




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Solidification Microstructure of Laser Additive Manufactured Ti—6Al—2Zr—2Sn—3Mo—1.5Cr—2Nb Titanium Alloy
Cite this Article
Qiang Zhang, Jing Chen, Lilin Wang, Hua Tan, Xin Lin, Weidong Huang. Solidification Microstructure of Laser Additive Manufactured Ti—6Al—2Zr—2Sn—3Mo—1.5Cr—2Nb Titanium Alloy. Journal of Materials Science & Technology, 2016, 32(4): 381 
Permissions
Copyright reserved, Editorial board of Journal of Materials Science & Technology
Solidification Microstructure of Laser Additive Manufactured Ti—6Al—2Zr—2Sn—3Mo—1.5Cr—2Nb Titanium Alloy
Abstract
Solidification microstructure of powder fed laser additive manufactured Ti—6Al—2Zr—2Sn—3Mo—1.5Cr—2Nb titanium alloy was investigated. The results showed that by deliberately increasing the powder feed rate, partially melted powders were retained at the top of the molten pool, which can promote heterogeneous nucleus. Thus, each cladding layer is composed of two regions: (i) randomly orientated cellular structure region caused by partially melted powders at the top of each cladding layer; and (ii) epitaxial cellular structure region adjacent to the fusion line. Usually, randomly orientated cellular structure region was totally remelted for a wide range of process conditions. The remelting effect ensures the continuity of epitaxial growth of cellular structure and leads to the formation of columnar β grains. In order to obtain equiaxed grains the scanning velocity and powder feed rate should be carefully selected to enlarge the randomly orientated cellular structure region.
Keyword:
Laser additive manufacture; Partially melted powders; Equiaxed grains
1. Introduction
Powder fed laser additive manufacture process (LAM) is a near net shaping technique to fabricate three dimensional metal parts with complex structure[1, 2, 3, 4, 5, 6 , 7]. Compared to the conventional manufacturing process, the LAM process can offer distinct advantages over conventional manufacturing, such as free of tooling, design freedom and short delivery time. Therefore, it is particularly appealing for fabrication of expensive and unworkable titanium aerospace components with complex structure. Researches on LAMed titanium alloys have received a lot of attentions over the last decades, most of them focused on morphology evolution of prior β grains.
As well documented, during solidification of the molten pool obtained by laser irradiation, the solid substrate acts as a heat sink and solidification is mostly directional[8, 9 , 10]. As a result, typical microstructure of LAMed α + β titanium alloy, such as Ti— 6Al— 4V[11, 12 , 13], Ti— 6Al i— 2Zr i— 1Mo i— 1V[14], Ti i— 5Al i— 5Mo i— 5V i— 1Cr i— 1Fe[15] and Ti— 6Al— 2Zr— 2Sn— 3Mo— 1.5Cr— 2Nb[16] usually comprised of coarsen columnar β grains which grows epitaxially from the substrate. However, in most applications, the desired microstructure is most usually represented by fine equiaxed grains structure, as they exhibit more isotropic and uniform mechanical properties[17]. A kind of burn resistant titanium alloy (Ti i— 25V i— 15Cr i— 2Al i— 0.2C) behaves very differently in terms of formation of equiaxed β grains rather than columnar β grains. Wu et al.[18] experimentally investigated the effect of deposition process variables: laser power, powder feed rate, laser scanning rate and Z-increment on the resulting microstructure of this burn-resistant alloy. The result showed that this burn-resistant titanium alloy tends to form equiaxed grains for a wide range of process conditions during direct laser fabrication. And increases in laser power from 222 W to 516 W have little effect on the β grain morphology. In the research on the same alloy by Wang [19], equiaxed and elongated β grains were observed throughout the height of the sample using laser power from 755 W to 1148 W. Also, a compositionally graded Ti alloy was fabricated by direct laser fabrication with Ti i— 25V i— 15Cr i— 2Al i— 0.2C powder (varying feed rate) and Ti i— 6Al i— 4V wire (fixed feed rate) feeding simultaneously into the molten pool[20]. The result showed that equiaxed β grains dominate the entire sample. In these studies, the formation of equiaxed β grains was attributed to relatively large solidification range and tendency of constitutional undercooling in front of the solid-liquid interface.
Nevertheless, for most of the α + β titanium alloy, such as Ti i— 6Al i— 4V (5 ° C)[8], Ti i— 6Al i— 4V i— 10Mo (17 ° C)[8] and Ti i— 6Al i— 2Zr i— 2Sn i— 3Mo i— 1.5Cr i— 2Nb studied in this work (28 ° C, calculated by ThermoCalc Software), the solidification range is narrower compared to Ti i— 25V i— 15Cr i— 2Al i— 0.2C (90 ° C, calculated by ThermoCalc Software), so it is not easy for them to obtain equiaxed β grains. According to Lin et al.[21], in 316L stainless steel and Rene 95 superalloy, nuclei density plays a critical role in the columnar to equiaxed transition (CET) during LAM process as the temperature gradient is large in the molten pool. The externally added nuclei into the molten pool may be a method to obtain more equiaxed grains. However, two reasons make it difficult to investigate the effect of injected powders on the β grains morphology. The first one is that the complex mass transfer, heat and fluid flow in the melt pool makes prediction of the powders' behavior almost impossible. The second one is that the original solidification structure is difficult to be retained due to β to α transformation.
In the current study, a relatively large powder feed rate was adopted deliberately in order to make sure that the injected powder particles can survive in the molten pool. And thin wall samples were fabricated to avoid β to α transformation in order to retain the origin solidification microstructure. The effects of process parameters on the solidification microstructure and β grain morphology have been investigated.
2. Experimental Procedure
The experiments were conducted on a LAM system that consists of a 4 kW continuous wave CO2 laser, a 5-axis numerical control working table, a lateral powder nozzle and an inert gas chamber filled with pure argon. In order to avoid oxidation, the oxygen content was kept below 50 ppm when the titanium alloy was deposited in the chamber.
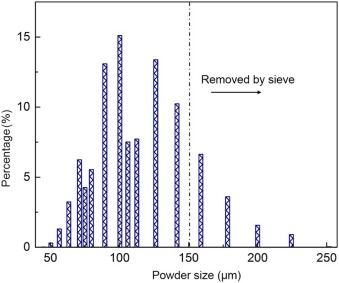 | Fig. 1. Powder size distribution. |
The powders of Ti i— 6Al i— 2Zr i— 2Sn i— 3Mo i— 1.5Cr i— 2Nb titanium alloy with spherical appearance were used in this work. The powder size distribution is shown in Fig. 1. To ensure the flowability of the metal powders, the powders of exceeding 150 µ m in size were removed by a sieve and then dried the powders in a vacuum oven for 2 h at 120 ± 5 ° C to eliminate moisture absorption. The forged Ti i— 6Al i— 2Zr i— 2Sn i— 3Mo i— 1.5Cr i— 2Nb plates with the dimension of 104 mm × 6 mm × 15 mm were used as substrates for the LAM process. The substrates were ground with SiC paper and then degreased with acetone and ethanol before use.
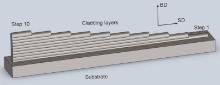
 | Fig. 2. Schematic diagram of the build sample. |
Seven thin wall samples with ten-layer one-track (Fig. 2) were fabricated with the same powder feed rate but different other process parameters. The laser power (P), scanning velocity (Vb), spot diameter (D), and powder feed rate (M) are listed in Table 1. The value of Z-increment is verified by depositing a single track cladding layer before fabricating the thin wall samples. The scanning direction (SD) and build direction (BD) are indicated in Fig. 2. These stair-like samples have two advantages. First, β to α transformation was prevented due to less thermal input, so the original solidification structure can be observed. Second, the top region of each cladding layer was retained, thus we can observe the microstructure of every cladding layer.
| Table 1 LAM process parameters and as-deposited measurements |
The as-deposited samples were cross sectioned and then revealed using the etchant of 1 mL HF, 3 mL H2NO3 and 5 mL H2O after mounting, grinding and polishing. Microstructure of the cross-sections was examined by an Olympus Ols4000 laser scanning confocal microscope.
3. Results
3.1. Microstructure characteristics
Fig. 3 shows the side view cross-section of step 10 in sample 7. As shown in Fig. 3(a), the columnar prior β grains extend over multiple layers, almost from the first layer to the last one. These columnar β grains arise due to the epitaxial growth from the previous cladding layer. The width of the prior β grains is about 100-400 µ m. A fusion line, actually a region of planar growth can be observed at the bottom of every cladding layer. A small fraction of partially melted powders is randomly distributed between the cellular structures in almost every cladding layer. As shown in Fig. 3(b), within each prior β grain, a cellular substructure exists; the growth direction is marked by black arrowheads.
 | Fig. 3. (a) Columnar prior β grains in sample 7, P = 2500 W, Vb = 50 mm/s, D = 3 mm; (b) cellular substructure. |
Fig. 4 shows the side view cross-section of step 10 in sample 4. Different from the columnar prior β grains obtained in sample 7, the equiaxed β grains are obtained. As shown in Fig. 4(a), the average grain size at the top of the cladding layer is about 60 µ m, meanwhile at the bottom of the cladding layer the average grain size is nearly 200 µ m. Fig. 4(b) exhibits the equiaxed β grains structure morphology by slightly modifying the focus lengths. The solidification substructure still can be observed in these equiaxed β grains. It can be observed that the β grains in the (N + 1)th layer grow from the β grains in the Nth layer. It is much clear that the coarse β grains usually distribute at the fusion line of two adjacent cladding layers. Particularly, much more partially melted powders can be observed in this cross-section compared to Fig. 3(b).
 | Fig. 4. (a) Equiaxed β grains structure in sample 4, P = 1800 W, Vb = 10 mm/s, D = 3 mm; (b) equiaxed β grains structure morphology with different focus lengths. |
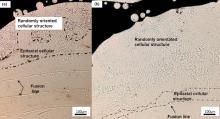
It can be seen from Fig. 5 that each cladding layer is composed of two regions: (i) at the top of each cladding layer there is a region consisting of randomly orientated cellular structure; (ii) the bottom part of each cladding layer is epitaxial cellular structure adjacent to the fusion line. The epitaxial cellular structure growing from the substrate is blocked off by the randomly oriented cellular structure region at the top of each cladding layer. The broken black line in the picture delineates the boundary of epitaxial cellular structure. Due to the instability of the molten pool shape and uneven powder particles size, the height of the epitaxial cellular structure fluctuates in a range. Actually, the randomly oriented cellular structure region and the epitaxial cellular structure region can be observed in all of the seven samples. The cladding height (Hc), molten pool depth (H, the distance from the fusion line to the top surface of the cladding layer, measured from the last cladding layer), and epitaxial cellular structure length (Hcs, average of 10 groups of data) corresponding to the process parameters were measured and indicated in Table 1. The grain morphology, equiaxed grains (E) and columnar grains (C), is also indicated.
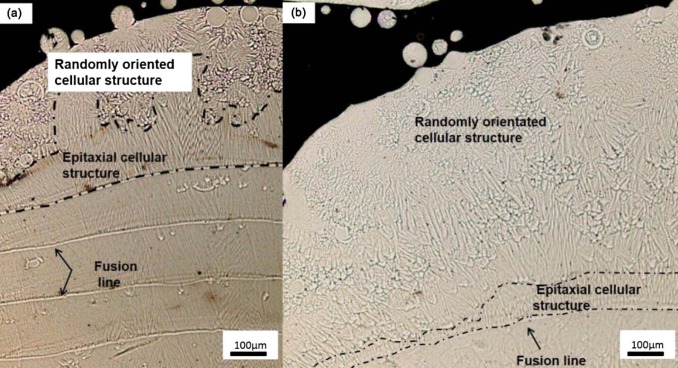 | Fig. 5. Randomly orientated cellular structure and epitaxial cellular structure region: (a) observed in sample 7, P = 2500 W, Vb = 50 mm/s, D = 3 mm; (b) observed in sample 4, P = 1800 W, Vb = 10 mm/s, D = 3 mm. |
As shown in Table 1, the proportion of each region is dependent on process parameters. The cladding height and molten pool depth decrease with the decreased Vb when other parameters remain unchanged. For the samples consisting of equiaxed grains structure (sample 1 and sample 4), the epitaxial cellular structure length is shortest and the Hcs/H is below 20%. However, when the scanning velocity increases, the Hcs/H increases to approach or exceed 50% and the specimens consisting of columnar grains structure are obtained.
3.2. Partially melted powders
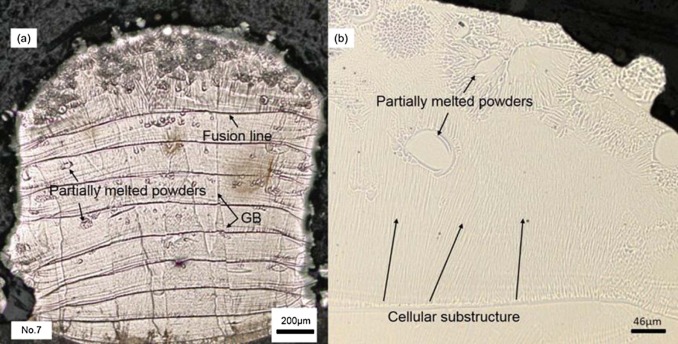
As mentioned above, the randomly oriented cellular structure is caused by partially melted powders. Similar phenomena had been found in the LAMed superalloy, but the occasional presence of the partially melted powders does not affect the microstructure so much[22]. In another study focusing on fabricating single-crystal superalloy components[23], the author pointed out that the undissolved powder particles would increase the nuclei density in the molten pool and promote the development of equiaxed grains. As shown in Fig. 6, three kinds of partially melted powders are identified. They are indicated and marked by A, B and C, respectively. The adherent powders at the surface of the cladding layers, marked by A, can act as chilling sources and heterogeneous nucleus. Partially melted powders, marked by B, are also nature nucleus for equiaxed cellular growth. The almost completely melted powders in the middle of the molten pool are usually smaller than other two kinds of powders. They can also be the substrate for cellular structure growth and the growth direction is almost the same as that of the epitaxial cellular growth from the bottom of molten pool. Besides, the first two types of the partially melted powders can block off the growth of epitaxial cellular more effectively due to the relatively larger volume than the third type.
 | Fig. 6. Typical morphology of partially melted powders: (a) observed in Sample 2, P = 1500 W, Vb = 30 mm/s, D = 2 mm; (b) observed in Sample 7, P = 2500 W, Vb = 50 mm/s, D = 3 mm. |
4. Discussion
4.1. Solidification microstructure
Fig. 7 schematically illustrated the solidification microstructure of LAMed Ti— 6Al— 2Zr— 2Sn— 3Mo— 1.5Cr— 2Nb titanium alloy. Three grains in the N-layer at the fusion line were depictured and the arrows indicate one of their < 100> directions. The temperature gradient G and solidification velocity V at the solid-liquid interface are functions of the molten pool depth [23, 24]. The ration G/V increases from the top to the bottom of the molten pool. So the planar solidification occurs at the bottom of each cladding layer. Due to the solute redistribution, the liquid metal becomes undercooled and leads to the destabilization of the solidification front, and the solidification changes from planar mode to cellular mode after a short distance away from the fusion line. All cellular structures growing from the same grain shares the same orientation direction, and this direction varies from one grain to another. Obviously, these three kinds of β grains in N-layer grow up due to epitaxial growth when the (N + 1)-layer was deposited. That's why the β grains distributed at the overlap zone of two adjacent cladding layers are coarser than the grains at the top of the molten pool.
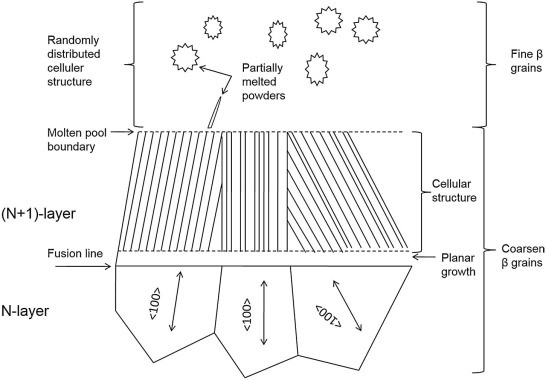 | Fig. 7. Schematic diagram of solidification microstructure of LAMed TC21 titanium alloy. |
At the top of each cladding layer, the epitaxial growth of the cellular structure is blocked off by the randomly oriented cellular structure, which nucleates and grows on the partially melted powders. Since the liquid metal can wet the injected powders completely, the crystal can grow on the powders without overcoming any nucleation barrier. As shown in Fig. 4, the presence of partially melted powders at the top of the cladding layer effectively refines the β grains.
As mentioned in section 3.2, the first two types of the partially melted powders can hinder the growth of epitaxial cellular more effectively than the third type. Hunt[25] proposed that fully equiaxed growth occurs if the volume fraction of the equiaxed grains is more than 0.49, while the structure is assumed to be fully columnar if the volume fraction of the equiaxed grains is less than 0.0066.
4.2. Effect of process parameters
The overall microstructure is dominated by columnar grains for a large range of process parameters, as shown in Table 1. The randomly orientated cellular structure region caused by partially melted powders exists in all of the seven samples. The partially melted powders will increase the nuclei density and promote the formation of new grains. Usually, the powders injected into the molten pool melted completely in a very short time. In this experiment, a relatively high powder feed rate was adopted. According to Hoadley and Rappaz[26], the temperature rise of the metal powders is very limited before being injected into the molten pool, so the injected powders can be regarded as chilling sources. Therefore, the temperature of the molten pool could be reduced significantly when a mass of powders were captured. The lower molten pool temperature is critical for the injected powders to survive because they are unstable at higher temperatures. In this study, a high powder feed rate plays a key role in obtaining the randomly orientated cellular structure region in the molten pool. However, if the randomly orientated cellular structure region was totally remelted when the next cladding layer is deposited the epitaxial growth of the cellular structure will continue. Thus, the typical columnar β grains structure will be obtained.
In order to obtain equiaxed grains structure, the randomly orientated cellular structure region should be ensured to be large enough. That means the epitaxial cellular structure region should be reduced. The proportion of each region is dependent on process parameters. When the scanning velocity is fast, the Hcs/H approaches or exceeds 50% and the samples consisting of columnar grains structure are obtained. For the samples consisting of equiaxed grains structure (sample 1 and sample 4), the epitaxial cellular structure length is shortest and the Hcs/H is below 20%.
A collective interaction of all the process parameters is extremely complex, which makes quantitative prediction very difficult, so only the qualitative explanation is given here. During solidification of the molten pool, the growth direction of the cellular structure is opposite to the heat flux and the growth velocity of cellular structure velocity can be described as[27].

where θ is the angle between the scanning direction and the normal direction of the molten pool boundary, and Vb is the scanning velocity. Obviously, the increase of the scanning velocity can increase the epitaxial cellular structure region. Nevertheless, the too fast scanning velocity can minify and flatten the molten pool that will increase the θ angle [28]. Thus, the epitaxial cellular structure region will be reduced. Besides, too fast scanning velocity can significantly reduce the clad height or even make it insufficient to melt the surface. Therefore, the process parameters should be selected carefully for fabricating the components composed of equiaxed grains.
5. Conclusions
The solidification microstructures of Ti-6Al-2Zr-2Sn-3Mo-1.5Cr-2Nb titanium alloy fabricated by LAM process under different process parameters were investigated. The results showed that the microstructure obtained in this alloy is dominated by columnar grains for a large range of process parameters, and equiaxed grains structure can also be obtained under certain process conditions. The following points should be emphasized:
(1)Each cladding layer is composed of two regions: (i) randomly orientated cellular structure region at the top of each cladding layer; (ii) epitaxial cellular structure adjacent to the fusion line.
(2)The large powder feed rate leads to a reduction in the molten pool's temperature. The injected powders can survive in the molten pool with a lower temperature. The partially melted powders can effectively promote the heterogeneous nucleus and enlarge the volume fraction of randomly oriented cellular structure region.
(3)The grains morphology is determined by the competitive growth between powder-driven equiaxed dendrites and epitaxial cellular structure. Within the investigated LAM processing window, the slow scanning velocity is beneficial for the formation of equiaxed grains structure.
This work was supported by the National Natural Science Foundation of China (Grant Nos. 51105311 and 51475380) and the National High Technology Research and Development Program of China (Grant No. 2013AA031103)
The authors have declared that no competing interests exist.
Reference
| [1] |
|
| [2] |
|
| [3] |
|
| [4] |
|
| [5] |
|
| [6] |
|
| [7] |
|
| [8] |
|
| [9] |
|
| [10] |
|
| [11] |
|
| [12] |
|
| [13] |
|
| [14] |
|
| [15] |
|
| [16] |
|
| [17] |
|
| [18] |
|
| [19] |
|
| [20] |
|
| [21] |
|
| [22] |
|
| [23] |
|
| [24] |
|
| [25] |
|
| [26] |
|
| [27] |
|
| [28] |
|