

1. Introduction
Nickel-based superalloys have extensively used in the field of aviation and aerospace, for the excellent mechanical properties and oxidation and corrosion resistance at elevated temperatures [1,[1], [2], [3], [4]]. In order to achieve higher thrust-to-weight ratio and lower specific fuel consumption, continuous fiber-reinforced metal matrix composite material have gained much attention in recent years [[5], [6], [7], [8], [9], [10], [11]]. Meanwhile, CVD SiC fiber is an important reinforcement phase due to the outstanding specific strength, specific stiffness and high-temperature creep resistant performance [12,[1], [2], [3], [4], [5], [6], [7], [8], [9], [10], [11], [12], [13], [14], [15]]. Therefore, CVD SiC fiber-reinforced nickel-based superalloy matrix composite is considered as a potential candidate for turbine disc materials.
The primary issue that needs to be addressed is the stability of the interfaces at elevated temperature, which dramatically restricts the performance of the composites. It is mainly ascribed to the severe chemical reactions between nickel matrix and SiC fibers during the manufacturing process [16,[1], [2], [3], [4], [5], [6], [7], [8], [9], [10], [11], [12], [13], [14], [15], [16], [17], [18], [19]]. To inhibit such interfacial reactions, the general solution used by the previous researchers is to introduce a diffusion barrier layer between matrix and SiC fiber, such as Y2O3 [20,21], Ag [22], and C-Ti3Al [23]. It has also been reported [24,25] that (Al + Al2O3) diffusion barrier layer was an effective choice to prevent excessive interfacial reactions and enhance the bonding strength of SiC fibers with the nickel matrix (at 870 °C) or Ni-Cr-Al alloy matrix (at 950 °C). However, for the nickel-based superalloy matrix, it calls for a higher temperature (above 1020 °C) to produce sufficient plastic deformation and a dense bonding. Such a high temperature (at or above 1000 °C) will decrease the strength of SiC fibers and cannot guarantee the excellent enhancement effect [26]. Hence, it is urgent to find a new way to decrease the bonding temperature and acquire a composite with perfect interface bonding.
Brazing filler metals (BFMs), employed in a majority of the welding techniques, are placed between base metals in the form of a thin layer for the purpose of filling the gap and joining them. Nickel-based filler metals, in which the main elements are the same as the nickel-based superalloy, are used to braze ferrous and non-ferrous high-temperature base metals and have become one of the widely used brazing systems in aerospace applications [27,28]. It is rational to speculate the potential beneficial effect of BFMs on the joint of composite materials during the preparation process. Nevertheless, to the best of our knowledge, the application of BFMs in the fabrication of continuous fiber-reinforced metal matrix composite material has rarely been studied. The good wettability of molten nickel-based BFMs on the superalloy can facilitate the solid-state diffusion bonding process [29,30], so there is a need to explore the possibility of preparing the composites by adding BFMs at relatively low temperatures and develop a versatile method to acquire composite materials with better interface bonding and performance.
In this work, in order to decrease the bonding temperature and achieve an ideal composite, BNi-7 nickel-based BFMs with the melting point of 890 °C were added among the precursor wires during the preparation process, which is an innovative approach for the preparation of CVD SiC fiber-reinforced superalloy matrix composite. Besides, it should be highlighted that the addition of BNi-7 fillers should be as little as possible to avoid sacrificing the excellent performance of superalloy matrix. The detailed preparation technology of the composites, and the effect of the BNi-7 BFMs on the vacuum hot pressing (VHP) process, as well as the plastic deformation and recrystallization process were thoroughly investigated. This method provides a new insight for designing and manufacturing high-quality composites in practical engineering.
2. Experimental
2.1. Material fabrication
In our study, the tungsten core SiC fibers (Institute of Metal Research, Chinese Academy of Sciences, China) in diameter of ~ 100 μm were fabricated by chemical vapor deposition (CVD), with a carbon protective layer in the thickness of ~ 2 μm on the surface [15]. The tensile strength of fibers was up to 3.6 GPa. The purity of Al sputtering targets was 99.99 wt.% and the composition of GH4169 superalloy sputtering targets is listed in Table 1. Additionally, the nominal chemical composition of the BNi-7 BFMs is listed in Table 2.
Table 1 Composition of GH4169 superalloy targets (wt.%).
| C | Cr | Mo | Nb | Al | Ti | Ni | Co | Fe |
|---|---|---|---|---|---|---|---|---|
| ≤0.08 | 20.83 | 2.86 | 4.81 | 0.39 | 1.11 | 50.57 | 0.44 | Bal. |
Table 2 Chemical composition of BNi-7 BFMs (wt.%).
| C | Cr | P | B | Si | Fe | Ni |
|---|---|---|---|---|---|---|
| ≤0.06 | 13.0~15.0 | 9.7~10.5 | 0.01 | 0.10 | 0.2 | Bal. |
The procedures of fabricating the composite are illustrated in Fig. 1. In brief, dual-targets mid-frequency magnetron sputtering was employed to subsequently deposit the (Al + Al2O3) diffusion barrier layer (in the thickness of ~ 2 μm) as well as GH4169 superalloy coating (in the thickness of ~ 30 μm) on the SiC fiber to prepare the precursor wire. The detailed sputtering parameters are tabulated in Table 3. As for Route 1, which was a traditional method, the precursor wires were bonded tightly using an organic binder to form precast slabs. The slabs were subsequently cut into pieces according to the size of the die of graphite jig and were piled up by hexagonal arrangement in the die. Finally, they were consolidated to a composite by the VHP process. During the process, the temperature ranged from 900 to 1020 °C, and the pressure ranged from 30 to 80 MPa. The holding time was 2 h. As for the modified approach (Route 2), the BFM powders were added into an appropriate amount of binder and fully mixed up, hereafter each mixture was evenly coated on one side of the slab. The slabs were alternately stacked into the die after air drying and eventually a composite containing BFMs was achieved after the VHP process.
Fig. 1.

Fig. 1.
Schematic illustration of procedures of fabricating the composite.
Table 3 Detailed sputtering parameters used for depositing (Al + Al2O3) diffusion barrier layer and the GH4169 superalloy coating.
| Base pressure (Pa) | Frequency (kHz) | Duty cycle (%) | Voltage (V) | Current (A) | Time (h) | ||
|---|---|---|---|---|---|---|---|
| (Al + Al2O3) | Al | 4 × 10-3 | 30 | 33.3 | 600 | 1 | 0.1 |
| Al2O3 | 4 × 10-3 | 30 | 33.3 | 400 | 1.5 | 18 | |
| GH4169 | 4 × 10-3 | 30 | 33.3 | 600 | 1.5 | 18.5 | |
2.2. Material characterization
The surface and interface morphologies of the precursor wires and composites were observed by a field-emission scanning electron microscopy (FE-SEM, Quanta 200 F, FEI, Hillsboro, USA). Elemental distribution and chemical composition were inspected by energy dispersive spectrometer (EDS) mounted on the FE-SEM. The phase composition of the precursor wires and composites was identified by X-ray diffraction (XRD, D/MAX-RA, Rigaku, Tokyo, Japan). The grain orientations of the superalloy matrix in the composites were investigated by electron backscatter diffraction (EBSD) system carried out in the FE-SEM.
3. Results and discussion
3.1. Precursor wires
Fig. 2 shows the side face, surface, cross-section and interface morphologies of the precursor wire, respectively. As shown in Fig. 2(a) and (b), the GH4169 superalloy coating prepared by magnetron sputtering consists of typical columnar grains with no cracks or fall-offs on the surface. The columnar grains comprise numerous islands with diameters of about 5 μm and the islands are composed of many clusters in a size of ~1 μm, as depicted in the magnified inset of Fig. 2(b). During the deposition, the density and size of the grain nucleus continually increase, which results in the formation of a hemispherical island film on the surface of the fiber. The grain nucleus grows upward as the film deposition proceeds, and the part bulged on the surface captures the deposition atoms more easily than other parts and thus is prior to grow up, leading to the aggravation of the degree of uneven surface. With the rapid growth of the columnar grains, a few micro-voids and coarse grains are formed on the surface of the coating due to the island bulges’ bridging effect on negative areas. They offer atoms access to diffusion, which will be detrimental to the oxidation and corrosion resistance of the materials. The structure of fine columnar grains, however, is apt to result in the fracture of surface oxidation film during subsequent high temperature and pressure VHP process, thus making complete diffusion bonding of the matrix.
Fig. 2.
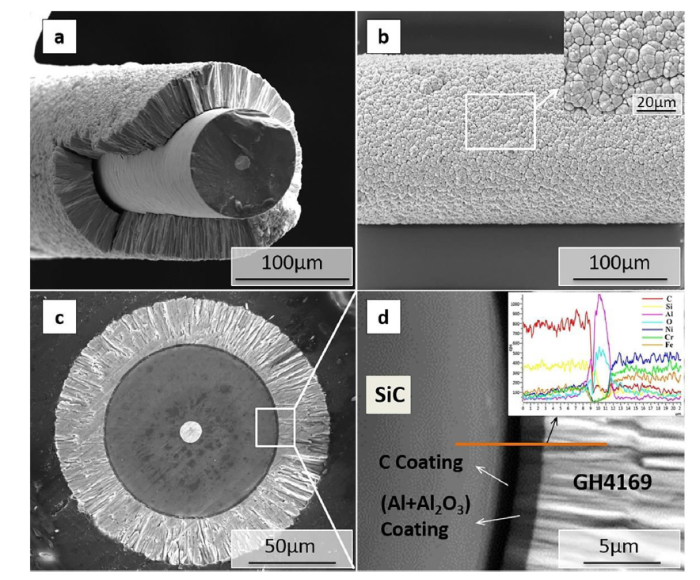
Fig. 2.
Side face (a), surface (b), cross-section (c) and interface (d) morphologies of precursor wire.
As shown in Fig. 2(c) and (d), the (Al + Al2O3) diffusion barrier layer bonds well with the SiC fiber and GH4169 superalloy coating, which is beneficial to the preparation of the composites. The corresponding element distribution by EDS line scanning in the insert of Fig. 2(d) indicates clear interfaces with no significant intermixing, and the composition of each layer is distinguishing. In addition, the thickness of symmetrical GH4169 superalloy coating is ~ 30 μm, and the nominal volume fraction of SiC fibers within composites is estimated to be calculated about 37 % by the following Eq. (1).
where Df, Db and Dm are the diameter of SiC fiber, the thickness of (Al + Al2O3) diffusion barrier layer and the thickness of matrix, respectively.
3.2. Composites prepared without BFMs
The key parameters in the VHP process are temperature, pressure and holding time. The elevated temperature aids the inter-diffusion of atoms across the interface and assists plastic deformation. The bonding pressure should be high enough to ensure a tight contact of precursor wires and fill all the voids in the joints. Moreover, the holding time, discussed in the previous work [24], should be befitting otherwise excessive time may bring about the degradation of composites properties.
A series of VHP experiments to fabricate the composites without adding BFMs have been conducted. After trying various combinations of temperature and pressure, the representative morphologies of composites are shown in Fig. 3. It can be observed that the joint of the precursor wires cannot be fully filled on the condition of 1020 °C/40 MPa/2 h (Fig. 3(a)). Whereas, with the pressure increased to 50 MPa, though the voids in the joints are eliminated, serious deformation occurs in precursor wires and the (Al + Al2O3) diffusion barrier layers break up, consequently resulting in the reactions between matrix and SiC fibers (Fig. 3(b)). Additionally, the matrix still possesses columnar grain structures.
Fig. 3.

Fig. 3.
Morphologies of composites at condition of 1020 °C/40 MPa/2 h (a), 1020 °C/50 MPa/2 h (b).
An analytical diffusion bonding model has been developed by Chen et al. [31] (based on the Derby and Wallach approach [32,33]), showing good agreement with the experimental results of the consolidation process of sapphire fiber-reinforced NiAl composites. The model is applied here to elucidate the above phenomena. Three stages in this model are classified during the consolidation process. For simplicity, in the initial stage of the consolidation, the contact areas among adjacent precursor wires gradually increase and the voids shrink rapidly owing to the external pressure. Secondly, while the contact pressure becomes equal to the yield strength of the matrix, the further plastic deformation turns to a time-dependent process, during which the primary creep and steady-state creep work. In the final stage, only steady-state creep plays a role in plastic deformation and the voids disappear. As for the composites in present work, the creep behaviors in the latter two stages don’t proceed adequately on the condition of 1020 °C/40 MPa/2 h. Further elevating the pressure at the same temperature gives rise to the fracture of the (Al + Al2O3) diffusion barrier layers. Apparently, only further increasing the temperature can accelerate the creep behavior of the matrix and eliminate the remaining voids. The temperature might be chosen above 1050 °C as reported in the previous literature [2,34]. However, as noted above, too high temperature deteriorates the quality of SiC fibers [26] and degrades the performance of the composites. To compromise, to decrease the temperature is imperative for preparing the composites.
3.3. Composites prepared with BFMs
According to the melting point of 890 °C of the BNi-7 filler, the recommended temperature in the VHP process is 900 °C, which is far below the bonding temperature of 1020 °C when BFMs are not added. The excellent fluidity of the BFMs is supposed to make a significant contribution to the bonding of matrix, thereby acquiring a dense composite in which the interfacial reactions are controlled.
The morphologies of the composites fabricated at 900 °C with different filler additive amounts and pressures are displayed in Fig. 4. As shown in Fig. 4(a), a large number of voids exist in the composites and a fraction of precursor wires have been deformed on the condition of 900 °C/50 MPa/2 h with 15 mg/cm2 BFMs, which indicates that the additive amount is too small to fill the voids and create sufficient buffering thus resulting in the cracking of the diffusion barrier layers. While adding 45 mg/cm2 BNi-7 fillers, as exhibited in Fig. 4(c), the superalloy matrix has reacted with SiC fibers in a large area of the composite under the same condition. The excessive BFMs melt, gather and diffuse along the columnar grain boundaries at elevated temperature, meanwhile the excessive fluidity causes local disarrangement of the fibers and the cracking of the diffusion barrier layers under the external pressure, thereby leading to the occurrence of reactions among SiC fibers, BFMs and matrix. Comparatively speaking, only when adding 30 mg/cm2 BFMs (Fig. 4(b)) can most of the fibers keep intact, and only a few voids generate in the joints of the precursor wires, which can be eliminated under a greater pressure. The BFMs are distributed evenly among the precursor wires. Hence, the appropriate additive amount is 30 mg/cm2.
Fig. 4.

Fig. 4.
Morphologies of composites fabricated in 900 °C/50 MPa/2 h with 15 mg/cm2 (a), 900 °C/50 MPa/2 h with 30 mg/cm2 (b), 900 °C/50 MPa/2 h with 45 mg/cm2 (c), 900 °C/60 MPa/2 h with 30 mg/cm2 (d), 900 °C/70 MPa/2 h with 30 mg/cm2 (e), 900 °C/80 MPa/2 h with 30 mg/cm2 (f).
Subsequently, the bonding pressure becomes of vital importance to reduce the interior defects in the composites when 900 °C and 30 mg/cm2 fillers are employed. Fig. 4(b) suggests that the precursor wires do not diffuse adequately under the pressure of 50 MPa. With the pressure increasing to 60 MPa, the voids become fewer and smaller (Fig. 4(d)). Further increasing the pressure to 70 MPa, a compact composite, in which no voids and interfacial reactions are visible, is achieved and the fibers are arranged in hexagonal order (Fig. 4(e)). Besides, the BFMs diffuse completely and only a small number of precipitates (probably nickel phosphides, e.g. Ni3P, Ni5P2, Ni12P5 [29,35,36]) appear in the joints of the composite compared to Fig. 4(b) and 4(d). When the pressure increases to 80 MPa (Fig. 4(f)), the high pressure gives rise to the deformation of the precursor wires and the fracture of the (Al + Al2O3) diffusion barrier layers, eventually resulting in an undesirable composite. Therefore, 70 MPa is an optimal pressure to prepare the composites. In addition, it should be noted that the phosphorus content in this composite has exceeded the limit in GH4169 superalloy. The nickel phosphides, as brittle phases, might damage the mechanical performance of the composite, thus a new nickel-based BFM should be developed to decrease the phosphorus content and the number of nickel phosphides in the matrix of the composite.
Fig. 5 shows the interface morphology and elemental distribution across the fibers in composites prepared on the condition of 900 °C/70 MPa/2 h. It can be observed that the matrix bonds sufficiently with the aid of BNi-7 fillers and the elements are distributed homogeneously among the fibers. The carbon protective layer and (Al + Al2O3) diffusion barrier layer exist distinctly and have not been consumed, as depicted in the magnified inset of Fig. 5. Calculated by the following thermodynamic formula (Eq. (2)):
and Eq. (3):
Fig. 5.

Fig. 5.
Interface morphology and elemental distribution across fibers in composite prepared on condition of 900 °C/70 MPa/2 h.
it is found that Al2O3 cannot react with Ni at 1000 °C. Hence, in the case of decreasing the bonding temperature to 900 °C and adding 30 mg/cm2 BFMs, the diffusion barrier layer plays a significant role in suppressing the elements inter-diffusion and interfacial reactions between the superalloy matrix and SiC fibers.
The XRD patterns of the precursor wires and composites fabricated under the condition of 900 °C/70 MPa/2 h are shown in Fig. 6. There are three main grain orientations of γ phase in the XRD spectrum of the GH4169 superalloy, including (111), (200) and (220). The intensity ratio of (111), (200) and (220) in precursor wires is 100:18.7:30.2, which is far away from 100:80:50 in PDF card (No.23-0297). It is suggested that the GH4169 superalloy coating exhibits an apparent (111) preferred orientation in precursor wires. For comparison, the intensity ratio changes to 100:51:50.5 in the composites, indicating the weakness of the orientation trend along (111) and the increment of the degree of homogenization, which would benefit the mechanical properties of the composites. The slight deviation of three grain orientations results from the lattice distortion, owing to the fact that chromium and phosphorus diffused from BNi-7 fillers into the matrix and existed as solid solution elements during the VHP process.
Fig. 6.

Fig. 6.
XRD patterns of precursor wire and composite (900 °C/70 MPa/2 h).
Fig. 7 presents the microstructure and the EBSD orientation map of the matrix in the cross-section of composite, respectively. It can also be observed that the original columnar grains in GH4169 superalloy coating of the precursor wire (Fig. 2) have recrystallized into fine equiaxial grains with random orientation after the VHP process, which shows good consistency with the XRD results. And with the mean grain diameter of 0.9 μm, a very fine grain structure of the composite matrix is achieved. Due to the good wettability of BFMs on the superalloy, which triggers the elements inter-diffusion and recrystallization of the matrix, as well as the sufficient plastic flow process, the micro-voids among columnar grains disappear and the composites become compact. The corresponding pole figures are shown in Fig. 8. It is identified that in the matrix of composites there does not exist evident crystallographic texture as the maximum texture intensity is 2.06, which is consistent with the fact of recrystallization.
Fig. 7.

Fig. 7.
Microstructure (a) and EBSD orientation map (b) of matrix in cross-section of composite.
Fig. 8.

Fig. 8.
Pole figures of matrix in composite.
The recrystallization process of the matrix with the addition of BNi-7 BFMs is schematically illustrated in Fig. 9. Prior to the VHP process, BFM powders are introduced on the surface of precursor wires by an organic binder. In stage 1, the powders start melting at 890 °C and flow into the micro-voids of columnar grains along the grain-boundaries. In stage 2, with the melt-point depressants diffusing rapidly to grain-boundaries under the increasing bonding pressure, the remelting temperature of the solidified BFMs raises up simultaneously [27] and the liquid starts nucleating, associated with the generation of nucleation centers of the matrix. In stage 3, on the one hand, the primary columnar grains deposited by magnetron sputtering are fine duo to the comparatively low sputtering temperature. On the other hand, the melt-point depressants are prone to segregate on grain-boundaries [29,37,38] and suppress the growing of recrystallized grains by means of hindering the slide or climbing of dislocations and the migration of grain-boundaries. Consequently, the mean diameter of the final grains is only 0.9 μm. Meanwhile, the level of homogenization has been improved with the extension of holding time.
Fig. 9.

Fig. 9.
Schematic illustration of the recrystallization process.
4. Conclusions
In the present study, dual-targets mid-frequency magnetron sputtering was employed to deposit the (Al + Al2O3) diffusion barrier layer (in the thickness of ~ 2 μm) and GH4169 superalloy coating (in the thickness of ~ 30 μm) on the CVD SiC fiber to prepare the precursor wire. Then, as a novel method to prepare SiC fiber-reinforced superalloy matrix composites, BNi-7 BFMs were introduced on the surface of the precursor wires. Ultimately, compact composites were achieved by the VHP process. The conclusions were summarized as follows:
(1)The optimal additive amount of BFMs is 30 mg/cm2 on the condition of 900 °C/70 MPa/2 h. Moreover, the VHP temperature, reduced by about 100 °C, was higher than the composites’ service temperature of 650 °C.
(2)Under the relatively low temperature (900 °C), the (Al + Al2O3) diffusion barrier layer bonded well, the elements inter-diffusion and interfacial reactions between the superalloy matrix and SiC fibers could be effectively controlled.
(3)In the VHP process, original columnar grains in GH4169 superalloy coating recrystallized into fine equiaxial grains with random orientation in the composites at 900 °C, and the mean grain diameter was 0.9 μm. Besides, the matrix bonded sufficiently with the aid of BNi-7 fillers and the elements were homogenously distributed among the fibers.
Acknowledgments
This work was financially supported by the National Natural Science Foundation of China (No. 51371170).
Reference

AbstractA method has been developed for fabricating millimeter cell size cellular lattice structures with square and diamond collinear truss topologies from 240 μm diameter Ti–6Al–4V-coated SiC monofilaments (titanium matrix composite (TMC) monofilaments). Lattices with relative densities in the range 10–20% were manufactured and tested in both compression and shear. Because of the very high strength of the TMC monofilaments, the compressive strengths of both topology lattices were dominated by elastic buckling of the constituent struts. However, under shear loading, some of the struts are subjected to tensile stresses and failure is then set by tensile fracture of the monofilaments. Analytical expressions are derived for the elastic moduli and strength of both lattice topologies and the predictions are compared with measurements over the range of relative densities investigated in this study. Excellent agreement between the measurements and predictions is observed. The specific shear strength of the TMC lattices is superior to all other cellular materials investigated to date, including carbon fiber-reinforced polymers (CFRP) honeycombs. Their compressive properties are comparable to CFRP honeycombs. The TMC lattices have a brittle response and undergo catastrophic failure at their peak load. They appear most promising as candidates for the cores in sandwich structures intended for elevated temperature and multifunctional applications where their limited ductility is not a significant constraint.]]>
High-Temperature Brazing in Aerospace Engineering

 WeChat
WeChat
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}