


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Microstructure and Mechanical Properties of a CoFeNi2V0.5Nb0.75 Eutectic High Entropy Alloy in As-cast and Heat-treated Conditions
[Li Jiang1 , Yiping Lu1, 2  , Wei Wu
, Wei Wu1 , Zhiqiang Cao1 , Tingju Li1 ]
, Wei Wu, Tingju Li|
|


The eutectic CoFeNi2V0.5Nb0.75 high entropy alloys (HEAs) were heated at 500, 600, 700, 800 and 1000 °C, respectively for 6 h and subsequently quenched in the water to investigate their thermal stability and phase transformation at high temperature. The microstructure and mechanical properties of the samples were investigated by scanning electron microscopy, X-ray diffraction, compressive and hardness tests. It was found that the as-cast CoFeNi2V0.5Nb0.75 HEAs showed a eutectic microstructure with alternating fcc solid solution phase and Fe2Nb-type Laves phase. The NbNi4-type intermetallic phase appeared when the heat-treated temperature was higher than 600 °C. With increasing quenching temperature, the volume fraction of the NbNi4-type intermetallic phase increased while that of the eutectic regions decreased. The sample quenched at 800 °C showed the most excellent comprehensive mechanical properties; its fracture strength, yield strength and plastic strain were as high as 2586.76 MPa, 2075.18 MPa and 16.73%, respectively. Moreover, the eutectic CoFeNi2V0.5Nb0.75 HEAs exhibited apparent age hardening, especially quenched at 700 °C, the hardness reached up to the maximum value of HV 727.52.
Multi-principal element alloys, also known as high entropy alloys (HEAs), have recently come to the attention of the metallic materials field due to some interesting and outstanding microstructure and properties[1, 2, 3, 4, 5, 6, 7, 8, 9]. The HEAs were proposed by Yeh[1] and Cantor et al.[2], and defined as alloys containing at least five major elements, each of which has a concentration range between 5 and 35 at.%. The formation of high entropy effectively reduces the Gibbs free energy of the HEAs which contributes to the formation of disordered solid-solution phase rather than ordered intermetallics, especially at high temperature[10, 11, 12, 13]. However, most of the multi-component equimolar or near-equimolar alloys described in the literature do not consist of a single solid solution phase; instead, they contain multiple phases, including secondary solid solution phases and/or intermetallics[14, 15]. Especially for some eutectic HEAs (EHEAs) reported recently[16, 17, 18], the two phases of the eutectic microstructure even own a similar volume fraction. It indicates that the solidification microstructure of the HEAs can show great diversities by changing the composition. Considering the excellent castability, and importance in high-temperature applications, the EHEAs are potentially of engineering interests. For example, the AlCoCrFeNi2.1 EHEAs proposed by Lu et al.[5] present high strength and ductility up to 700 ° C; the ultimate tensile stress, yield stress and ductility of AlCoCrFeNi2.1 EHEAs are as high as 538 MPa, 108 MPa and 22.9%, respectively. In a previous study, we have found a kind of EHEAs with the composition of CoFeNi2V0.5Nb0.75[19], which composed of alternating fcc solid solutions and Fe2Nb-type Laves phase. The large amount of Nb element in the CoFeNi2V0.5Nb0.75 EHEAs suggests its possibility of application in high-temperature field. Thus, the CoFeNi2V0.5Nb0.75 EHEAs were heated at different temperatures and subsequently water-quenched to investigate their thermal stability and phase transformation at a high temperature. Then various analysis techniques such as X-ray diffraction (XRD), scanning electron microscopy (SEM) and compressive measurements were conducted to compare the microstructure and properties under different treatment conditions.
Alloy ingots with nominal compositions of CoFeNi2V0.5Nb0.75 were synthesized by arc-melting a mixture of pure metals (purity > 99.9 wt%) in a Ti-gettered high-purity argon atmosphere. These ingots were remelted at least five times to ensure chemical homogeneity. Then the samples were heated at 500, 600, 700, 800 and 1000 ° C, respectively for 6 h under argon atmosphere and subsequently quenched in the water. Hereafter the abbreviated “ AQ-xxx” was used to represent the aforementioned combinative heat treatment (xxx means the quenching temperature). The thermal behaviors of the as-cast alloy were analyzed by differential thermal analysis (DSC, STA449F3) in a flowing argon atmosphere at a heating rate of 10 K/min. Phase identification of all the specimens was conducted by X-ray diffraction (XRD, EMPYREAN) using CuKα radiation scanning from 20 to 100 degrees at a scanning speed of 0.215629° /s. The microstructure and the elemental distribution of the specimens were characterized by scanning electron microscopy (SEM, Zeiss supra 55) equipped with an energy dispersive spectrometer (EDS). Compressive tests were performed on samples of Φ 5 × 10 mm using a compressive testing machine (WPM) with a strain rate of 1 × 10-3/s. Hardness measurements were conducted using a Vickers hardness tester (MH-50) with a load of 1 kg for 15 s, and for each specimen, at least 10 indents were measured to obtain an average value.
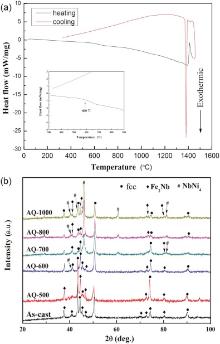
Fig. 1(a) shows the DSC curve of the as-cast CoFeNi2V0.5Nb0.75 EHEAs obtained at a heating rate of 10 K/min. It shows a small endothermic peak around 600 ° C and an obvious endothermic peak around 1420 ° C which implies that a new phase may form at 600 ° C and the melting temperature is 1420 ° C for the CoFeNi2V0.5Nb0.75 EHEAs. Based on the results mentioned above, five quenching temperatures 500, 600, 700, 800 and 1000 ° C were chosen for this experiment, and the holding time was set to be 6 h.
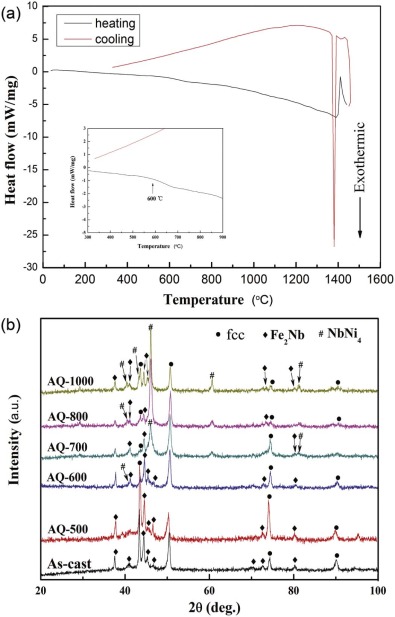 | Fig. 1. (a) DSC curve of the as-cast CoFeNi2V0.5Nb0.75 EHEAs (the heating rate is 10 K/min); (b) XRD patterns of the as-cast and heat-treated CoFe Ni2V0.5Nb0.75 EHEAs. |
Fig. 1(b) shows the XRD patterns of the as-cast and heat-treated CoFeNi2V0.5Nb0.75 EHEAs. The Bragg peaks of the as-cast and AQ-500 samples can be indexed to be simple fcc solid solution phase and Fe2Nb-type Laves phase (with corresponding PDF No.17-0908). According to the Gibbs phase rule: F = C-P+1 (F: degree of freedom, C: number of components, and P: number of phases) [20], the maximum number of the equilibrium phases at constant pressure is: P = C+ 1. So the theoretical total number of the phases for the present five-component alloy system is six, which is much higher than the actual value. This is because the high mixing entropy of the HEAs can lower the Gibbs energy of the system and further decrease the number of the equilibrium phases. Furthemore additional XRD peaks corresponding to NbNi4-type intermetallic phase are also observed when the heat-treated temperature is higher than 600 ° C, which is consistent with the DSC results. Moreover, the as-cast sample contains the maximum volume fraction of fcc phase and Fe2Nb-type Laves phase compared with the heat-treated samples. However, with increasing quenching temperature, the volume fraction of the NbNi4-type intermetallic phase increases and those of the fcc phase and Fe2Nb-type Laves phase decrease.
Fig. 2 and Fig. 3 show the back scattering SEM images of the as-cast and heat-treated CoFeNi2V0.5Nb0.75 EHEAs in low and high magnification, respectively. The SEM micrograph of the as-cast alloy in Fig. 2(a) shows a typical regular lamellar eutectic structure, in which the white and black phase are arranged in an alternating fashion with a lamellar spacing of about 250 nm measured by the linear intercept method (see Fig. 3(a)). Moreover, our previous report has shown that the white phase is the Fe2Nb-type Laves phase and the black phase is the fcc solid solution phase[19]. The AQ-500 sample shows the microstructure similar to that of the as-cast sample (see Fig. 2(b)). It is clear that the two phases of the eutectic microstructure own a similar volume fraction. It well corresponds to the XRD results that the total peak intensity of the Fe2Nb-type intermetallic phase and fcc solid solution phase are similar. However for the AQ-600, AQ-700 and AQ-800 samples, the lamellar spacing is measured to be around 200, 160 and 180 nm, respectively (see Fig. 3(c-e)), which decreases with increasing quenching temperature. In addition, the eutectic cells degenerate in the AQ-600, AQ-700 and AQ-800 samples and separate with each other, as shown in Fig. 2(c-e). Another white phase with greater contrast appears at the eutectic cell boundaries (marked as A in Fig. 2), considering the XRD results, it is the NbNi4-type intermetallic phase. Fig. 3(e) shows the microstructure of the AQ-800 sample, it is interesting to note that a filamentous microstructure appears among the white phases especially at the eutectic cell boundaries. It shows the same contrast with the white phases, moreover, there are no boundaries between them. So a conclusion can be made that they belong to one phase. This indicates that the diffusion phenomenon becomes obvious at 800 ° C and occurs drastically between the white phases. For the AQ-1000 sample, quenching treatment exerts remarkable influence on the microstructure. Firstly, coarsening occurs in the eutectic regions, as shown in Fig. 3(f). Secondly, the volume fraction of the NbNi4-type intermetallic phase increases significantly and even exceeds that of the eutectic regions, which is consistent with the XRD result that the peak of the NbNi4-type intermetallic phase is the highest in the AQ-1000 sample.
 | Fig. 2. Back scattering SEM images of the as-cast CoFeNi2V0.5Nb0.75 EHEAs (a) and the alloys quenched at 500 (b), 600 (c), 700 (d), 800 (e) and 1000 ° C (f). |
 | Fig. 3. High magnification back scattering SEM images of the as-cast CoFeNi2V0.5Nb0.75 EHEAs (a) and the alloys quenched at 500 (b), 600 (c), 700 (d), 800 (e) and 1000 ° C (f). |
TTTab Table 1 lists out the chemical composition distribution of different regions of the as-cast and heat-treated CoFeNi2V0.5Nb0.75 EHEA samples measured by EDS. Results of our previous report showed that the black fcc phase lamina in the as-cast CoFeNi2V0.5Nb0.75 sample is enriched with V element and the white Laves phase lamina is enriched with Nb element [19]. As the white Laves phase lamina is wider than that of the black fcc phase lamina, the integral composition of the eutectic region (marked as E in Fig. 2) is also enriched with Nb element. However, with increasing quenching temperature, the content of Nb element in the eutectic region decrease while the new-emerging phase with greater contrast (marked as A in Fig. 2) contains more Nb element, as shown in Table 1. It is worth noting that the new-emerging phase always appears at the eutectic cell boundaries, indicating that the Nb element with large atomic radii (see Table 2) may diffuse along from inside the white Fe2Nb-type Laves phase to its terminal to form the exsolution structure of NbNi4-type intermetallic phase at high temperature. When the quenching temperature reaches up to 1000 ° C, the elemental diffusion effect becomes more serious. The volume fraction of the eutectic regions decreases and the new-emerging phase becomes dominative, as shown in Fig. 3(f).
| Table 1. EDS results for chemical composition of the as-cast and heat-treated CoFeNi2V0.5Nb0.75 EHEAs |
| Table 2. Mixing enthalpy Δ Hmix (kJ/mol) of atom pairs; lattice parameter a (nm) of each element |
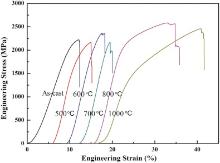
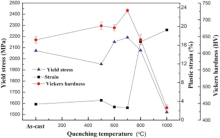
Fig. 4 shows the room temperature compressive engineering stress-strain curves of the as-cast and heat-treated CoFeNi2V0.5Nb0.75 EHEAs. Fig. 5 compares the variation of the yield stress, plastic strain and Vickers hardness as a function of quenching temperature. The compressive properties of the AQ-500, AQ-600 and AQ-700 samples show no obvious changes compared with the as-cast sample, suggesting a good thermal stability of the CoFeNi2V0.5Nb0.75 EHEAs. The inferior ductility resulted from that cracks nucleated from the brittle primary Laves phase, and then propagated through the eutectic lamellar structures. It is noticeable that after quenching at 800 ° C, the alloy shows the best comprehensive mechanical properties, with a maximum compressive strength of 2586.76 MPa, yield strength of 2075.18 MPa, and plastic strain of 16.73%, as shown in Table 3. The abrupt modification of the mechanical properties is attributed to the filamentous microstructure among the white phases (see Fig. 3(e)), which makes the two phases of the eutectic microstructure connect more firmly. Moreover, the fine filamentous microstructure also prevents the brittle fracture between the laminas and further increases both the strength and the ductility of the CoFeNi2V0.5Nb0.75 EHEAs. As for the AQ-1000 sample, a sharp drop of the yield strength occurs due to the decrease of the eutectic regions, but it shows a better ductility of 19.26%. In addition, the as-cast CoFeNi2V0.5Nb0.75 EHEAs have a hardness value as high as HV 640.1. After 500, 600 and 700 ° C quenching, the hardness increases and reaches up to the maximum value of HV 727.52 for the AQ-700 sample. It indicates that the present alloy possesses an obvious age hardening capacity. Even when quenched at 800 ° C, the hardness still maintains a high value of HV 640.7, which is similar to that of the as-cast sample. The hardness increment results from the decrease of the lamellar spacing in the eutectic region according to the Hall-Petch-type relationship[20]. Just like the AQ-700 samples, which show the highest hardness (HV 727.52) and the smallest lamellar spacing (160 nm). Such strong high-temperature age hardening phenomenon is seldom found in conventional alloys. But a similar phenomenon was also reported for some HEAs in literature[21, 22, 23]. As for the AQ-1000 sample, the hardness decreases obviously (HV 437.12) due to the degeneration of the eutectic cells and the coarsening of the hard eutectic microstructure.
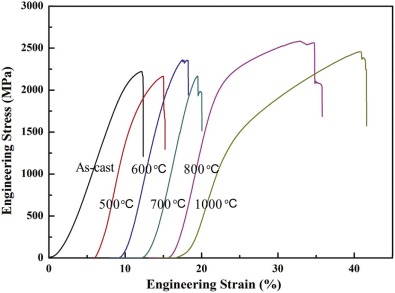 | Fig. 4. Compressive engineering stress-strain curves of the as-cast and heat-treated CoFeNi2V0.5Nb0.75 HEAs. |
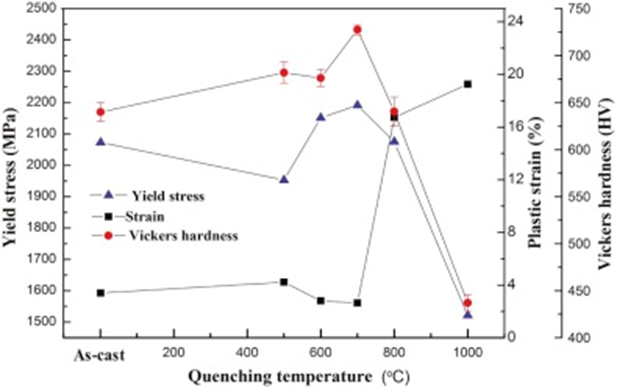 | Fig. 5. Influence of quenching temperatures on the yield strength, compressive strength, plastic strain and Vickers hardness of the CoFeNi2V0.5Nb0.75 EHEAs. |
Fig. 6 shows the room temperature fracture surface morphologies of the as-cast and heat-treated CoFeNi2V0.5Nb0.75 HEAs. As shown in Fig. 6(a) and (b), a large number of slip bands with multiple steps appear on the fracture surface of the as-cast and AQ-500 samples, revealing river-like patterns. Fig. 6(c) and (d) shows the fracture morphologies of the AQ-600 and AQ-700 samples, respectively, which clearly reveal a characteristic wavy pattern of the shear bands along the eutectic cell boundaries, suggesting an effective dissipation of the shear stress localization. The propagation of the shear bands along the interface of the eutectic cells is possibly caused by a rotational mechanism of the eutectic cell similar to previous investigations on the deformation behavior of Ti-, Fe- and Mg-based eutectic alloys[24, 25]. As for the AQ-800 sample, as depicted in Fig. 6(e), except the shear bands, the main fracture feature is a rough dimple-like pattern which is consistent with its better ductility. On the contrary, as the microstructure of the AQ-1000 sample differs obviously from the other four samples, it has a different fracture morphology (see Fig. 6(f)), which includes both the dimple-like structure and the cleavage fracture feature.
| Table 3. Mechanical properties of the as-cast and heat-treated CoFeNi2V0.5Nb0.75 EHEAs. |
 | Fig. 6. SEM images of the fracture surfaces of the as-cast CoFeNi2V0.5Nb0.75 EHEAs (a) and the alloys quenched at 500 (b), 600 (c), 700 (d), 800 (e) and 1000 ° C (f). |
The as-cast CoFeNi2V0.5Nb0.75 EHEAs display a full eutectic microstructure which is a mixture of fcc solid solutions and Fe2Nb-type Laves phase with a lamellar spacing of 250 nm. The AQ-500 sample shows the similar microstructure with the as-cast sample. However, the NbNi4-type intermetallic phase appears when the heat-treated temperature is higher than 600 ° C. The lamellar spacing of the eutectic microstructure decreases after quenching at 600, 700 and 800 ° C, which leads to the age hardening of the CoFeNi2V0.5Nb0.75 EHEAs. As a result, the hardness of the AQ-700 sample reaches up to the maximum value of HV 727.52. In addition, both the strength and the ductility of the AQ-800 sample increase significantly (with the compressive strength of 2586.76 MPa, yield strength of 2075.18 MPa, and plastic strain of 16.73%) due to the filamentous microstructure among the white phases. But quenching at 1000 ° C leads to the decrease of the hardness (HV 437.12) attributing to the degeneration of the eutectic cells and the coarsening of the hard eutectic microstructure.
This work was supported by the National Natural Science Foundation of China (Nos. 51104029, 51134013, 51471044, 51104029 and 51375070), the Fundamental Research Funds for the Central Universities, and the Natural Science Foundation of Liaoning Province (No. 2014028013).
The authors have declared that no competing interests exist.
| [1] |
|
| [2] |
|
| [3] |
|
| [4] |
|
| [5] |
|
| [6] |
|
| [7] |
|
| [8] |
|
| [9] |
|
| [10] |
|
| [11] |
|
| [12] |
|
| [13] |
|
| [14] |
|
| [15] |
|
| [16] |
|
| [17] |
|
| [18] |
|
| [19] |
|
| [20] |
|
| [21] |
|
| [22] |
|
| [23] |
|
| [24] |
|
| [25] |
|