



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Improvement of the Compressive Strength of Carbon Fiber/Epoxy Composites via Microwave Curing
[Xuehong Xu1 , Xiaoqun Wang1 , Qun Cai2 , Xu Wang2  , Ran Wei
, Ran Wei1 , Shanyi Du1 ]
, Ran Wei|
|


Microwave processing was used to cure the carbon fiber/epoxy composites and designed for improving the compressive strength of the materials. By controlling the power of microwave heating, vacuum bagged laminates were fabricated under one atmosphere pressure without arcing. The physical and mechanical properties of composites produced through vacuum bagging using microwave and thermal curing were compared and the multistep (2-step or 3-step) microwave curing process for improved compressive properties was established. The results indicated that microwave cured samples had somewhat differentiated molecular structure and showed slightly higher glass transition temperature. The 2-step process was found to be more conducive to the enhancement of the compressive strength than the 3-step process. A 39% cure cycle time reduction and a 22% compressive strength increment were achieved for the composites manufactured with microwave radiation. The improvement in specific compressive strength was attributed to better interfacial bonding between resin matrix and the fibers, which was also demonstrated via scanning electron microscopy analysis.
Carbon fiber reinforced polymer (CFRP) composite materials with high strength to weight ratio, excellent high-temperature characteristics and resistance to fatigue have gained substantial interest over last decades and been widely used in the weight-critical aerospace industry[1]. Recently, the most advanced commercial aircrafts, such as Airbus A380 and Boeing 787 dream-liner, utilize composites for up to 50 wt% of their construction[2]. The high cost has still been the primary bottleneck for wider industrial use of fiber-reinforced polymer composites. In terms of cost reduction for composites, microwave processing is thought to be the economically feasible and promising solution[3]. On account of the special heating mechanism, microwave curing offers many remarkable advantages over regular thermal curing, including energy saving, lower operating costs, higher heating efficiency, increased throughput, curtailed processing time and improved processing control[4, 5, 6, 7].
To date, a considerable amount of research has already been conducted on microwave processing of different composite systems[8, 9, 10, 11, 12, 13, 14, 15, 16, 17, 18, 19, 20, 21, 22, 23, 24]. There has been some work devoted to the study of microwave curing for the CFRP composites, which has revealed that microwave curing can reduce processing time and improve mechanical properties[21, 22, 23, 24]. However, with respect to microwaves being adopted in the composite processing industry, currently there exist two main obstacles: local hot spots resulting from uneven microwave distribution and arcing induced by the interaction between carbon fiber and microwave energy[24].
The compressive strength of carbon fiber composites is significantly less than their tensile strength[25], which implies that the compression load carrying capacity may be relatively limited. Therefore, much attention has been paid to the improvement of the compressive strength of CFRP laminates primarily subjected to compression loading. Since microwaves have an exceptional impact on the interfacial bond behavior between carbon fiber and resin matrix, microwave processing method has great potential to become one effective route for improving the compressive strength of CFRP composites. The improvement in the flexural properties, interlaminar shear strength properties[21, 22] and tensile properties[23, 24] of microwave cured carbon fiber composites has been observed, whereas the research on microwave curing to improve their compressive properties has rarely been reported.
The presence of voids in the fiber-reinforced composites will have a detrimental impact on their mechanical properties, including the compressive strength which is known to be sensitive to the void content. Thus, the removal of voids is quite critical in many advanced composite aerospace structures[26, 27]. The number of voids can be reduced by physically transporting them out of the resin/fiber network through the use of vacuum bagging[28]. But the vacuum bag may be punctured and the material may be burnt due to arcing in the CFRP microwave curing. While several researchers, for this reason, abandoned vacuum bagging method in microwave curing process[21, 23], some others identified the ways of avoiding arcing: using aluminum tape or epoxy resin to shield the tips of carbon fibers[24], and employing the sealant taps to adhere the vacuum bag along the edge of composites[29]. However, these approaches appear to have poor universality and flexibility in industrial application for vacuum assisted microwave curing technology, suggesting that one more general approach needs to be exploited.
The aim of the present work is to incorporate microwave processing into the vacuum bag molding for CFRP production and improve the compressive strength of composite laminates by means of microwave curing technique. Through controlling the power of microwave radiation, vacuum techniques were productively performed to assist the microwave curing for carbon fiber/epoxy composite laminates without arcing. The molecular structure, the degree of cure, the glass transition temperature (Tg) and the compressive properties of microwave cured samples were investigated and compared with those manufactured using conventional vacuum bagging method.
The composite system employed in this research was a unidirectional prepreg (supplied by Shanghai Aircraft Manufacturing Co., Ltd.), comprising the epoxy system available to provide a balance of toughness and mechanical properties with T800 grade carbon fiber reinforcement. The initial fiber volume fraction is 57.56%. This prepreg material is optimized for wing structure ensuring maximum performance at minimum weight in commercial aircrafts.
Composite laminates, consisting of 14 plies measuring 175 mm × 90 mm with the carbon fibers in the 0° direction parallel to the 175 mm side, were prepared for the thermal curing and microwave curing. All cured composites were fabricated using the vacuum bag lay-up, as illustrated schematically in Fig. 1. Prior to curing the prepreg, the laminates were de-bulked for 60 min to remove bulk trapped air from lay-up and consolidate laminates further. The consolidation pressure inside the vacuum bag was approximately 0.1 MPa (an atmospheric pressure).
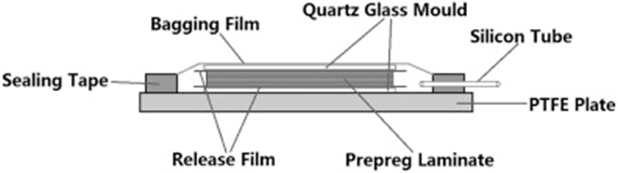 | Fig. 1. Vacuum bagging arrangement used in this work. |
The consumables used inside the microwave field should be wave-transparent materials. Metal materials are known to reflect microwave energy and cannot be used as the tooling for microwave curing. Hence, the microwave-transparent materials such as quartz glass and polytetrafluoroethylene (PTFE) plate were employed to manufacture the tooling for microwave processing, as shown in Fig. 1. Besides, the heat resisting polyimide film was selected as release film and vacuum bag material.
2.3.1. Thermal curing
The cure schedule suggested by the prepreg supplier is 180 ± 6 ° C for 120 min and the supplier proclaims that the thermal curing conditions can assure the optimal mechanical performance. The sample laminates vacuum bagged were placed in a conventional thermal oven. In accordance with the recommended cure cycle, the oven temperature was increased to 180 ° C at a ramp rate of 2.5 ° C/min and held for 120 min. Finally it was cooled to room temperature. Full vacuum was applied and the pressure was kept at 0.1 MPa throughout the cure process.
2.3.2. Microwave curing
The equipment utilized for microwave curing in this work was a WZD1S-03 industrial microwave oven manufactured by Nanjing Sanle Microwave Technology Development Co., Ltd. (Nanjing, China). The electromagnetic microwave generator has a continuous variable power output of 0-1000 W at a fixed frequency of 2.45 GHz and the power of magnetrons can be manually adjusted. The temperature of the sample was monitored using an infrared thermometer in the microwave oven. Additionally, the manufacturer claims that the microwave chamber and waveguide can offer an even microwave field distribution.
For carbon fiber reinforced epoxy resin matrix composites, a particular aspect of the microwave curing technology is the arcing of the carbon fiber bundles, which would damage the vacuum bag and materials[29]. In consideration of the strong absorption of carbon fibers on microwave energy[20], many tentative efforts toward avoiding arcing were made to weaken the coupling effect through the microwave power regulation. It was identified that the microwave power less than 180 W could enable composite laminates to cure without arcing and fabricate under the vacuum pressure of 0.1 MPa throughout the entire cycle. Especially, an enough lower power should be utilized initially to prevent spark formation, which would puncture the vacuum bag resulting in the loss of vacuum and pressure on the laminates.
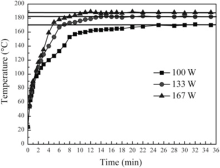
During microwave heating, the material will not only absorb heat but also dissipate heat to the cold surrounding. In the prophase, the material absorbs more heat energy than that it dissipates, so the temperature increases with increasing heating time. When heat absorption equals to heat dissipation, a thermal equilibrium will be created in the material, so the temperature gradually tends to stabilize and levels off to a constant value. The temperature profiles for laminates at different power levels, plotted versus microwave heating time, are shown in Fig. 2. At the initial stage of microwave processing, the microwave heating rates at 100, 133 and 167 W are found to be approximately 30, 35 and 40 ° C/min, respectively, remarkably greater than the rate of 2.5 ° C/min in thermal curing. The equilibrium temperature at 100, 133 and 167 W reaches about 170 ° C, 182 ° C and 188 ° C, respectively. Thus, the heating rate and the ultimate temperature obtained by microwave heating increase with enhancing the microwave power. It is noteworthy that the equilibrium temperature at 100, 133 or 167 W relatively approaches the thermal curing temperature 180 ° C.
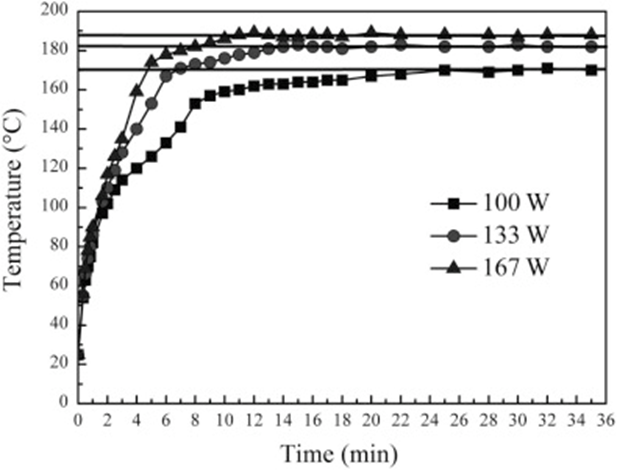 | Fig. 2. Temperature profiles for laminates at different power levels during microwave heating. |
The microwave process conditions involving processing time and power level used for each laminate are listed in Table 1, which also shows the values of panel thickness for laminates fabricated via microwaves under the full vacuum pressure. For composites C5-10 using the multistep (2-step or 3-step) heating process, the microwave power of 100 W in the beginning was employed to guarantee the cure process without arcing and preheat the laminates, gradually increasing the resin viscosity. The subsequent higher microwave power was utilized to accelerate the curing and ensure the complete curing. Compared to the thermally cured panel with a panel thickness of 2.81 mm, the panel thickness of the microwave cured panels appeared to be slightly higher. The volumetric heating feature of microwave curing could induce greater expansion of moisture and evaporation of resin, because energy is deposited directly into the material. As a result, more voids were postulated to emerge and somewhat increased the panel thickness of the composite laminates during microwave radiation.
| Table 1. Microwave process conditions heating time and power level for each composite laminate |
Fourier transform infrared (FTIR) measurements were conducted using the Nicolet Nexus 470 FTIR spectrometer at room temperature within the wavenumber range from 4000 to 400 cm-1. For a specimen of KBr-mix disk with 0.1 mm thickness, the data of 32 scans at 8 cm-1 were collected and averaged.
Differential scanning calorimetry (DSC) experiments were carried out using the Mettler Toledo DSC-1 instrument. The samples with weights in the range of 5-10 mg were sealed into aluminum hermetic DSC pans. The DSC cells, where the specimen pans were placed, were heated from 25 to 350 ° C at a ramp rate of 10 ° C/min under nitrogen gas atmosphere at a constant flow of 50 mL/min.
The 0° direction compressive properties were determined according to ASTM D6641/D6641M-09 and the size of the specimen was 140 mm long and 13 mm wide, having an unsupported (gage) length of 13 mm. By using the WDW-100 material testing machine at standard laboratory atmosphere with 25 ° C temperature and 50% relative humidity, the test was performed in displacement control mode and the crosshead speed was 1.3 mm/min. For each composite panel five samples were measured and an average value was taken.
To assess the impact of microwave curing on the micromorphology, the composite samples were studied using the FEI Quanta 250 FEG scanning electron microscope. For scanning electron microscopy (SEM) analysis, small sections were cut from test specimens and placed on metal stubs using double-sided carbon tabs. The stubs with the surfaces were then coated with a very thin layer of gold in order to make them electrically conductive.
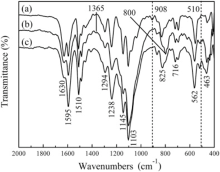
The influence of microwave processing on the molecular structure of cured products was investigated using FTIR. Fig. 3 illustrates FTIR spectra of the uncured specimen, the thermally cured specimen (holding for 120 min at 180 ° C) and the microwave cured specimen (radiating for 50 min at 100 W followed by 90 min at 133 W).
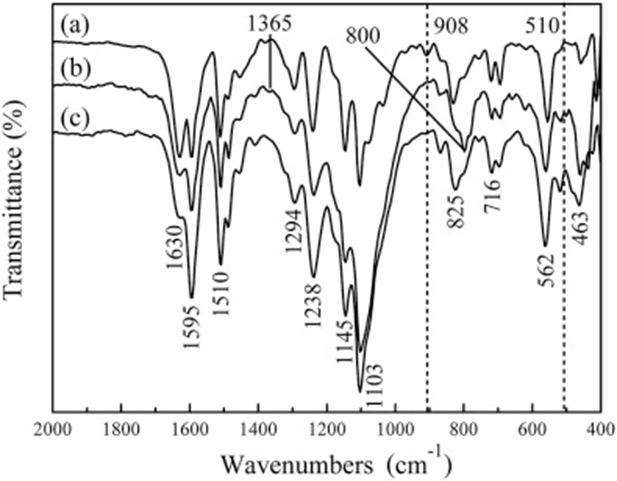 | Fig. 3. FTIR spectra of (curve a) uncured specimen, (curve b) thermal-cured specimen and (curve c) microwave-cured specimen. |
The peak at 908 cm-1, which is corresponding to the vibration of epoxy ring, is known to be the characteristic peak of epoxy group in FTIR spectra[30, 31]. As plotted in Fig. 3, the intensity of peak at 908 cm-1 becomes very weak and hardly distinguishable for both the thermally cured specimen (curve b) and the microwave cured specimen (curve c) as compared with that of the uncured specimen (curve a). This suggests that epoxy groups take part in the curing reaction and almost react completely in both processing methods, which is also verified by the marked diminution in the intensity of peak at 1630 cm-1 (N-H in-plane bending vibration). Through comparing curve c with curve b in Fig. 3, while most characteristic peaks are at the same wavenumber, it is noticed that the peaks at 1365 cm-1 (bis-methyl symmetric deformation vibration of bisphenol-A) and 510-400 cm-1 (partial fingerprint region) are clearly different and there is a significant shift of the peak at 800-825 cm-1 (C-H in-plane bending vibration on benzene ring), revealing that microwave curing method can cause a modest change in the cross-linking path and the network structures obtained by both curing methods are somewhat differentiated. Consequently, microwave processing has a slight influence on the molecular structure of ultimate cured products for the prepreg employed in this study.
The degree of cure is the extent of the curing reaction for resin matrix in composites and ranges from 0% (completely uncured) to 100% (fully cured). Using the enthalpy data obtained through the DSC measurements, the degree of cure (α ) can be calculated from Eq. (1):
α =(1-HR/HT)× 100%α =(1-HR/HT)× 100%(1)
where HR is the residual curing enthalpy of the partially cured sample and HT is the total curing enthalpy of the uncured sample. The DSC graph obtained from the uncured sample is depicted in Fig. 4(a) and the area of exothermic peak for the curing reaction is marked as the shaded segment. Through integration of the heat flow over the entire exothermic peak and normalization with respect to the sample weight, the total enthalpy of the curing reaction is found to be 133.06 J/g, which is used as HT for subsequent calculations of the degree of cure (α ). The DSC curves for a series of cured samples with better compressive properties are shown in Fig. 4(b). Their residual curing enthalpies were obtained using the same integration and normalization, and their curing degrees were figured out from Eq. (1), as summarized in Table 2. As compared to 95.1% for the specimen cured conventionally, the microwave cured samples (laminates C6, C7, C8 and C10) exhibited analogous curing degree, which implied that the specimens processed by microwave radiation were basically completely cured.
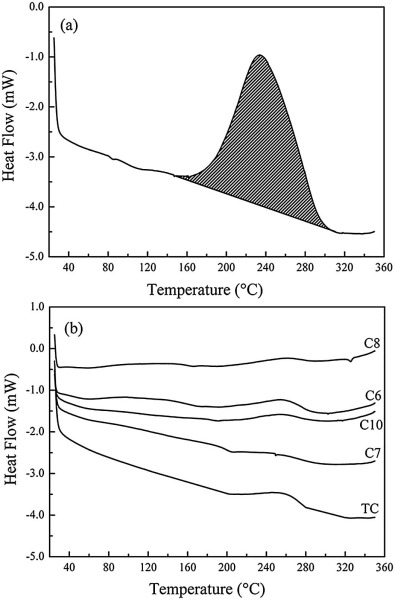 | Fig. 4. DSC graphs of (a) uncured sample and (b) cured samples. |
| Table 2. Degree of cure and Tg for cured composite laminates |
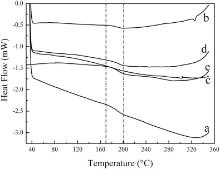
In DSC measurement, the glass transition temperature (Tg) can be evaluated from the onset of the second order change in the storage part of the heat capacity. The sudden decrease in base line detected in DSC curve is assigned to the glass transition and the glass transition temperature is determined as the inflection point of the stepwise transition in the heat flow curve[32]. Fig. 5 displays the DSC plots with the glass transition of some samples cured thermally and with microwave radiation. The glass transition temperatures of these samples identified from the DSC results are also given in Table 2. The Tg values of the materials cured in microwave oven show slightly higher than that cured in thermal oven and the greatest increment of the Tg value is approximately 5 ° C. This result is consistent with the work by other investigators[22, 24]. The possible slight difference in the molecular structure as deduced from FTIR analysis might affect the motion of the polymer molecular chain in two types of cured products and lead to the alteration in the glass transition, which could account for the small increase in the Tg of the microwave cured samples. Therefore, microwave curing fabricated carbon fiber/epoxy composites with higher glass transition temperature (Tg) were compared with conventional curing.
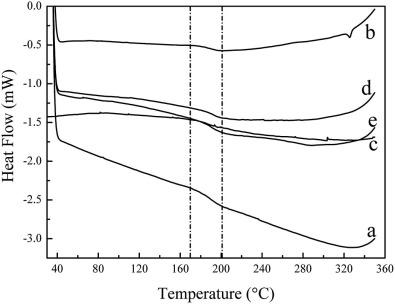 | Fig. 5. DSC plots with glass transition of (a) thermally cured (TC) sample, and microwave cured samples (b) C6, (c) C7, (d) C8 and (e) C10. |
The 0° compression tests were carried out to investigate the load carrying capacity of carbon fiber/epoxy composites and to evaluate the effect of the improvement of the compressive strength via microwave curing. Fig. 6(a) represents the test results of compressive strength for composite laminates cured by both conventionally thermal and microwave vacuum bagging processing. According to the compressive strength values of microwave cured composites C1-4 using single-step cure cycle, it was concluded that prolonging radiation time or raising power level which would probably enable epoxy resin to cure more fully was beneficial to acquiring laminates with sufficient compressive strength. The compressive strength values of composites C5-10 are obviously higher than that of composites C1-4, so the multistep curing process for composites C5-10 is favorable to the better compressive strength compared to the single-step curing process for composites C1-4 in microwave processing. Having the maximum compressive strength value, microwave cured composite C7 exhibits a noticeable improvement in the compressive strength, which is found to be 22% higher than conventionally cured samples. Likewise, the compressive strength of laminates C8 and C10 shows 4% and 5% higher than specimens cured thermally, respectively. Hence, the compressive strength is improved effectively through microwave processing, possibly signifying that microwaves could enhance the interfacial bonding between epoxy resin matrix and carbon fiber reinforcement. Howbeit, in comparison to thermally cured laminates, the compressive strength of composite panels produced using microwave oven displays a higher degree of variation, perhaps caused by the poor uniformity of microwave distribution. As shown in Fig. 6(b), the compressive modulus values for the composite panels manufactured by both curing methods fluctuate within a range of 120-180 GPa and there seem to be no obvious regularity. Notably, the microwave cured laminates C7, C8 and C10 with improved compressive strength have a comparable compressive modulus to those cured thermally.
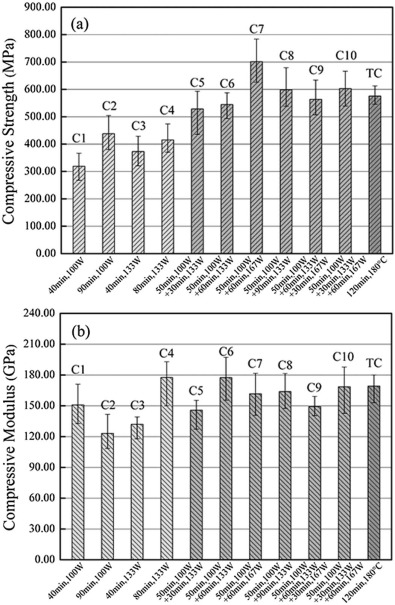 | Fig. 6. (a) Compressive strength and (b) compressive modulus of laminates produced by both thermal curing (TC) and microwave curing. |
The microwave energy is absorbed by the molecules and converted directly into thermal energy in microwave heating. As electrically conducting fibers, carbon fibers can absorb microwave energy more efficiently and be firstly heated, meaning that the high temperature will be generated on the carbon fiber surface and the heat will be transferred to resin matrix. Consequently, the inside-out solidification of curing system appears in microwave curing process. In thermal heating, heat energy is transferred from the surfaces (outside) to inside of the material by the conduction of the heating medium, resulting in the outside-in solidification. It is believed that the different states of heating between microwave and thermal curing may cause differences in the viscosity of resin and the temperature profile of composite system, which would affect the resin flow and the fiber-matrix interfacial interaction. It has been reported that by lowering the resin viscosity, better fiber wet-out and improved resin-fiber adhesion can be achieved[22]. A decrease in resin viscosity resulting from the higher heating rate could make it easier for epoxy resin to impregnate carbon fiber surface during the preliminary period of microwave processing. Moreover, a rapid increase of interface temperature owing to the selective absorption of carbon fibers on microwave energy in microwave curing would not only provide the better fluidity of the resin on the fiber surface, but also accelerate the curing reaction rate at the interface, strengthening the chemical interaction between resin matrix and the fibers. Thereby, the enhancement in compressive strength observed for the microwave cured composites was proposed to be mainly ascribed to a lower resin viscosity and a higher interface temperature during the curing process, which would improve the interfacial adhesion and promote the mechanical interlocking as well as the chemical interaction between resin and fibers.
As seen from Fig. 6, composites C7, C9 and C10 obtained through the multistep cure cycle using the microwave power of 167 W show better compressive properties and composite C7 produced using the 2-step process without 133 W shows the highest compressive strength. As a result, the 2-step microwave cure process comprising 100 and 167 W is more conducive to the improvement of the compressive strength than the 3-step process with 100, 133 and 167 W. As described in Table 1 and Fig. 6(a), regardless of the discrepancy in microwave power, while composites C8-10 consumed longer total radiation time than composite C7, their compressive strength values were all evidently lower than that of composite C7. The result indicated that the excess use of microwave radiation time would have adverse influence on the compressive strength, which might be because overlong microwave radiation time would enable the resin to degrade and weaken the interfacial bonding.
For the composites manufactured by the conventional method in this work, the total processing time composed of heating time and dwelling time was about 180 min. Whereas for the composite C7 with improved compression performance, the actual aggregate microwave processing time was 110 min, declaring 39% cutback in the cure cycle time. Within carbon fiber and epoxy resin composite system, it is likely that the apparent dielectric properties are dominated by the conductivity of the carbon fiber and the microwave electric field generates an electric current in carbon fibers, emerging resistive heating. The resin could be heated from inside to outside owing to the resistive heating of carbon fibers and achieve quick heat-up ramp rate resulting in reduced processing time. Accordingly, microwave processing can be considered as an alternative cost-effective approach and faster reaction technique for curing carbon fiber reinforced polymer composites as well as improving their compressive properties.
In order to further understand the improvement of the compression performance by microwave processing, SEM analysis was carried out on the micromorphology of carbon fiber/epoxy composites.
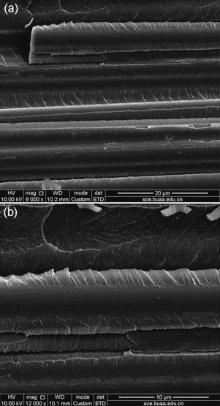
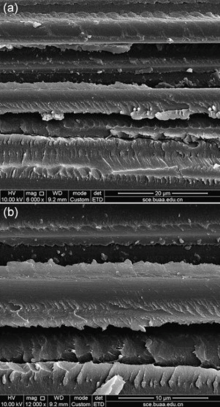
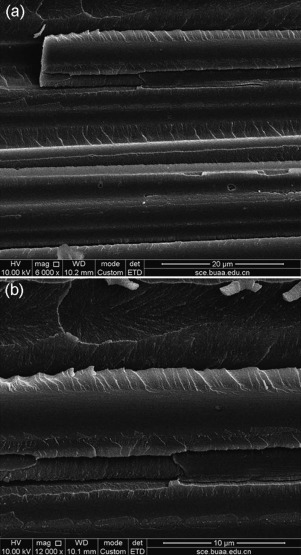
Fig. 7(a) and (b) shows the microscopic morphology at low magnification of the samples cured thermally and with microwave radiation, respectively. It is noticed that the voids formed in the composite laminates appear to be flattened and elongated, and occur mostly at the ply interface under the consolidation pressure of 0.1 MPa. On close examination it is clear that the voids distributed in the microwave cured sample are larger than those cured thermally, probably caused by the lower resin viscosity and the better fluidity making some voids joined together during microwave processing. The void contents of 6.3% and 7.5% for the composites produced conventionally and with microwave radiation, respectively, were obtained by image analysis. In general, the compression strength is sensitive to the void content and decreases as the porosity increases. Nevertheless, the compressive strength of the microwave cured composites with higher porosity was unexpectedly comparable to or even better than those cured conventionally. The fact might be because significantly improved interfacial properties, which played a more critical role in the compression measurement than the void content, were achieved via microwave curing. The similar results have been reported previously for glass fiber/epoxy composites by using single fiber pull-out tests[10, 28] and in carbon fiber/epoxy composites using Raman spectroscopy[21].
 | Fig. 7. Low magnification of (a) thermally cured composite and (b) microwave cured composite C7. |
Fig. 8 and Fig. 9 show the microscopic morphology at high magnification of the samples produced using thermal curing and microwave curing, respectively. The surface of carbon fibers in both types of composites is coated with epoxy resin, revealing that the interaction between the fiber and the matrix occurs and the interface with a certain bonding strength forms. Careful examination of microscopic morphology for two types of specimens seems to reveal that slightly more resin matrix adheres on the carbon fibers exposed on the fracture surface in Fig. 9 as opposed to those in Fig. 8, which indicates better interfacial bonding between resin matrix and the fibers. Therefore, the microwave cured samples appeared to have better interfacial adhesion, which might be caused by lower resin viscosity and better resin flow resulting from higher heating rate and interface temperature during microwave curing process, making it easier for resin to impregnate carbon fiber surface and enhancing the interfacial bonding between epoxy resin and carbon fiber.
 | Fig. 8. High magnification of composite produced using thermal curing. |
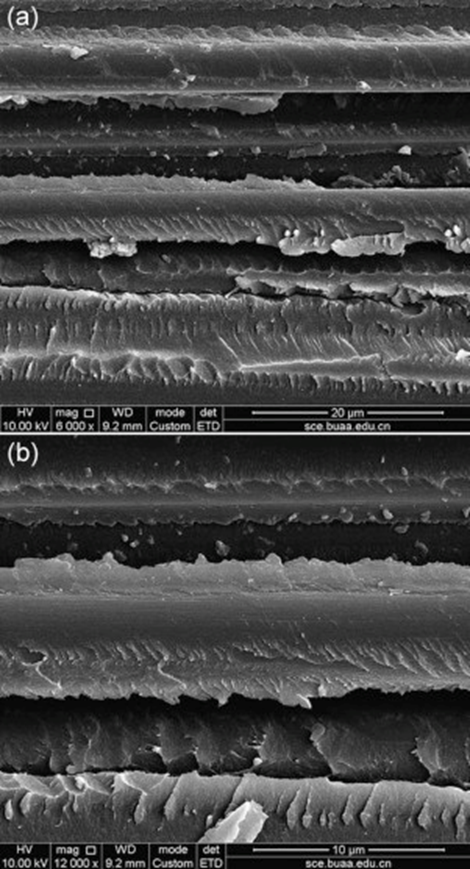 | Fig. 10. High magnification of composite C7 produced using microwave curing. |
Under one atmosphere pressure the vacuum bagged carbon fiber/epoxy composite laminates were fabricated via microwave curing without arcing and their compressive strength was obviously improved using the appropriate multistep microwave heating process. FTIR results indicated that microwave processing had a slight influence on the molecular structure of cured products. DSC analysis revealed that the microwave cured samples were basically completely cured and showed slightly higher glass transition temperature. The 2-step process comprising 100 and 167 W was more conducive to the improvement of the compressive strength than the 3-step process. Compared with vacuum bagged laminates produced conventionally, a 39% reduction of the cure cycle time and a 22% increase of the compressive strength were observed for composites produced by vacuum bagging assisted microwave curing process in spite of the higher porosity. The improvement of the compressive strength was mainly derived from the better interfacial adhesion between resin and fiber. SEM micrographs provided the evidence of improved interfacial bonding in terms of increased fiber wetting and better coating of the fibers with resin for microwave cured specimens.
The authors would like to thank the Innovation Funds of China-National Engineering and Research Center for Commercial Aircraft Manufacturing (SAMC12-JS-15-015) for financial support. The authors also gratefully acknowledge Prof. Boming Zhang for his support in the mechanical properties testing.
The authors have declared that no competing interests exist.
| [1] |
|
| [2] |
|
| [3] |
|
| [4] |
|
| [5] |
|
| [6] |
|
| [7] |
|
| [8] |
|
| [9] |
|
| [10] |
|
| [11] |
|
| [12] |
|
| [13] |
|
| [14] |
|
| [15] |
|
| [16] |
|
| [17] |
|
| [18] |
|
| [19] |
|
| [20] |
|
| [21] |
|
| [22] |
|
| [23] |
|
| [24] |
|
| [25] |
|
| [26] |
|
| [27] |
|
| [28] |
|
| [29] |
|
| [30] |
|
| [31] |
|
| [32] |
|