompatibility of porous biomaterials have indicated that elongated pores are more similar to the anisotropic bone structure and can reduce “stress shielding” effect more efficiently than equiaxed pores[41] and [42]. Therefore, it is indicated that present porous Ti6Al4V alloys with elongated pores possess suitable pore structure for bone implant applications. Fig. 2(d) shows mesh hinges formed during diffusion bonding. There are no cracks or other defects in the mesh hinges and the surface of mesh wires is clean, which indicates that excellent bonding force is formed between meshes. The pore size distribution of porous Ti6Al4V alloys fabricated with type II meshes is displayed in Fig. 3. The average pore size for porous Ti6Al4V alloys with 30%-70% porosity is in the range of 240-360 µm. For the 30% porosity, more than 40% pores are in the range of 200-500 µm. With increase in porosity, pore size distribution becomes wider and more than 70% pores are in the range of 200-500 µm for porous Ti6Al4V alloys with 70% porosity. Previous studies on biocompatibility of porous biomaterials have shown that pore size in the range of 200-500 µm is more suited for bone ingrowth into pore structure[7] and [43]. It is indicated that present Ti6Al4V alloys possess porous structure for bone implant applications. ...
2
1997
... In order to develop porous biomaterials for bone implant applications, the relationship between compressive properties and relative density should be quantitatively established. Gibson et al. have studied in detail the mechanical properties of cellular solids and established the Gibson-Ashby model to illustrate the relationship between compressive properties and relative density[44]. The Gibson-Ashby model can be expressed as follows in logarithmic form: ...
... Compressive properties of porous Ti6Al4V alloys fabricated at 950 °C using different types of alloy meshes are shown in Fig. 9. Both yield stress and Young's modulus of porous Ti6Al4V alloys fabricated by type II meshes are higher than those of by type I and III meshes. The higher compressive properties of porous Ti6Al4V alloys fabricated by type II meshes are associated with the aspect ratio of alloy meshes. As discussed in Section 3.2, the dominant deformation mode is buckling of alloy meshes during compression. When a beam is experiencing buckling deformation, according to beam theory[44] and [49], Young's modulus (E) is linear with aspect ratio (D/L) of the beam, which can be expressed as: ...
1
2011
... The relationship between compressive properties and relative density for porous Ti6Al4V alloys fabricated at 950 °C using Type II meshes is shown in Fig. 7. For present solid Ti6Al4V alloys, the Young's modulus (Es) and yield stress (σys) are 122 GPa and 980 MPa, respectively[11]. Obviously, both Young's modulus and yield stress increase with increasing relative density. For porous Ti6Al4V alloys with 30%-70% relative density, Young's modulus and yield stress are in the ranges of 7-40 GPa and 90-500 MPa, respectively. Previous studies on compressive properties of cortical bone show that the compressive Young's modulus and yield stress of cortical bone are in the ranges of 5-25 GPa and 50-250 MPa, respectively, as shown in Fig. 7[45]. It is obvious that compressive properties of porous Ti6Al4V alloys with 60%-70% porosity are in the range of corresponding properties of cortical bone. By fitting the data with Eqs. (2) and (3), exponents of n1 and n2 are equal to 1.95 and 1.96, respectively. The relationship between compressive properties and relative density of porous Ti6Al4V alloys conforms well to Gibson-Ashby model, which indicates that Young's modulus and yield stress can be tailored by relative density to match those of the cortical bone. ...
2
2007
... Yield stress of porous titanium and Ti6Al4V alloys fabricated by diffusion bonding and other methods are compared in Fig. 8. The data in Fig. 8 corresponding to diffusion bonding are the yield stress for porous Ti6Al4V alloys fabricated at 950 °C using Type II meshes. For better comparison between different materials, yield stress of porous titanium and Ti6Al4V alloys is divided by the yield stress of corresponding solid titanium or Ti6Al4V alloys. The Young's modulus (Es) and yield stress (σys) of solid titanium are 110 GPa and 480 MPa, respectively[46]. As can be seen in Fig. 8, the yield stress fabricated by diffusion bonding is close to that of by rapid prototyping such as selective laser net shaping (SLNS), selective electron beam melting (SEBM) and selective laser melting (SLM), but higher than that of by powder sintering and space holder. The higher yield stress for present porous Ti6Al4V alloys has resulted from the following two aspects: (i) the structure of mesh hinges formed during the process of diffusion bonding. As shown in Fig. 2 and Fig. 6, there are no cracks or other defects in the mesh hinges, which indicates that excellent bonding force is formed between meshes; (ii) since diffusion bonding is a solid state fabrication process, there are no defects such as impurities, inclusions or other metallurgical defects formed in the porous Ti6Al4V alloys. Therefore, present porous titanium fabricated by diffusion bonding has higher yield stress. ...
... Comparison of yield stress for porous titanium and porous Ti6Al4V alloys fabricated by different methods[8], [10], [18], [27], [46], [47] and [48]. ...
1
2013
... Comparison of yield stress for porous titanium and porous Ti6Al4V alloys fabricated by different methods[8], [10], [18], [27], [46], [47] and [48]. ...
1
2008
... Comparison of yield stress for porous titanium and porous Ti6Al4V alloys fabricated by different methods[8], [10], [18], [27], [46], [47] and [48]. ...
1
2003
... Compressive properties of porous Ti6Al4V alloys fabricated at 950 °C using different types of alloy meshes are shown in Fig. 9. Both yield stress and Young's modulus of porous Ti6Al4V alloys fabricated by type II meshes are higher than those of by type I and III meshes. The higher compressive properties of porous Ti6Al4V alloys fabricated by type II meshes are associated with the aspect ratio of alloy meshes. As discussed in Section 3.2, the dominant deformation mode is buckling of alloy meshes during compression. When a beam is experiencing buckling deformation, according to beam theory[44] and [49], Young's modulus (E) is linear with aspect ratio (D/L) of the beam, which can be expressed as: ...

 , Lian Zhou
, Lian Zhou


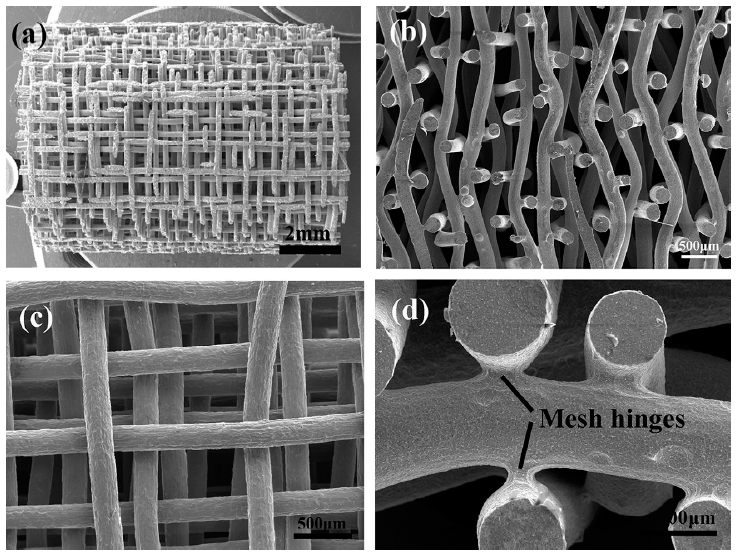
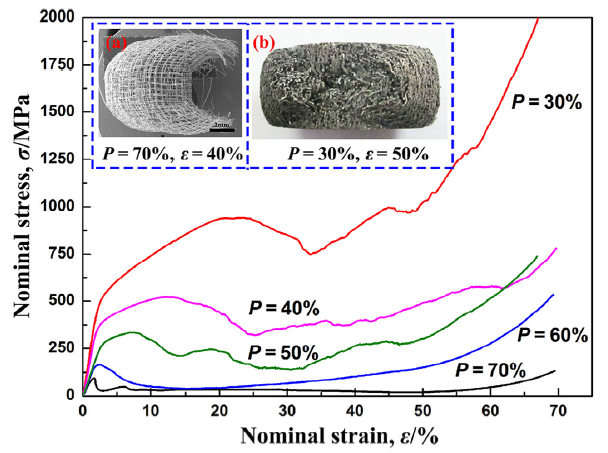
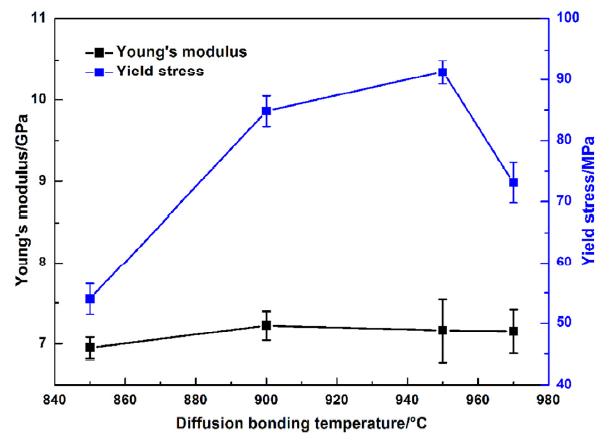
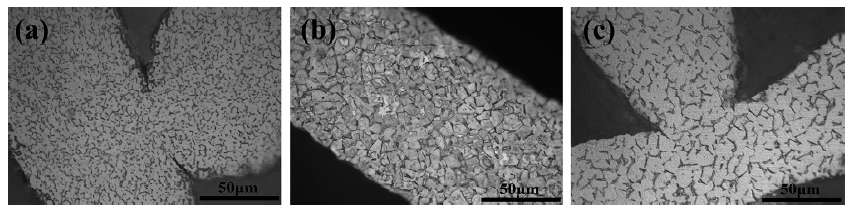



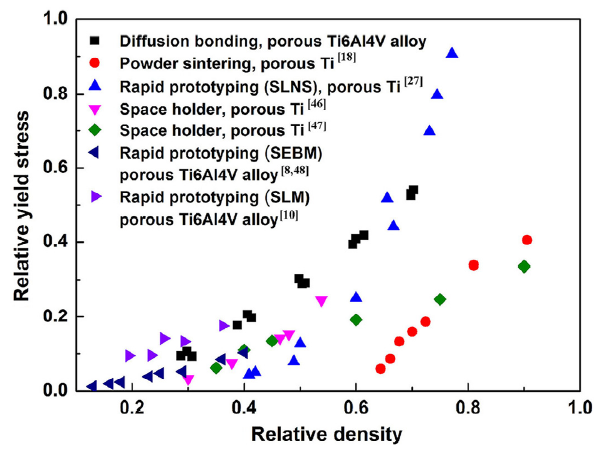

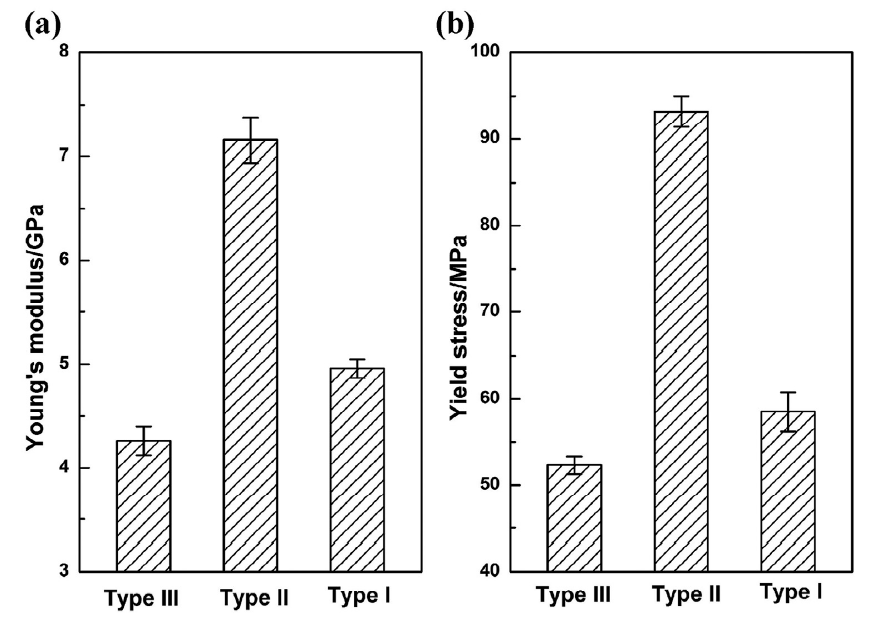

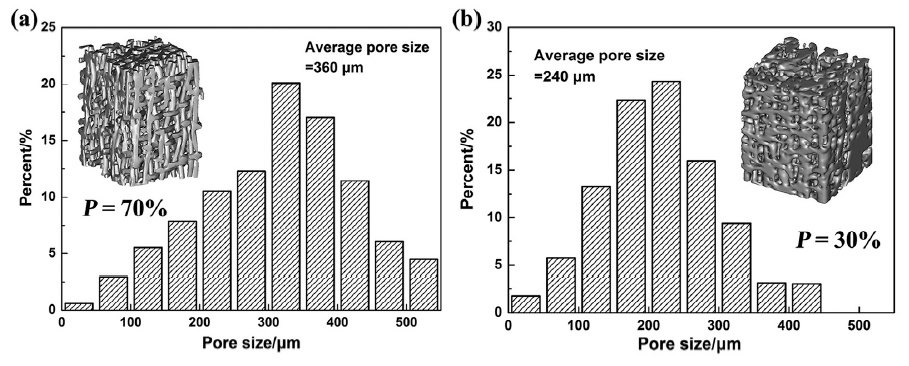
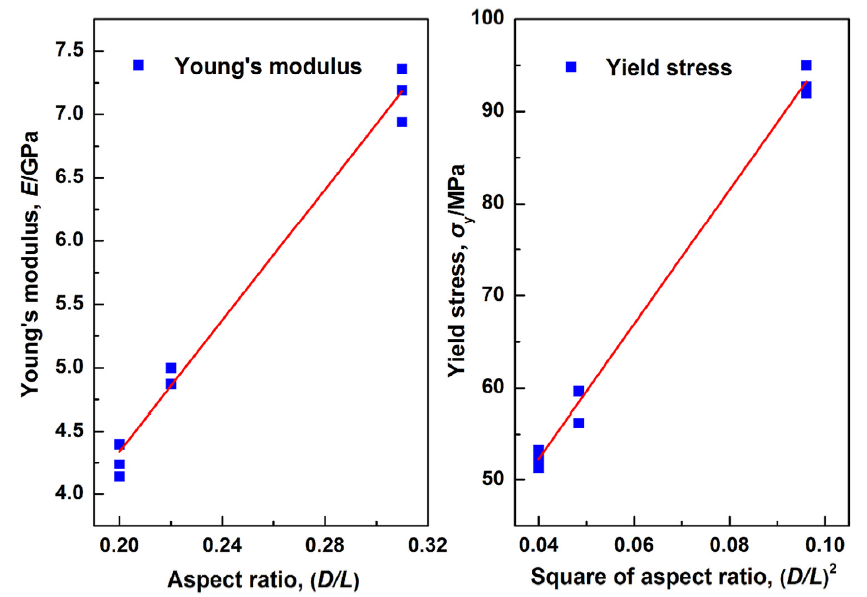

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}