

1. Introduction
Titanium and titanium alloys are the important structural material that developed in the 20th century 50’s, and they are widely applied in aerospace engineering with their excellent performance [1,2]. Thermomechanical processing of titanium alloy generally involves processing in single-phase region and two-phase region to optimize microstructure and properties [3,4]. Processing in two-phase region including deformation and heat treatment is more important for the finished product. The purpose of processing in two-phase region is to change morphology and crystal orientation of microstructure, and obtain required properties.
The transformation from beta phase to alpha phase is oriented according to Burgers orientation relations: {0001}α//{110}β, <11-20>α//<111>β [[5], [6], [7]]. Thus, there is a special-relationship between alpha phase and beta phase no matter whether variant selection occurs, where variant selection can be described as priority precipitation due to many physical reasons and it has been widely investigated [[8], [9], [10], [11], [12]]. Furtherly, both morphology and crystal orientation of microstructure will be changed by processing in two-phase region. The changing law and mechanism are very important for understanding microstructure evolution of titanium alloys.
Microstructure evolution of titanium alloy during processing in two-phase region is always the research hot spot, and some significative conclusions are drawn from the relevant works. For instance, Sun et al. [13] investigated early stage deformation mechanisms for a metastable beta titanium alloy (Ti-12Mo), and found that the {332}<113> twinning and secondary mechanisms (including martensitic phase transformation and secondary mechanical twinning) transformation-induced plasticity dominate the early-stage deformation process. Zhao et al. [14,15] compared the hot workability of powder metallurgy and ingot metallurgy Ti5553 alloys. The two alloys showed different hot deformation behavior and microstructure evolution, for example, the dynamic recrystallization contrasts discontinuous process for powder metallurgy with continuous process for ingot metallurgy. Balachandran et al. [16] studied recrystallization of Ti5553 alloy during hot compression in two-phase region. The two distinct recrystallization processes were found, one is the globularization process of alpha phase and the other is the epitaxial recrystallization. Mironov et al. [17] researched microstructure evolution of the lamellar alpha phase of Ti-6Al-4 V alloy during deformation. The results showed that the rotation of alpha lamellae is a main characteristics of microstructure change and depend on the initial geometrical orientation. The rotation of lamellar structure can be understood as the early stage of globularization, and the separation will occur when energy is sufficient [18]. For titanium alloys, the globularization of alpha phase is an important phenomenon of microstructure evolution, and the relevant investigations have been carried out for Ti-6Al-4V [19], TA15 [20], Ti6242s [21], BT2 [22], TC11 [23] and so on. In our previous works, the globularization behavior of Ti-17 alloy during hot working in two-phase region has been investigated. The quantitative results were obtained and kinetics equations is established [24,25]. However, the previous studies focused on the relation of process and microstructure, and the content about the change of crystal orientation is lacking. Except for microstructure morphology, information of crystallographic orientation of titanium alloy is very important, and it is a basic concept to understand the mechanism of microstructure evolution, such as rotation of microstructure, evolution of texture, etc. The control methods of microstructure evolution of titanium alloy can be more accurately mastered by understanding change law of crystallographic orientation. Furtherly, it affect mechanical properties and application of material. Studies of microstructure morphology and crystallographic orientation of titanium alloys have the important value for science or engineering perspective.
The objective of this work is to study effect of hot working on crystal orientation of Ti-17 alloy. Ti-17 alloy is an alpha/beta titanium alloy, and it has the excellent comprehensive properties, including high strength, good plasticity, good toughness and weldability, and the working temperature up to 400 °C [26]. It is an important structural material for manufacturing aero-engine [27]. For the investigation of this work, the hot compression and heat treatment tests are carried out in two-phase region. Morphology and crystal orientation of microstructure are characterized by the SEM and EBSD techniques. The obtained information is used to analyze the laws and mechanisms of microstructure changes.
2. Material and experimental procedures
Titanium alloy used in the present investigation is Ti-17, and its nominal composition is Ti-5Al-4Mo-4Cr-2Sn-2Zr. The chemical composition (wt. %) of the program material is 5.07Al, 3.95Cr, 3.91Mo, 2.37Sn, 2.05 Zr, 0.05Fe, 0.01C, 0.01 N, 0.003H, 0.15O, and balance Ti. Metallographic method is used to determine the beta transus temperature as 895 °C. Microstructure of the as-received Ti-17 alloy is shown in Fig. 1. The initial microstructure is a typical material of beta processing. Grain boundary alpha and intragranular alpha lamellae can be observed clearly, and the size of alpha phase is about 0.35 μm.
Fig. 1.
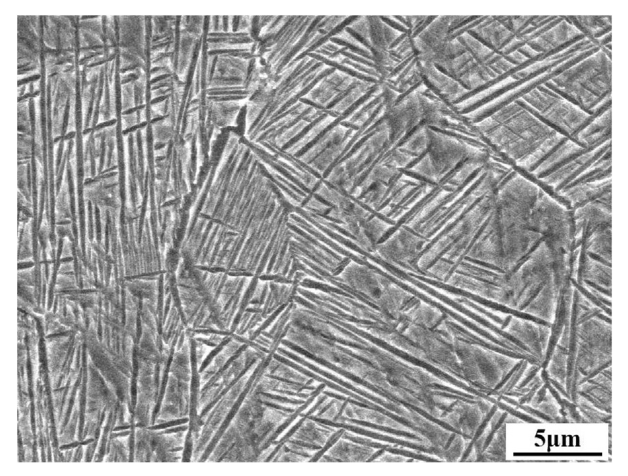
Fig. 1.
Microstructure of the as-received Ti-17 alloy.
In the current investigation, the isothermal compression and heat treatment tests are conducted to study the change of crystal orientation. The samples are cylinder billets with 75 mm in diameter and 90 mm in height, and they are isothermally deformed to height reductions of 20 %, 40 %, 60 % and 80 % at 820 °C. After deformation, the specimens are immediately water-quenched to preserve high-temperature microstructure. Then, heat treatment tests, which are carried out at 820 °C for 2 h, are carried out to stabilize microstructure. The sampling point is 1/2 radius of the billets, as shown in Fig. 2. The specimens are sectioned along the compression axis, and then they are prepared by the electrochemical polishing. Finally, the scanning electron microscope (SEM), transmission electron microscope (TEM) and electron back-scattered diffraction (EBSD) technologies were used to analyze crystal orientation of microstructure. It should be noted to that the step size of the EBSD test is set as 0.3 μm.
Fig. 2.

Fig. 2.
Sampling point of the sample.
3. Results and discussion
3.1. The initial microstructure
Microstructure characterization of the as-received material is analyzed by the EBSD technology, as shown in Fig. 3. From Fig. 3a, band contrast shows that the initial microstructure consists of the lamellar alpha phase within beta matrix. The precipitated alpha is straight and smooth within beta grain. Various colors of alpha phase symbolize different crystal orientations, as shown in Fig. 3b, which is closely related to parent beta phase. On the one hand, there is only one alpha variant within some beta grains. On the other hand, there are several different alpha variants within other beta grains. The behavior of precipitation of alpha variant is influenced morphology and crystal orientation of parent beta phase. As shown in Fig. 3c, parent beta grains have different grain size and crystal orientation, which will affect variant selection of precipitation of alpha phase. In either case, alpha and beta phases are related by Burgers orientation relations: {0001}α//{110}β, <11-20>α//<111>β, which can be confirmed by pole figures in Fig. 4.
Fig. 3.
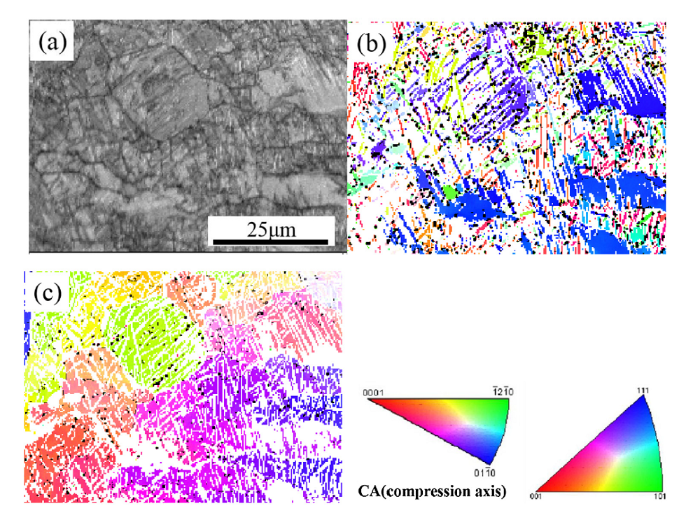
Fig. 3.
Characteristics of crystal orientation of the as-received material (a) band contrast, (b) inverse pole figure of alpha phase and (c) inverse pole figure of beta phase.
Fig. 4.

Fig. 4.
Pole figures of as-received Ti-17 alloy: (a) alpha phase and (b) beta phase.
3.2. Analysis of microstructure morphology after hot working
Microstructure morphologies of Ti-17 alloy after hot working are shown in Fig. 5. The obvious changes of microstructure morphology are observed with different height reductions. The more alpha phases retain the lamellar structure when height reduction is only 20 %, in spite of microstructure has significant difference in contrast to the initial microstructure. The residual alpha lamellaes taper off or disappear as the increasing deformation. Aspect ratio (length-width ratio) of alpha phase decreases and an almost fully equiaxial microstructure is forming, which is a typical globularization process. An alpha particle is considered to be a globularized structure if it possesses an aspect ratio of 2.5 or less. Such microstructure changes are caused by both dynamic factor in the process of deformation and static factor during heat treatment. In our previous investigations, the relevant mechanisms have been explained in more detail [28]. Boundary splitting, termination migration and Ostwald ripening are main mechanisms to affect microstructure evolution.
Fig. 5.
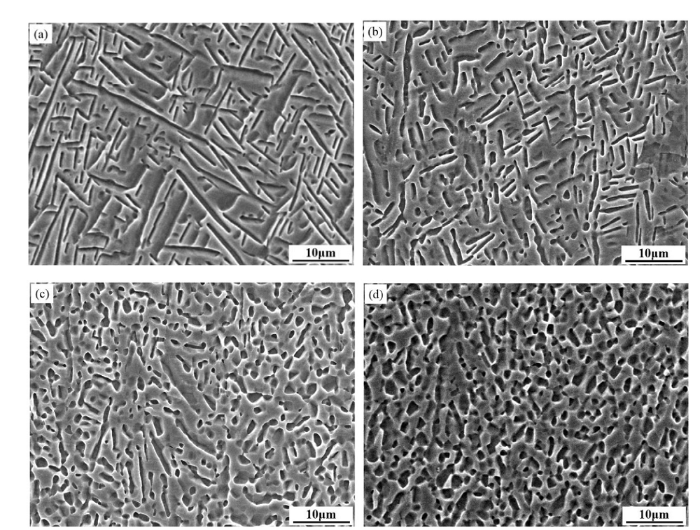
Fig. 5.
Microstructure morphology for Ti-17 alloy deformed to different height reductions: (a) 20 %, (b) 40 %, (c) 60 % and (d) 80 %.
In fact, differences of microstructure morphology under different deformations are mainly caused by distortion energy. The compression deformation changes microstructure morphology while distortion energy is stored. Some of energy is released during dynamic deformation, and the remaining part is reserved which will be consumed during static heat treatment. There is more energy to accomplish the separation process of alpha lamellae at large deformation, while the energy is clearly inadequate at small deformation. Fig. 6 shows the TEM morphology for material deformed to 20 %, 40 %, 60 % and 80 %. The scale of disorder inside microstructure changes with deformation. Microstructure is clear and complete at 20 % and 40 % height reductions, as shown in Fig. 6(a) and (b), and there are low dislocation density in beta phase. By contrast, the dislocation densities are higher at 60 % and 80 % height reductions. The dislocation density is affected by deformation degree, and it increases with the increasing of height reduction. The dislocation densities of microstructure after deformation is relatively few at 20 % and 40 % height reductions. Also, heat treatment experiments are uniformly carried out at 820 °C for 2 h to stabilized microstructure after deformation in this work. During heat treatment, many dislocations are eliminated by dynamic recovery. Thus, there is few dislocations at 20 % and 40 % height reductions. However, a part of dislocations are reserved at 60 % and 80 % height reductions, in this case, high distortion energy is generated, that is helpful to separate the lamellar alpha.
Fig. 6.
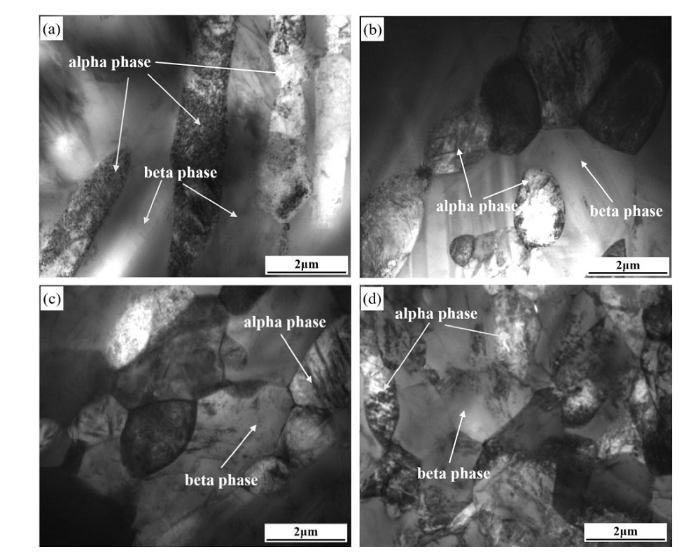
Fig. 6.
TEM morphology for Ti-17 alloy deformed to height reductions of (a) 20 %, (b) 40 %, (c) 60 % and (d) 80 %.
3.3. Analysis of crystallographic orientation after hot working
Fig. 7 illustrates test results of the EBSD for material deformed to height reductions of 20 %. In Fig. 7a, alpha phase is marked as red and beta matrix is blue. Microstructure after hot working has a great change in contrast to as-received material. The volume fraction and size of alpha phase are the most obvious changes, which can be interpreted by deformation and heat treatment temperatures. Higher temperature stabilizes volume fraction of alpha phase and increases the size of alpha phase. The non-uniform deformation of alpha phase is observed, areas H and L are marked out for large deformation zone and small deformation zone. In area H, the initial alpha lamellae is separated out, and an almost fully globularized structure is obtained. By contrast, alpha phase preserves the laminated original structure in area L. In addition, beta matrix changes accordingly, the refined beta grains are generated in area H and the initial beta grain is reserved in area L. Dynamic recovery is main mechanism for beta phase in the case of low deformation. In fact, the deformation ununiformity is negligible in such a small area, and it is unreasonable to use deformation ununiformity to explain the differences in microstructure. Such phenomenon may account for distribution characters and crystal orientation of microstructure. Fig. 7b illustrates the distribution of crystal orientation of alpha and beta phases. Alpha phase and beta phase go hand-in-hand: both phases have less deformation in area L, and large deformation is exhibited in area H. Both of them influence each other and change together, which is a coordination evolution behavior. In small deformation zone, deformation of alpha phase and beta matrix has some coordination, and each of them maintain the initial morphology. In this case, Burgers orientation relations between alpha phase and beta matrix are well-preserved, as shown in Fig. 8b. The <212> direction of beta phase is parallel with compression axis in this zone. The relationship between alpha phase and beta matrix from evolution can be described as both stimulating and restricting in large deformation zone. Large deformation can cause the change of orientation relations between them, and to a certain degree, Burgers orientation relations are destroyed as shown in Fig. 8a.
Fig. 7.

Fig. 7.
The EBSD results for material deformed to height reductions of 20 %: (a) Phase diagram and (b) inverse pole figure.
Fig. 8.

Fig. 8.
Pole figures for (a) area H and (b) area L.
The more detailed EBSD analysis for material deformed to height reductions of 20 % is illustrated in Fig. 9. A group of alpha grains and beta grains are separately selected in area H and L in order to study the changes of crystal orientations of alpha and beta phases. In area H, two alpha grains (marked as i, ii) and four beta grains (marked as I, II, III and IV) are selected to analyze crystal structure and orientation. These grains are adjacent to each other and they have a strict Burgers orientation relations in the initial state. However, the orientation relation is more or less destroyed in area H. Alpha grain i is bordered by beta grains I and IV, and their Burgers orientation relations are off 15°~30°. Analogously, Burgers orientation relations of alpha grain ii and beta grains II, III are about off 10°. In addition, crystal rotation occurs between alpha grain i and ii, the Euler angles of number i and ii alpha are respectively [ϕ1 = 30.7°, Φ = 76.8°, ϕ2 = 0.3°] and[ϕ1 = 26.5°, Φ = 72.9°, ϕ2 = 18.6°] after deformation. The misorientation of alpha grain i and ii is about 17°. Thus, both alpha phase and beta matrix generate uncoordinated rotation of crystal structure when they have a low coordination degree. By contrast, the better coordinated deformation is observed in area L. Alpha grains iii and iv reserve a strict Burgers orientation relation with beta grain V besides the whole morphology, which indicates that they have good relationship of coordinate deformation. In this case, alpha phase and beta phase can synchronously rotate without changing relative relationship.
Fig. 9.

Fig. 9.
The EBSD analysis of the selected grains for material deformed to height reduction of 20 %.
In contrast to deformation of 20 %, different characteristics of microstructure morphology and orientation distribution are observed for material deformed to height reduction of 60 %. Fig. 10, Fig. 11 shows respectively phase diagram, inverse pole figure and pole figures under deformation of 60 %. Firstly, both alpha phase and beta phase have large change in terms of morphology, where an almost fully globularized alpha structure and a fully recrystallized beta matrix are obtained. It should be noted that recrystallization of beta phase will be verified in the later section. However, recrystallization of beta phase is other than traditional recrystallization process including nucleation and growth of grain, it bypasses the nucleation stage and is based on the formation of low-angle and high-angle boundaries caused by deformation. Such behavior is known as continuous dynamic recrystallization (CDRX), which is a common deformation mechanism for titanium alloy with high stacking fault energy [16,29]. Additionally, the CDRX of beta matrix is influenced by alpha phase. Recrystallized grains of beta matrix locate in alpha particles as the boundary, which limits growth of recrystallized grain (indicated by arrows in Fig. 10a). Secondly, there is also a change in crystal structures of alpha phase and beta matrix. The initial alpha lamellae has an unsynchronized rotation under the action of cutting of beta phase, that will eventually lead to boundary splitting of alpha lamellae. This alpha lamellae will complete the separation process with the increasing deformation amount. The rotation and bending of alpha lamellae can be regarded as the preparation of globularization. Nevertheless, changes of crystal orientation of alpha phase in preparation seem to have some regularity, which will be also studied in the later section. The obvious recrystallization occurs in beta matrix, and more high-angle boundaries are formed. However, these recrystallized beta grains may belong to the same initial beta grain thought pole figure of beta phase (Fig. 11b). If so, the observed alpha particles are different variants that are precipitated within a beta grain, and they have the strict Burgers orientation relations with the parent beta phase. Such orientation relations are severely destroyed by large deformation, as shown in Fig. 11. In this case, a texture with the basal plane normal closed to the tangential direction (TD) is obtained. There is about 26.03° angle-gap between the basal plane normal and the TD, and the maximum of texture intensity is 12.95. The above analysis shows regularity and process of microstructure evolution during large plastic deformation.
Fig. 10.
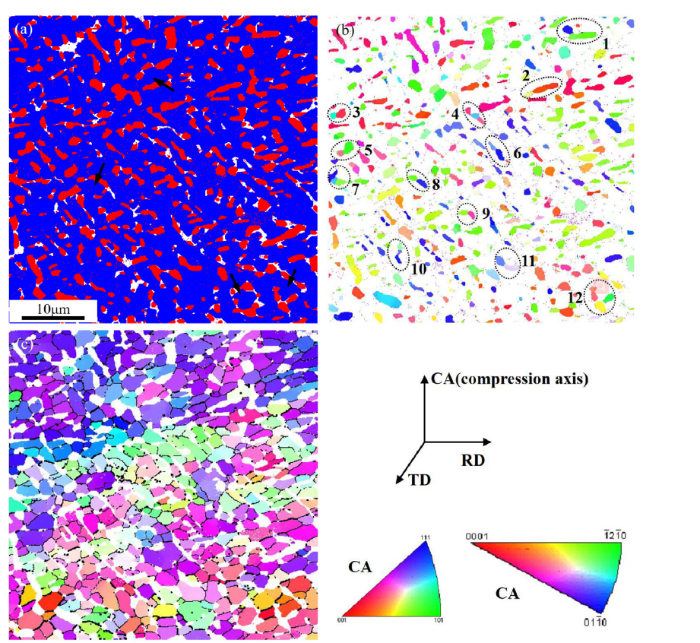
Fig. 10.
The EBSD results for material deformed to height reductions of 60 %: (a) phase diagram, (b) inverse pole figure of alpha phase and (c) inverse pole figure of beta phase.
Fig. 11.

Fig. 11.
Pole figures for material deformed to height reductions of 60 %: (a) alpha phase and (b) beta phase.
In order to illustrate the evolution of beta phase during deformation, recrystallization diagrams of beta phase for material deformed to height reductions of 20 % and 60 % are shown in Fig. 12. It takes each grain and measures the internal average misorientation angle with the grain. The grains are classified as different structures according to the defined angle. In this work, beta grain is defined as recrystallized structure for the intragranular misorientation less than 2°, substructure for the intragranular misorientation between 2° and 15°, and deformed structure for the intragranular misorientation over 15°. Substructure accounts for 91 % when the amount of deformation is only 20 %, and so many substructures are determined from deformation degree. In this case, dynamic recovery is the main mechanism of evolution of beta phase. Approximately 63 % beta phase belongs to recrystallized structure when the amount of deformation increases to 60 %. As the increasing deformation, the continuous dynamic recrystallization (CDRX) is most common deformation pattern due to enough energy.
Fig. 12.

Fig. 12.
Recrystallization diagrams of beta phase for material deformed to height reductions of (a) 20 % and (b) 60 %.
In addition, changes of crystal orientation of alpha phase during deformation will be analyzed in here. The labeled alpha particles in Fig. 10 are taken as studying object, and the selection principle is that alpha particles in each number are part of the same initial alpha lamellae. In these objects, low-angle or high-angle boundaries are formed within some alpha lamellaes are, and different crystal orientations can be observed in the same initial alpha lamellae. Such investigation is used to indicate the changing characterization of crystal orientation of alpha phase. Fig. 13 shows pole figures of <0001 >, <11-20> and <10-10> directions of the labeled alpha phase in Fig. 10. An interesting phenomenon can be observed that the subgrains or grains that derive from the same alpha phase have identical or similar <11-20> pole as encircled in Fig. 13. That is to say, alpha phase rotates around <11-20> pole during deformation. Of course, the rotation process is not synchronize for different locations of the same alpha lamellae, which leads to the uniform crystal structure inside the initial alpha phase. The out-of-step rotation of crystal structures causes the geometric changes of alpha phase, which is an important step of separation and even globularization of the lamellar structure.
Fig. 13.

Fig. 13.
Pole figures of the labeled alpha phase in
As mentioned above, alpha phase and beta phase influence each other during deformation. For titanium alloy, beta phase with body-centered cubic structure has 12 slip systems, by contrast, alpha phase with hexagonal close-packed structure has only 3 slip systems. Beta phase is easier to deform than alpha phase. It can be confirmed by means of Schmid factor. Fig. 14, Fig. 15 show distribution diagrams of Schmid factor of slip occurred in the <11-20> direction for alpha phase and <111> direction for beta phase. Schmid factor of each slip system of beta phase is basically greater than 0.4 with narrow distribution. Larger Schmid factor indicates plastic deformation easier. The distribution of Schmid factor of alpha phase, by contrast, has been rather dispersed. Also, the basal {0001}<11-20 >, prismatic {1-100}<11-20> and pyramidal {1-101}<11-20> slip systems of alpha phase present the various active levels. Schmid factors of prismatic slip and pyramidal slip are at similar levels, and both of them are greater than basal slip. Hence, the prismatic and pyramidal slips are easier to active than basal slip. Such characteristics are related with crystal structure of alpha phase in titanium alloy. Alpha phase has HCP structure, and activation of slip systems is influenced by axial ratio (c/a). The basal slip is easy to activate when axial ratio is greater than 1.633, or else the prismatic or pyramidal slips are easier to activate. Axial ration of alpha phase in titanium alloy is about 1.587 that explains the reasons for the larger Schmid factor of the prismatic and pyramidal slips than basal slip. It is important to note that the critical resolved shear stress is also an important factor to determine the activation of slip systems, especially for the non-equivalent slip systems. In future work, the activation of slip system of titanium alloy will be investigated using the EBSD and tensile tests with in situ SEM observation.
Fig. 14.

Fig. 14.
Schmid factor maps of (a) <11-20> direction of alpha phase and (b) <111> direction of beta phase for material deformed to height reductions of 20 %.
Fig. 15.

Fig. 15.
Schmid factor maps of (a) <11-20> direction of alpha phase and (b) <111> direction of beta phase for material deformed to height reductions of 60 %.
4. Conclusions
In this work, effect of hot working on microstructure morphology and crystallographic orientation of Ti-17 alloy are investigated through the SEM, TEM and EBSD technologies. The findings are as follows:
(1)The change of microstructure morphology is a typical globularization process, which is enhanced with the increasing of extent of deformation. The changes of crystal orientation include the formation of new subgrain/grain, lack of Burgers orientation relations and uneven rotation of crystal structure, etc. For beta phase, the evolution mechanism transforms dynamic recovery to the continuous dynamic recrystallization (CDRX) as the increasing deformation.
(2)During hot working, alpha phase and beta matrix of Ti-17 alloy influence each other and change together, and there is a coordinate deformation between them. Alpha phase and beta matrix have better capability of coordinate deformation in small deformation zone (area L), while coordinate capability is weak in large deformation zone (area H). Correspondingly, the Burgers orientation relations are well preserved in area L, but the orientation relations is more or less destroyed in area H.
(3)Alpha phase rotates around <11-20> pole during deformation. In this case, the rotation process is out of sync and leads to the uniform crystal structure inside the same alpha lamellae. The prismatic and pyramidal slips of alpha phase are easier to activate in contrast to basal slip from the Schmid factor distribution.
Acknowledgements
The authors gratefully acknowledge the financial support of the project from the National Natural Science Foundation of China (NO. 51905436), China Postdoctoral Science Foundation (2019M653727) and the Fundamental Research Funds for the Central Universities (3102019TS0404). In addition, it was supported by State Key Laboratory of Powder Metallurgy, Central South University, Changsha, China.
Reference

 WeChat
WeChat
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}