

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Effect of Hot Isostatic Pressing Conditions and Cooling Rate on Microstructure and Properties of Ti-6Al-4V Alloy from Atomized Powder
[Lei Xu1  , Ruipeng Guo
, Ruipeng Guo1, 2 , Chunguang Bai1 , Jiafeng Lei1 , Rui Yang1 ]
, Ruipeng Guo|
|


The effects of temperature and pressure on density, microstructure and mechanical properties of powder compacts during hot isostatic pressing (HIPping) were investigated. Optimized HIPping parameters of temperature range from 900 to 940 °C, pressure over 100 MPa and holding time of 3 h, were obtained. Tensile properties after different heat treatments show that both the geometry of samples and cooling rate have a significant influence on mechanical properties. Finite element method was used to predict the temperature field distribution during HIPped sample cooling, and the experimental results are in agreement with simulation prediction. The interaction of HIPping parameters was analyzed based on the response surface methodology (RSM) in this study.
Ti-6Al-4V alloy is a (α + β ) two-phase alloy, which is widely used in gas turbine engine parts, chemical reactors, pressure vessels due to its low specific weight and high strength, excellent fracture toughness, good creep and corrosion resistance[1], [2], [3] and [4]. Forging and casting, two conventional methods, are used to manufacture titanium components. Forging, a principal thermo-mechanical process, is used to fabricate titanium components. However, component with complex structure is difficult to be prepared through forging route. In addition, low utilization of raw materials and high cost severely restrict its use. For casting components, casting defects such as porosity and composition segregation are hardly to be removed, which will deteriorate mechanical properties[5] and [6]. Hot isostatic pressing (HIPping) has already been extensively used to consolidate powders and to close porosity in castings in a wide range of industries, such as aerospace, marine, automobile and metal working[7], [8] and [9]. Recently, the potential economic advantages of near net shape HIPing of powders to produce complex shape and fully dense components from titanium and nickel based alloys or other expensive metal powders have been exploited[9], [10], [11], [12] and [13]. And it can remarkably broaden the application of titanium alloys[14], [15] and [16].
As is known, HIP conditions show great influence on microstructure and mechanical properties of HIPped Ti-6Al-4V powders. Delo and Piehler[17] studied the model of consolidation during HIPping, primarily during the early stage of consolidation for Ti-6Al-4V powder compacts. Zhang et al.[18] presented the effect of HIPping temperature and HIPping procedure on microstructure as well as the surface finish and mechanical properties of Ti-6Al-4V powder compacts. Most of the previous studies on titanium powder consolidation during HIPping focus on single factor effects (for example, HIPping temperature, pressure or dwell time) on microstructure and mechanical properties of powder metallurgy (P/M) alloy. In this work, the main aim is to analyze the interaction of HIPping temperature and pressure on microstructure and properties of P/M Ti-6Al-4V compacts, and the effect of cooling rate on mechanical properties of Ti-6Al-4V alloy (full density) with different geometry was also investigated.
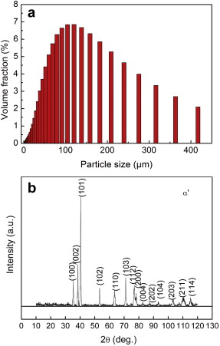
Ti-6Al-4V pre-alloyed powder was produced by electrode induction melting gas atomization (EIGA) technique in this work. The particle size distribution and X-ray diffraction results are shown in Fig. 1. The martensite is the only phase of powder[19], due to the rapid cooling rate about 104 to 105 ° C/s during the atomized process[20]. The pre-alloyed powder size ranges from 50 to 400 μ m, and the average size is about 180 μ m. Powders were filled into cylindrical low carbon steel containers, and the initial tap density was about 66%. The sealed capsules were degassed at 240 ° C for 3 h at 10-3 Pa vacuum level[21] and [22]. All powder compacts were held for 3 h at designed HIPping temperature. The composition of as-HIPped Ti-6Al-4V compacts and typical wrought Ti-6Al-4V bars (for comparison study) is shown in Table 1. Archimedes method was used to test relative densities of as-HIPped samples. The procedure is that the specimens (10 mm × 10 mm × 10 mm) were obtained from P/M compacts by electrical discharge machining (EDM), and the specimens were vacuum-annealing treated for 2 h at 400 ° C to eliminate H2O caused by EDM and polishing process. Analytical balance was used to weigh the specimens uniformly coated by wax. The density of P/M alloy can be calculated by Archimedes Law. Various HIPping parameters and corresponding relative densities are listed in Table 2. Response surface methodology (RSM) was used to obtain contour maps of relative density and properties, which were helpful to analyze the interaction of HIPping parameters (HIPping temperature and pressure).
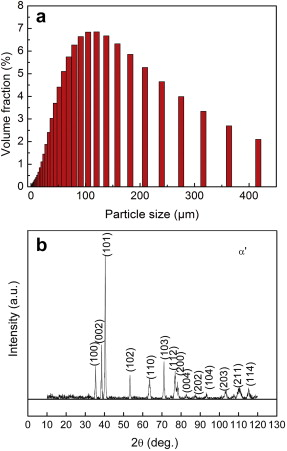 | Fig. 1 Particle size distribution (a) and X-ray diffraction profiles (b) of Ti-6Al-4V pre-alloyed powder. |
| Table 1 Chemical composition of Ti-6Al-4V (wt%) |
| Table 2 Properties and relative density of P/M Ti-6Al-4V samples in various HIPping conditions |
In this work, two kinds of capsules were used. Capsule І (120 mm in height, 40 mm in diameter, 3 mm in wall thickness) were used to analyze the effect of interaction between HIPping temperature and pressure on density and mechanical properties of Ti-6Al-4V compacts; capsule II (90 mm in height, 120 mm in diameter, 5 mm in wall thickness) were used to investigate the effect of cooling rate and geometry of samples on mechanical properties of P/M Ti-6Al-4V alloy.
The properties of Ti-6Al-4V alloy (full dense) were compared with typical wrought Ti-6Al-4V alloy. Solution heat treatments were conducted at 930 and 1030 ° C for 0.5 h followed by different cooling route such as air cooling, furnace cooling and water quenching. All aging heat treatments were conducted at 540 ° C for 8 h followed by air cooling. In order to investigate the effect of cooling rate on properties of P/M alloys with full density, simulation prediction of temperature field distribution was presented by finite element method (FEM) during HIPped samples cooling after solution treatment. The transient heat transfer during cooling after solution treatment can mathematically be described by Fourier's heat conduction equation
equation(1)


where ρ , c and λ are the density, specific heat and thermal conductivity and Q is the internal heat source per unit mass [23].
A radial heat transfer boundary condition can be defined as:
equation(2)
q(Ts, T∞ )=h(Ts-T∞ )q(Ts, T∞ )=h(Ts-T∞ ) 
where q, h, Ts and T∞ are the heat flux, heat transfer coefficient, surface temperature and heat flux independent temperature.
The related parameters such as convective heat transfer coefficient and thermal conductivity were set based on experimental data of wrought Ti-6Al-4V obtained previously by Bai[24].
Tensile specimens with a gauge length of 20 mm and a diameter of 3 mm were tested, using a Zick Z050 testing machine, and U-notched Charpy impact tests were carried out using a BKP 450 testing machine. In order to ensure the repeatability of experimental data, at least three specimens were tested under the same condition.
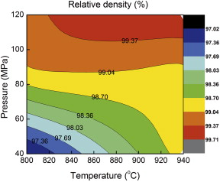
The relative density of as-HIPped alloy is shown in Table 2. The relative density changes from 97.02% to 99.71%. Powders HIPped at 910 ° C and 120 MPa for 3 h can get the highest relative density (full density) of 99.71%. Contour map based on response surface methodology (RSM) was used to analyze the effect of interaction between pressure and temperature on relative density, as shown in Fig. 2. When the preforms are HIPped at lower temperature and pressure (800 ° C, 40 MPa), the density is relatively low (about 97.02%), and higher temperature and pressure is good to get full density. However, when the density reaches 98.70%, the increase of temperature alone makes little contribution to relative density, but along with the increase of pressure, relative density can approach to 99.30%. At this stage, the contour map, which represents the interaction between HIPping temperature and pressure shows that if powder compacts are HIPped at 850-940 ° C and under pressure over 100 MPa for 3 h, they can reach full density.
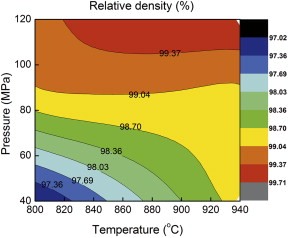 | Fig. 2 Contour map of relative densities |
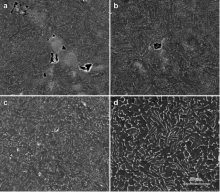
Scanning electron microscopy (SEM) images with cross-section of specimens were obtained as shown in Fig. 3. For example, for the sample HIPped at 800 ° C and 40 MPa for 3 h, particle contacts and severe plastic deformation can clearly be seen, but the prior particle boundaries (PPBs) are still clear. Certain amount of porosities are found, which are distributed uniformly among the particles (Fig. 3(a)). When the HIPping pressures reach 90 MPa and 120 MPa, most porosity are eliminated. Compared the samples HIPped at 800 ° C with that HIPped at above 910 ° C, more stable and homogeneous microstructure can be obtained, as shown in Fig. 3. This is because higher temperature can promote the bonding processing of particles and dwell at higher temperature during HIPping can be also considered as a solution treatment. Equiaxed microstructure and a little amount of β phase are found, when being HIPped at both 800 ° C and 910 ° C. However, for the samples HIPped at 800 ° C, equiaxed microstructure is formed because the severe plastic deformation occurs at prior particle boundaries (PPBs), and the amount of β phase is extra low due to lower dwell temperature. For the samples HIPped at 910 ° C and above, more equiaxed phases and β phase are obtained due to sufficient plastic deformation and “ solution treatment” , which enhance the recrystallization and diffusion process. But even being HIPped at 910 ° C and above, the volume fraction of β phase is still small, which is in agreement with the result from Zhang et al.[18] that even being HIPped at 1020 ° C, the volume fraction of the β is small. Hence, the effect of β phase on properties of P/M alloys can be ignored.
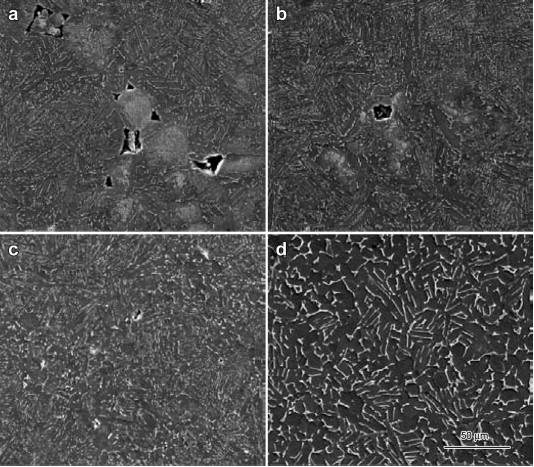 | Fig. 3 SEM images of the Ti-6Al-4V samples HIPped at: (a) 800 ° C/40 MPa, (b) 800 ° C/90 MPa, (c) 800 ° C/120 MPa, (d) 910 ° C/120 MPa |
The mechanical properties of as-HIPped Ti-6Al-4V samples are summarized in Table 2, and the tensile fracture surfaces were examined, as shown in Fig. 4. Samples (HIPped at 800 ° C/40 MPa/3 h) have the worst tensile and impact properties, and from the fracture surface a large amount of metallurgical defects can be found (Fig. 4(a)). When the pressure increases to 90 MPa, the mechanical properties are significantly enhanced. While elevating the pressure to 120 MPa, the mechanical properties of as-HIPped samples have little improvement. Samples HIPped at 800 ° C, 120 or 90 MPa for 3 h show the best room temperature tensile strength, while the ductility is still rather high and the fracture surface presents the typical ductile fracture (Fig. 4(b)), which is similar to full dense P/M Ti-6Al-4V alloy (Fig. 4(c)). It is noticed that when the HIPping temperature varies from 910 to 940 ° C, no obvious difference in both room temperature tensile properties and impact toughness can be seen; even when HIPping pressure is relatively low (such as 40 MPa). It indicated that, pressure plays less important role in mechanical properties if HIPping temperature is relatively higher (for example over 900 ° C).
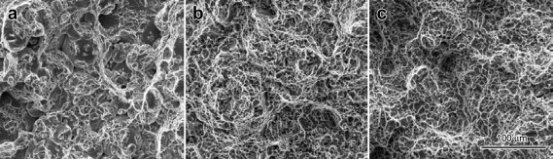 | Fig. 4 SEM fracture surfaces of P/M Ti-6Al-4V samples HIPped at: (a) 800 ° C/40 MPa, (b) 800 ° C/120 MPa, (c) 910 ° C/120 MPa. |
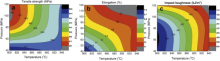
The interaction of HIPping parameters was analyzed based on the response surface methodology (RSM) in this study. And the contour maps of mechanical properties of as-HIPped materials are shown in Fig. 5. According to Fig. 5, room temperature elongation and impact toughness get better with the increase of both HIPping temperature and pressure. However, the contour maps of room temperature tensile strength show different tendency. The tensile strength will decrease with the increase of temperature. It can be easily seen that the microstructure HIPped at low temperature and high pressure is made up of lath-like grains and equiaxed grains, and the grain size is very small because the original martensite has not fully transformed. When samples HIPped at higher temperature, the microstructure is coarsened slightly, which results in the decrease of tensile strength. However under these conditions, more stable and homogeneous microstructure can be obtained, and a larger amount of volume fraction of equiaxed α phase makes the samples having the highest plasticity, such as room temperature elongation.
 | Fig. 5 Contour maps of tensile strength (a), elongation (b) and impact toughness (c), showing the interaction of temperature and pressure on properties. |
In order to balance the relative density (eliminating metallurgical defects), microstructure and mechanical properties (room temperature tensile properties and impact toughness etc.), the optimized HIPping parameters in present work are temperature ranging from 900 to 940 ° C, the pressure over 100 MPa and holding time of 3 h.
The summary of the tensile data in different heat treatment conditions is listed in Table 3. P/M Ti-6Al-4V samples in the initial state (being HIPped at 910 ° C and 120 MPa for 3 h) have better tensile strength and the best ductility. P/M samples can get better tensile strength after heat treatment. Although the tensile ductility has a remarkably reduction, the lowest ductility is still above 8%. Compared with wrought Ti-6Al-4V samples, the tensile strength of P/M Ti-6Al-4V alloy can approach the level of wrought Ti-6Al-4V in the same heat treatment condition.
| Table 3 Room temperature tensile properties of P/M and typical wrought Ti-6Al-4V bars through different heat treatments. P/M compacts was consolidated by HIPping at 910 ° C/120 MPa/3 h (Both tensile data are averaged values of 6 samples) |
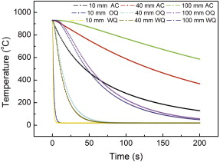
Heat treatment cooling rate has a significant effect on tensile properties, as listed in Table 3. Therefore, for components with large and complex structure, the temperature field distribution during cooling would be obviously different due to the size variation, which leads to the inhomogeneity of mechanical properties and microstructure in this work. Fig. 6 shows that temperature field distribution at different sample positions (thickness ranging from 5 to 60 mm, radial distance from the edge of samples) changes obviously. However, the temperature field distribution tendency under oil quenching is similar to that under water quenching at the same positions; while temperature field distribution of the position, 10 mm from the edge, under air cooling is similar to that of the position, 60 mm from the edge, under oil cooling or water cooling. The simulation result indicated that temperature field distribution can be significantly affected by geometry of samples. And the simulation prediction of temperature field distribution can guide us to conduct proper heat treatment process when we manufacture P/M parts with complex structures.
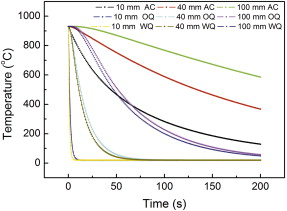 | Fig. 6 Simulation prediction of temperature field distribution with different cooling routes. The geometry locations change from 5 to 60 mm, radial distance from the edge of samples |
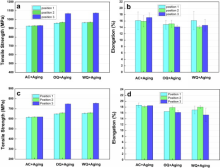
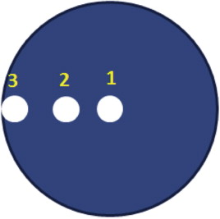
Bigger size P/M preforms (100 mm in diameter and 70 mm in height after machining) were used to investigate the effect of geometry on the properties and microstructure. The heat treatment process and a summary of tensile properties are shown in Fig. 7. According to Fig. 7, both room temperature and high temperature (350 ° C) tensile strength increased with increasing the cooling rate, but the ductility changed a little for all samples. No obvious difference in tensile strength (both at room temperature and 350 ° C) either under oil quenching or water quenching at the same position could be found. However, the tensile strength has an obvious rise from position 1 to position 3 (specimen position shown in Fig. 8) for samples both under oil quenching and water quenching. While under air cooling condition, the tensile strength of samples changed a little from position 1 to position 3. It shows that both sample geometry and cooling rate have significant influence on properties.
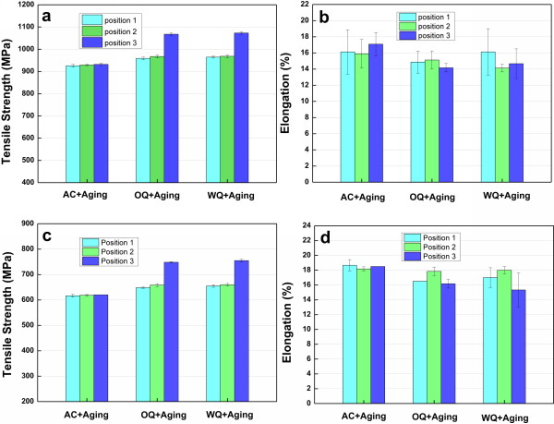 | Fig. 7 Tensile properties of samples from different positions of Ti-6Al-4V compacts with different cooling routes: tensile strength (a) and elongation (b) at room temperature; tensile strength (c) and elongation (d) at 350 ° C. |
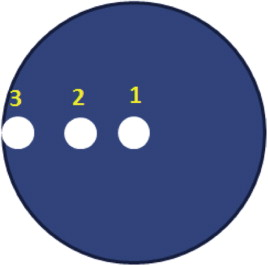 | Fig. 8 Sketch of Ti-6Al-4V samples positions. The number (1-3) represents three positions for specimens cutting from the preforms |
The temperature field distribution during cooling would be obviously different due to the size variation, which leads to the inhomogeneity of mechanical properties and microstructure as mentioned in Section 3.4. The properties results proved that temperature field distribution during cooling plays an important role in properties. And the simulation prediction of temperature field distribution is a useful guidance to conduct proper heat treatment process.
Fig. 9 shows the microstructure evolution of compacts under different cooling rates. For air cooling case (Fig. 9(a) and (b)), both the microstructure is mainly made up of lamellar α grains and equiaxed α grains and the lamellar and equiaxed microstructure has not coarsened significantly from position 3 to position 1. The grain sizes are nearly the same, and the tensile properties also show little difference. With increasing the cooling rate, secondary α phase can be easily found (Fig. 9(c) and (d)), and the volume fraction of secondary α phase ramped up obviously. The secondary α phase can significantly improve the tensile strength and hardness of titanium alloy; at the same time a certain amount of primary α phase and high ductility of as-HIPped Ti-6Al-4V alloy make the rapid cooling plus aged microstructure still keep good ductility.
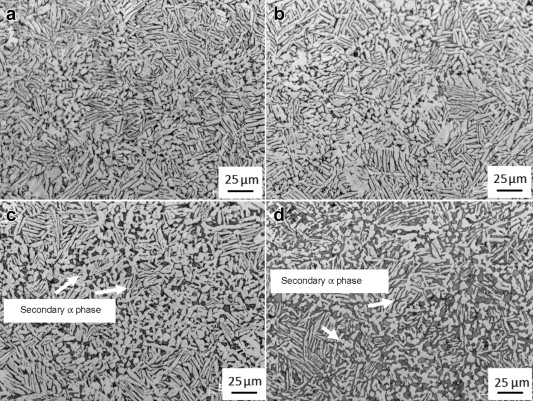 | Fig. 9 Optical micrographs of the Ti-6Al-4V specimens: (a) cutting from position 1 for AC, (b) cutting from position 3 for AC, (c) cutting from position 1 for WQ, and (d) cutting from position 3 for WQ. AC: air cooling; WQ: water quenchingHeat treatment such as water quenching or oil quenching followed by aging treatment can obtain finer microstructure, however these microstructures contain metastable β phase. Therefore, for P/M parts with complex structure, proper cooling route should be used to ensure the homogeneous microstructure and the best combination properties. |
(1)Powder metallurgy Ti-6Al-4V alloy with full density has finer and homogeneous microstructure. P/M samples can get better tensile strength after heat treatment, and the mechanical properties of P/M Ti-6Al-4V can approach the level of wrought Ti-6Al-4V alloy.
(2)Preforms HIPped at 800 ° C and 120 MPa (or 90 MPa) can get the best room temperature tensile strength. In order to balance the relative density (eliminating metallurgy defects), microstructure and mechanical properties, the optimized HIPping parameters in this work are temperature ranging from 900 to 940 ° C, the pressure over 100 MPa and holding time of 3 h.
(3)The simulation prediction and present experimental study indicated that both cooling rate and geometry of samples can significantly affect microstructure and mechanical properties of compacts. And the simulation of temperature field distribution can guide us to conduct proper heat treatment process when we manufacture P/M parts with complex structures.
The authors have declared that no competing interests exist.
| [1] |
|
| [2] |
|
| [3] |
|
| [4] |
|
| [6] |
|
| [7] |
|
| [8] |
|
| [9] |
|
| [10] |
|
| [11] |
|
| [12] |
|
| [13] |
|
| [14] |
|
| [15] |
|
| [16] |
|
| [17] |
|
| [18] |
|
| [19] |
|
| [20] |
|
| [21] |
|
| [22] |
|
| [23] |
|
| [24] |
|