Search for articles:
Wei Fu , Ruichen Tian
, Ruichen Tian
Corresponding authors:
Received: 2019-07-10
Revised: 2019-08-9
Accepted: 2019-08-20
Online: 2020-03-01
Copyright: 2020 Editorial board of Journal of Materials Science & Technology Copyright reserved, Editorial board of Journal of Materials Science & Technology
More
Abstract
Reliable SiC/Sn-Ti/SiC joints were obtained by brazing (950 °C/10 min) and soldering (250 °C/2 min) following premetallization depend on the wettability of Sn-Ti on SiC. The microstructures of Sn-Ti/SiC interface were characterized by scanning electron microscopy, X-ray diffraction and transmission electron microscopy, and the mechanical properties of joints were evaluated by shear tests. Active Ti enhanced the wettability of Sn on SiC with the decrease of contact angle from 150° to 20°. Ti direct reacted with SiC to produce TiC and combines with released Si forming Ti5Si3. Much lower Ti concentration per contacting area in brazing and metallization, compared to wetting, resulted in defective bonding of Sn-Ti/SiC and few amounts of interfacial products (thin TiC layer or partial covered TiC layer with Ti5Si3). All of the SiC/SiC joints possess a similar shear strength of 27-32 MPa and rupture through β-Sn matrix in ductile fracture.
Keywords:
Silicon carbide (SiC) is an attractive structural and functional materials in aerospace and electronics industries because of its appealing wear and corrosion resistance at high temperature, high thermal conductivity and good thermal shock behavior [[1], [2], [3], [4]]. However, due to intrinsic hardness, it is hard to machine into complicated components, which limits its applications. Nowadays, various ceramic joining techniques, such as brazing, diffusion bonding and adhesive bonding partial transient liquid phase bonding have been developed to deal with this problem. Especially, brazing tends to be the most attractive method because of its low cost and convenience [[5], [6], [7], [8], [9]]. Recently, Sn-based fillers, have a low solidification temperature, have been applied to join ceramics to ceramics or to metals to lower the residual stress of brazed joints [[10], [11], [12]]. Considering the low-temperature bonding properties of Sn-based alloys, a two-steps joining (metallization and then soldering) process is developed [13].
The wettability of alloys on ceramics is vital important to both brazing and metallization processes. Due to the chemical differences between alloys and ceramics, usually brazing alloys have a poor wettability on ceramics [14]. Generally, active elements, such as Ti, Zr and Cr, are introduced into alloys to improve its wettability. To our best knowledge, studies on the wetting of Sn-based alloys on SiC are limited. To have a better understanding, the widely studied Cu-, Ag-, Ni- and Ag-Cu based alloys are summarized as follows.
Large works focus on the wetting of Cu-Ti alloys on SiC substrate. Nishino et al. [15] systematically studied the effects of Ti concentrations on the interfacial structures and wetting of Cu-Ti/SiC system. Pure Cu induces the decomposition of SiC, forming a reaction layer with thickness around 130-180 μm, but without the improvement of wettability. When Ti is added, two types of TiC and Ti3SiC2 are formed at interface. Above 40 at.% Ti is able to obtain the lowest contact angle of 7° at 1273 K. In the study of Cu-5 at.% Ti/SiC system at 1100 °C [16], the decomposition of SiC substrate is also observed. Whereas, except TiC and Ti5Si3 products, a copper (or copper silicides)/graphite composite layer forms in contact with SiC. A little higher final contact angle of 27° is obtained in Cu-3 wt.% Ti (Cu-3.94 at.% Ti)/SiC system at 1200 °C for 10 min [17]. Here Ti5Si3 is on the only product at the interface and in the solidified Cu-Ti alloy. Single TiSi2 is also formed in the Ag-Cu-Ti/SiC wetting system with a strong decomposition of SiC, which is enhanced by adding more additive Ti [18]. The evolution of interfacial structure can be concluded by a series of studies: TiC forms as the first interfacial product as SiC dissolves into and reacts with melt, and therefore TiC nucleates in the liquid [19]. With the reactions goes on, separate Ti5Si3 forms on TiC layer and a continuous layer [20]. These compounds may eventually evolve to Ti3SiC2 below Ti5Si3 for a long enough contact time [21]. In the above works, the decomposition of SiC occurs in the wetting process. Moreover, the observations of Cu-based alloy/SiC system with various Ag show that the decomposition of SiC is suppressed because of the low dissolution of Si in liquid Ag [22]. Violent interfacial reactions usually occur, which promote the wettability of alloys on SiC. However, only aggregation of Ti at interface is observed in Sn10Ag4Ti/SiC system, which induces a nearly complete wetting with contact angle of ≈ 0° [10]. Obviously, the wetting behavior of Sn-based alloys on SiC is quite different from that of the above-mentioned alloys on SiC. Anyway, the wetting of Sn-based alloys/SiC system is urgently required.
As to the brazing of SiC, most of works are conducted at high temperature (> 800 °C), and much attention is paid to release the residual stress [23,24]. Some efforts have been made to lower the joining temperature by introducing low melting temperature element [25,[25], [26], [27]], however, the actual brazing temperature is also higher than 700 °C. Therefore, low-temperature bonding methods are demanded to be developed to satisfy the application of SiC in electronics industries.
In the present work, firstly the wettability of Sn-Ti alloys on SiC and the interfacial interactions were studied to better understand the following joining processes. Then brazing, as s standard, and low-temperature bonding (250 °C/2 min) following metallization were applied to joint SiC. The interfacial microstructure and shear strength of two kinds of joints were analyzed and compared.
SiC ceramics were pressureless-sintered with a purity of 99 wt%, a density of 3.12 g/cm3, supplied by the Shanghai Unite Technology Co., Ltd, Shanghai, China. Before wetting, brazing and joining, the surface of SiC was polished by diamond grinding discs to reach a final surface roughness about 0.5 μm, measured by an optical confocal-interferometric profilometer (Sensofar S-neox) on an area of 3 mm × 3 mm. Sn-xTi alloys with Ti concentrations of 1, 2, 5 and 8 at.% were prepared by arc-melting of appropriate amounts of Sn bulks (99.98 wt%) and Ti bulks (99.95 wt%) under purified Ar atmosphere. A zirconium getter was melted each time before the specific alloy to remove the oxygen in the melting furnace. Also, the alloys were re-melted at least four times to ensure componential homogeneity. The prepared Sn-Ti alloys have a Sn matrix and well distributed Ti6Sn5 intermetallics [28]. Sn-xTi powders, which were used in metallization and joining processes, with same Ti concentrations to alloys were prepared by mixing pure metal powders (20 g) and 8 ml acetone using ball-milling with the ratio of ball-to powder of 15:1 in weight for 8 h. The milling container works in a revolution speed of 120 r/min and rotation speed of 240 r/min. The prepared Sn-xTi powders consists of separate Sn and Ti, no reactions occur between them [29]. The melting temperature of Sn-xTi ranges from 219 °C to 231 °C [30].
Wetting experiments were performed in a specially designed furnace, which can reach 1600 °C [31]. Sn-Ti alloys with a weight of 0.25 g was placed on the surface of SiC. A zirconium getter was placed near Sn-Ti alloys to prevent the oxidation of the liquid alloy. The prepared samples were introduced into the preheated zone of the furnace by means of an external magnetic manipulator. For the temperature-rising test, the samples were introduced into the zone with 200 °C, and then they were heated to 1000 °C at a rate of 4 °C/min. As to the isothermal tests, the samples were introduced into a zone with 950 °C. The moment, at which the complete melting of the alloy was observed, was defined as the onset of the wetting (i.e. t = 0 s). During the wetting tests, the profiles of drop were acquired using a high-resolution CCD camera and then processed off-line with an adhoc designed ASTRAView image analysis software[31]. The accuracy of the contact angle is estimated to be ± 2°.
In brazing process, Sn-Ti powder (30 mg) was placed between two SiC pieces (17 mm × 8 mm × 5 mm and 5 mm × 5 mm × 5 mm) forming a sandwich structure, and then its were put into a resistance furnace. The assemblies were heated to 950 °C at a rate of 20 °C/min and held for 10 min, then cooled down to room temperature at a rate of 5 °C/min. During the whole process, the vacuum of furnace was better than 5.0 × 10-3 Pa.
For metallization, a flat Sn-Ti powder (30 mg) layer was placed on the surface (an area of 5 mm × 5 mm) of SiC in two dimensions mentioned in brazing. The parameters of metallization were same to that of brazing. The metallized SiC were assembled (the metallization layer face to face) and then placed on a preheated plate (250 °C) for 2 min in atmosphere. A thin layer (about 1 ml) of mildly activated rosin flux coated on the metallization layer to prevent its oxidation.
Before all of the tests, the SiC was ultrasonic cleaned in ethanol for 15 min. To ensure proper contact, a 15 kPa pressure was applied in both brazing and soldering assemblies. The wetting, brazing and metallization were conducted under a vacuum better than 5.0 × 10-3 Pa.
The samples were cross-sectional sectioned by a diamond and then carefully polished for microstructural analyses by field emission scanning electron microscopy (SEM, MERLIN Compact, ZEISS) equipped with energy dispersive X-ray spectroscopy (EDX, OCTANE PLUS, EDAX). To further investigate the interfacial products, the solid Sn-Ti alloy was etched off by prepared acid (30 vol.% HCl, 30 vol.% HNO3 and 40 vol.% deionized water). Then the exposed interfacial phases were identified by X-ray diffraction (XRD, D8-ADVANCE) with a 2 mm beam diameter. Transmission electron microscopy (TEM, JEOL-2100) was used to further investigate the reaction products. The crystal structures of the interfacial products were characterized by selected area electron diffraction (SAED). The TEM specimen was prepared by focused ion beam (FIB, Helios Nanolab600i, FEI, USA). The shear test was conducted by using a universal testing machine (Instron 5967) at a constant speed of 0.5 mm/min using a specially designed keeper [32]. For each parameter, at least five samples were tested and the average value of the shear strength was obtained.
Fig. 1(a) shows the variations of contact angles of Sn-Ti droplet on SiC substrate with the increase of temperature. Pure Sn keeps a constant angle of ~150° on SiC, which means that it cannot wet SiC. When active Ti was added into Sn, a wetting angle of 20° was obtained, indicating that Ti has a profound enhancement of Sn wets SiC. The wetting behavior of Sn-Ti on SiC can be divided into three stages: (ⅰ) T<750 °C, melting stage, Sn-Ti melts keep as liquid but can not wet SiC; (ⅱ) 750 °C <T<950 °C, rapid-spreading stage, Sn-Ti melts starts to wet SiC and keeps a fast spreading speed; (ⅲ) T>950 °C, sluggish-spreading stage, the contact angles decrease slowly as temperature increases. The images captured by camera show that Sn-1Ti, Sn-2Ti and Sn-5Ti have same profile with normal “Laplacian” shape. Whereas, Sn-8Ti melt possess an irregular outline. As arrow points, protuberance exists on its profile. Also, the solidified Sn-8Ti has a protuberance on its top.
Fig. 1. Variations of contact angles in temperature-rising tests, profiles of droplets captured by camera at 1000 °C and the optical images of solidified melts.
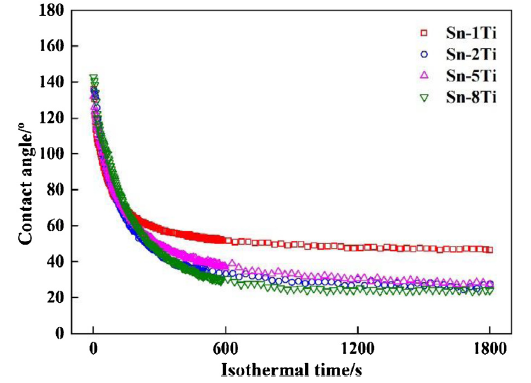
The temperature-rising tests show that when over 950 °C, temperature has weak enhancement in the spreading of Sn-Ti melts. Therefore, this value can be selected as the brazing and metallization temperature. Subsequently, isothermal tests at 950 °C were conducted to find a reasonable holding time for following bonding processes. As shown in Fig. 2, the spreading of Sn-Ti on SiC can be divided into two stages: (ⅰ) 0≤t≤600 s, rapid-spreading stage, the contact angles decrease rapid with time, (ⅱ) t>600 s, equilibrium or semi-equilibrium stage, the contact angles keep as a constant or have a narrow reduction. The wetting curves show that all the Sn-Ti melts possess a similar spreading rate at the beginning, while Sn-1Ti keeps a higher contact angle than the other melts at the end. The characteristic contact angles are listed in Table 1. It indicates that Sn-1Ti melt shows higher contact angles in isothermal test, while other melts have a good consistency in both temperature-rising and isothermal tests.
Fig. 2. Variations of contact angle for Sn-Ti/SiC system at 950 °C.
Table 1 Contact angles at certain moment in temperature-rising and isothermal tests.
| Condition | Sn-1Ti | Sn-2Ti | Sn-5Ti | Sn-8Ti |
|---|---|---|---|---|
| at 950 °C in temperature-rising tests | 25° | 27° | 27° | 28° |
| Isothermal test at 1800 s | 46° | 26° | 27° | 25° |
To analyze the different wetting behavior, the interfacial microstructures of Sn-Ti/SiC systems were observed. Firstly, it should be noted that pure Sn has no chemical bonding with SiC substrate, so they are completely separated from each other when cooling to room temperature. The typical interfacial analyses are shown in Fig. 3. According to the related EDS results (Table 2) and the Sn-Ti binary phase diagram [33], it can be deduced that the matrix of solidified melt is β-Sn (marked as A) and some Ti6Sn5 (marked as B) bulks distribute in it. A continuous layer marked as C forms at the melt/SiC interface; further, amount of scattered reaction products (marked as D) develops on the surface of interfacial layer. The EDS results show that the interfacial reaction products are rich in Ti, C and Si. They are likely the mixture of TiCx and Ti-Si alloys. To have a further confirmation, the XRD was conducted on the interfacial reaction products after the solidified Sn-Ti melts was etched off by acid (Fig. 3(c)). The XRD results shown in Fig. 3(d), indicate that the interfacial reaction products are constituted of TiC and Ti5Si3.
Fig. 3. Typical interfacial microstructure of Sn-2Ti/SiC system after temperature-rising test: (a) low-magnification SEM image, (b) high-magnification SEM image, (c) top observation of reaction layer after etch off droplet, (d) XRD patterns of (c).
Table 2 EDS results of the spots marked in
| Spots | Sn | Ti | Si | C | Possible phases |
|---|---|---|---|---|---|
| A | 99.62 | 0.38 | 0 | 0 | β-Sn |
| B | 46.94 | 53.06 | 0 | 0 | Ti6Sn5 |
| C | 1.82 | 52.08 | 14.63 | 31.47 | TiCx + Ti-Si |
| D | 10.45 | 40.35 | 25.46 | 23.74 | TiCx + Ti-Si |
The above analyses reveal that the wettable of SiC by Sn-Ti melts is induced by the interfacial reactions along with the formation of continuous interfacial layers. Many works indicate that the final contact angle is decided by the interfacial structure [34,[1], [2], [3], [4], [5], [6], [7], [8], [9], [10], [11], [12], [13], [14], [15], [16], [17], [18], [19], [20], [21], [22], [23], [24], [25], [26], [27], [28], [29], [30], [31], [32], [33], [34], [35], [36]]. SEM and XRD are limited to identify, and therefore, TEM is conducted to clarify the specific interfacial structures. The bright-field image (Fig. 4(a)) shows that two-layers structure (inner layer along SiC and upper layer) is formed at interface. According to the selected area electron (SAED) patterns, the inner layer is TiC layer and the upper one is Ti5Si3. It is obvious that the TiC and Ti5Si3 exist in independent layers no as a mixture. Therefore, the typical interfacial structure of Sn-Ti/SiC wetting system is β-Sn (separated Ti6Sn5 particles)/Ti5Si3/TiC/SiC. Obviously, in the wetting process, the spreading surface of Sn-Ti melt varies from SiC to Ti5Si3. Based on the reaction product control model [37,38], it is the Ti5Si3 layer that determines the final contact angle.
Fig. 4. TEM observation of the Sn-2.0Ti/SiC interface after isothermal test: (a) bright field image, SAED patterns of (b) Ti5Si3 and (c) TiC.
To understand the different final contact angles (25° and 46° for temperature-rising test and isothermal test, respectively) of Sn-Ti/SiC system in both tests, the interfacial structures were observed, as shown in Fig. 5. It is obviously that Ti is consumed by interfacial reactions in temperature-rising test; a dense layer covers on SiC substrate (Fig. 5(b)) and no Ti6Sn5 phases remain in solidified melt; also compared to Sn-2Ti/SiC samples (Fig. 3(a)), more scattered reaction products distribute near the interface. As to the Sn-1Ti/SiC sample after isothermal test, the interfacial reactions are narrow combining with limited interfacial products (Fig. 5(c)) and incontinuous interfacial layer especially near the triple line (Fig. 5(d)); certainly some Ti6Sn5 intermetallics remain in solid Sn-Ti melt. In Sn-Ti/SiC system, Ti is consumed by Sn forming Ti6Sn5 and interfacial reactions. Interfacial analyses indicate that more Ti6Sn5 phase forms in isothermal test, which reduces the Ti reacting with SiC substrate. It is well known that the intense of reaction influences the spreading speed and the spreading will gradually stop when the interfacial reactions weaken [39,40]. Therefore, due to the strong interaction between Sn and Ti in isothermal test, Sn-1Ti/SiC shows a higher contact angle.
Fig. 5. Interfacial structures of Sn-1Ti/SiC system (950 °C): cross sectional interface (a) and top view of reaction layers (b) after temperature-rising test, cross sectional interface (c) and top view of reaction layers (d) after isothermal test.
Various reaction products are observed in Ti-containing alloys/SiC interfaces as summarized in Introduction. In the present system, only layered TiC and Ti5Si3 without composite layer are formed. It is similar to the interfacial structure of the high-Ag alloys/SiC system [22]. It seems that the decomposition of SiC is restrained. The dissolution of Si in Sn/SiC system can be evaluated by the following equation [41]:
$X_{Si}=exp\frac{\Delta G^{0}_{f(SiC)}-\bar{\Delta}H_{Si(Sn)}}{RT}$
where XSi is the molar fraction of Si in Sn-Si melt, $\Delta G^{0}_{f(SiC)}$ is the molar Gibbs energy of the formation of SiC [42], $\bar{\Delta}H_{Si(Sn)}$ is the partial enthalpy of mixing of Si in Sn, which can be equated to the value at infinite dilution, $-\bar{\Delta}H_{Si(Sn)}^{ ∞}$ [41]. The molar fraction of Si in Sn melt is calculated to be 0.2 at.% at 1000 °C, which is even lower than that of Si in Ag melt, 2.1 at.%. It verifies the above assumption that the decomposition of SiC is negligible. Therefore, the interfacial interactions can be described as: Ti directly reacts with SiC forming TiC and releasing Si (Reaction (2)), and then free Si reacts with Ti nucleating Ti5Si3 (Reaction (3)).
SiC + (Ti)Sn = TiC + (Si)Sn (2)
5(Ti)Sn + 3(Si)Sn = Ti5Si3 (3)
Based on the thermodynamic data [43], the Gibbs free energies of the above two reactions at 1000 °C, considering the partial enthalpies of mixing (assuming them equal the values at infinite dilution) of Ti in Sn and Si in Sn, -74 kJ/mol and 21 kJ/mol, respectively [41], are calculated to be -13.3 kJ/mol and -156.3 kJ/mol, respectively. It suggests that the interfacial reactions are favored. The reactions make the contact interface transforming from Sn-Ti/SiC to Sn-Ti/Ti5Si3/TiC/SiC, which enhances the wettability of Sn on SiC.
The temperature-rising wetting behaviors reveal that when the temperature is elevated to 950 °C, the spreading slows down. Moreover, Sn-Ti melts reach a nearly equilibrium state at 600 s in isothermal test. Therefore, the brazing and metallization processes are conducted at 950 °C for 10 min with the variation of Ti content.
3.3.1. Brazed SiC/Sn-Ti/SiC joints
Fig. 6 shows the interfacial microstructure of SiC/Sn-Ti/SiC joints brazed at 950 °C for 10 min. A discontinuous brazing seam was obtained by Sn-1Ti and Sn-2Ti (Fig. 6(a)). The obtuse angle formed between filler and SiC indicates the poor wettability. As to Sn-5Ti and Sn-8Ti, the brazing seams in thickness of ~90 μm are fully filled, and fine fillets are also formed. The EDS results of bright and gray pahses, 99.26Sn-0.74Ti, 56.31Ti-43.69Sn, at.%, respectively, indicate that the matrix of brazing seam is β-Sn and Ti6Sn5 phases distribute in it. More Ti6Sn5 phases scattered in β-Sn matrix in the SiC/Sn-8Ti/SiC brazed joint results from the higher Ti concentration of Sn-8Ti than that of Sn-5Ti. Whereas, no visiable reaction products are found at interface. Further, the fillers are etched off by acid. As shown in Fig. 7(a), a continuous interfacial product covers on the surface of SiC. Its morphography differs from that of interfacial layer in wetting tests. The XRD results reveals that only TiC forms at interface. Therefore, the interfacial microstructure of SiC/SiC brazed joints is SiC/TiC layer/β-Sn(seperated Ti6Sn5)/TiC layer/SiC.
Fig. 6. Microstructure of SiC/Sn-Ti/SiC brazed joint: (a) Sn-1Ti and Sn-2Ti, (b) Sn-5Ti, (c) Sn-8Ti.
Fig. 7. Microanalyses of the brazing seam/SiC interface (Sn-8Ti): (a) SEM image, (b) XRD.
3.3.2. Brazed SiC/Sn-Ti/SiC joints
Fig. 8 shows the morphology of metallization layer obtained at 950 °C for 10 min. Similar to the results of brazed samples, low Ti-containing Sn-Ti can not metallize the surface of SiC completely, and continuous metallization layers with average thickness of ~100 μm are achieved by Sn-5Ti and Sn-8Ti. The interfacial observations (Fig. 9) reveal that the matrix of metallization layer is β-Sn with blocky Ti6Sn5 intermetallics, and continuous products form at the metallization layer/SiC interface. More Ti6Sn5 phases and thicker interfacial layer are observed in sample Sn-8Ti/SiC. After the metallizaiton layer is etched off, the morphology of interfacial layer is observed. As shown in Fig. 10, a continuous TiC layer covers on SiC surface, which is as same as that of brazed joints. Besides, amount of Ti5Si3 phases exist on TiC layer.
Fig. 8. Morphology of metallization layers: (a) Sn-1Ti, (b) Sn-2Ti, (c) Sn-5Ti, (d) Sn-8Ti.
Fig. 9. Microstructure of the metallization layer/SiC interface: (a) Sn-5Ti, (b) Sn-8Ti.
Fig. 10. Morphology of interfacial structure after etched off the metallization layer (Sn-5Ti).
Then the metallized SiC are soldered at 250 °C for 2 min under the protection of flux in atmosphere. Fig. 11 is the interfacial microstructure of soldered joints, which shows compact joints obtained. The thicknesses of soldered seams are approximate 140 μm, which is thicker than that of brazed seams but less than the twice thickness of metallization layer owing to the flow out of melt metallization layer from seam. The compositions of soldered joints are same as that of brazed joints and metallization layer with β-Sn matrix and bulk Ti6Sn5 phases.
Fig. 11. Interfacial microstructure of soldered joints: (a) Sn-5Ti, (b) Sn-8Ti.
A very thin TiC layer or partial covered TiC layer with Ti6Sn5 are observed in bonded joints, which is less than the amount of interfacial products in wetting samples. Here the concentration of Ti in unit contact area must be considered. Taking Sn-5Ti as an example, a contact area with radius of ~5 mm, which is calculated referring a scale as introduced in Ref [13], is formed in wetting samples. Therefore, 250/(π × 5 × 5) mg, 30/(2 × 5 × 5) mg and 30/(5 × 5) mg Sn-Ti interact with per square millimeter SiC in wetting, brazing and metallized samples, respectively. Considering the flow-out Sn-Ti melt, less than 1/5 and 2/5 of Ti react with unit area SiC in brazing and metallization comparing to wetting. According to the thin interfacial layer in Sn-1Ti/SiC isothermal wetting sample (Fig. 5(c) and (d)), the limited interfacial products in SiC/SiC joints are understandable.
3.3.3. Shear tests
The room-temperature shear tests were conducted to evaluate the obtained SiC/SiC joints. As shown in Fig. 12, the soldered joints possess a comparable shear strength to that of brazed joints, and the average shear strength ranges from 27 to 32 MPa. It declares that premetallization of SiC by Sn-Ti provides an effective method to bond SiC at low temperature.
Fig. 12. Shear strength of brazed and soldered SiC/SiC joints.
The detached samples in shear tests are reassembled together to know the weak part of the SiC/SiC joints. Fig. 13 shows that both brazed and soldered joints fracture through the joining seam. Shear dimples are observed on the fracture surface (the inserted pictures in Fig. 13) indicating that the ductile fracture occurs during the shear tests.
Fig. 13. Fracture path and morphology of (a) brazed and (b) soldered SiC/Sn-5Ti/SiC.
In some works, Sn-based alloys are used to join ceramics to ceramics or metals at temperature higher than 850 °C, and a bonding strength range from 27 to 35 MPa is achieved with the ductile failure of Sn matrix [11,44], which is similar to that of the brazed joints in the present work. The SiC/SiC joints soldered at 250 °C following surface metallization possess a similar interfacial microstructure and bonding strength, which provides an efficient method to obtain at low temperature.
The wettability of Sn-Ti on SiC has been studied, and then reliable SiC/SiC joints were obtained by both brazing and soldering following premetallization. Interactions of Sn-Ti/SiC interface have been studied systematically. In addition, shear tests have been conducted to evaluate the mechanical properties of SiC/SiC joints. Some conclusions can be drawn from this study:
(1) Active Ti has a remarkable enhancement of the wettability of Sn on SiC. Contact angles begin to decrease from 150° with occurring of reactions between Ti and SiC at 750 °C. They show a first rapid decrease period (<950 °C) and then sluggish one (>950 °C) in temperature-rising tests and a final value of 20° is achieved at 1000 °C. Sn-1Ti shows a weaker wettability (with contact angle of 46°) than other alloys on SiC owing to the poorer interfacial reactions. The typical wetting interfacial structure is β-Sn (separated Ti6Sn5 particles)/Ti5Si3/ TiC/SiC.
(2) In brazing processes, defective SiC/SiC joints are obtained by Sn-1Ti and Sn-2Ti owing to their limited wettability on SiC. Reliable SiC/SiC joints with seam in ~90 μm are brazed by Sn-5Ti and Sn-8Ti at 950 °C for 10 min. The typical interfacial structure is SiC/TiC layer/β-Sn(seperated Ti6Sn5)/TiC layer/SiC.
(3) Similar to brazed joints, fully covered SiC by metallization layer (thickness of 90 μm) is obtained by Sn-5Ti and Sn-8Ti rather than Sn-1Ti and Sn-2Ti. Compared to the interfaical products of brazed joints; besides TiC layer formed at interface, regional Ti5Si3 phases lie on TiC layer. Metallized SiC successfully soldered together at 250 °C for 10 min in atmosphere. The compositions of soldered joints are same as that of metallization layers.
(4) Ti is the key of interfacial reactions: at the same parameter, its concentration per area decides the amount of reaction products. Therefore, diverse interfacial strucutres are formed in different Sn-Ti/SiC interfaces. The shear strenght of low-temperature bonded SiC/SiC joints is comparable to that of the brazed joints, and their values range from 27 to 32 MPa. All of the joints rupture through β-Sn matrix in ductile fracture.
This work was supported financially by the National Natural Science Foundation of China (Nos. 51775138, U1737205andU1537206) and the Key Research & Development Program of Shandong Province (No. 2017GGX40103). Wei Fu acknowledges the support from the China Scholarship Council for one-year study at the ICMATE-Ge. Also, he wishes to thank Dr. A. Passerone, Dr. V. Fabrizio and Dr. M. L. Muolo for their support for wetting tests and analyses.

 WeChat
WeChat
/
| 〈 |
|
〉 |












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}