
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Segregation Behavior and Evolution Mechanism of Iron-Rich Phases in Molten Magnesium Alloys
[Yaoxian Zhang, Wencheng Liu, Xiangfa Liu ]
]
]
|
|


A new method has been proposed to prepare Mg-Al-Si master alloys by utilizing scrap Al-Si-Fe alloys with higher Fe levels, which aims to segregate Fe from Al-Si-Fe alloys by Mg melt. The segregation behaviors, microstructure morphology and evolution mechanism of iron-rich phases in Mg-Al-Si alloy melts were studied, after Al-14Si-4Fe (wt%) alloys were added and dissolved completely. In the Mg-Al-Si alloys, iron has very little solubility and tends to combine with other elements to form intermetallic phases, which grow into a deposition layer due to the higher density. During the cooling and solidifying process of Mg-Al-Si melts, the needle-like Al5SiFe phase in Al-14Si-4Fe alloy evolved into blocky Al5Fe2 and Al0.7Fe3Si0.3 phases. Besides, the Fe levels of the Mg-Al-Si master alloys were reduced to 0.017 wt% from nominal content of 0.164 wt%. Based on the above results, this work carried out a semi-quantitative phase-compositions analysis for the deposition layer by relative intensity ratio (RIR) method, and evolution mechanism of the iron-rich phases had also been discussed. This study has paved a new way to regenerate the scrap Al-Si-Fe alloys, which has a great significance of promoting the recycling of aluminum resources.
Recycling of scrap aluminums has great potential and advantages in energy conservation and environmental protection[1, 2]. Compared to primary aluminums, scrap aluminums are characterized by complex components and more impurities[3], which to a large extent restrict the recycling of aluminum resources. Moreover, the impurity element Fe is very easily excessive and usually considered detrimental in Al alloys, especially for Al-Si based alloys[4-6]. Unfortunately, iron is a natural impurity that cannot be completely avoided during the manufacture of aluminum alloys[7, 8]. In fact, iron can enter aluminum melts through two basic approaches[8, 9], unprotected ferrous tools, crucible or furnace equipment, and low-purity alloying materials, i.e. silicon, secondary aluminums containing higher iron levels. It is implicated that Fe levels in Al alloys will constantly increase with each remelt cycle, and the iron levels can even end up to 5.0 wt% in the Al-Si alloys destined for aluminized materials[10]. A large number of studies[7, 11, 12, 13] have shown that iron-rich phases prefer to form with a platelet or needle-like morphology in Al-Si alloys, tending to generate micro cracks as a result of stress concentration, which is responsible for the impact on castability and mechanical properties. Thus, decreasing the detrimental effects of iron impurity is a highly effective way to promote the recycling of scrap aluminums.
Generally, eliminating or reducing the impact of Fe-containing intermetallics is mainly based on the following two classes of approaches[14, 15, 16]: reducing the Fe levels in Al-Si alloys and transforming the platelet iron-containing phases into Chinese script or blocky morphology. The former is usually accomplished by the methods of precipitation, centrifugation, gravity filtration, magnetic separation, etc., while the latter is implemented throughout adding specific alloying elements[17], i.e. Mn, Sr, B, Mg, RE and so on. However, these two traditional approaches have practical disadvantages, such as high cost and complex technology or increasing the whole amount of iron-rich phases containing modified elements. So it is hard to economically or commercially remove high Fe levels in the foundry aluminum industry[18]. Currently, the common method to recycle scrap Al-Si-Fe alloys needs a lot of primary aluminum for dilution, resulting in the addition amount of scrap aluminums only limited to ~20%-30%, assuring the iron values around 0.4-0.7 wt%. In addition, sometimes scrap Al-Si alloys are forbidden to serve as raw materials in high-quality cast aluminum products. Therefore, the current common method is too simple to develop the values and economic benefits of the scrap aluminums.
This work propounded a new method to recycle scrap Al-Si-Fe alloys via preparing Mg-Al-Si master alloys, in which impurity Fe can be easily removed, and then the Mg-Al-Si master alloys containing little Fe levels can be used to produce Al-Si-Mg alloys. Or if the Fe levels are low enough, with values less than 0.005 wt%, the Mg-Al-Si master alloys can be directly served as raw material of Mg alloys. In a sum, this method can fundamentally remove the impurity Fe levels from scrap Al-Si-Fe alloys.
Commercial pure Mg ingots (99.8%, all compositions quoted in this paper are in wt% unless otherwise stated) and Al-14Si-4Fe alloys were used as raw materials to prepare Mg-Al-Si alloys. The Al-14Si-4Fe alloys were fabricated by remelting aluminized materials provided by Kinkong Piston, and the chemical composition is listed in Table 1.
| Table 1 Chemical composition of Al-14Si-4Fe alloys (wt%) |
The preparation methods were presented as follows. First, Mg ingots were melted and heated up to 750 ° C in a ceramic crucible (Ø 50 mm × 70 mm) in an electrical resistance furnace under the protection of flux (mixture of MgCl2, KCl, CaF2, etc.). Second, the liquid Mg melts were added with 4 wt% Al-14Si-4Fe alloys, which were preheated, and then held for 15 min with stirring adequately. Third, the newly prepared Mg-Al-Si melts were kept still for 30 min at 750 ° C, and at last the melts maintaining in the crucible were transferred into the air and cooled to room temperature.
The specimens for spectrometric analysis were taken from the central section of each sample of Mg-Al-Si alloys, cut into a cuboid with a size of 30 mm × 30 mm × 20 mm, and then investigated by X-ray fluorescence spectrometry (XRFS) (ARL3460, Germany). Metallographic specimens were taken from the bottom of each sample, and then mechanically ground and polished by standard preparation procedures. The microstructure analysis was conducted by field emission scanning electron microscopy (FESEM) (SU-70, Japan) and electron probe micro-analysis (EPMA) (JXA-8840, Japan). The quantitative phase analysis was performed with X-ray diffraction (XRD) (Rigaku D/max-rB, Japan) using CuKα radiation. The diffraction pattern was recorded for 2θ from 10° to 90° with 2° per minute. The voltage and current of the generator were set at 50 kV and 100 mA, respectively. Besides, in order to acquire the melting temperature of the Al-14Si-4Fe alloy, thermal analysis using a NETZSCG 404C differential calorimeter (DSC) was also performed.
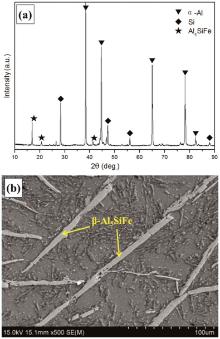
The diffraction patterns and microstructures of Al-14Si-4Fe alloy are presented in Fig. 1. As indicated in Fig. 1(a), the diffraction peaks which correspond to α -Al, Si, β -Al5SiFe are identified. Fig. 1(b) shows the β -Al5SiFe phase forms with a typical needle-like morphology, with the average length of several micrometers.
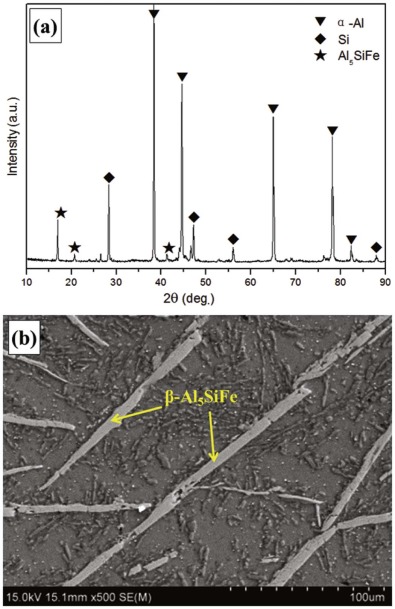 | Fig. 1. XRD patterns (a) and microstructure (b) of Al-14Si-4Fe alloy. |
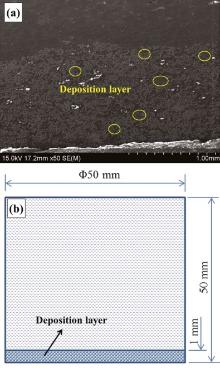
With the purpose of segregating iron from Al-14Si-4Fe alloy, a certain amount of the alloy was added into pure Mg melt. After solidification, a thin deposition layer was formed at the bottom of the Mg-Al-Si alloy sample, as seen in Fig. 2. It shows in Fig. 2(a) that the height of the deposition layer is close to 1 mm, which fills with small particles. Fig. 2(b) shows a sketch of the deposition layer and its relative position in the Mg-Al-Si alloy sample. Since the heights of the deposition layer and the whole sample are ~1 and 50 mm, respectively, it is easily calculated that the volume fraction of the deposition layer is only about 2%.
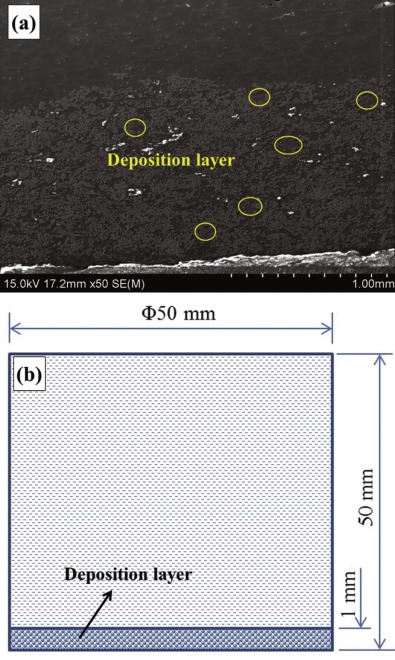 | Fig. 2. FESEM micrograph (a) and sketch (b) of the deposition layer. |
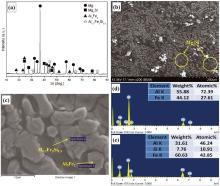
Detailed FESEM and EDS analyses of the deposition layer are shown in Fig. 3. As indicated in Fig. 3(a), the diffraction peaks which correspond to Mg matrix, Mg2Si, Al5Fe2, Al0.7Fe3Si0.3 are identified. Besides, Fig. 3(b) shows that the sporadic dark gray phases in polygonal shape are Mg2Si and other dense light gray phases are Fe-rich phases. Moreover, Mg2Si phases are approximately of random distribution in the deposition layer, as marked by yellow circles in Fig. 2(a). It is shown in Fig. 3(c) that both of the Fe-rich phases form with a granular and blocky morphology, which are obviously distinguished from the needle-like β -Al5SiFe phase in the Al-14Si-4Fe alloy. In order to confirm the exact composition of the both Fe-rich phases, EDS results are shown in Fig. 3(d and e), which correspond to spectrum 1 and 2, respectively. Therefore, it is revealed that the dark phase located outside is proven to be Al5Fe2 phase, while the light gray phase located inside is Al0.7Fe3Si0.3 phase, as shown in Fig. 3(c). It is noted in Fig. 3(e) that the Fe content of the Al0.7Fe3Si0.3 phase is up to ~60 wt%, which is greatly beneficial to segregating iron.
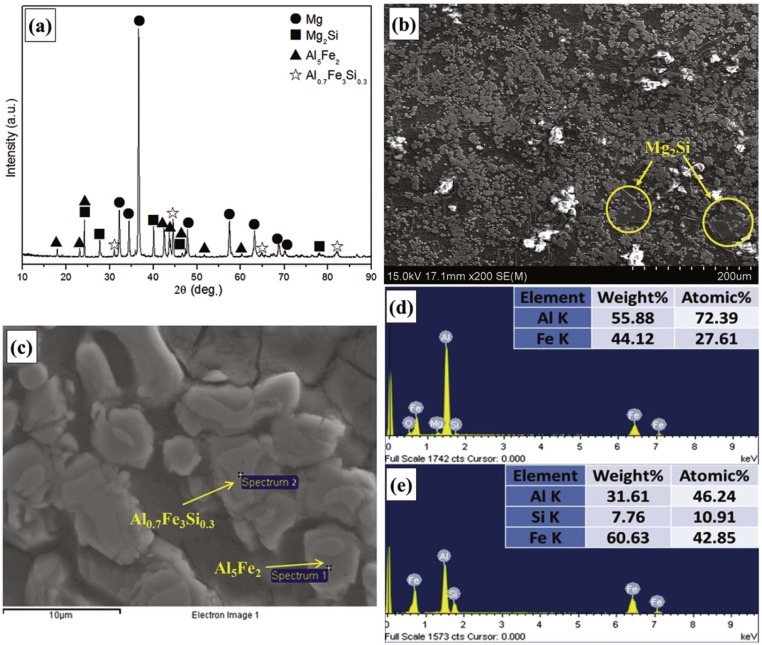 | Fig. 3. XRD patterns (a), microstructures (b, c), and EDS results (d, e) of the Mg alloy sample, (d, e) corresponding to spectrum 1 and 2 in Fig. 3(c), respectively. |
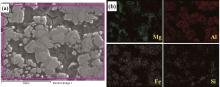
In order to acquire rough Fe levels in the deposition layer, EDS area scanning was performed on a selected section, as shown in Fig. 4. The result is presented in Table 2, and it shows that the Fe values have reached up to ~28 wt%, which means that quite a lot of iron has concentrated in the deposition layer.
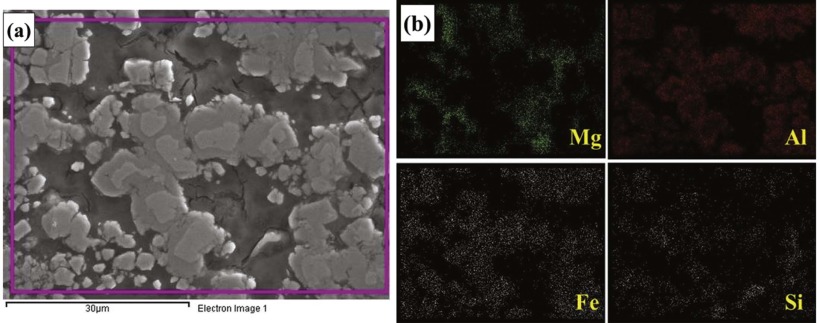 | Fig. 4. EDS area scanning of the deposition layer. |
| Table 2 Chemical composition of the deposition layer (wt%) |
Additionally, in order to further study the segregation behavior of the iron in the Mg-Al-Si alloy, the specimen taken from the deposition layer was analyzed by X-ray fluorescence spectrometry (XRFS), as shown in Table 3. It can be revealed that the residual Fe level in the specimen is 0.017 wt%. In contrast, the Fe value in the initial Mg-Al-Si alloy melt is nominal 0.164 wt%, with addition of 4 wt% Al-14Si-4Fe alloy. According to Liu et al.[19], in an Mg alloy of composition similar to AS41 with ~0.02 wt% Fe, a bcc phase (rich in Fe) can precipitate from the Mg-Al-Si melt during the solidification. In other words, the residual Fe in the Mg-Al-Si alloy mainly forms with Fe-rich bcc phases. Moreover, Table 3 also reveals that the Al content in the Mg-Al-Si alloy is 3.233 wt%, while the nominal value is 3.280 wt%, so most of the Al has been reserved in Mg-Al-Si alloy.
| Table 3 Chemical composition of Mg-Al-Si alloys (wt%) |
Based the results above, on the assumption of ignoring the small proportion (only 2%) of the deposition layer, it is revealed that ~90% Fe has been removed and ~98% Al has been reserved in the Mg-Al-Si alloy at the same time. Thus, the purpose of segregating Fe from Al-Si-Fe alloy has been achieved and the Mg-Al-Si alloy with little Fe has been prepared.
Many scholars[20, 22] have proposed various methods to quantify X-ray diffraction data, and relative intensity ratio (RIR) is one of the most simple and convenient ways. In this method, the RIR is the ratio of the line or integrated intensity of a reference Al2O3phase to that of unknown phase in a 1:1 mixture, which is independent of experimental conditions. However, some factors can affect the peak intensities, i.e. particle size, degree of crystallinity and so on, which make the RIR method a semi-quantitative analysis. Nevertheless, this method can still be used as reference to quantify phase-composition of the deposition layer by X-ray power diffraction, which is given in Fig. 3(a).
According to Chung[23], if a mixture comprised several known phases each with known values of RIR, the fraction of all the phases should sum to 1. In this condition, the summation equation can be written as Eq. (1):
where Wi is the unknown weight fraction of the phase i in the sample, Ii is the line or integrated intensity of main diffraction peak of phase i and N is the number of phases in the mixture, and RIRi is a measured or calculated value in the PDF cards defined by the Joint Committee on Power Diffraction Standards (JCPDS). This method named normalized RIR allows semi-quantitative calculations without any internal standard.
Fig. 3(a) indicates that the diffraction peaks which correspond to Mg matrix, Mg2Si, Al5Fe2, Al0.7Fe3Si0.3 are identified. The RIR of Mg matrix and Mg2Si phase is 3.85 and 4.54 provided by PDF2004 cards, respectively. The RIR of Al0.7Fe3Si0.3 phase is 11.40 calculated by Jade 5.0[24], of which the deviation to experimental data could be acceptable according to the help file of Jade. But no RIR value of Al5Fe2 phase has been found in any present PDF card, so the value (as 0.41) of the Al76.8Fe24 phase is used as reference.
Table 4 shows the semi-quantitative analysis results of the deposition layer by RIR method. The strongest diffraction peaks of Mg matrix, Mg2Si, Al5Fe2, Al0.7Fe3Si0.3phases are taken as 36.613, 40.121, 43.797 and 44.350, respectively, which are revealed in the diffraction pattern. Based on Eq. (1) using data of line intensities, the weight percentages of Mg matrix, Mg2Si, Al5Fe2 and Al0.7Fe3Si0.3 phases are 62.6, 5.0, 29.9 and 2.4, respectively. And if calculated by integrated intensities as a substitute, the weight percentages are 61.1, 4.4, 31.3 and 3.2, respectively. Considering that this is a semi-quantitative method, slight deviation of the results is acceptable. Moreover, the latter results are supposed to be more relatively accurate, since integrated intensities represent more factors.
| Table 1 RIR values of four phases and their Imax intensities |
In general, RIR method was used to determine the semi-quantitative phase-compositions of the deposition layer, and the weight percentages of Mg matrix, Mg2Si, Al5Fe2 and Al0.7Fe3Si0.3 phases are 61.1, 4.4, 31.3 and 3.2, respectively.
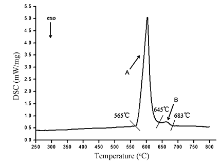
In order to acquire the melting temperature of the Al-14Si-4Fe alloy, DSC was performed, as shown in Fig. 5. It is revealed that there are two endothermic peaks, marked as A and B. Peak A can be ascribed to the melting process of α -Al and Al-Si eutectic. Since the melting temperatures of the two phases are very close, their endothermic peaks merge into a single peak. Hence, peak B should be attributed to β -Al5SiFe phase. In addition, it needs to point out that the melting process of the β -Al5SiFe phase is from 645 ° C to 683 ° C. Therefore, under the experimental condition, after the Al-14Si-4Fe alloy was added into liquid Mg melt at 750 ° C and held for 30 min, all the phases, i.e. α -Al, Al-Sieutectic and β -Al5SiFe, were melted completely.
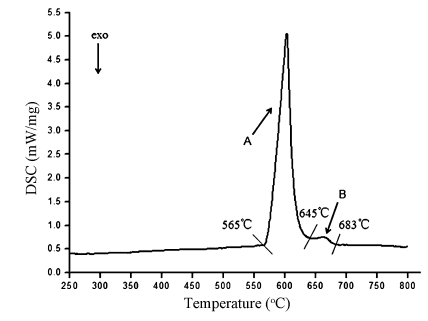 | Fig. 5. DSC pattern of the Al-14Si-4Fe alloy. |
Fig. 6shows a sketch of the evolution mechanism of iron-phases in Mg-Al-Si alloy during solidification. It is indicated in Fig. 6(a) that solute atoms, i.e. Al, Si, Fe, are distributed uniformly at first, which has been illustrated previously. Since Fe has little solubility in liquid Mg alloys, it tends to combine with other elements (e.g. Al, Si) to form intermetallic particles. However, Yang et al.[25] stated that Si is considered to be dissolved into Fe-rich particles rather than forming Fe-Si intermetallics. Besides, based on the simulated phase diagram, trace silicon can significantly promote the formation and growth of Fe-rich particles through a solidification interval. Consequently, Fe-rich particles precipitated in Mg alloy melts, which were later proven to be Al0.7Fe3Si0.3 phases (shown in Fig. 3(c)). Since the density of Fe-rich particles was much higher than that of liquid magnesium, accordingly, the precipitation and enrichment of Fe-rich particles made Mg melts disequilibrium. In addition, in the presence of Al, other spare iron also formed binary Al-Fe particles. This was because limited ternary Al-Fe-Si particles could not occupy all the iron. After all, most of the Si was more inclined to combine with Mg to form Mg-Si particles rather than Al-Fe-Si particles. It can be concluded that three main kinds of particles (i.e. Mg-Si, Al-Fe-Si and Al-Fe) co-existed in Mg-Al-Si melt, as shown in Fig. 6(b).
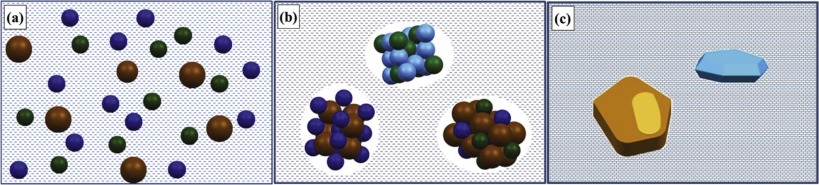 | Fig. 6. Sketch of the evolution mechanism of iron-rich phases. |
Under the experimental condition, the disequilibrium melt solidified at a medium cooling rate. Since the concentration of Fe was high, there existed relatively high constitutional supercooling effect, and high-melting Al0.7Fe3Si0.3 phases began to precipitate at first. Subsequently, Al5Fe2 phases nucleated and grew up in the melt. It is inferred that the formation of Al0.7Fe3Si0.3 particles have served as effective nucleating substrates of Al5Fe2 phases, or in other means of promotion. However, the precipitation timing of Mg2Si phases needs further study. In addition, the preferred orientation of both Fe-rich phases was suppressed in the melt, which formed with a blocky morphology rather than a typical needle-like morphology, as shown in Fig. 6(c). It can be concluded that β -Al5SiFe phases of Al-14Si-4Fe alloy have evolved into Al0.7Fe3Si0.3 and Al5Fe2 phases in Mg-Al-Si melt during solidification.
Such information of chemical transformation from β -Al5SiFe to Al0.7Fe3Si0.3 and Al5Fe2may help to effectively segregate iron from Al-Si-Fe alloys and broaden recycling of scrap Al-Si alloys in industry production process.
(1) This work paves a new way that can fundamentally segregate impurity Fe levels from scrap Al-Si-Fe alloys, and Mg-Al-Si master alloys containing 0.017 wt% Fe have been prepared. In the Mg-Al-Si alloy, needle-like Al5SiFe phases of Al-14Si-4Fe alloys can evolve into blocky Al5Fe2 and Al0.7Fe3Si0.3 phases, which precipitate and form a thin deposition layer with a volume fraction of 2%.
(2) RIR method has been used to determine the semi-quantitative phase-compositions of the deposition layer, and the weight percentages of Mg matrix, Mg2Si, Al5Fe2 and Al0.7Fe3Si0.3 phases are 61.1, 4.4, 31.3 and 3.2, respectively.
(3) The evolution mechanism of Fe-rich phases in Mg melts has been discussed. Under disequilibrium solidification condition, Al0.7Fe3Si0.3 particles precipitate at first and then probably play a role as effective nucleating substrates of Al5Fe2 phases.
The authors have declared that no competing interests exist.
| [1] |
|
| [2] |
|
| [3] |
|
| [4] |
|
| [5] |
|
| [6] |
|
| [7] |
|
| [8] |
|
| [9] |
|
| [10] |
|
| [11] |
|
| [12] |
|
| [13] |
|
| [14] |
|
| [15] |
|
| [16] |
|
| [17] |
|
| [18] |
|
| [19] |
|
| [20] |
|
| [21] |
|
| [22] |
|
| [23] |
|
| [24] |
|
| [25] |
|