


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Microstructure and Mechanical Properties of Overcast 6101-6101 Wrought Al Alloy Joint by Squeeze Casting
Cite this Article
Teng Liu, Qudong Wang, Yudong Sui, Qigui Wang. Microstructure and Mechanical Properties of Overcast 6101-6101 Wrought Al Alloy Joint by Squeeze Casting. Journal of Materials Science & Technology, 2016, 32(4): 298-305 
Permissions
Copyright reserved, Editorial board of Journal of Materials Science & Technology
Microstructure and Mechanical Properties of Overcast 6101-6101 Wrought Al Alloy Joint by Squeeze Casting
Abstract
The wrought Al alloy-wrought Al alloy overcast joint was fabricated by casting liquid 6101 Al alloy onto 6101 Al extrusion bars and solidifying under applied pressure. The joint interfacial microstructure was investigated; the effect of applied pressure on the microstructure and mechanical properties was evaluated. The mechanism of joint formation and mechanical behaviors of both squeeze cast 6101 and 6101-6101 overcast joint material were analyzed. The results show that with the application of pressure during solidification process, wrought Al alloy 6101 could be cast directly into shape successfully. Excellent metallurgical bonding was then formed in the overcast joint by electro-plating 6101 solid insert with a layer of zinc coating, and a transition zone formed in the joint region. During the tensile test, the fracture occurs in the 6101 solid insert part with the ultimate tensile strength (UTS) of 200 MPa, indicating that the strength of the overcast joint is higher than 200 MPa, and the tensile strength of overcast joint material is independent on the magnitude of applied pressure. For Al-Al overcast joint material, if a clean and high strength joint is formed, the UTS and yield strength (YS) are determined by the material with the lower value, while for EL, the value is determined by the length proportion and the stress-strain behavior of both components.
Keyword:
Aluminum alloy; Overcasting; Squeeze casting; Interface; Microstructure; Mechanical properties
1. Introduction
Aluminum materials are widely used to take advantage of their low density, corrosion resistance and combination of strength and formability, especially in the automotive and aerospace industries for lightweight applications[1]. Consequently, there is increasingly joining involved situations[2]. Several methods have been reported in fabricating Al-Al metal joints. These methods can be mainly divided into three categories: (i) solid-solid bonding, such as explosive welding[3 , 4], laser welding[5], friction stir welding[6 , 7], rolling[8 , 9], and surface activated bonding[10]; (ii) solid-liquid bonding, like overcasting[11, 12 , 13]; and (iii) liquid-liquid bonding, like continuous casting bonding[14 , 15].
Overcasting is defined as a production technology where two metals, one in solid state while the other in liquid state, are brought into contact with each other, then a continuous metallic transition occurs from one metal to the other[16], which is also known as compound casting or solid-liquid casting. Due to its design flexibility, mass saving, manufacturing efficiency and low production cost, it has drawn great attention in a variety of systems recently. Hajjari et al.[17] prepared lightweight Al/Mg couples with compound casting method. The interfacial microstructure was well characterized, and the relationship between the interfacial structure and shear strength was analyzed. Durrant et al.[18] produced Al-steel bimetal with squeeze casting method. A sound interface was obtained by interaction of the two metals, the interface region was well characterized and the mechanical properties were evaluated. Compound cast Mg-Mg joints were fabricated by Papis et al.[19]. A continuously metallurgic, defect-free and well-defined transition between AZ31 substrate and AJ62 magnesium cast alloy was achieved. However, overcast liquid metal onto Al substrate to make metal joints is difficult to prepare because solid aluminum is always naturally covered with an oxide film, which is thermodynamically stable and not easily wettable by metallic melts. The oxide film cannot be dissolved during the process and prevents the formation of a metallic bonding. Current overcasting structures rely on the “shrink-fit” between the casting layer and the substrate due to the large solidification shrinkage during overcasting, resulting in a relatively strong mechanical bond or interlock at the interface[20].
A lot of attention has been paid on exploring new surface treatment to prepare Al solid insert involved in overcast joint. Zhang et al.[20] developed an “electropolishing + anodizing” surface treatment to disrupt the oxide film on the surface of Al-1 wt% Sn alloy, improving the wetting and metallurgical bonding between molten Mg and Al-1 wt% Sn substrate in bimetallic experiment. Another promising approach to prepare overcast Al joint was presented by Papis et al.[16] by replacing the oxide layer with a zinc layer. Joints of AlMg1 substrate and various Al alloys are produced on a laboratory scale in an Ar 6.0 atmosphere under controlled thermal conditions. Based on Papis's method, Rübner et al.[11] and Koerner et al.[21] focused on the realization of overcast Al-Al joint by high pressure die casting.
However, to our best knowledge, limited studies have focused on wrought Al alloy-wrought Al alloy overcast joint because when wrought Al alloy is subjected to casting process, a large number of shrinkage porosities will be produced within its microstructure due to its long solidification range[22]; besides, cracks will occur because of its high heat crack trend[23]. In recent researches, many wrought Al alloy compositions have successfully been cast directly to shape by squeeze casting process[24]. Squeeze casting is a manufacturing process, in which metal is solidified under pressure. Application of pressure on molten metal during solidification may cause a series of effects, such as reduction of gas and shrinkage porosities, reduction of the degree of micro-segregation, change of solidification rate and change of phase diagram[25]. So, in the present investigation, wrought Al alloy-wrought Al alloy overcast joint was prepared by squeeze casting method. The work was conducted on 6101 aluminum alloy, which is extensively used for its high strength and excellent thermal and electrical conductivity. The overcast joint was fabricated by casting liquid 6101 Al alloy onto 6101 Al extrusion bars and solidifying under applied pressure. The effect of applied pressure on microstructure and mechanical properties of the 6101-6101 overcast joint was investigated. The mechanism of interface formation and fracture behavior were discussed.
2. Material and Method
2.1. Material and surface treatment
Commercial 6101 aluminum alloy (Al-0.49 wt% Si-0.23 wt% Cu-0.92 wt% Mg-0.45 wt% Fe) was used to produce wrought Al alloy-wrought Al alloy overcast joint. The solid inserts were received in rolled condition, before the squeeze casting procedure; the inserts were cut into rectangular bars with a dimension of 60 mm × 10 mm × 2.5 mm. In order to remove the lubricant remainders and natural oxide films on the surface, the solid inserts were subjected to a series of mechanical and chemical pretreatments, including polishing with abrasive paper, degreasing, alkali erosion, acid pickling, first zinc treatment, zinc retreatment and second zinc treatment. Electro-plating method was then operated onto the insert material to develop a uniform zinc layer with a thickness of about 5 µm.
2.2. Overcasting
An 80-ton vertical hydraulic press was used for direct squeeze casting. The mold was preheated to 250 °C. Before squeeze casting procedure, the electro-plated 6101 aluminum alloy insert was pre-seated at the bottom of the mold; then liquid 6101 Al alloy melt was poured into the mold, and solidified under different applied pressures. The values of applied pressure varied from 0 to 90 MPa. The wrought Al alloy-wrought Al alloy overcast joint was thus produced by squeeze casting method. The samples were received with a dimension of Ф 55 mm × 50 mm. The process is schematically presented in Fig. 1(a).
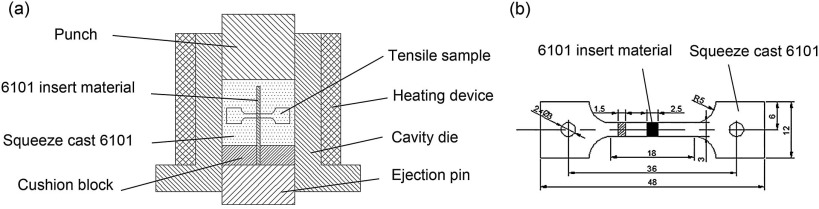 | Fig. 1. Schematic illustration of the mold (a) and the tensile specimens in mm (b). |
2.3. Metallographic examination and mechanical testing
Tensile samples for both 6101-6101 overcast joint material and squeeze cast 6101 were took from the middle part of the cylindrical sample, then cut into rectangular tensile specimens according to the ISO 6892-1:2009 standard[26]. The tensile specimen of 6101-6101 overcast joint material has a sandwich structure (squeeze cast 6101-overcast joint-6101 solid insert-overcast joint-squeeze cast 6101) in the gauge section, which is shown schematically in Fig. 1(b). Tensile testing was carried out on a Zwick/Roell-20 kN material test machine at a strain rate of 8.33 × 10-4 s-1 at ambient temperature. To insure repeatability, at least three samples were tested in each testing condition. Hardness was also measured across the interface region. Microstructure samples were prepared with standard metallographic procedure and etched with Keller etchant (5 mL HNO3, 3 mL HCl, 2 mL HF, and 190 mL distilled water) for 20 s. Average grain size is determined according to the ASTM E112-10 standard. Microstructure characterization was carried out with an optical microscope (OM) and a scanning electron microscope (SEM) equipped with an energy dispersive spectroscope (EDS).
3. Results and Discussion
3.1. Metallographic analysis
The microstructures of the 6101-6101 overcast joints, which were fabricated under different applied pressures, are shown in Fig. 2. It can be observed that there are no defects or discontinuities along the interface. The 6101 solid insert and the squeeze cast 6101 are distinctly separated. The microstructure of 6101 solid insert shows typical rolled structure consisting of fine elongated grains. The microstructure of squeeze cast 6101 shows rosette-like α-Al grains and uniformly dispersed eutectic phase in the intergranular spaces. The eutectic phase consists of α-Al, Mg2Si and AlFeSi[27 , 28].
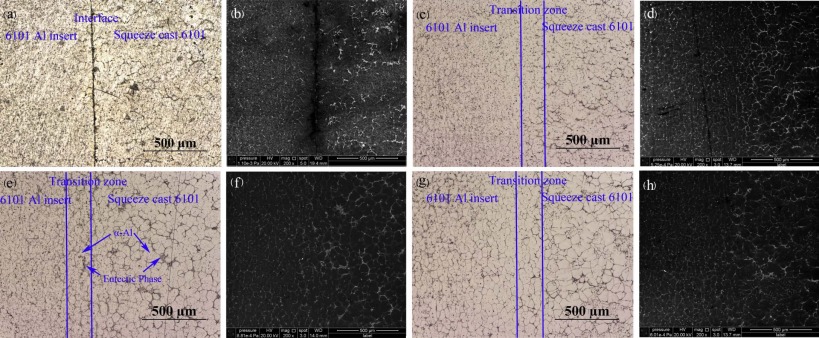 | Fig. 2. OM and SEM microstructures of the overcast joints made at different applied pressures: (a, b) 0 MPa, (c, d) 30 MPa, (e, f) 60 MPa, (g, h) 90 MPa. |
After pouring the molten metal into the mold, the liquid 6101 Al alloy encountered the zinc coating first. Because of the replacement of the oxide layer with the zinc coating, excellent wettability between liquid Al and solid Al was achieved[16]. The zinc coating was dissolved into the molten metal, then the 6101 solid inserts served as the heterogeneous nucleation substrate for the α-Al phase[29]. The formation of a metallurgical joint is determined by the thermo physical properties of both liquid and solid materials and the temperature at the interface[30]. At low pouring temperature, there is no metallurgical bonding. At high pouring temperature, an unwanted severely melting of the insert occurs. So in order to achieve a metallurgical bonding, the pouring temperature needs to be carefully controlled.
While for wrought Al alloy, when the overcast joint is received in gravity cast state, even the pouring temperature is carefully controlled, big cracks would form at the interface. Because when wrought Al alloy is subjected to cast process, a large number of shrinkage porosities and cracks will be produced within its microstructure[22 , 23]. When the overcast joint is received in squeeze cast state, as shown in Fig. 2, sound metallurgical bonding can be realized. The improvement attributes to the reduction of inherent defects. It has been proven that the shrinkage cavities and hot tears can be completely eliminated under applied pressure[31]. The average grain size of the squeeze cast 6101 decreases with the increase of applied pressure. The average grain size for squeeze cast 6101 made at applied pressure of 0 MPa, 30 MPa, 60 MPa and 90 MPa are 127 ± 8 µm, 118 ± 6 µm, 114 ± 3 µm and 96 ± 6 µm, respectively.
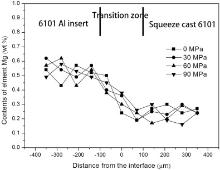
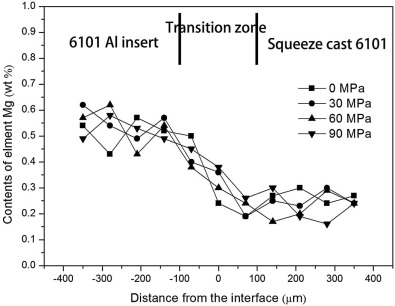 | Fig. 3. Distribution of Mg element across the interface. |
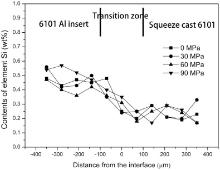
Fig. 3 and Fig. 4 show the solute distribution of Mg and Si elements at the overcast joint region across the transition zone, respectively. Because of the partial melting of the 6101 solid insert material[32] and the interdiffusion effect[29], a local transition of elements Si and Mg was developed. As can be observed, both elements Si and Mg show a slight decrease across the interface from 6101 insert material side to squeeze cast 6101 side. The local transition layer equals to the thickness of the transition zone, which is marked by blue lines in Fig. 2. However, when the overcast joint is received in gravity casting state, both the elements Mg and Si show an abrupt change across the interface. The interface boundaries between 6101 insert and the transition zone, squeeze cast 6101 and the transition zone are not clear. So the width of the transition zone is hard to be measured precisely, yet according to metallographic analysis and the distribution profiles of elements Si and Mg, it can be inferred that the transition zone is about 150-200 µm for 6101-6101 overcast joint material made at the applied pressure of 30-90 MPa. The width of the transition zone is independent on the magnitude of the applied pressure.
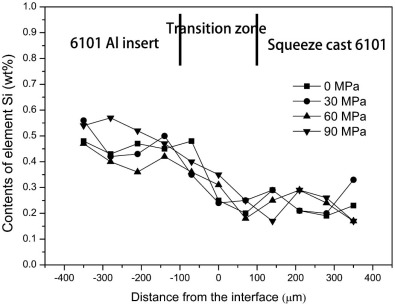 | Fig. 4. Distribution of Si element across the interface. |
3.2. Mechanical properties
3.2.1. Hardness profiles across the interface
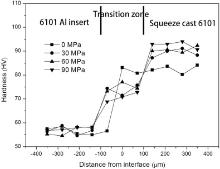
Vickers hardness was measured across the overcast joint. The Vickers hardness of 6101 solid insert, the transition zone and squeeze cast 6101 are in the range of 50-60, 65-75 and 80-100 respectively, as presented in Fig. 5. In can be observed that when the overcast joint is received in gravity casting state, there is no metallurgical bonding, and the hardness changes abruptly. While when the overcast joint is received in squeeze casting state, a transition zone forms in the interface region, the Vickers hardness increase gradually from 50-60 to 80-100. The solubility of impurity and trace elements is expected to increase with the increase of pressure, which results in the increase of hardness[25]. So with the increase of the applied pressure, the hardness of squeeze cast 6101 increases.
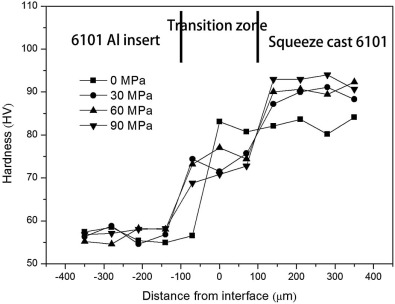 | Fig. 5. Hardness profiles measured across the interface. |
3.2.2. Tensile properties of squeeze cast 6101 material
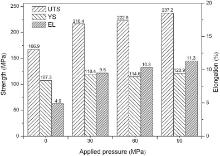
Fig. 6 shows the tensile properties of squeeze cast 6101 material made at different applied pressures. Fig. 7 shows the SEM images of the tensile fracture surface of squeeze cast 6101 made at different applied pressures. It can be observed that the squeeze cast 6101 shows more promising mechanical properties than gravity cast 6101. Then, with the increase of applied pressure from 30 MPa to 90 MPa, ultimate tensile strength (UTS), yield strength (YS) and elongation (EL) all increase. From the fracture surface it can be inferred that the low mechanical properties of the alloy in gravity cast condition can be related to the high fraction of porosities in its microstructure due to the low interdendritic fluidity of the molten metal[22]. When the applied pressure is 30 MPa, there still exists cracks in its microstructure, as indicated in Fig. 7(b, c), and then as applied pressure increases, cracks disappear.
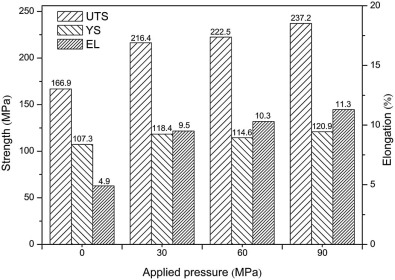 | Fig. 6. Mechanical properties of squeeze cast 6101 at different applied pressures. |
The improvement of mechanical properties of squeeze cast 6101 is attributed to the reduction of shrinkage and gas porosities and the refinement of microstructure[33]. At present, there are usually two theories concerning the grain refinement mechanism in squeeze casting process. The first theory is the improvement of heat transfer during solidification[34]. It is widely accepted that an air gap would form during conventional casting process, when a solid shell forms and shrinks away from the die by thermal contraction[35]. The air gap is an important factor that controls overall solidification behavior[36]. The heat flux can be justified by the simplified equation suggested by Lee et al.[31]:
h=Kgap/Xgaph=Kgap/Xgap
 |
where Kgap is the average thermal conductivity of the gas in the gap, and Xgap is the gap size. With the increase of applied pressure, the gap between the mold decreases, thus induces the increase of heat transfer coefficient and the cooling rate.
The second theory is that phase diagram changes under applied pressures[37]. According to the Clausius-Clapeyron equation:
ΔTf/ΔP=Tf (Vl-Vs)/ΔHfΔTf/ΔP=Tf (Vl-Vs)/ΔHf
 |
where Tf is the equilibrium freezing temperature, Vl and Vs are the specific volumes of the liquid and solid, respectively, and Hf is the latent heat of fusion. The effect of pressure on freezing point may roughly be estimated as follows[25]:
P=P0exp(-ΔHf/R⋅Tf)P=P0exp(-ΔHf/R⋅Tf)
 |
where P0, ΔHf and R are constants. With the increase of pressure P, Tf should increase, thus inducing a higher undercooling, which will result in an increase in nucleation rate[38]. In the present study, both of these theories are valid and active simultaneously. It can be concluded that the final microstructure refinement under applied pressure is the result of increase of cooling rate and promotion of nucleation. So for squeeze cast 6101, with the application of pressure during solidification process, the tensile strength shows more promising properties compared with that made by gravity casting, then, with the increasing of pressure from 30 to 90 MPa, UTS, YS and EL all increase.
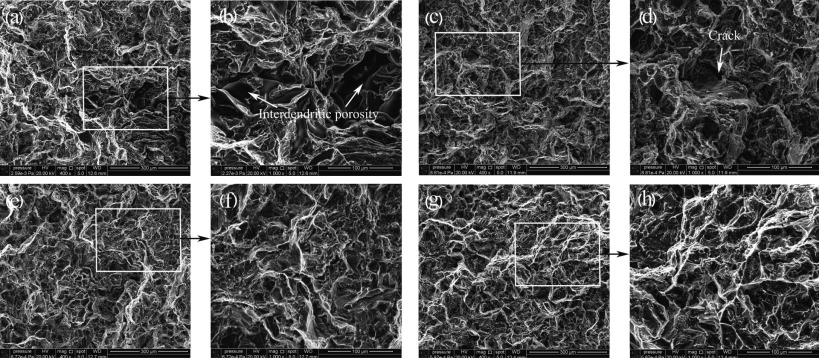 | Fig. 7. SEM images of the tensile fracture surface of squeeze cast 6101 made at different applied pressures: (a, b) 0 MPa, (c, d) 30 MPa, (e, f) 60 MPa, (g, h) 90 MPa. |
3.2.3. Tensile properties of 6101-6101 overcast joint material
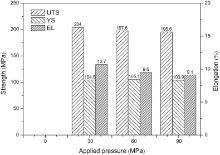
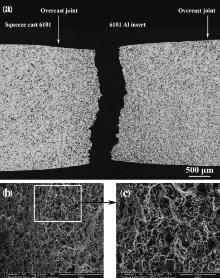
Fig. 8 shows the tensile properties of 6101-6101 overcast joint material made under different applied pressures. Fig. 9 shows the cross section view of the tensile fractured specimen of overcast joint material at applied pressure of 60 MPa and its SEM images of the tensile fracture surface. For 6101-6101 overcast joint material, when the overcast joint is received in gravity cast state, there is no metallurgical bonding between 6101 insert and squeeze cast 6101; the tensile specimen fractures during the preparing procedure, so the value of UTS, YS and EL are all 0. With the application of pressure, sound metallic bonding can be realized. UTS, YS and EL all show promising results. With the increase of applied pressure, the value of UTS and YS remain steady, yet the value of EL decreases. It can be observed that final tensile fracture occurs in the 6101 insert material with the UTS of around 200 MPa. Lloyd et al.[32] reported that the failure of AA3003/AA6111 clad materials during tensile process always take place in the AA3003 component part with lower tensile strength. Fu et al.[29] found the same phenomenon during the tensile test of Al-1Mn and Al-10Si clad ingot. It is widely accepted that the tensile fracture will be located in the alloy with lower UTS if a clean and high strength interface is formed between the two different alloys. In this instance, during the tensile test, the fracture nucleates in the 6101 insert material and the failure occurs when its UTS is reached, while the overcast joint region and squeeze cast 6101 remain well, indicating that the bonding strength is higher than 200 MPa.
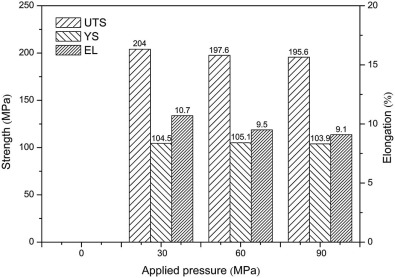 | Fig. 8. Mechanical properties of 6101-6101 overcast joint material at different applied pressures. |
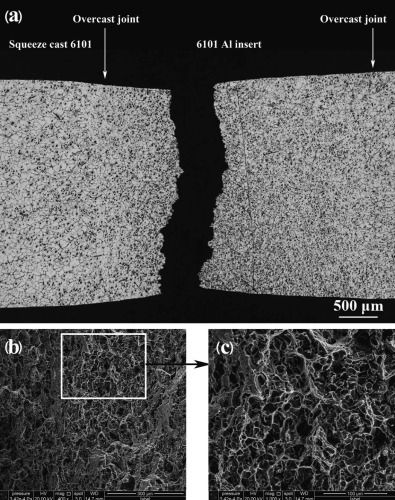 | Fig. 9. Cross section view of the tensile fractured specimen of overcast joint material at applied pressure of 60 MPa and its SEM images of the tensile fracture surface. |
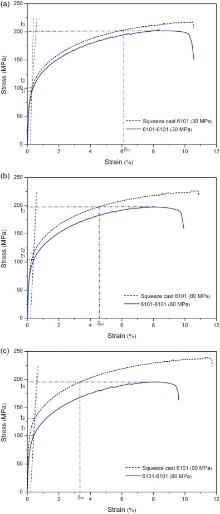
However, to our best knowledge, few reports have concerned the YS and EL of Al-Al overcast joint material. In the present study UTS along with YS and EL were taken into consideration to analyze its mechanical behavior. Fig. 10 shows the stress-strain curve for both squeeze cast 6101 and 6101-6101 overcast joint material made at different applied pressures. From the stress-strain curve of 6101-6101 overcast joint material, it can be observed that a large degree of plastic deformation has been sustained at fracture, which means that the 6101-6101 overcast joint materials fractured in a ductile pattern. It further proves that there are no defects or discontinuities, which will induce a quite brittle fracture behavior in the transition zone.
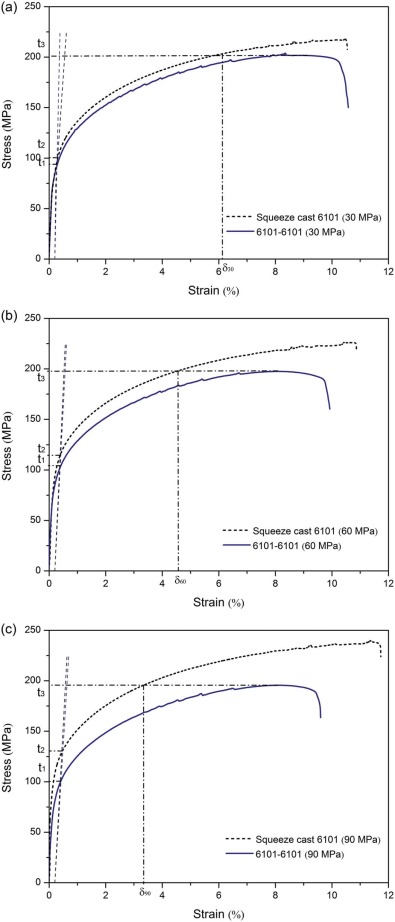 | Fig. 10. Stress-strain curves for both squeeze cast 6101 and 6101-6101 overcast joint material made at different applied pressures: (a) 30 MPa, (b) 60 MPa, (c) 90 MPa. |
During the tensile test, when the stress reaches the value of t1, the phenomenon of yielding occurs, the 6101-6101 overcast joint material experienced elastic-plastic transition. Yet, the squeeze cast 6101 is still in elastic deformation stage. So the YS of the 6101-6101 overcast joint material is determined by the 6101 insert material and independent on the magnitude of the applied pressure. Then the stress reaches t2, the squeeze cast 6101 experiences the elastic-plastic transition. When stress reaches t3, the UTS of 6101-6101 overcast joint material, the fracture occurs in the 6101 insert material. As the value of t3 is higher than t1 and t2, so both the 6101 insert material and squeeze cast 6101 endured plastic deformation. Elongation can be calculated by equation:
EL=(lf-l0)/l0=Δl/l0EL=(lf-l0)/l0=Δl/l0
 |
where lf is the fracture length, l0 is the original gauge length, and Δl is the increment of gauge length. In this instance, the increment of length could be divided into two parts: the increment of 6101 insert material Δl1, and the increment of squeeze cast 6101 Δl2.
EL=(Δl1+Δl2)/l0=(l1⋅EL1+l2⋅δ2)/l0=S1⋅EL1+S2⋅δ2EL=(Δl1+Δl2)/l0=(l1⋅EL1+l2⋅δ2)/l0=S1⋅EL1+S2⋅δ2
 |
where l1 and l2 are the length of 6101 insert material and squeeze cast 6101 respectively, EL1 is the elongation of 6101 insert material, δ2 is the strain of squeeze cast 6101 at the UTS of overcast joint material, S1 and S2 are the length proportion of 6101 insert material and squeeze cast 6101 in gauge length respectively. It can be observed from Fig. 10 that δ30 < δ60 < δ90, so with the increase of the pressure, δ2 decreases. While with the increase of pressure, EL1 remains constant. It can be inferred that with the increase of pressure from 30 to 90 MPa, the elongation of 6101-6101 overcast joint material decreases, while YS and UTS are independent on the magnitude of the applied pressure. In conclusion, for Al-Al overcast joint material, if a clean and high strength overcast joint is obtained, the UTS and YS are determined by the material with the lower value, while for EL, the value is determined by the length proportion of both components, the elongation of the fractured material and the strain of the other material at the UTS of the fractured material.
4. Conclusion
(1)With the application of pressure during solidification process, 6101 wrought Al alloy could be cast directly into shape successfully. Sound metallurgical bonding was then produced by electro-plating a layer of zinc coating on the 6101 Al alloy inserts before the squeeze casting procedure.
(2)Both the elements Mg and Si show an abrupt change across the interface when the overcast joint is made with the applied pressure of 0 MPa, while they both change gradually across the transition zone when the overcast joint is made with the applied pressure of 30-90 MPa.
(3)For squeeze cast 6101, with the application of pressure during solidification process, the tensile strength exhibits more promising results than that made by gravity casting, then, with increasing applied pressure from 30 to 90 MPa, the UTS, YS and EL all increase.
(4)For 6101-6101 overcast joint material, when it is in gravity cast state, there is no metallurgical bonding between 6101 insert and squeeze cast 6101, where the value of UTS, YS and EL are all 0. Then, with the increase of applied pressure from 30 to 90 MPa, the EL decreases, while UTS and YS appears to be independent on the magnitude of applied pressure.
(5)During the tensile test, failure occurs in the 6101 insert material, while the overcast joint region remains well, indicating that the strength of the overcast joint is higher than 200 MPa.
(6)For Al-Al overcast joint material, if a clean and high strength joint is formed, the UTS and YS is determined by the material with the lower value, while for EL, the value is determined by the length proportion and the stress-strain behavior of both components.
The authors gratefully acknowledge the financial support of the General Motors Corporation in Pontiac, USA (grant number PRHY9023 NV733).
The authors have declared that no competing interests exist.
Reference
| [1] |
|
| [2] |
|
| [3] |
|
| [4] |
|
| [5] |
|
| [6] |
|
| [7] |
|
| [8] |
|
| [9] |
|
| [10] |
|
| [11] |
|
| [12] |
|
| [13] |
|
| [14] |
|
| [15] |
|
| [16] |
|
| [17] |
|
| [18] |
|
| [19] |
|
| [20] |
|
| [21] |
|
| [22] |
|
| [23] |
|
| [24] |
|
| [25] |
|
| [26] |
|
| [27] |
|
| [28] |
|
| [29] |
|
| [30] |
|
| [31] |
|
| [32] |
|
| [33] |
|
| [34] |
|
| [35] |
|
| [36] |
|
| [37] |
|
| [38] |
|