Search for articles:
Yonggang Fan
Corresponding authors:
Received: 2019-04-15
Revised: 2019-04-30
Accepted: 2019-05-16
Online: 2019-10-05
Copyright: 2019 Editorial board of Journal of Materials Science & Technology Copyright reserved, Editorial board of Journal of Materials Science & Technology
More
Abstract
CBN/Cu-Sn-Ti (CBN: cubic boron nitride) composites are prepared by active brazing sintering at 1123 K, 1173 K, 1223 K and 1273 K, respectively. The effects of brazing temperature on the wettability, interfacial characteristics, and elemental distribution variations are fully investigated. When the brazing temperature is below 1223 K, completely uncoated and/or partially coated CBN particles with sharp edges can still be observed, and the reaction layer, mainly composed of TiN and TiB2, appears to be thin and uneven. When the brazing temperature is 1223 K, all CBN particles are completely coated, suggesting that adequate wetting has taken place. Besides, as Ti diffuses thoroughly and enriches the interface, the reaction layer, filled primarily by TiN, TiB2 and TiB, becomes thicker (about 1.30 μm), more uniform, stable and continuous. Further increasing the temperature to 1273 K is unnecessary or even harmful as the reaction layer thickness undergoes negligible change yet some tiny micro-cracks appear on the interface, which may likely deteriorate the grinding capability of the final brazing products.
Keywords:
The hardness of cubic boron nitride (CBN) is only lower than diamond. It not only has excellent wear resistance but also superior corrosion and high temperature resistance [1,2]. CBN does not react with black iron-based materials, therefore, it is a very suitable abrasive material to replace diamond in processing various high hardness and toughness metal materials such as steels and titanium alloys [3,4]. However, poor mechanical processing properties of CBN determine that CBN is difficult to be used alone. In early days, CBN products were mainly manufactured via resin, ceramics and electroplating deposits, and the outstanding issue was that a single CBN particle was only mechanically embedded in the bonding agent or the electroplated layer by a weak interaction force [[5], [6], [7], [8]], instead of chemical metallurgical bonding, and will cause CBN particles to fall off easily during grinding [9,10].
Active brazing technology has been developed as one of the most promising methods to join abrasive grains [11]. A typical example was the Ag-Cu-Ti filler metal [12]. However, Ag-Cu-Ti alloys suffer from low melting point, unsatisfactory thermal conductivity and poor oxidation resistance [13]. As a rule of thumb, abrasive tools using Ag-Cu-Ti alloys were not capable of functioning steadily when the grinding temperature exceeds 775 K. In addition, lower strength, inferior wear resistance and higher cost further limit their wide applications [[14], [15], [16]].
Meanwhile, Cu-Sn-Ti filler alloys are gaining application gravity due to high melting point, good mechanical properties and low cost [17,18]. Besides, concentration of Ti in the brazing alloy can be precisely controlled and the hardness of the brazed matrix can be enhanced with the substitution of Ag by Sn [19,20]. Advantageous aspects have been fully covered by previous researchers. Liu et al. [21] discussed brazing behaviors and interfacial characteristics of Cu-Sn-Ti alloy on CBN grains, and found that Ti diffused preferentially to the surface of CBN grains and decent bonding strength between the brazed CBN grains to the steel substrate could be obtained at 1203 K. Ding et al. [22] analyzed the interfacial features and fracture behaviors between CBN and Cu-Sn-Ti alloys during active brazing in vacuum, and demonstrated that Ti was primarily concentrated within the interfacial zone and the maximum compressive strength was reached at 1173 K. Liu et al. [23] studied characteristics of CBN grain/steel brazing joints, and indicated that a Ti-rich reaction layer was formed in the brazed joints at 1198 K. Xu et al. [24] investigated the performance of CBN grinding wheel brazed with Cu-Sn-Ti filler metal at 1173-1273 K, and suggested that adequate mechanical property could be obtained when brazed at 1213 K.
The above literatures unarguably demonstrated that brazing temperature has significant impact on the diffusion and enrichment of Ti, which will eventually affect the mechanical properties of the brazed joint. Temperature can also enhance the fluidity of the brazing filler metal on CBN, and improve the wettability and interfacial bonding strength [25]. Although Cu-Sn-Ti filler metal has been extensively studied, systematic studies over brazing temperature on the bonding behaviors between CBN and Cu-Sn-Ti filler metal have not been reported.
In this work, Cu-Sn-Ti active filler metal has been utilized to braze CBN, where the influence of brazing temperature on the interfacial reaction, microstructure and corresponding wettability of CBN/Cu-Sn-Ti composites has been systematically studied. Most importantly, the effects of brazing temperature on the distribution of Ti and reaction layer derivatives have been presented, which might shed light on advancing high bonding strength abrasive applications at low cost.
In this experiment, pure bronze (Cu60Sn40, Beijing Xing Rong Source Technology Co. Ltd, China. Purity≥99.99%, 200-400 mesh) and titanium hydride powders (TiH2, same producer, purity and mesh size as above) were mixed with uncoated CBN (Kaifeng Besco Super hard Abrasive Co. Ltd, China, 230-270 mesh). An optimal ratio of TiH2 content has been studied in details in our previous work [26], and the compositions of the raw materials were as follows: Cu60Sn40 44 wt%, TiH2 5 wt%, CBN 45 wt%, and binder (acrylic emulsion) 6 wt%, respectively. Then, the powders were placed into a custom-made mold with a diameter and filling height of 30 mm and 20 mm, respectively, and pressed (4.4 t, 0.62 t/cm2) by a hydraulic machine (Zhengzhou Research Institute for Abrasives & Grinding Ltd, China. MY-160). After demolding, the specimen (diameter: 30 mm, height: 10 mm) were placed into the high-temperature vacuum furnace (Shenyang Ke Cheng Vacuum Technology Co. Ltd, China) for sintering under a vacuum level not above 6.0 × 10-4 Pa.
Differential scanning calorimetry (DSC) measurement shows that the liquidus temperature of Cu60Sn40 is about 1023 K. Generally, when the brazing temperature is 50-200 K higher than the liquid temperature of the brazing alloy, the fluidity of the brazing alloy can reach a better state. Therefore, the brazing temperature were set as 1123 K, 1173 K, 1223 K and 1273 K, respectively. The heating rate was set at 10 K/min, and the holding duration was 30 min. After that the samples were cooled to room temperature by furnace cooling. In order to facilitate the observation of the interface between CBN and Cu-Sn-Ti, the samples were ground by diamond disk from 80 mesh to 2000 mesh.
Typical morphology, interfacial microstructure and elemental distribution of the sintered samples were observed by a field emission scanning electron microscope (FE-SEM, Model: Hitachi SU8000, Japan, acceleration voltage: 20 kV) in conjunction with energy dispersive spectroscopy (EDS, QUANTAX-800). Phase identification of the interface compounds were analyzed through polycrystalline X-ray diffractometer (XRD, Model: X Pertpro, Netherlands, step size: 0.02°, Cu) and a FE transmission electron microscopy (TEM, Tecnai F20, FEI). TEM site-specific specimens were sliced to a size of 5 μm × 5 μm × 100 nm using FEI Helios NanoLab 600i focused ion beam (FIB) plan-view technique. Compared with other preparation methods the FIB preparation allows direct investigation of the interfacial reaction products.
Fig. 1 reveals the morphology of CBN particles before and after brazing at different temperatures. The morphology of raw CBN particles with multiple faceted surfaces and sharp edges are shown in Fig. 1(a). When brazing at 1123 K, as shown in Fig. 1(b), the vast majority of CBN particles are completely coated, only negligible amount of CBN particles whose surfaces are completely uncoated (shown by dashed green lines), and there are also some CBN particles whose surfaces are partially coated (indicated by red dashed lines). When the brazing temperature is raised by 50 K, as demonstrated in Fig. 1(c), completely uncoated regions are absent, but a small amount of CBN particles whose surfaces are partially coated (red dashed lines) can still be observed. Moreover, less sharp edges of the CBN grains are present. As the brazing temperature is further raised to 1223 K (Fig. 1(d)), the Cu-Sn-Ti filler metal exhibits strong wettability to CBN particles as all CBN particles are completely coated (yellow dashed lines) by the filler metal. As a sharp contrast, uncoated, partially coated and with sharp edges CBN particles are almost disappearing. Further increasing the brazing temperature to 1273 K, as shown in Fig. 1(e), however, does not lead to sustained morphological changes, indicating the wettability of the filler metal and the morphology of CBN particles may have reached a maximum value. The good wettability obtained here is consistent with the results observed in the previous studies at 1223 K and 1273 K [27,28], respectively, indicating that higher temperatures can easily overcome the interfacial tension to reduce the wetting angle and promote the wetting ability of the active solder to CBN particles.
Fig. 1. Wetting morphology of CBN grain brazed by Cu-Sn-Ti active filler metal at (a) raw CBN particles, (b) 1123 K, (c) 1173 K, (d) 1223 K and (e) 1273 K. Green dashed lines circle areas show completely uncoated CBN grains, red dashed lines circle represent regions partially coated, and yellow dashed lines show completely coated CBN particles.
Fig. 2 presents representative microstructures, as well as associated elemental mappings and line scans of the CBN/Cu-Sn-Ti filler metal interfaces at different brazing temperatures. The average thickness of the reaction layer is determined by the changing trend of the content of Ti, N, B, Cu and Sn elements (measured by EDS multiple times) at the interface. When brazing at 1123 K, as shown in Fig. 2(a) and (b), Ti is largely present in the metal matrix. The reaction layer, shown in Fig. 2(c), appears to be thin (about 0.40 μm) and uneven (as shown by green dashed lines in Fig. 2(b)). As contrast, when the brazing temperature is raised to 1173 K, as shown in Fig. 2(d) and (e), Ti is mainly concentrated at the interface, but some can still be observed in the metal matrix. The reaction layer is generally thick and continuous (about 0.99 μm), shown in Fig. 2(f), although it appears to be inhomogeneous in some places (represented by green dashed lines in Fig. 2(e)). As the brazing temperature is further raised to 1223 K, as demonstrated in Fig. 2(g) and (h), all Ti diffuses thoroughly and is enriched to the interface. The reaction layer, shown in Fig. 2(i), presents to be thicker, more stable and more continuous (about 1.30 μm). Further increasing the brazing temperature to 1273 K, as illustrated in Fig. 2(j) and (k), the morphology of the reaction layer keeps unchanged and its thickness (1.32 μm) does not have substantial increase. However, it is further noticed that some tiny micro-cracks are found at the interface (Fig. 2(k)).
Fig. 2. Typical microstructure and elemental mapping energy spectrum images and line scanning analysis of CBN/Cu-Sn-Ti composites at different brazing temperatures: (a) 1123 K; (b) magnified image of (a); (c) line scanning image of (b); (d) 1173 K; (e) magnified image of (d); (f) line scanning image of (e); (g) 1223 K; (h) magnified image of (g); (i) line scanning image of (h); (j) 1273 K; (k) magnified image of (j); (l) line scanning image of (k). Red, green, blue, cyan and magenta squares represent areas where the Ti, Cu, Sn, N, B exists, respectively. The distribution of red, green, blue, cyan and magenta lines represents the trend of Ti, Cu, Sn, N, B at different positions.
The above experimental results show that temperature has decisive impact on the dissolution, diffusion and enrichment of Ti and formation of interfacial reaction layers [29]. The diffusion coefficients of N and B in Ti are 4.5 × 10-3exp(-6700/T) cm2/s and 4.8 × 10-7exp(-5600/T) cm2/s, respectively (T: temperature) [30,31]. The diffusion coefficient of N in Ti is larger than that of B, and N atoms will invariably move faster than B counterparts. When the brazing temperature exceeds 1223 K, Ti could have been dissolved completely into the Cu-Sn liquid phase according to the phase diagram [[32], [33], [34]], and the thickness, continuity and uniformity of the reaction layer no longer change prominently, indicating that all Ti may have diffused to the interface to react [35]. Former researchers such as Klotz et al. [36] also found analogous results that the thickness of the reaction layer no longer increases significantly when the temperature exceeds 1203 K.
In addition, thermal expansion coefficients of the different phases formed at the interface at high temperature are quite different (4.92 × 10-6 K-1 for CBN, 8.1 × 10-6 K-1 for TiB2, 8.6 × 10-6 K-1 for TiB, and 9.4 × 10-6 K-1 for TiN) [37,38], which may likely induce inner stresses and thus micro-cracks. At the same time, excessive temperature will not only cause damage to the interior of CBN grains but also increase local stresses at the interface [39], most likely depreciating the grinding efficiency. Wang et al. [31] and Li et al. [40] also illustrated that excessive temperature is unnecessary or even harmful. They obtained the same results that some tiny micro-cracks (similar to Fig. 2(k)) appear on the interface when the temperature exceeds 1223 K, which will downgrade the grinding performance. Therefore, the thickness of the reaction layer and the bonding strength between CBN abrasive grains and the brazing alloy can achieve a good balance when the brazing temperature is 1223 K, and it is unnecessary to further increase the temperature to 1273 K.
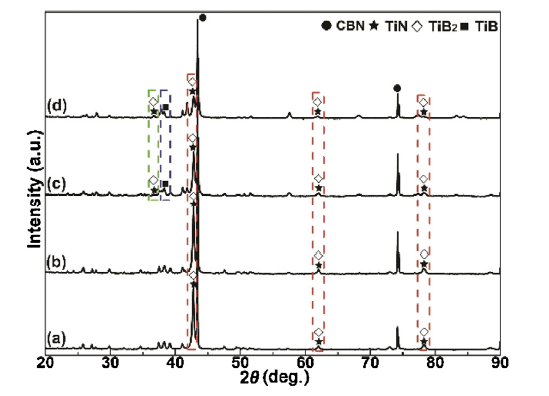
Fig. 3 shows the XRD analysis of CBN/Cu-Sn-Ti brazed samples at different temperatures. As can be seen, TiN, and TiB2 are unanimously formed in brazed samples processed at all temperatures. When brazing at 1123 K, as shown in Fig. 3(a), the peaks of TiN and TiB2 (indicated by red dashed lines) are detected due to the high contents of compounds generated at the interface. When the temperature is raised to 1173 K, as shown in Fig. 3(b), TiB is still undetected. However, when the temperature is 1223 K, as illustrated in Fig. 3(c), not only the new peaks of TiN and TiB2 (37.5°) (presented by dashed green line) appear, but more importantly, the peaks of TiB (shown by blue dashed lines) are also detected, implying that more TiN, TiB2 and TiB compounds have been formed at the interface. When further increasing temperature to 1273 K, the number and intensity of TiN, TiB2 and TiB peaks, as demonstrated in Fig. 3(d), no longer change significantly.
Fig. 3. XRD analyses of resultants of CBN/Cu-Sn-Ti active filler metal brazed at different temperatures: (a) 1123 K; (b) 1173 K; (c) 1223 K; (d) 1273 K.
The presence of TiN, TiB2 and TiB indicates the activation energy forming both the Ti-N and Ti-B compounds between active Ti and CBN grains has been overcome [41], and the contents of TiN, TiB2 and TiB at the interface increase markedly with the increase of temperature. However, it needs to be pointed out that, when the temperature exceeds 1223 K, the contents of TiN, TiB2 and TiB do not increase, indicating the reaction equilibria may have been reached [42,43].
Fig. 4 shows the FIB-TEM images and corresponding selected area diffraction patterns (SADPs) from the clear interfacial area of CBN/Cu-Sn-Ti composites sectioned from the sample treated at 1223 K. As shown in Fig. 4(a), the entire region is divided by four distinctive regions, with CBN and brazing alloy being on the two ends. In between, it can be clearly seen that the reaction layer is divided into two layers. The thickness of the total reaction layer is measured to be approximately 1.30 μm, which is consistent with the results obtained from Fig. 2(i). It is found that the thickness of the left layer near the CBN interface is about 300 nm and it keeps continuous along the interface direction. The thickness of the right layer is about 1000 nm, in which there are some rod-like (green dashed line) or granular (yellow dashed line) compounds. EDS measurement of the interface reveals that the composition of reaction layer 1 is close to the stoichiometry of TiN. Moreover, stoichiometry of the green and yellow region is demonstrated to be close to TiB2 and TiB, respectively.
Fig. 4. (a) TEM micrograph showing interface microstructure between CBN/Cu-Sn-Ti composites at 1223 K and (b, c, d) selected area diffraction patterns of layer 1, green and yellow dashed circle areas, respectively.
SAD was performed on the above regions to further determine the crystal structure of the compounds. Fig. 4(b) is the SADP of the reaction layer 1 and the zone axis is [001], confirming TiN is formed at the interface. Fig. 4(c) and (d) are the SADPs of the green and yellow dashed lines regions, and the zone axis are [100] and [010], respectively, which unambiguously corroborates the presence of TiB2 and TiB, respectively. This above morphological and crystallographic features of the interfacial structure have not been reported in the previous studies, and the SADP analysis directly confirms that the TiN, TiB2 and TiB are indeed generated at the interface.
This work presents an elaborated investigation over the influence of brazing temperature on wettability, interfacial characteristics, and elemental distribution of the CBN/Cu-Sn-Ti system. The following conclusions can be drawn:
(1) When the brazing temperature is below 1223 K, completely uncoated and/or partially coated CBN particles with sharp edges can still be observed, and the reaction layer, mainly composed of TiN and TiB2, appears to be thin and uneven.
(2) When the brazing temperature is 1223 K, all Ti diffuses thoroughly and is enriched to the interface to form a more uniform, continuous and stable reaction layer primarily consisting of TiN, TiB2 and TiB.
(3) Further increasing the temperature to 1273 K is unnecessary or even harmful, as the reaction layer thickness remains almost constant and some tiny micro-cracks have been developed in the interfacial region, which may likely lower grinding capability for the final super abrasive product.
This work was supported financially by the National Natural Science Foundation of China (Nos. 51622401, 51628402, 51861130361, 51861145312 and 51850410522), the Newton Advanced Fellowship by Royal Society (No. RP12G0414), the Research Fund for Central Universities (No. N172502004), the National Key Research and Development Program of China (No. 2016YFB0300602) and the Global Talents Recruitment Program endowed by the Chinese Government. We would also like to thank State Key Laboratory of Solidification Processing, Northwestern Polytechnical University (No. SKLSP201805). We also thank Drs. Zhang Xiaoming and Zheng Xuehao from ZKKF (Beijing) Science & Technology Company for the assistance on TEM support.

 WeChat
WeChat
/
| 〈 |
|
〉 |



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}