







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Microstructure and Strength of Al2O3/Al2O3 Joints Bonded with ZnO-Al2O3-B2O3-SiO2 Glass-Ceramic
[Weiwei Zhu, Jichun Chen, Chuanyong Hao, Jinsong Zhang*  ]
]
]
|
|


ZnO-Al2O3-B2O3-SiO2 (ZABS) glass powder was used as interlayer to join alumina ceramics. The effect of joining temperature on the microstructure and strength of joints was investigated. The results showed that the ZABS glass can react with alumina substrate to form a layer of ZnAl2O4 at Al2O3/glass interface. Bending test exhibited that low joining temperature (1150 °C) led to low joint strength due to the formation of pores in the interlayer, originated by high viscosity of the glass. High joining temperature (1250 °C) also resulted in low joint strength, because of large CTE (coefficient of thermal expansion) mismatch between amorphous interlayer and alumina substrate. Therefore, only when the joining temperature was appropriate (1200 °C), defect-free interface and high joint strength can be obtained. The optimum joint strength reached 285 MPa, which was the same as the base material strength.
Alumina ceramics are of top importance in industry because of their excellent heat resistance, corrosion resistance and high dimensional stability[ 1]. However, the intrinsic brittleness of alumina ceramics leads to poor machinability. Therefore, complex shaped and large-sized components should be fabricated by joining alumina ceramics to themselves or metal materials.
Successful joining methods for ceramics include diffusing bonding[ 2],[ 3], active brazing[ 4],[ 5] and glass joining[ 6], [ 7],[ 8]. However, each joining technology has its own limitations. For example, diffusion bonding requires either high temperature or high pressures. Large CTE (coefficient of thermal expansion) mismatch between ceramics and active fillers can lead to high residual stress. Glass or glass-ceramic has poor wettability on the surface of metal. Therefore, in order to obtain high strength joints with relatively low cost, it is indispensable to select appropriate joining technology according to the actual demand.
Generally, the use of glass or glass-ceramic interlayer is essentially desirable to join ceramics to ceramics, due to tailorable CTE of the glass, and excellent chemical compatibility between the glass and ceramics. Many glass systems have been employed as joining materials to bond alumina ceramics, such as CaO-Al2O3[ 9], MgO-Al2O3-SiO2, CaO-Al2O3-SiO2-ZrO2[ 10], and CaO-Al2O3-SiO2[ 11],[ 12]. However, these glass systems are generally characterized by high joining temperature (1450-1600 °C). In previous study, ZnO-Al2O3-B2O3-SiO2 glass-ceramic has been used to join Kovar alloy[ 13]. Consequently, in view of the similar CTE of alumina and Kovar alloy, ZnO-Al2O3-B2O3-SiO2 glass-ceramic can be used to join alumina ceramics. In this study, we developed a type of ZnO-Al2O3-B2O3-SiO2 glass with low melting temperature and tried to employ it for joining alumina ceramics. The joining process, the microstructures, and the flexural strength of the joint were studied.
Commercial alumina ceramics (95% purity) were used in this work. The dimensions of alumina ceramics for bending test were 3 mm × 4 mm × 25 mm and those for metallographic examinations were 6 mm × 6 mm × 3 mm. The glass was composed of 23% ZnO, 15% Al2O3, 40% SiO2, 15% B2O3, 3% TiO2, 2% Na2O, and 2% K2O in weight. The well-mixed oxide powder was melted in Pt crucible at 1500 °C for 2 h. After that, one part of the melt was poured into a copper mould for obtaining bulk glass, followed by annealing at 600 °C for 3 h to remove residual stress. The as-annealed glass was cut by using a diamond saw to yield disk-shaped samples for controlled crystallization experiments. The remaining part of the melt was quenched into water, followed by ball-milling to obtain powder with an average particle size of 10 μm.
The thermal properties of the ground glass powders were determined by using TG-DTA system at a heating rate of 15 °C/min. Based on the DTA results, the disk-shaped glasses were subjected to controlled crystallization at 780-1120 °C for 1 h in air. In addition, the thermal expansion behaviour of original glass, crystallized glass and alumina ceramics was measured with bars (3 mm × 4 mm × 15 mm) by thermomechanical analysis (TMA).
The glass powder was uniaxial dry-pressed into sheets of 0.3 mm in thickness. Sandwiched structure was fabricated by placing the glass sheet between two alumina substrates, and no pressure was applied during joining. The whole assembly was then heated to 1150-1250 °C at a heating rate of 10 °C/min in a muffle furnace. After holding at the joining temperature for 30 min, the samples were furnace cooled. The joint microstructure, chemistry and morphology were investigated with X-ray diffraction (XRD), scanning electron microscopy (SEM) and electron probe micro-analysis (EPMA). The strength of the butt joints was evaluated by four-point bend test with a displacement rate of 0.5 mm/min. The inner and outer span distances were 20 and 40 mm, respectively. The flexural strength ( σ) was calculated from the Eq. (1). At least three samples were used to determine the bending strength for each joining condition.
 | (1) |
where F is the breaking load, L is the outer span, b is the width and d is the thickness of the specimen.
Fig. 1 shows the DTA curve of the ZABS glass investigated in the study. The glass-transition temperature ( Tg) for this glass is observed at around 640 °C. Two distinct exothermal peaks at 778 and 914 °C represent the formation of two crystalline phase as well as two endothermal valleys at 1086 and 1240 °C relating to the melting process. The XRD patterns shown in Fig. 2 verify the phase evolution behaviour of ZABS glass-ceramic at different crystallization temperature. The samples crystallized at 780 °C contain a major phase ZnAl2O4. Heat treatment at 920 °C produces Zn2SiO4 phase, which is consistent with the second DTA peak as shown in Fig. 1. However, for the samples crystallized at 1120 °C, the Zn2SiO4 cannot be found because it will melt at temperatures higher than 1086 °C according to the DTA result ( Fig. 1).
 | Fig. 1. DTA curve of the ZABS glass. |
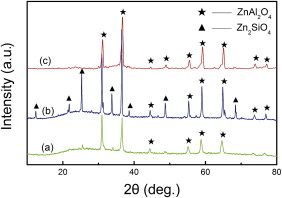 | Fig. 2. XRD patterns of the glass treated at different temperature: (a) 780 °C; (b) 920 °C; (c) 1120 °C. |
Fig. 3 shows the microstructures of Al2O3/glass/Al2O3 joints bonded at various temperatures. When the joining temperature is 1150 °C, large numbers of pores can be found in the interlayer (Fig. 3(a)). SEM image under high magnification (Fig. 3(b)) shows that ZnAl2O4 crystal is formed in the interlayer as confirmed by XRD analysis (Fig. 4(a)). In general, the viscosity of glass has an exponential dependence on inverse temperature. Therefore, low joining temperature together with the formation of ZnAl2O4 leads to high viscosity of the glass, which inhibits the escape of entrapped gas from the glass melt and then promotes the formation of pores. When joining temperature is 1200 °C, no defects such as cracks or pores can be observed in the crystallized interlayer (Fig. 3(c) and (d)). It indicates that there exists strong interfacial adhesion and compatible CTE between the interlayer and alumina substrate. When the joint is bonded at 1250 °C, the interlayer remains amorphous according to the SEM observation (Fig. 3(e) and (f)) and XRD analysis (Fig. 4(c)). It is known that once the Al2O3/glass is heated to above the glass-transition temperature, crystallization in the glass interlayer will occur to decrease the free energy of glass[ 14],[ 15]. However, there is an upper temperature limit for crystallization of the ZAS glass interlayer in this study since Zn2SiO4 and ZnAl2O4 will melt when the joining temperature is above their respective melting temperature as revealed by the DTA result (Fig. 1). This may explain the formation of amorphous interlayer at 1250 °C. Moreover, cracks can be observed in part of the amorphous interlayer (Fig. 3(e) and (f)), indicating large CTE mismatch between the amorphous interlayer and alumina ceramics.
 | Fig. 3. SEM micrographs of the joints bonded at different temperature: (a) and (b) 1150 °C; (c) and (d) 1200 °C; (e) and (f) 1250 °C. |
 | Fig. 4. XRD patterns of the joints bonded at different temperature: (a) 1150 °C; (b) 1200 °C; (c) 1250 °C. |
In addition, the SEM observations (Fig. 3) confirm formation of a continuous white reaction layer at the alumina/glass interface within the temperature range investigated in the present paper. Furthermore, the thickness of reaction layer increases with increasing joining temperature. Fig. 5(a) exhibits the highly magnified SEM image of the alumina/glass interface obtained at 1250 °C. The corresponding XRD pattern shown in Fig. 5(b) identifies the reaction product as ZnAl2O4. The formation of ZnAl2O4 should be related to the reaction of Al2O3 substrate with ZnO from the glass melt.
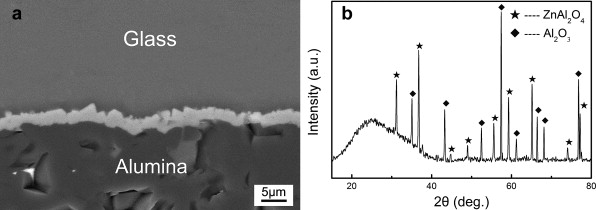 | Fig. 5. SEM micrographs of alumina/glass interface obtained at 1250 °C (a) and the corresponding XRD pattern (b). |
Fig. 6 exhibits the thermal expansion behaviour of glass, crystallized glass and alumina. The crystallized glass was obtained by heating the bulk glass to 1200 °C for 30 min. The phase composition of crystallized bulk glass is similar to that of the interlayer obtained at 1200 °C, namely ZnAl2O4 crystals and glassy matrix. The result proves that there is a large CTE mismatch between glass (5.3 × 10-6/°C) and alumina (8.1 × 10-6/°C). When ZnAl2O4 is formed, the CTE of the crystallized glass increases to 6.25 × 10-6/°C, which is comparatively close to that of alumina substrate. At the same time, it also can be seen from Fig. 6 that crystallization of glass increases the softening temperature and thus can improve the refractoriness of joint.
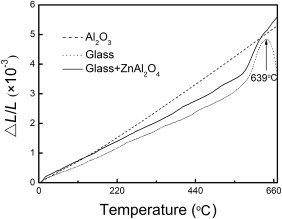 | Fig. 6. Thermal expansion behaviour of glass, crystallized glass and alumina ceramics. |
The flexural strength of the joints at room temperature as a function of joining temperature is shown in Fig. 7. Macrographs of samples after mechanical test are presented in Fig. 8. It can be seen from Fig. 7 that with increasing temperature, the joint strength first increases and then decreases. A number of pores in the joints boned at 1150 °C (Fig. 3(a)) lead to low mean strength and large scatter in the strength data. Large CTE mismatch between alumina and amorphous interlayer also results in low strength of joint boned at 1250 °C. As a result, fracture of these two samples both takes place in the glass interlayer (Fig. 8). When the joining temperature is 1200 °C, the optimum joint strength of 285 MPa is obtained. Fracture of this sample takes place in the matrix of alumina ceramics (Fig. 8). This shows that the strength of joints is as high as that of alumina substrate. High joint strength can be attributed to interfacial reaction and crystallization of interlayer. The interfacial reaction leads to a strong chemical bonding between alumina substrate and glass-ceramic. At the same time, the CTE of reaction layer (7.0 × 10-6/°C)[ 16] is well matched with that of alumina ceramics. In addition, the crystallization of glass interlayer improves the CTE mismatch between amorphous interlayer and alumina (Fig. 6). In previous works, the bending strength of Al2O3/Al2O3 joints bonded with 52MnO-13Al2O3-35SiO2 glass[ 17], 34CaO-33Al2O3-33SiO2 glass[ 11], and 23CaO-15Al2O3-62SiO2[ 12] was 182, 210, and 228 MPa, respectively. The optimum joint strength obtained in this work is higher than these results.
 | Fig. 7. Flexural strength of the joints as a function of joining temperature. |
 | Fig. 8. Optical images of the joints after bending test. |
A method for joining alumina ceramics by using ZnO-Al2O3-B2O3-SiO2 glass-ceramic has been developed in this work. At the joining temperature ranged from 1150 to 1250 °C, the glass can react with alumina substrate to form a layer of ZnAl2O4 at Al2O3/glass interface. The SEM observations and XRD studies reveal that the joint microstructure is highly sensitive to joining temperature. Low joining temperature (1150 °C) leads to the formation of pores and high joining temperature (1250 °C) results in the formation of cracks in the interlayer. The optimum joint strength of 285 MPa is obtained when the joining temperature is 1200 °C.
Acknowledgement
The authors gratefully acknowledge the European Commission for financial support within framework FP7 for the CACHET 2 project (No. 241342).
| 1. |
|
| 2. |
|
| 3. |
|
| 4. |
|
| 5. |
|
| 6. |
|
| 7. |
|
| 8. |
|
| 9. |
|
| 10. |
|
| 11. |
|
| 12. |
|
| 13. |
|
| 14. |
|
| 15. |
|
| 16. |
|
| 17. |
|