Search for articles:
Qi Wang , Wen Shi
, Wen Shi
Corresponding authors:
Received: 2019-06-9
Revised: 2019-08-14
Accepted: 2019-08-30
Online: 2020-03-01
Copyright: 2020 Editorial board of Journal of Materials Science & Technology Copyright reserved, Editorial board of Journal of Materials Science & Technology
More
Abstract
Facile green oxidation methods are always desired to functionalize carbon nanotubes (CNTs) in the production of advanced CNT/epoxy composites. In the present work, an optimized H2O2/H2O/O3 oxidation method was developed, and performances of the H2O2/H2O/O3 oxidized CNT in epoxy matrix were tested and compared with that of the H2O/O3 oxidized CNT and the most commonly used concentrated HNO3 oxidized CNT. The physical and chemical characteristics of the obtained oxidized CNTs were systematically characterized via transmission electron microscopy (TEM), X-ray photoelectron spectroscopy (XPS) and Raman. Mechanical performances of the obtained composites were explored by tensile tests, impact tests, dynamic mechanical analysis (DMA) and fracture toughness tests. It was found that the H2O2/H2O/O3 oxidized CNT exhibited all-around overwhelming advantages over the concentrated HNO3 oxidized CNT on reinforcing the epoxy matrix, while the H2O/O3 oxidized CNT only improved the material strength. Reinforcing mechanisms for the different methods oxidized CNTs were studied and compared. The optimized H2O2/H2O/O3 oxidation method makes scaled production possible, avoids environment pollutions, and holds great potentials to replace the most commonly used concentrated HNO3 oxidation method to oxidize CNT during the preparation of the advanced CNT/epoxy composite.
Keywords:
Advantages like high specific strength, excellent weatherability and chemical resistance [1], enable epoxy resins great potentials to replace a large part of metal in cars, air planes and ships. And due to the light-weight nature of epoxy resin, replacing the metal parts in vehicles with epoxy-based materials as far as possible holds a strong possibility to largely lower the weight of the vehicle body, and then results in obvious saving of energy. Furthermore, epoxy resin owes a range of diverse sources, which is an innate advantage compared with the limited metal materials. As a result, expanding the application scenario of epoxy-based materials via further improving the mechanical performance, which is of considerable meaningfulness to the serious energy crisis and resource shortage in current world, is always desired and necessary.
Due to the low weight and well-known superior mechanical performances, nanocarbons (graphene, nanodiamond and CNT) were widely reported to show great advantages in reinforcing epoxy resins [[2], [3], [4], [5], [6], [7], [8]]. Among various nanocarbons, CNT was one of the most popular used and well acknowledged nanofillers [[9], [10], [11], [12]], and was regarded as the most promising reinforcing filler for the next-generation high-performance composite [13,14]. However, due to the intrinsic van der Waals forces, CNTs usually tend to tangle together in epoxy resin, and are not easy to be homogeneously dispersed [15]. The atomically smooth surface of CNT also limits the interaction between CNT and epoxy, which restricts the load transfer [16]. It is usually hard for CNT to fulfill its potential. Except several reports about using nitrogen doped carbon nanotube to reinforce the epoxy resin [17,18], as far as we know, further modification seems necessary to help CNT to reach the potential.
Since CNT was discovered to show reinforcing effect to epoxy resin, to pursue improved performances, all kinds of functionalizations to CNT have never stopped.
The developing history for CNT to reinforce the epoxy matrix seems to be mainly divided into 3 periods. At first, fresh CNT was directly utilized to reinforce the epoxy resin [[19], [20], [21]]. Then, the second period came, oxidized CNT was applied to reinforce the epoxy resin [[22], [23], [24]]. It was found that the resulted oxygen groups (—OH, —COOH etc.) on CNT, which connected epoxy resin and CNT together via reacting with epoxy groups of epoxy resin, induced a better dispersion of CNT in epoxy resin and effective load transfer from the weak epoxy matrix to the strong CNT [25]. However, the oxidations were usually realized by concentrated HNO3 or the mixture of HNO3 and H2SO4. The third period has lasted until now. Developed upon the second period, the third period focused on introducing more effective chemical groups to CNT, and the amino group was the most popular chosen one [10,15,[26], [27], [28], [29]]. CNT was usually oxidized firstly, and then further modified with amino groups. It was found that the effective oxidation to CNT via using concentrated strong acids (mainly HNO3) still cannot be avoided in most cases. In industrial production, the employ of concentrated strong acids usually results in serious pollutions to the environment, and the same time, largely increases the cost of production. To speed up the industrialized application of advanced CNT/epoxy composites, effective and green oxidation methods to CNT are always desired.
O3 is a welcomed green oxidant. In 2000, O3 was reported to oxidize CNT [30]. In 2006, an ultra-violet/ozone treating method was found to help disperse CNT uniformly in the resin matrix [25]. In 2008, the solubility and stability of CNT in water were observed to be improved significantly after the CNT solution was treated via O3 [31]. In 2009, It was reported that the O3 oxidized CNT showed nice performance in the catalytic ozonation of oxalic acid in aqueous solution [32]. In 2011, a H2O/O3 oxidation method was developed to oxidize CNT [33], and after the oxidized CNT was applied to reinforce the epoxy resin, the composite showed improved tensile properties and fracture toughness [34]. In 2017, a H2O2/H2O assisted O3 oxidation method was further developed [35]. Then, the performance of the H2O2/H2O/O3 oxidized CNT in CNT/epoxy composite, and the comparison with that of the H2O/O3 oxidized CNT and the most commonly used concentrated HNO3 oxidized CNT, are expected.
Herein, the H2O2/H2O assisted O3 oxidation method was optimized to be even suitable to the industrial production. The performances of the H2O2/H2O/O3 oxidized CNT in epoxy matrix were tested and compared with that of the H2O/O3 oxidized CNT and the most commonly used concentrated HNO3 oxidized CNT. The reinforcing mechanisms for the different methods oxidized CNTs were studied and compared. The present work aims to give out some ideas for the fabrication of green and advanced CNT/epoxy composites.
CNT (purity: 98%) was from Shandong Dazhan Nano Materials Co., Ltd. zy5401A epoxy and zy5401B curing agent were from Nanjing Zhongying New Nanomaterials Co., Ltd. Concentrated HNO3 was from Sinopharm Chemical Reagent Co., Ltd. Hydrogen peroxide solution (30%) was from Xilong Scientific Co., Ltd.
5 g CNT was dispersed into 500 mL concentrated HNO3, and the mixture was stirred at 120 °C for 2 h. Then, it was filtered, and washed with deionized water, until the pH value turned neutral. Finally, it was dried in an oven at 50 °C.
oCNT-2 was obtained via a H2O assisted ozone oxidation method. As shown in Fig. 1(a), the produced ozone went through H2O first, then the mixture of ozone and water vapor went up and went through the CNT layer that placed on the quartz sand support. The whole system was kept at 55 °C. After 1 h treatment, the resulted CNT was dried in an oven that set at 80 °C overnight.
Fig. 1. Schematic diagram of the H2O/O3 oxidation method (a) and the H2O2/H2O/O3 oxidation method (b).
When the H2O in the preparation of oCNT-2 was replaced by hydrogen peroxide solution (H2O2/H2O), oCNT-3 was obtained. In the preparation system, MnO2 was extra applied as the catalyst to decompose the H2O2 that flowed out. The schematic diagram of the preparation of oCNT-3 was showed in Fig. 1(b).
At first, 1.75 g filler was dispersed into 175 g epoxy via ball milling. The planetary ball mill was set at 40 Hz for 2 h. Then, the curing agent was added into the resulted uniform mixture with a weight ratio of epoxy to curing agent to be 3.62. The final mixture was stirred to be uniform, and then poured into stainless molds. Nanocomposites were obtained after the precursors were cured at 80 °C for 2 h and then 100 °C for another 2 h.
TEM images were taken by FEI Tecnai T12. Raman spectra were obtained by LabRam HR 800. XPS spectra were obtained via ESCALAB 250 XPS system with a monochromatized AlKα X-ray source (1486.6 eV). Tensile tests were carried out on SHIMADZU AG-X (10 kN) mechanical testing machine following GB/T 2567-2008. The fracture toughness was tested according to ASTM D5045-14 using SHIMADZU AG-X (10 kN). The dimensions of testing samples were controlled to 5 mm × 10 mm × 44 mm, and a 5 mm-deep sharp notch was notched by machining. However, natural cracks were failed to be created on the testing specimens. Therefore, for the present work, samples were tested without natural cracks. Three-point bending was carried out on the notched specimens at room temperature. Critical-stress-intensity factor (K1c) was finally obtained to characterize the toughness.
Impact tests were conducted on Zwick/Roell HIT50 P following GB/T 2567-2008. DMA was performed under single-cantilever blending mode using NETZSCH DMA 242 E from 30 °C to 250 °C (3 °C /min) at 1 Hz. Rheological behaviors were studied via Thermo Scientific HAAKE PolyLab QC. Scanning electron microscope (SEM) images were obtained via FEI nano-450. For every mechanical test, at least 5 specimens were tested.
As shown in Fig. 2 (a) and (b), the fresh CNT applied in the present work was uniform tangled tubes with the diameter vibrated around 10 nm. The outer wall of the tube was covered with some amorphous carbon. After the fresh CNT was oxidized, most amorphous carbon was removed, and the outer walls of oCNT-2 and oCNT-3 occurred to be even cleaner (Fig. 2). Results suggested that H2O/O3 and H2O2/H2O/O3 performed better abilities to remove the amorphous carbon than the concentrated HNO3 at 120 °C.
Fig. 2. TEM images of CNT (a, b), oCNT-1 (c), oCNT-2 (d) and oCNT-3 (e).
Raman was used to evaluate the damages to CNT structure induced by different oxidation methods. The obtained Raman spectra were deconvoluted into 5 peaks at 1570.4-1579.3 cm-1, 1322.3-1342.8 cm-1, 1603.7-1610.0 cm-1, 1477.0-1502.1 cm-1, 1147.4-1203.1 cm-1, corresponding to ideal graphitic lattice (G), disordered graphitic lattice (graphene layer edges, D1), disordered graphitic lattice (surface graphene layers, D2), amorphous carbon (D3), disordered graphitic lattice (polyenes, ionic impurities, D4), respectively [[36], [37], [38], [39], [40], [41]] (Fig. 3). D1 and D2 were shown to be main defect forms for CNTs in the present work. The integrated intensity ratio of (D1+D2) band and G band (ID(1+2)/IG), was therefore used to evaluate the defect degrees of CNTs in the present work. The deconvolution results for D1 and D2 were summarized in Table 1. Both the H2O/O3 oxidation method (oCNT-2) and the H2O2/H2O/O3 oxidation method (oCNT-3) created more defects to CNT than the concentrated HNO3 oxidation method (oCNT-1). The highest ID(1+2)/IG value (3.23) was obtained by oCNT-2, which meant the H2O/O3 oxidation method damaged the structure of CNT most. oCNT-2 owed the most D1 defect (ID1/IG = 2.85), while oCNT-3 owed the most D2 defect (ID2/IG = 0.52). Results suggested that the H2O/O3 oxidation method damaged the structure of CNT most, and created a lot of graphene layer edges, while the H2O2/H2O/O3 oxidation method damaged the surface graphene layers most.
Fig. 3. Deconvolutions of the Raman spectra of CNTs.
Table 1 Defects situation of obtained CNTs.
| Sample | ID1/IG | ID2/IG | ID(1+2)/IG |
|---|---|---|---|
| CNT | 1.59 | 0.26 | 1.85 |
| oCNT-1 | 1.65 | 0.24 | 1.89 |
| oCNT-2 | 2.85 | 0.38 | 3.23 |
| oCNT-3 | 2.51 | 0.52 | 3.03 |
XPS was used to examine the oxidation performances of the various oxidization methods (Table 2). Only C and O were detected. The obtained XPS O 1s spectra of CNTs were deconvoluted into three peaks at 531.6 eV, 532.5-532.8 eV, 533.6-533.9 eV, corresponding to C=O (ketonic carbonyl groups), O=C—O (a sum of carboxyl, anhydride, lactone, and ester groups), C—OH (phenol groups), respectively [42] (Fig. 4). To make results comparable, the O 1s spectra of CNTs were deconvoluted strictly following the same parameters. The deconvolution results were summarized in Table 2. The oxygen content of the fresh CNT was 2.29 at.%, and only O=C—O and C—OH were shown in the deconvoluted spectrum. After it was further oxidized by concentrated HNO3 (oCNT-1), the oxygen content increased to 4.71 at.%, and C=O species appeared in the deconvoluted spectrum. H2O/O3 was reported to show strong oxidizing ability to CNT due to the quite possible reaction between H2O and O3 that generates HO· free radicals, which holds even higher oxidation potential than O3 [33]. With the assistance of H2O/O3, the surface O content of CNT was increased to 3.08 at.% (oCNT-2). When H2O was further replaced by H2O2/H2O, O3 easily reacted with H2O2 in the aqueous solution at the same time, and induced large amounts of OH· and HO2· free radicals, which were supposed to oxidize CNT effectively [3,4]. Therefore, oCNT-3 obtained an even higher surface O content of 3.26 at.%. Concerning the O content alone, both the H2O/O3 oxidation method (oCNT-2) and the H2O2/H2O/O3 oxidation method (oCNT-3) did not show as good performance as the concentrated HNO3 oxidation method (oCNT-1). However, the increased O content for oCNT-1 seemed mainly existed as C=O, which was not found in the deconvoluted spectra of oCNT-2 and oCNT-3. The three oxidized CNTs shared similar O=C—O and C—OH contents.
Table 2 XPS results of CNTs.
| Sample | C (at.%) | O (at.%) | C=O (at.%) | O=C—O (at.%) | C—OH (at.%) |
|---|---|---|---|---|---|
| CNT | 97.71 | 2.29 | - | 1.22 | 1.07 |
| oCNT-1 | 95.29 | 4.71 | 1.35 | 1.81 | 1.55 |
| oCNT-2 | 96.92 | 3.08 | - | 1.76 | 1.32 |
| oCNT-3 | 96.74 | 3.26 | - | 1.70 | 1.56 |
Fig. 4. Deconvolutions of the O 1s XPS spectra of CNTs.
In summary, after the oxidation processes, CNT turned to be clean, while the outer walls of oCNT-2 and oCNT-3 were even cleaner than that of oCNT-1. Both the H2O/O3 oxidation method and the H2O2/H2O/O3 oxidation method damaged CNT structure much more seriously than the concentrated HNO3 oxidation method. The most graphene layer edges were created on oCNT-2, while the most disordered surface graphene layers were created on oCNT-3. oCNT-1 owed the highest O content, while the three oxidized CNTs shared similar O=C—O and C—OH contents. C=O only existed on oCNT-1.
Mechanical properties (tensile, impact, fracture toughness and DMA) of the oCNT-3 reinforced epoxy composites were tested and compared with that of CNT, oCNT-1 and oCNT-2 reinforced epoxy composites (Table 3).
Table 3 Mechanical performances of the obtained samples.
| Sample | Tensile strength (MPa) | Young’s modulus (GPa) | Elongation at break (%) | Impact strength (kJ/m2) | K1c (MPa m1/2) | G’30b (MPa) | Tgc (°C) |
|---|---|---|---|---|---|---|---|
| Neat epoxya | 65.0 ± 2.4 | 2.77 ± 0.13 | 5.5 ± 0.6 | 26.3 ± 2.1 | 1.16 ± 0.10 | 757.6 | 106.9 |
| CNT/epoxya | 58.0 ± 2.8 | 2.47 ± 0.05 | 5.0 ± 0.5 | 31.3 ± 2.7 | 4.03 ± 0.18 | 901.1 | 106.6 |
| oCNT-1/epoxya | 69.5 ± 0.4 | 2.97 ± 0.04 | 4.8 ± 0.5 | 41.9 ± 3.1 | 3.73 ± 0.08 | 698.6 | 107.3 |
| oCNT-2/epoxy | 76.1 ± 1.1 | 3.32 ± 0.14 | 5.2 ± 0.2 | 26.1 ± 2.5 | 3.71 ± 0.06 | 938.5 | 105.3 |
| oCNT-3/epoxy | 73.1 ± 0.4 | 2.90 ± 0.04 | 5.9 ± 0.3 | 42.6 ± 0.6 | 4.21 ± 0.10 | 847.5 | 105.0 |
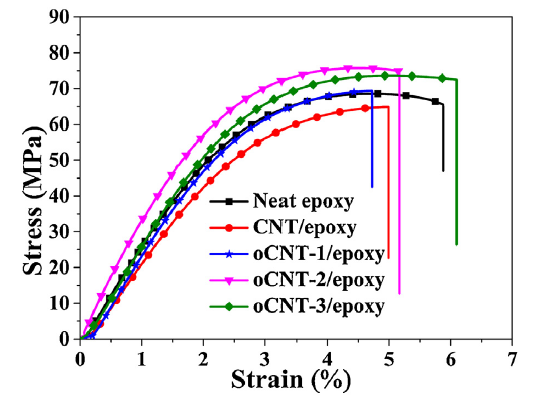
Tensile properties are one of the most essential mechanical performance indexes for a material. Fig. 5 showed the strain-stress curves of the samples. Tensile strength describes the ability of a material to resist loads tending to elongate. The incorporation of CNT decreased the tensile strength of the epoxy matrix from 65.0 MPa to 58.0 MPa, which was usually regarded to due to the bad dispersion of CNT in epoxy matrix that created defects in the composite. After CNT was oxidized by concentrated HNO3, the tensile strength of the oCNT-1/epoxy composite increased to 69.5 MPa. oCNT-2 further expanded it to 76.1 MPa. While for oCNT-3, it was 73.1 MPa. Young’s modulus, which measures the stiffness of a solid material, arises from the stiff interfacial layer formed between CNTs and epoxy [43]. The incorporation of CNT into epoxy matrix worsened the Young’s Modulus from 2.77 to 2.47 GPa. After CNT was oxidized by concentrated HNO3, oCNT-1 expanded the Young’s Modulus of the composite from 2.47 to 2.97 GPa. In case of oCNT-2, the Young’s Modulus further increased to 3.32 GPa, which is a 11.8% improvement compared with that of oCNT-1/epoxy composite. oCNT-3 also kept the advantage of oCNT-1 in reinforcing the epoxy matrix in Young’s Modulus. Both oCNT-2 and oCNT-3 made the composites perform better than oCNT-1 reinforced composite in tensile properties.
Fig. 5. Strain-stress curves of the samples.
Impact strength and K1c represent the toughness of a material most. Impact strength herein measured the resistance of an unnotched material to broke, while fracture toughness (K1c) measured the resistance of a notched material to fracture. oCNT-1/epoxy composite showed an impact strength of 41.9 MPa, which is a 33.9% increase compared to that of the CNT/epoxy composite. However, the fracture toughness of oCNT-1/epoxy composite got even worse compared to that of the CNT/epoxy composite (from 4.03 MPa m1/2 to 3.73 MPa m1/2). oCNT-2/epoxy composite showed similar K1c value with oCNT-1/epoxy composite, while didn’t catch up with the performance of the oCNT-1/epoxy composite in impact strength. Surprisingly, oCNT-3 was found to make the composite show overwhelming advantages over not only oCNT-1/epoxy composite, but also the neat epoxy and the CNT/epoxy composite. oCNT-3/epoxy composite possessed the largest impact strength and K1c values in the present work.
Thermo-mechanical properties of the oCNT-3/epoxy composite was also studied and compared with other samples. As shown in Table 3 and Fig. 6(a), the incorporation of oCNT-1 into the epoxy matrix worsened G’30 from 757.6 to 698.6 MPa. While the G’30 of oCNT-3/epoxy composite was 847.5 MPa, which was 21.3% higher than that of the oCNT-1/epoxy composite. oCNT-3 successfully made up the loss of G’30 by oCNT-1 (a 11.9% increase compared with that of the neat epoxy). oCNT-2/epoxy composite obtained the highest G’30 value of 938.5 MPa in the present work. Tg (the glass transition temperature) in the present work was determined by the peak position of tan δ (loss factor) versus temperature curves (Fig. 6(b)). After CNTs were incorporated into the epoxy matrix, no obvious differences happened to Tg. Results suggested that the incorporation of CNTs did not influence the crosslinking degrees of the samples much.
Fig. 6. Storage modulus (a) and tanδ (b) vs. temperature curves of the samples (curves of neat epoxy, CNT/epoxy and oCNT-1/epoxy were taken from our previous work [
Performances of the composites were applied to evaluate the various oxidation methods to CNT. The concentrated HNO3 oxidation method is well acknowledged to oxidize CNT to improve the interaction between CNT and epoxy or pretreat CNT for further modification to improve the interaction between CNT and epoxy. oCNT-1, a representative of the most commonly used HNO3 oxidized CNT in the field of composite, improved the reinforcing effect of fresh CNT in tensile properties and impact strength, while worsened the storage modulus (even lower than that of the neat epoxy) and the fracture toughness. Compared with oCNT-1, oCNT-3 kept the advantage of oCNT-1 on reinforcing the epoxy matrix in Young’s modulus and impact strength, further improved the tensile strength, furthermore, oCNT-3 made up the short board of oCNT-1 in fracture toughness and storage modulus. Among the four CNTs studied, oCNT-3 was the only one that gave out an overall improvement to the neat epoxy. Though oCNT-2 obviously improved the tensile properties and the storage modulus of the composite, compared with oCNT-1, no enhancement in fracture toughness appeared, and the impact strength value of oCNT-2/epoxy composite was far behind that of oCNT-1/epoxy composite. Concerning the mechanical performance of oCNT-3/epoxy composite, the H2O2/H2O/O3 oxidation method holds great potentials to replace the most commonly used concentrated HNO3 oxidation method.
Except for the mechanical performances of the resulted composites, the viscosity of the mixture of epoxy and filler is another key point that necessary to be taken into account in industrial production. Firstly, CNT is much easier to be dispersed well in the epoxy matrix under a low viscosity atmosphere. Then, a low viscosity of the precursor usually enables a facile manufacture (such as mixing, injection molding and transportation) [44]. However, due to the high aspect ratio structure and Van der Waals forces, CNTs usually tend to tangle together [45], which makes their mixture with epoxy show a relatively higher viscosity than that of the mixture of epoxy with fillers of low aspect ratio (like sphere-like nanodiamond). Therefore, enabling a low viscosity for the mixture of epoxy and CNT is of great meaning for the yield of quality products and the control of the production cost. Herein, before adding the curing agent, the rheological behavior of (oCNT-3+epoxy) was studied and compared with that of (oCNT-1+epoxy) and epoxy. As shown in Fig. 7, the static-state viscosity of epoxy was 1.42 Pa·s, while the viscosity dramatically increased to 5.89 Pa·s after oCNT-1 was incorporated in. However, when oCNT-1 was replaced by oCNT-3, the viscosity surprisingly decreased to 3.83 Pa·s, which was a large decrease of 35%. Increasing the shear rate from 0 to 200/s, strong shear thinning phenomenons for (oCNT-1+epoxy) and (oCNT-3+epoxy) appeared. While, the increase of shear rate almost has no influence on the viscosity of epoxy.
Fig. 7. Viscosity vs shear rate curves for epoxy, (oCNT-1+epoxy) and (oCNT-3+epoxy) (curves of epoxy and (oCNT-1+epoxy) were taken from our previous work [
oCNT-3/epoxy composite showed obvious advantages over oCNT-1/epoxy composite in mechanical properties, more than that, the static-state viscosity of (oCNT-3+epoxy) was 35% lower than that of (oCNT-1+epoxy). Performances suggested that the H2O2/H2O/O3 oxidation method enjoyed great possibilities to replace the most commonly used concentrated HNO3 oxidation method in the field of CNT reinforcing epoxy in both laboratory and industrial production.
The reinforcing mechanisms for nanocarbon reinforced epoxy composites were usually contributed to the interactions that built between nanocarbon and epoxy, which improved the dispersion of nanocarbon in epoxy matrix and promoted the load transfer from epoxy matrix to nanocarbon [4,6,10,46]. Therefore, herein, the study on the reinforcing mechanism for oCNT-3 started from understanding the interactions between oCNT-3 and epoxy. Various performances of the three oCNT/epoxy composites were tried to be understood by comparing the interactions between the three oCNTs and epoxy.
CNT goes with an atomically smooth surface. After it was oxidized, O groups were created on the surface. Among various O groups on CNT (C=O, O=C—O and C—OH), O=C—O and C—OH react with the epoxy group in epoxy at molecular level [45], and therefore mainly contributed to the chemical interactions that built between CNT and epoxy, while C=O does not react with the epoxy group. Though oCNT-1 owed the highest O content among the CNTs studied, oCNT-1, oCNT-2 and oCNT-3 shared similar O=C—O content and C—OH content (Table 2). Therefore, similar chemical interactions were quite possible to be created between the three oCNTs and epoxy.
Raman results showed a larger ID(1+2)/IG value for oCNT-3 than that of oCNT-1, which meant that more structure defects were created on oCNT-3 than on oCNT-1. During a strong oxidization process, the atomically smooth surface of CNT was damaged and resulted to be rough. Then, there may be more physical friction between oCNT-3 and the surrounding epoxy matrix than between oCNT-1 and the surrounding epoxy matrix. In Fig. 2, the surface of oCNT-3 seemed to be cleaner than oCNT-1, which ensured more effective contact between CNT-3 and epoxy. For the similar chemical interactions, it was quite possible the different physical interactions that resulted in the improved mechanical performance for oCNT-3/epoxy composite than oCNT-1/epoxy composite. As for oCNT-2, the surface was even rougher than oCNT-3 (ID(1+2)/IG value increased from 3.03 to 3.23), which quite possible resulted in the better tensile properties and G’30 for the composite.
While the rougher surface also suggested that the structure of CNT was damaged more seriously. During the tensile test, the epoxy matrix broke firstly, which left the exposed oCNT fragment to connect the two parts composites together (Fig. 8(a)). The tested composite was totally fractured after the exposed oCNT fragment broke. The oCNT fragment that exposed to the cracks was just a small section, which could be regarded as an interface that connected the two parts composites together. Due to the nice interaction between oCNT and the epoxy matrix (no obvious pulled-out oCNTs were shown in the fracture surfaces of the composites, as shown in Fig. 9), the unexposed part of oCNT and the epoxy matrix united to be an integration. During the tensile process, the exposed oCNT fragment suffered tensile stresses from the connected two parts composites (Fig. 8(a)). The fracture has little relationship with the orientations of oCNTs inside the composite. Similar situations appeared in the impact and fracture toughness tests. As shown in Fig. 8b, the exposed oCNT fragment suffered stresses from the connected composites (bending mode), which also had little relationship with the orientations of oCNTs inside the composite. With a tube-like structure, CNT was easier to be bended to break rather than to be pulled to break. Therefore, damages on CNT structure were quite possible more sensitive to toughness (impact and fracture toughness) than to strength (tensile properties). As a result, oCNT-2 didn’t make oCNT-2/epoxy composite catch up with the performance of oCNT-3/epoxy composite in toughness (impact strength and K1c).
Fig. 8. Stress conditions of the exposed oCNT fragment under tensile test (a) and impact and fracture toughness tests (b).
Fig. 9. Fracture surfaces of oCNT-2/epoxy composite (a) and oCNT-3/epoxy composite (b).
To sense the interactions between the three oCNTs and epoxy more intuitively, the fracture surfaces after the fracture toughness tests were observed via SEM. Our previous work showed the fracture surfaces of neat epoxy [1], CNT/epoxy composite and oCNT-1/epoxy composite [18]. As a typical brittle material, the neat epoxy owed a quite smooth fracture surface. Then, a few scratch-like imprints appeared on the fracture surface of CNT/epoxy composite. After CNT was oxidized by concentrated HNO3, a little more scratch-like imprints were observed. While, as shown in Fig. 9, when oCNT-2 or oCNT-3 was incorporated into the epoxy matrix, the fracture surfaces of oCNT-2/epoxy composite and oCNT-3/epoxy composite turned to be much rougher. The few scratch-like imprints became “wild rivers”, and it was even “wilder” for oCNT-3/epoxy composite. “Rivers” on fracture surfaces were usually results of composites struggled against the external force. While the improved ability for the composite to struggle against the external force was usually contributed to the improved interaction between CNT and the epoxy matrix. Therefore, the roughness of the fracture surface reflects the interaction between CNT and epoxy to some extent. Results suggested the best interaction between oCNT-3 and epoxy in the present work, which evidenced the conclusion before in another way.
Then, the reinforcing mechanism of oCNT-3 in the epoxy matrix and the various performances of the three oCNTs in the epoxy matrix were understood.
The H2O2/H2O/O3 oxidation method to CNT was optimized to be even suitable to the industrial production. The resulted oCNT-3 kept the advantage of oCNT-1 (the most commonly used concentrated HNO3 oxidized CNT) on reinforcing the epoxy matrix in Young’s modulus and impact strength, further improved the tensile strength, moreover, made up the short board of oCNT-1 in fracture toughness and storage modulus. Though H2O/O3 oxidized CNT (oCNT-2) improved the tensile properties and the storage modulus of the resulted composite most, compared with oCNT-1, no enhancement in fracture toughness appeared, and the impact strength value of oCNT-2/epoxy composite was also far smaller than that of oCNT-1/epoxy composite. Only oCNT-3 showed all-around overwhelming advantages over oCNT-1 on reinforcing the epoxy matrix. The reinforcing mechanism was supposed to be contributed to the improved chemical interaction (result from the rich effective O groups on oCNT-3) and physical interaction (result from the rough surface of oCNT-3) between oCNT-3 and the epoxy matrix. Furthermore, the static-state viscosity of (oCNT-3+epoxy) was 35% lower than that of (oCNT-1+epoxy). The optimized H2O2/H2O/O3 oxidation method makes scaled production possible, avoids environment pollutions, and holds great potentials to replace the most commonly used concentrated HNO3 oxidation method to oxidize CNT during the preparation of advanced CNT/epoxy composites. The present work aims to give out some ideas for the fabrication of green and advanced CNT/epoxy composites.
This work was supported financially by the China Scholarship Council (No. 201706340114).

 WeChat
WeChat
/
| 〈 |
|
〉 |








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}