
{kind=link}
{kind=link}
{kind=link}
{kind=link}
A Green Biocompatible Fabrication of Highly Porous Functional Ceramics with High Strength and Controllable Pore Structures
[Changlu Xu1 , Haoran Liu1 , Huilin Yang1, 2 , Lei Yang1, 2, *  ]
]
]
|
|


A green biocompatible foaming method utilizing natural coconut oil and cornstarch was developed to fabricate highly porous functional ceramics with controllable strengths and pore structures. The porosity of Al2O3 ceramics prepared via this method reached 79.6%-86.9% while these ceramics maintained high compressive strengths of 2.2-5.5 MPa. More importantly, porous Al2O3 ceramic with a pore size gradient was also readily fabricated by casting serial layers of foams that were set for different time periods. The potential applications of porous Al2O3 and HA ceramics fabricated by this green foaming method including scaffolds for oil cleaning and cell culture, respectively, were also demonstrated.
Porous ceramics with controllable porosity, mechanical property and pore structure are important and promising functional materials for a wide range of applications from tyear engineering, drug delivery, filtration to liquid or gas adsorption[1, 2]. Fabrication methods of porous ceramics including freeze drying, leaching, foaming and sponge impregnation have been well established and widely used[3, 4, 5]. Among these methods, foaming technique is simple and efficient for the fabrication of large-scale porous structures but has a limited freedom in controlling pore parameters. In addition, typical foaming methods, however, use surfactant or modified ceramic particles to generate porous foam and rely on cross-linking agents or initiator to stabilize the foam[6, 7]. Many of these surfactants, cross-linking agents or initiators require lengthy or toxic chemical processes to fabricate and are also risky and unsafe for biological or medical applications. Additionally, high-precision control of ceramic pore structures is challenging to achieve using foaming techniques. In these contexts, developing a green foaming method that can produce biocompatible, high-strength, high-porosity ceramics with controllable pore structures is desired.
This work aims to develop a green foaming method for fabricating highly porous ceramics with high biocompatibility, improved mechanical properties and adjustable pore structures. Here, a new foaming method based on natural coconut oil (cocamidopropyl betaine) and cornstarch as foaming and stabilizing agents, respectively, was first developed and a layer-by-layer casting method of fabricating complex pore structure including graded pores was also reported. Two examples of applying porous alumina (Al2O3) and hydroxyapatite (HA) ceramics (both are common bioceramics) for oil adsorption and cell culture, respectively, were also demonstrated.
Commercial cornstarch and DI water were homogeneously mixed to obtain 10 wt% starch suspension in a beaker. Different amounts of Al2O3 (Shanghai Gaoquan Chemical Engineering Co., Ltd) or HA (synthesized in house according to a method described elsewhere[8]) powder were added into the starch suspension and mixed uniformly to form slurries with varied solid contents. The slurry was heated to 90 ° C in a water bath and 1 mL coconut oil (Heilongjiang Springhall Biological Technology Co., Ltd) was added. The slurry was agitated by an overhead stirrer until air bubbles fully infiltrated the slurry to form a thick froth and the beaker was then removed from the water bath to allow the froth to set. For fabricating ceramic with graded pores, slurries in different beakers were foamed and the froth was kept at 90 ° C to allow bubbles to merge for different time periods. The froth in different beakers waited for varied merging times and was then casted layer by layer in a mold to obtain the foam with graded pore sizes. All foams were set for 24 h and then dried into green bodies in ambient conditions. The green bodies of Al2O3 or HA were sintered at 1550 ° C and 1250 ° C for 2 h to obtain porous ceramics, respectively.
Porosity was calculated by comparing theoretical and apparent densities of the porous ceramics[9]. Microstructure was characterized by scanning electron microscopy (SEM, FEI Quanta 250) and the uniaxial compression tests were performed on a mechanical tester (HY-1080) operating at a crosshead speed of 1 mm/min. Oil absorption capacity of porous Al2O3 ceramic was qualitatively observed by placing a ceramic piece (1 cm × 1 cm × 0.5 cm) on top of peanut oil (0.3 mL) and the progress of oil absorption by the porous ceramic was photographed. For cell culture experiment, rat osteoblasts (MC3T3-E1) suspension were dribbled into a porous HA ceramic at a density of 10, 000 cells per cm3 of ceramic, and the cell-loaded ceramic was cultured under standard conditions (37 ° C, 5% CO2 and humidified air) for 24 h. The cell-loaded ceramic was then fixed by glutaraldehyde (2.5 wt%), dehydrated in a critical point dryer and observed by SEM.
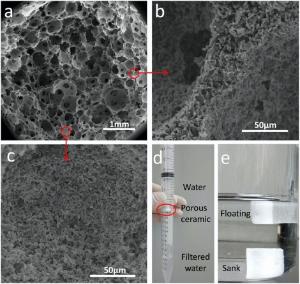
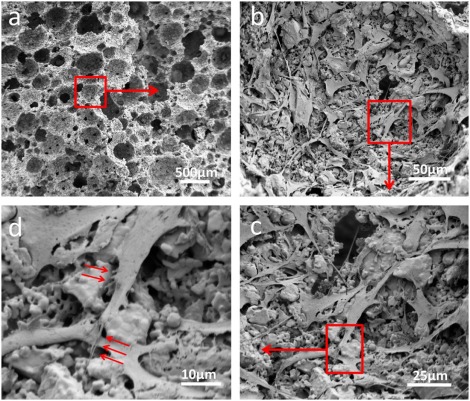
Porous ceramics reported here consisted of a macro-micro porous architecture with different types of pores. SEM characterization of the porous Al2O3 ceramics revealed primary large spherical pores with a narrow size distribution range of 400-800 µ m (Fig. 1(a)) and secondary interconnected pores with sizes of 100-300 µ m existing on the walls of primary pores. A close-up at the wall of the primary pores also showed a great number of submicron pores, which is probably attributed to the decomposition of starch during sintering (Fig. 1(b, c)).
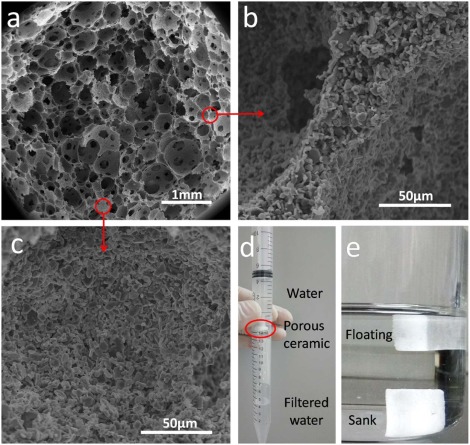 | Fig. 1. (a) SEM images of pore structure of Al2O3 ceramics, and magnified images of pore ridge (b) and pore wall (c); (d) porous Al2O3 ceramics having good permeability to water; and (e) porous Al2O3 ceramics with (floating) and without (sank) a silicone layer outside the ceramic showing different floating status in ethanol. |
The porous ceramics also exhibited high porosities of 79.6%-86.9%, which was inversely increased with respect to the solid contents of HA and starch in the slurry (Table 1). High solid contents increased slurry density and viscosity and thus decreased foaming efficiency, causing lowered porosity[11]. Different shrink rates of the ceramic during sintering that resulted from the varied starch contents might also cause altered porosity. In general, the solid contents used in this work (28%-36%) revealed satisfied foaming efficiency, leading to the high porosity and macroporous structure mentioned above as well as high connectivity of pores. Owing to the interconnected pores and high porosity, the porous ceramic had high permeability to fluids like water and gas (Fig. 1(c)). Interestingly, Fig. 1(e) demonstrates that a porous ceramic covered by a silicone layer (to keep liquid from infiltrating the porous ceramic) could float on the ethanol while the ceramic without silicone layer sank immediately, again indicating the high porosity and connectivity of pores in the porous ceramic.
| Table 1. Porosities and compressive strengths of porous Al2O3 ceramics with different solid contents compared with the ceramics fabricated by sponge replica method* [10] |
More importantly, compressive strengths of porous Al2O3 ceramics remained high (5.5-2.5 MPa); even the porosity is > 79%, reaching a maximum of 5.5 ± 1.4 MPa at porosity of 79.6%. The porous ceramics produced here had significantly higher compressive strengths compared to the ceramics with similar porosity but fabricated by sponge replica method (Table 1)[10]. In general, small pores on the walls of primary large pores can greatly decrease the strength of porous ceramics[12]. The porous ceramics fabricated here, however, had uniform small pores in the pore ridge and walls, revealing shorter interspace between ceramic particles compared to the porous ceramics fabricated by sponge replica method (Fig. 1(b) and (c)). These structural features indicate a dense and uniform packing of ceramic particles and therefore stable pore architecture in the ceramic, both of which contributed to the relatively higher compressive strengths observed in this study[13].
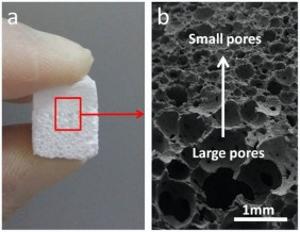
Moreover, porous ceramics with gradually varied porosity and even pore size gradient along a direction could be constructed through layer-by-layer casting of a series of froth set for different merging times (Fig. 2). Specifically, froth maintained at 90 ° C for different time periods after foaming resulted in varied pore sizes and porosities due to bubble merging effect. The pores with desirable sizes were then stabilized by the thickening effects of coconut oil and gelatinized starch when temperature drops. The froth with varied merging times was cast layer by layer to obtain a foam with graded porosity and pore size. This layer-by-layer technique achieved a better control on the pore size gradient and its direction than the well-known one-pot process developed by Barg et al.[14], which is difficult to fabricate pore gradient along with a given direction.
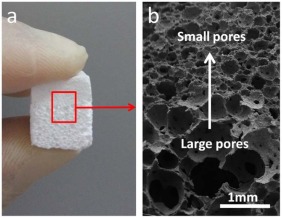 | Fig. 2. Digital and SEM images of Al2O3 ceramics with (a) graded pores and (b) a pore size gradient. |
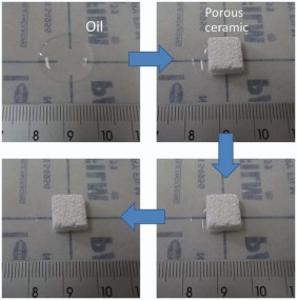
The interconnected pores are essential for mass transportation and energy exchange; therefore porous ceramics with high mechanical properties and controllable pore structures are promising for various applications such as tyear engineering scaffolds, liquid or gas absorption, and filtration. Fig. 3(a) shows oil-absorption capacity of porous Al2O3 ceramic fabricated by the foaming approach described above, which reveals high absorption efficiency toward peanut oil. Moreover, porous HA scaffolds fabricated by the same method demonstrated to be biocompatible for cell growth, indicating a potential for tyear engineering applications. The HA scaffold had appropriate pore size (200-400 µ m) and pore interconnectivity for bone regenerations (Fig. 4(a)). Additionally, cell culture and SEM tests revealed that osteoblasts adhered well and maintained a large spreading area as well as normal morphology in the porous scaffold (Fig. 4(b, c)). The adherent cells also extended a large number of filopodia on the scaffold (Fig. 4(c, d), red arrows), indicating their high viability and activity on the ceramic surface. These results suggest that the porous HA scaffold is biocompatible to support cell growth. Given that coconut oil is a safe ingredient in personal care and health products[15] and cornstarch is a well-known biosafe ingredient for food and medicine, it is reasonable to believe that the foaming method developed here and its final products are completely green and biocompatible.
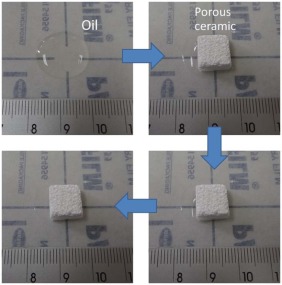 | Fig. 3. Images showing oil-absorption capacity of porous Al2O3 ceramic. |
 | Fig. 4. SEM images of (a) cell-loaded porous HA scaffold and (b-d) cells adhered on the wall of scaffold pores. |
A green biocompatible foaming method utilizing cornstarch and coconut oil to fabricate porous ceramics has been developed. The highly porous ceramics prepared by this method had improved mechanical properties and controllable pore structures. This foaming approach using natural biomolecules opens a green and versatile route to fabricate a variety of porous ceramics promising for applications such as oil absorption, drug delivery and tyear engineering.
We thank the Jiangsu Innovation and Entrepreneurship Program, Jiangsu Provincial Special Program of Medical Science (BL2012004), Jiangsu R&D Innovation Program(BY2014059-07), the Priority Academic Program Development of Jiangsu High Education Institutions, the National Natural Science Foundation of China (No. 51472279) and the Jiangsu Six Peak of Talents Program (2013-WSW-056) for financial supports.
The authors have declared that no competing interests exist.
| [1] |
|
| [2] |
|
| [3] |
|
| [4] |
|
| [5] |
|
| [6] |
|
| [7] |
|
| [8] |
|
| [9] |
|
| [10] |
|
| [11] |
|
| [12] |
|
| [13] |
|
| [14] |
|
| [15] |
|