3.2. Comparison of optical properties of nanocomposite coatings3.2.1. Visible light transmittance
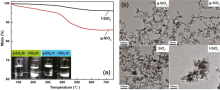
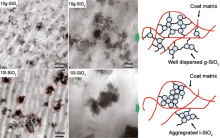
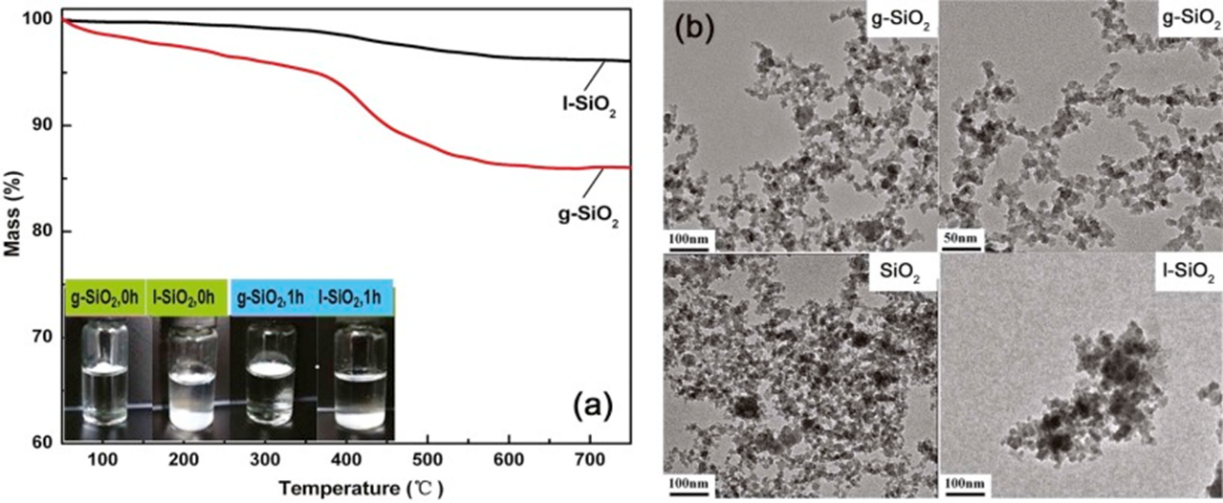
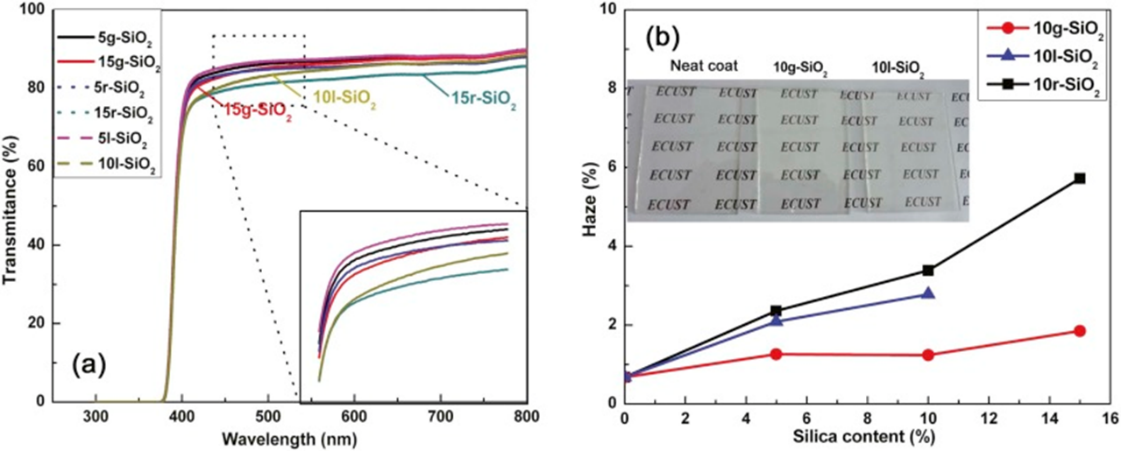
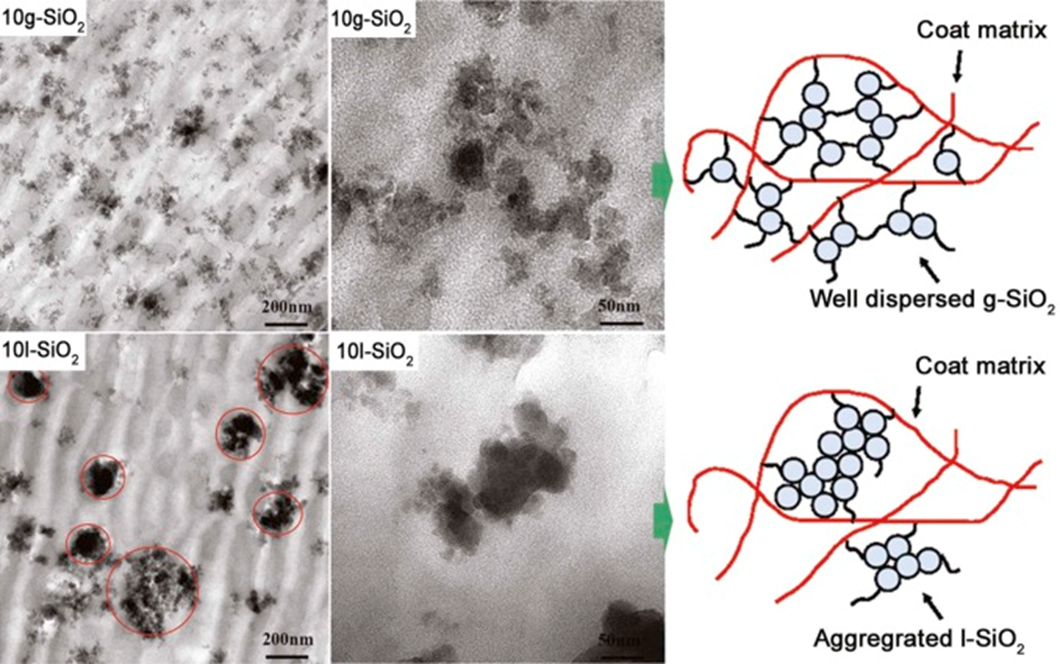
Transparency of the films presents a key parameter for the use of the prepared coatings. The transparency of coatings with comparable thickness in the range from 30 to 40 µ m was characterized by UV-vis spectrophotometry (Fig. 3(a)). All films loaded with nano-silica were highly transparent. The light transmittance decayed obviously with increasing content of l-SiO2, while in the case of g-SiO2, the addition of g-SiO2 hardly reduced the visible light transmittance of coatings even with 15 wt% silica, which is different from the behavior of traditional flame-made SiO2 reported in the literature[16]. In fact, g-SiO2 and l-SiO2 were obtained from the same silica (FSP-made SiO2) and modifier (MPS), and therefore, it can be assumed that the variations in optical transmittance arise from their difference in modification process rather than other factors. Fig. 4 shows the TEM images of SiO2 nanocomposite coatings. It can be easily observed that the dispersion state of g-SiO2 was notably different from l-SiO2. l-SiO2 particles aggregated severely with the aggregation size of even 200-400 nm in coat matrix, whereas g-SiO2 dispersed homogeneously on nanoscale without large aggregations. Large size of aggregations of nano-fillers in coatings causes significant light-scattering, declining the coating optical transparency. In-situ FSP modified SiO2 exhibited advantage in obtaining homogeneous filler dispersion in coatings over ex-situ treated one, which plays a great role in optical transparency.
3.2.2. Haze values
The haze values can be used to evaluate the clarity of transparent coatings. As shown in Fig. 3(b), g-SiO2 loaded coating gave the lowest haze values among all films, and the haze values tended to be insensitive to the content of SiO2, which is also different from the observation reported elsewhere[16]. For l-SiO2 and r-SiO2 samples, the haze value increased significantly with SiO2 content. With the SiO2 content of 15 wt%, the haze value was 1.85% for g-SiO2 nanocomposite coating, while it increased to 5.72% for r-SiO2. The haze value of l-SiO2 coating with only 10 wt% filler was 2.78%, higher than g-SiO2 coating with 15 wt% silica. The advantage of in-situ FSP modification in the haze of nano-coatings can be attributed to the same reason described in optical transmittance measurement. Higher grafting content of MPS on SiO2 for g-SiO2 facilitates the dispersion of g-SiO2 and stronger interfacial interaction[20] and [21], thus providing lower haze value of final coatings.
3.3. Comparison of scratch resistance of nanocomposite coatings3.3.1. Nano-indentation measurement
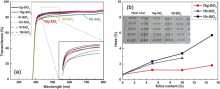
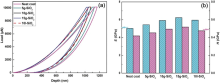
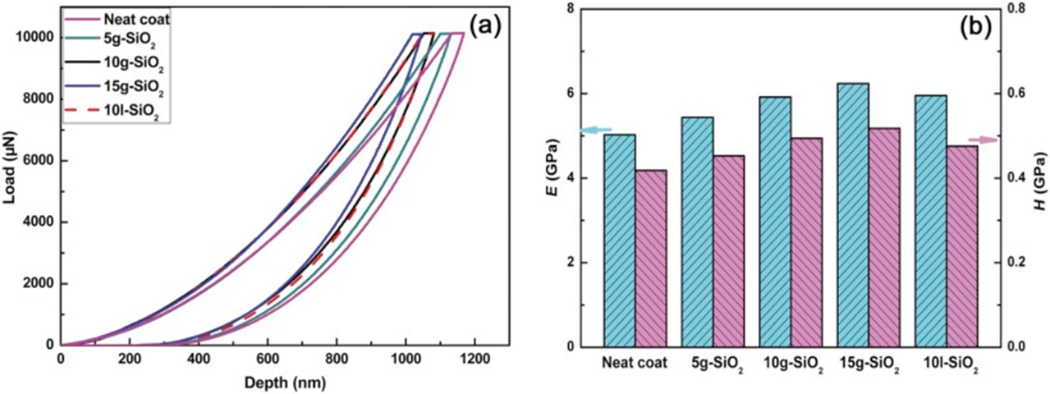
Nano-indentation test is an effective technique in characterizing surface mechanical properties of thin films or coatings[22]. The typical loading-unloading curves of neat coating and coatings filled with 10 wt% g-SiO2 or 10 wt% l-SiO2 are shown in Fig. 5(a). The surface hardness (H) and elastic modulus (E) of the coatings obtained from the Oliver and Pharr methodology are given in Fig. 5(b)[23].
As presented in Fig. 5(a), the maximum indentation depth of neat coating is about 1167 nm under the maximum load of 10 mN, and it decreased to around 1069 nm and 1080 nm for coatings with 10 wt% g-SiO2 and 10 wt% l-SiO2, respectively, indicating that the incorporation of inorganic SiO2 particles enhanced the coating resistance to the penetration by the indenter, and g-SiO2 composite coating exhibited slightly higher penetration resistance than l-SiO2 filled one. In comparison to the maximum indentation depth above 1000 nm, all three coatings showed much lower residual depth, around 300 nm. The addition of nano-SiO2 hardly decreased the recovery ability of the coating matrix. Actually the percentage of elastic recover (Re) of g-SiO2 coating increased slightly in comparison to neat coating and l-SiO2 composite coating. As shown in Fig. 5(b), both coating hardness and modulus could be enhanced with the incorporation of nano-SiO2. At the filler content of 10 wt%, the surface hardness rose from 418 MPa for neat coating to 494 and 475 MPa for g-SiO2 and l-SiO2 filled coatings, respectively, and elastic modulus from 5.02 GPa to 5.91 and 5.95 GPa; SiO2 particles made the coating much stiffer.
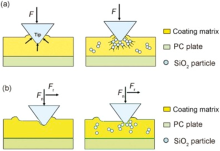
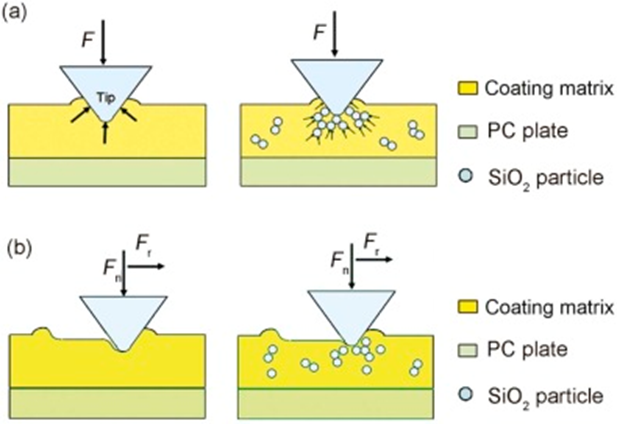
Scheme illustration of indentation test is presented in Fig. 6(a). It is recognized that the mechanical properties of nano-fillers and the interface combination play a great role in the final composite performance. The hardness and modulus of nano-SiO2 are much higher than those of the coating matrix, thus enhancing the hardness and modulus of composite coatings. Moreover, modified SiO2 could act as a load-transferring agency, which could effectively enhance the maximum standing load applied on the coating, thereby increasing the ability against indentation. It could also be seen in Fig. 5 that the g-SiO2 composite coating exhibited higher indentation hardness than l-SiO2 composite coating at the filler content of 10 wt%. As previously proven, the MPS grafting content of g-SiO2 is much higher than that of l-SiO2, indicating that more MPS molecules could connect silica with the coating matrix at the interfaces after photo curved. When being indented, a better load transference effect could occur in g-SiO2 embedded coating, offering higher indentation hardness.
3.3.2. Nano-scratch measurement
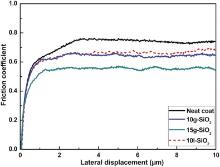
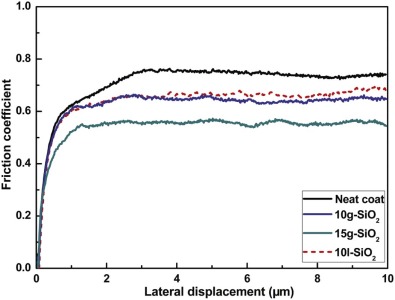
The scratch resistance of composite coatings can be estimated by friction coefficient in nano-scratch test (Fig. 7). It can be seen that the average friction coefficient of neat coating and coatings with 10 wt% g-SiO2 and 10 wt% l-SiO2 are 0.74, 0.63 and 0.66, respectively. Here the average friction coefficient was taken from the stable stage of the friction coefficient curves. About 15% decrease in average friction coefficient was achieved for coatings with g-SiO2, and 11% decrease for coatings with l-SiO2.
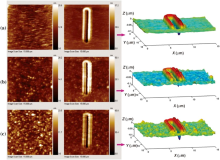
The worn surfaces of coating samples are presented in Fig. 8. The residual depths were much lower than penetration depths (not shown), which can be attributed to the deformation recovery of the coatings. The g-SiO2 hybrid coating gives the lowest residual depth, indicating the best scratch resistance on nanoscale. The SiO2 filler enhanced the scratch resistance of the coatings, and g-SiO2 offered a slightly better enhancement than l-SiO2. Besides, the surface morphologies of the films after SiO2 incorporation were also changed, as observed in Fig. 8. The neat film is almost smooth, and the incorporation of SiO2 causes the surface roughness of the films to increase. The bright spot in the images of SiO2 embedded coatings resulted from the aggregation of SiO2 in the vicinity of coat surface. The coating filled with l-SiO2 was rougher than g-SiO2 composite coating, which could be explained from the severe aggregation of l-SiO2 in the coating revealed in Fig. 4.
The illustration of nano-scratch test is presented in Fig. 6(b). As concluded in nano-indentation test, the addition of silica particles make the coatings harder, which accordingly means lower indentation depth and smaller contact area, so the real contact area decreases; besides, as shown in Fig. 8, the roughness of the coating increases after adding silica particles, the hump resulting from the existence of silica could prevent the scratch tip from contacting with more flatter coating surface. As a result, the coatings filled with silica particles present lower friction coefficient. The g-SiO2 composite coating gives higher indentation hardness in comparison with l-SiO2 coating, which means smaller contact area of coating surface and indenter; as a result, g-SiO2 composite coating shows lower friction coefficient.
3.3.3. Pencil hardness
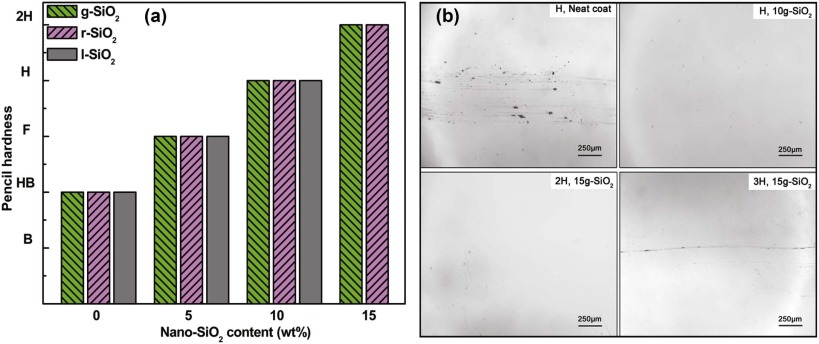
The scratch hardness of the cured coatings was also measured by pencil hardness test; the results are reported in Fig. 9(a). For better comparison, r-SiO2 was also presented. The pencil hardness was HB for neat coating, and it greatly enhanced to 2H for coating with 15 wt% g-SiO2 and 15 wt% r-SiO2. Because of dramatically increased coating viscosity for l-SiO2, the maximum content of l-SiO2 was 10 wt%, with the highest pencil hardness of H. The pencil hardness showed significant improvement with increasing nano-SiO2 content for all three types of coatings. The improvement of scratch hardness can be attributed to the increase of coating modulus and load-transferring effect due to the presence of the hard modified silica nanoparticles[20]. Besides, the strong interconnection of modified SiO2 with coating matrix might prevent the cracks from propagating when being scratched, which helped to improve the scratch resistance. For these three kinds of silica particles, at the same particle content, the nanocomposite coatings exhibited the same value of pencil hardness; different surface modifications of nano-silica did not affect the pencil hardness values greatly.
The worn surfaces after pencil hardness test are shown in Fig. 9(b). The neat coating showed severe worn surfaces with numerous grooves after H grade pencil scratched. Comparatively, the nanocomposite films loaded with 10 wt% g-SiO2 or 10 wt% l-SiO2 presented smooth surface without grooves, indicating improved scratch hardness. When the content of silica increased to 15 wt% for g-SiO2, the nanocomposite coating can stand 2H grade pencil without grooves.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
 , Yanjie Hu, Chunzhong Li
, Yanjie Hu, Chunzhong Li