Electron beam melting (EBM) has been used to manufacture β-type Ti-24Nb-4Zr-8Sn porous components with 70% porosity. EBM-produced components have favorable structural features (i.e. smooth strut surfaces, fewer defects) and an (α + β)-type microstructure, similar to that subjected to aging treatment. EBM-produced components exhibit more than twice the strength-to-modulus ratio of porous Ti-6Al-4V components having the same porosity. The processing-microstructure-property relationship and deformation behavior of EBM-produced components are discussed in detail. Such porous titanium components composed of non-toxic elements and having high strength-to-modulus ratio are highly attractive for biomedical applications.
Low-modulus, non-toxic β -type titanium alloys are regarded as the next generation implant materials for the replacement of dysfunctional bone tissues[1, 2, 3, 4, 5, 6, 7, 8]. Ti-29Nb-13Ta-4.6Zr (TNTZ)[1], Ti-35Nb-7Zr-5Ta (TNZT)[3] and Ti-24Nb-4Zr-8Sn (Ti2448)[5] are examples of such novel alloys. However, they still possess a modulus (40-60 GPa) much greater than bone (10-30 GPa), which may cause stress shielding in the bone, leading to implant loosening or bone re-fracture. To avoid such issues, implant materials should have a modulus closer to that of the bone it replaces. The modulus of a material can be reduced by introducing porosity. Further, the modulus of porous structures can be easily tailored and the bone cell growth can be more efficient in comparison with their solid counterparts[8, 9, 10, 11, 12, 13].
Recently, additive manufacturing (AM) technologies, such as electron beam melting (EBM) and selective laser melting (SLM), have received extensive attention due to their capability of producing complex porous components with attractive properties[8, 10, 11, 12, 13, 14]. Most studies on AM-produced porous titanium components are with (α + β )-type Ti-6Al-4V[8, 12] and α -type CP-Ti[10, 11] alloys. Along with the presence of toxic elements (i.e. Al, V), the presence of α ′ martensite in EBM-produced Ti-6Al-4V components causes brittleness and reduces the fatigue life of the components[15]. However, very little work has been reported on the processing, microstructure and properties of AM-produced β -type titanium porous components[13]. Because of its excellent properties[5, 6], β -type Ti2448 was applied by EBM technologies. SLM-/EBM-manufactured Ti2448 solid samples exhibit mechanical properties comparable to those by traditional methods[16, 17]. SLM/EBM-produced Ti2448 porous components have a lower modulus than solid components. From the viewpoint of biomechanical compatibility, an ideal implant material should have high permissible elastic strain, i.e., high strength-to-modulus ratio[18]. Therefore, developing porous structures with high strength-to-modulus ratio is desirable for β -type titanium implants. This work reports the processing-microstructure-property relationship and mechanical behavior of EBM-produced Ti2448 porous components which exhibit a high strength-to-modulus ratio. The influence of electron beam scan speed on the properties of struts and the defects formed in the components have also been studied.
2. Experimental
By repeating a single unit cell with size of 2 mm × 2 mm × 2 mm, a porous structure model containing 7 × 7 × 14 unit cells, with a nominal 81% porosity (Fig. 1(a)), was constructed using Materialise Magics software. These components were then produced in an Arcam A1 EBM system, with build layer of 70 m, a voltage of 60 kV and current of 3 mA from Ti2448 powder, which had a particle size of 45-106 m. The build plate was preheated to 500 ° C to avoid smoking phenomenon during EBM process, which is much lower than 730 ° C used for Ti-6Al-4V[14]. After parameter optimization, EBM can produce near-fully dense components[19, 20]. Similar to SLM, the scan speed plays a critical role in producing high-quality components, thereby affecting their properties[16, 21, 22, 23]. Increasing the scan speed reduces the input energy, affecting the microstructure and resultant properties of EBM-produced parts. As such, four sample groups (hereafter termed as Groups A, B, C and D) were built at 150, 300, 600 and 900 mm/s, respectively. The oxygen contents of both the powder and the EBM-processed components were measured to be 0.19 wt% using a TCH-600 O/N/H analyzer. The structure of the scaffolds was analyzed using a Zeiss Versa 500 Micro-CT at an accelerating voltage of 120 kV and voxel size of 13.0538 m. A total of 1600 projections were collected on a charge-coupled device detector using a 2 s exposure time. In this work, the term pore is used for the deliberately created volumes within the unit cell while voids within the solid struts are termed defects. Microstructural features were investigated by using an Olympus PMG-3 optical microscope (OM) and a Hitachi S-4700 Field Emission scanning electron microscope (SEM). Compressive tests were performed on three specimens for each Group using an Instron 5869 machine at a strain rate of 0.5 mm/min. Vickers mircohardness tests were conducted using Future Tech Fm-700 with a 100 g load; 10 measurements on each sample were performed. Young's modulus was measured via compression testing[11, 12]. All mechanical property data shown are averaged results from multiple tests.
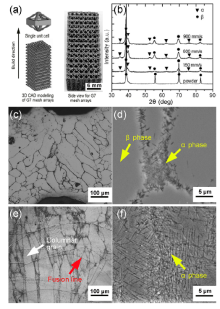
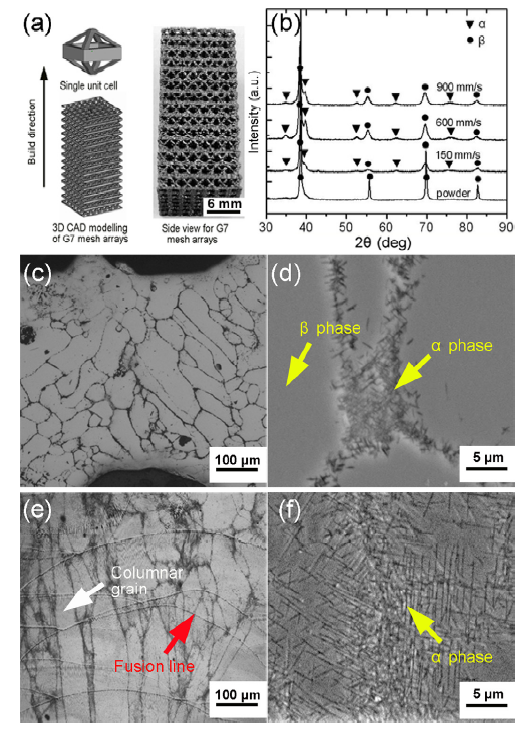
Fig 1. (a) Porous structure model used and side view of EBM-processed component, (b) XRD profiles of the starting powder and EBM-processed components, (c and e) OM and (d and f) SEM images of Group A. (c)-(d) are at the horizontal plane and (e)-(f) are vertical views
3. Results and Discussion
Fig. 1(a) also shows a side view of EBM-processed component. Fig. 1(b) shows XRD patterns for Ti2448 powder and EBM-fabricated components. Ti2448 powder contains a single β (bcc) phase. However, EBM-processed components consist of both α (hcp) and β phases, which are different from the single β phase found in EBM parts produced using a preheating of 250 ° C[17] or in SLM components[16]. As the build process took up to 10 h, parts had essentially been heat treated at ~500 ° C for 10 h. This caused the formation of α phase during the process of EBM, similar to what occurs in Ti2448 that has been aged at 400-500 ° C[24]. Furthermore, the diffraction peaks of β phase slightly shift to a lower angle (Fig. 1(b)), due to dissolution of relatively more β -stabilizer Nb in the β phase resulting from the precipitation of α phase during EBM processing. The lattice parameter of β phase is ~3.310 nm for EBM-processed components, which is larger than that for the powder (~3.296 nm).
Fig. 1(c-f) illustrates the microstructure for Group A samples. The horizontal section of the struts consists of primarily aligned, long β grains (Fig. 1(c)). This phenomenon is caused by temperature gradient within build layers resulting from the electron beam scan tracks. It is apparent that α phase has formed only at β grain boundaries (Fig. 1(d, f)). In the vertical plane (Fig. 1(e)), elongated columnar grains formed in build direction. Fusion lines (i.e. dark bands) generated during EBM process are also evident (Fig. 1(e)).
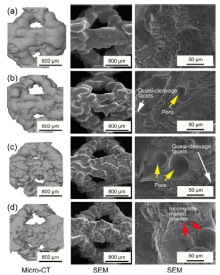
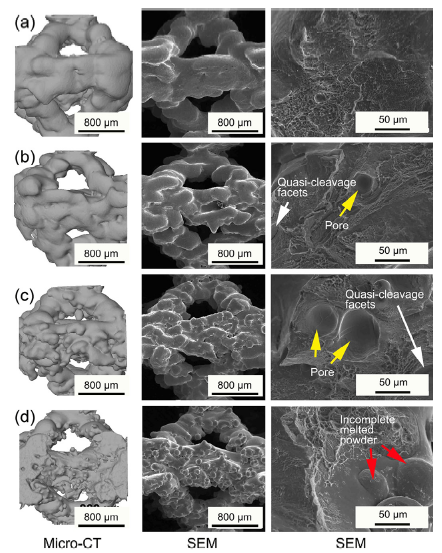
It has been reported that pore and strut size are important factors for bone cell regeneration in implants[25]. Surface area and the surface area to volume ratio, which are both closely related to the strut surface roughness, also play significant roles in bone cell regeneration. Micro-CT can provide a more accurate determination of the strut thickness and pore size compared to 2D images[26]. Fig. 2 shows reconstructed 3D visualization of the micro-CT data along with SEM micrographs of the outside surface of struts. Group A has smooth strut surfaces in all directions and also the best surface finish among all the Groups. For Group D, the balling effect is evident outside the surface (Fig. 2(d)) due to insufficient input energy[21].
Fig 2. Micro-CT (left) and SEM surface morphology (middle) of single unit cell and SEM fracture morphology (right) for Groups (a) A, (b) B, (c) C, and (d) D.
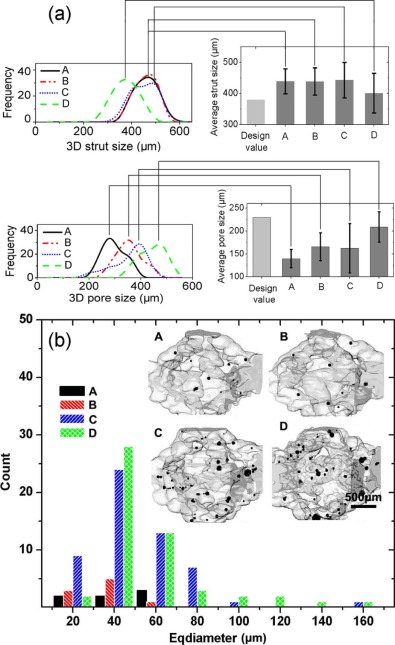
The porosity of EBM-processed components was calculated by measuring the mass and volume of the structures. All EBM-processed component Groups have a porosity level of ~70%, which is about 11% lower than that of the CAD model used. Fig. 3(a) shows distributions of pore and strut sizes and their average values for EBM-produced scaffolds. The strut size for Groups A-D is 439 ± 40, 438 ± 43, 443 ± 56 and 401 ± 63 m, respectively, resulting in smaller pores and therefore less porosity in comparison to the computer model. Except for Group D, the average strut size is almost constant. Fig. 3(b) shows the shape and distribution of the defects (voids) for all Groups. Defects are spherical and appear to be randomly distributed. Both the size and count vary significantly with electron beam scan speed. For the slower scan speeds (Groups A and B) there are less defects and these tend to be smaller in size in comparison to high speeds (Groups C and D). Such phenomena are attributed to low scan speed causing poor-quality melt traces due to Marangoni flow[27]. Gaytan et al.[28] indicated that small defects can result from argon gas entrapped in starting powder while large defects are formed during the EBM process at insufficient input energy. Another possibility of forming defects is vaporization of metal, which is known to occur during laser processing[13, 29].
Fig 3. (a) Distribution and average value of strut and pore size, and (b) defects distribution analyzed from micro-CT. Defects inside struts have been colored black.
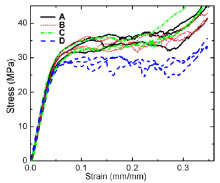
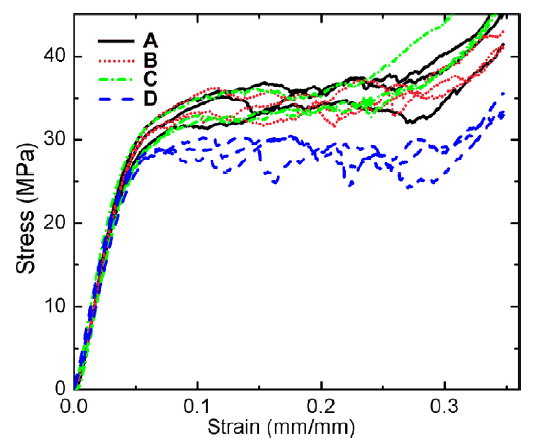
As seen in Table 1, Ti2448 has lower microhardness than Ti-6Al-4V; Ti2448 with α + β phases has higher microhardness than those with single β phase. Group D samples have slightly lower strength than Group A-C parts (Fig. 4). In addition, Group A parts exhibit higher compressive strength (37 MPa) than Ti-6Al-4V (31 MPa[14]) at the same porosity level and produced using the same unit cell. Groups A-C essentially show identical mechanical performance in terms of the first strut failure strength and plasticity; the first strut failures occur at a stress of 33-37 MPa. However, Group D has lower mechanical properties; the strut first fails at 27 MPa. The mechanical performance is closely associated with the average strut size. Although containing plenty of defects, Group C parts still exhibit good mechanical properties. Therefore, strut size rather than amount of defects appears to be the main factor influencing mechanical performance of EBM-processed scaffolds.
Table 1
Table 1
Table 1 Compressive mechanical properties, Vickers hardness (HV) and phase constituents of EBM- and SLM-manufactured titanium materials. Young's modulus E, ultimate strength σ max, and strength-to-modulus ratio σ max/E
Table 1 Compressive mechanical properties, Vickers hardness (HV) and phase constituents of EBM- and SLM-manufactured titanium materials. Young's modulus E, ultimate strength σ max, and strength-to-modulus ratio σ max/E
Fig 4. Stress-strain curves for EBM-processed components
Scan speed also significantly affects Young's modulus. The values of Young's modulus for Groups A-D are 0.93 ± 0.06, 0.85 ± 0.11, 0.83 ± 0.13 and 0.7 ± 0.14 GPa, respectively. For the same Young's modulus of 0.86 GPa, Ti2448 porous components have ~2 times the compressive strength of Ti-6Al-4V with the same unit cell (20 MPa[14]). As seen from Table 1, EBM-processed Ti2448 porous components have at least twice the strength-to-modulus ratio of Ti-6Al-4V porous components having the same porosity of 70%.
Fracture surfaces of struts are shown on the right hand of Fig. 2. Quasi-cleavage facets with ductile dimples are observed for all components. Fracture surfaces contain several large pores and dimples in Group B (Fig. 2(b)) and C (Fig. 2(c)). For Group D (the fastest scan speed), unmelted particles are evident in the struts and its fracture surface shows smooth zones related to intergranular fracture (Fig. 2(d)). In addition, Group D parts contain a higher fraction of smooth regions related to brittle fracture in fracture surfaces than A-C Groups.
4. Conclusion
In summary, β -type Ti2448 porous structures with 70% porosity have been fabricated using EBM. Lower electron beam scan speed leads to more input energy thereby producing stronger struts with fewer defects. This results in better mechanical properties and at least twice the strength-to-modulus ratio of Ti-6Al-4V porous components with the same porosity level. The excellent properties are attributed to precipitation of α phase at β grain boundaries due to high-temperature preheating in the EBM process. Such non-toxic Ti2448 porous components with very high strength-to-modulus ratio are highly attractive for biomedical applications.
AcknowledgementsAcknowledgments
This work was supported partially by the National High-Tech R&D Program of China (863 Program, No. 2015AA033702), the National Basic Research Program of China (Nos. 2012CB619103 and 2012CB933901), the National Natural Science Foundation of China (Nos. 51271182 and 51501200) and the Australian Research Council Discovery Project (Nos. DP110101653 and DP130103592).
M. Niinomi, Biomaterials, 24(2003), pp. 2673-2683[本文引用:2]
[2]
M. Geetha, A. K. Singh, R. Asokamani, A. K. Gogia, Prog. Mater. Sci, 54(2009), pp. 397-425[本文引用:1]
[3]
J. I. Qazi, B. Marquardt, L. F. Allard, H. J. Rack, Mater. Sci. Eng. C, 25(2005), pp. 389-397[本文引用:2]
[4]
S. E. Haghighi, H. B. Lu, G. Y. Jian, G. H. Cao, D. Habibi, L. C. Zhang, Mater. Design, 76(2015), pp. 47-54[本文引用:1]
[5]
Y. L. Hao, S. J. Li, S. Y. Sun, C. Y. Zheng, Q. M. Hu, R. Yang, Appl. Phys. Lett, 87(2005), p. 091906[本文引用:3]
[6]
Y. L. Hao, S. J. Li, S. Y. Sun, C. Y. Zheng, R. Yang, Acta Biomater, 3(2007), pp. 277-286[本文引用:2]
[7]
S. J. Li, T. C. Cui, Y. L. Hao, R. Yang, Acta Biomater, 4(2008), pp. 305-317[本文引用:1]
[8]
X. Y. Cheng, S. J. Li, L. E. Murr, Z. B. Zhang, Y. L. Hao, R. Yang, F. Medina, R. B. Wicker, J. Mech. Behav. Biomed. Mater, 16(2012), pp. 153-162[本文引用:4]
[9]
G. Ryan, A. Pand it, D. P. Apatsidis, Biomaterials, 27(2006), pp. 2651-2670[本文引用:1]
[10]
H. Attar, M. Bönisch, M. Calin, L. C. Zhang, K. Zhuravleva, A. Funk, S. Scudino, C. Yang, J. Mater. Res, 29(2014), pp. 1941-1950[本文引用:3]
[11]
H. Attar, L. Löber, A. Funk, M. Calin, L. C. Zhang, K. G. Prashanth, S. Scudino, Y. S. Zhang, Mater. Sci. Eng. A, 625(2015), pp. 350-356[本文引用:4]
[12]
V. J. Challis, X. Xu, L. C. Zhang, A. P. Roberts, J. F. Grotowski, T. B. Sercombe, Mater. Des, 63(2014), pp. 783-788[本文引用:4]
[13]
Y. J. Liu, X. P. Li, L. C. Zhang, T. B. Sercombe, Mater. Sci. Eng. A, 642(2015), pp. 268-278[本文引用:4]
[14]
S. J. Li, Q. S. Xu, Z. Wang, W. T. Hou, Y. L. Hao, R. Yang, L. E. Murr, Acta Biomater, 10(2014), pp. 4537-4547[本文引用:4]
[15]
S. J. Li, L. E. Murr, X. Y. Cheng, Z. B. Zhang, Y. L. Hao, R. Yang, F. Medina, R. B. Wicker, Acta Mater, 60(2012), pp. 781-792[本文引用:1]
[16]
L. C. Zhang, D. Klemm, J. Eckert, Y. L. Hao, T. B. Sercombe, Scripta Mater, 65(2011), pp. 21-24[本文引用:3]
[17]
J. Hernand ez, S. J. Li, E. Martinez, L. E. Murr, X. M. Pan, K. N. Amato, X. Y. Cheng, F. Yang, C. A. Terrazas, S. M. Gaytan, J. Mater. Sci. Technol, 29(2013), pp. 1011-1017[本文引用:2]
[18]
S. J. Li, Y. L. Hao, R. Yang, Y. Y. Cui, M. Niimomi, Mater. Trans, 43(2002), pp. 2964-2969[本文引用:1]
[19]
L. E. Murr, S. M. Gaytan, F. Medina, E. Martinez, J. L. Martinez, D. H. Hernand ez, B. I. Machado, D. A. Ramirez, R. B. Wicker, Mater. Sci. Eng. A, 527(2010), pp. 1861-1868[本文引用:1]
[20]
S. Biamino, A. Penna, U. Ackelid, S. Sabbadini, O. Tassa, P. Fino, M. Pavese, P. Gennaro, C. Badini, Intermetallics, 19(2011), pp. 776-781[本文引用:1]
[21]
H. Attar, M. Calin, L. C. Zhang, S. Scudino, J. Eckert, Mater. Sci. Eng. A, 593(2014), pp. 170-177[本文引用:2]
[22]
H. Attar, K. G. Prashanth, A. K. Chaubey, M. Calin, L. C. Zhang, S. Scudino, J. Eckert, Mater. Lett, 142(2015), pp. 38-41[本文引用:1]
[23]
H. Attar, M. Bönisch, M. Calin, L. C. Zhang, S. Scudino, J. Eckert, Acta Mater, 76(2014), pp. 13-22[本文引用:1]
[24]
T. C. Cui, J. S. Li, Y. L. Hao, R. Yang, Chin. J. Mater. Res, 22(2008), pp. 225-229[本文引用:1]
[25]
K. F. Leong, C. M. Cheah, C. K. Chua, Biomaterials, 24(2003), pp. 2363-2378[本文引用:1]
[26]
S. VanBael, Y. C. Chai, S. Truscello, M. Moesen, G. Kerckhofs, H. VanOosterwyck, J. P. Kruth, J. Schrooten, Acta Biomater, 8(2012), pp. 2824-2834[本文引用:1]
[27]
I. Yadroitsev, P. Bertrand , I. Smurov, Appl. Surf. Sci, 253(2007), pp. 8064-8069[本文引用:1]
[28]
S. M. Gaytan, L. E. Murr, F. Medina, E. Martinez, M. I. Lopez, R. B. Wicker, Mater. Sci. Technol, 24(2009), pp. 180-190[本文引用:1]
... -type titanium alloys are regarded as the next generation implant materials for the replacement of dysfunctional bone tissues[1,2,3,4,5,6,7,8] ...
... 6Zr (TNTZ)[1], Ti-35Nb-7Zr-5Ta (TNZT)[3] and Ti-24Nb-4Zr-8Sn (Ti2448)[5] are examples of such novel alloys ...
1
2009
0.0
0.0
... -type titanium alloys are regarded as the next generation implant materials for the replacement of dysfunctional bone tissues[1,2,3,4,5,6,7,8] ...
2
2005
0.0
0.0
... -type titanium alloys are regarded as the next generation implant materials for the replacement of dysfunctional bone tissues[1,2,3,4,5,6,7,8] ...
... 6Zr (TNTZ)[1], Ti-35Nb-7Zr-5Ta (TNZT)[3] and Ti-24Nb-4Zr-8Sn (Ti2448)[5] are examples of such novel alloys ...
1
2015
0.0
0.0
... -type titanium alloys are regarded as the next generation implant materials for the replacement of dysfunctional bone tissues[1,2,3,4,5,6,7,8] ...
3
2005
0.0
0.0
... -type titanium alloys are regarded as the next generation implant materials for the replacement of dysfunctional bone tissues[1,2,3,4,5,6,7,8] ...
... 6Zr (TNTZ)[1], Ti-35Nb-7Zr-5Ta (TNZT)[3] and Ti-24Nb-4Zr-8Sn (Ti2448)[5] are examples of such novel alloys ...
... Because of its excellent properties[5,6], #cod#x003b2 ...
2
2007
0.0
0.0
... -type titanium alloys are regarded as the next generation implant materials for the replacement of dysfunctional bone tissues[1,2,3,4,5,6,7,8] ...
... Because of its excellent properties[5,6], #cod#x003b2 ...
1
2008
0.0
0.0
... -type titanium alloys are regarded as the next generation implant materials for the replacement of dysfunctional bone tissues[1,2,3,4,5,6,7,8] ...
4
2012
0.0
0.0
... -type titanium alloys are regarded as the next generation implant materials for the replacement of dysfunctional bone tissues[1,2,3,4,5,6,7,8] ...
... Further, the modulus of porous structures can be easily tailored and the bone cell growth can be more efficient in comparison with their solid counterparts[8,9,10,11,12,13] ...
... Recently, additive manufacturing (AM) technologies, such as electron beam melting (EBM) and selective laser melting (SLM), have received extensive attention due to their capability of producing complex porous components with attractive properties[8,10,11,12,13,14] ...
... )-type Ti-6Al-4V[8,12] and #cod#x003b1 ...
1
2006
0.0
0.0
... Further, the modulus of porous structures can be easily tailored and the bone cell growth can be more efficient in comparison with their solid counterparts[8,9,10,11,12,13] ...
3
2014
0.0
0.0
... Further, the modulus of porous structures can be easily tailored and the bone cell growth can be more efficient in comparison with their solid counterparts[8,9,10,11,12,13] ...
... Recently, additive manufacturing (AM) technologies, such as electron beam melting (EBM) and selective laser melting (SLM), have received extensive attention due to their capability of producing complex porous components with attractive properties[8,10,11,12,13,14] ...
... -type CP-Ti[10,11] alloys ...
4
2015
0.0
0.0
... Further, the modulus of porous structures can be easily tailored and the bone cell growth can be more efficient in comparison with their solid counterparts[8,9,10,11,12,13] ...
... Recently, additive manufacturing (AM) technologies, such as electron beam melting (EBM) and selective laser melting (SLM), have received extensive attention due to their capability of producing complex porous components with attractive properties[8,10,11,12,13,14] ...
... -type CP-Ti[10,11] alloys ...
... Young's modulus was measured via compression testing[11,12] ...
4
2014
0.0
0.0
... Further, the modulus of porous structures can be easily tailored and the bone cell growth can be more efficient in comparison with their solid counterparts[8,9,10,11,12,13] ...
... Recently, additive manufacturing (AM) technologies, such as electron beam melting (EBM) and selective laser melting (SLM), have received extensive attention due to their capability of producing complex porous components with attractive properties[8,10,11,12,13,14] ...
... )-type Ti-6Al-4V[8,12] and #cod#x003b1 ...
... Young's modulus was measured via compression testing[11,12] ...
4
2015
0.0
0.0
... Further, the modulus of porous structures can be easily tailored and the bone cell growth can be more efficient in comparison with their solid counterparts[8,9,10,11,12,13] ...
... Recently, additive manufacturing (AM) technologies, such as electron beam melting (EBM) and selective laser melting (SLM), have received extensive attention due to their capability of producing complex porous components with attractive properties[8,10,11,12,13,14] ...
... -type titanium porous components[13] ...
... Another possibility of forming defects is vaporization of metal, which is known to occur during laser processing[13,29] ...
4
2014
0.0
0.0
... Recently, additive manufacturing (AM) technologies, such as electron beam melting (EBM) and selective laser melting (SLM), have received extensive attention due to their capability of producing complex porous components with attractive properties[8,10,11,12,13,14] ...
... C used for Ti-6Al-4V[14] ...
... In addition, Group A parts exhibit higher compressive strength (37 MPa) than Ti-6Al-4V (31 MPa[14]) at the same porosity level and produced using the same unit cell ...
... 86 GPa, Ti2448 porous components have ~2 times the compressive strength of Ti-6Al-4V with the same unit cell (20 MPa[14]) ...
1
2012
0.0
0.0
... martensite in EBM-produced Ti-6Al-4V components causes brittleness and reduces the fatigue life of the components[15] ...
3
2011
0.0
0.0
... SLM-/EBM-manufactured Ti2448 solid samples exhibit mechanical properties comparable to those by traditional methods[16,17] ...
... Similar to SLM, the scan speed plays a critical role in producing high-quality components, thereby affecting their properties[16,21,22,23] ...
... C[17] or in SLM components[16] ...
2
2013
0.0
0.0
... SLM-/EBM-manufactured Ti2448 solid samples exhibit mechanical properties comparable to those by traditional methods[16,17] ...
... C[17] or in SLM components[16] ...
1
2002
0.0
0.0
... , high strength-to-modulus ratio[18] ...
1
2010
0.0
0.0
... After parameter optimization, EBM can produce near-fully dense components[19,20] ...
1
2011
0.0
0.0
... After parameter optimization, EBM can produce near-fully dense components[19,20] ...
2
2014
0.0
0.0
... Similar to SLM, the scan speed plays a critical role in producing high-quality components, thereby affecting their properties[16,21,22,23] ...
... 2(d)) due to insufficient input energy[21] ...
1
2015
0.0
0.0
... Similar to SLM, the scan speed plays a critical role in producing high-quality components, thereby affecting their properties[16,21,22,23] ...
1
2014
0.0
0.0
... Similar to SLM, the scan speed plays a critical role in producing high-quality components, thereby affecting their properties[16,21,22,23] ...
1
2008
0.0
0.0
... C[24] ...
1
2003
0.0
0.0
... It has been reported that pore and strut size are important factors for bone cell regeneration in implants[25] ...
1
2012
0.0
0.0
... Micro-CT can provide a more accurate determination of the strut thickness and pore size compared to 2D images[26] ...
1
2007
0.0
0.0
... Such phenomena are attributed to low scan speed causing poor-quality melt traces due to Marangoni flow[27] ...
1
2009
0.0
0.0
... [28] indicated that small defects can result from argon gas entrapped in starting powder while large defects are formed during the EBM process at insufficient input energy ...
1
2008
0.0
0.0
... Another possibility of forming defects is vaporization of metal, which is known to occur during laser processing[13,29] ...
Electron Beam Melted Beta-type Ti-24Nb-4Zr-8Sn Porous Structures With High Strength-to-Modulus Ratio




{kind=link}
{kind=link}
{kind=link}
{kind=link}
 , Wentao Hou
, Wentao Hou