


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Mechanical Properties of a Low-thermal-expansion Aluminum/Silicon Composite Produced by Powder Metallurgy
[Liu Y.Q.*  , Wei S.H., Fan J.Z., Ma Z.L., Zuo T.]
, Wei S.H., Fan J.Z., Ma Z.L., Zuo T.]
, Wei S.H., Fan J.Z., Ma Z.L., Zuo T.]
|
|


Al matrix composite containing high volume fraction silicon has been promising candidate for lightweight and low-thermal-expansion components. Whereas, optimization of its mechanical properties still is an open challenge. In this article, a flexile powder metallurgy processing was used to produce a fully dense Al–4.0Cu (wt%) alloy composite reinforced with 65 vol.% Si particles. In this composite, Si particles were homogenously distributed, and the particle size was refined to the range of 3–15 μm. Tensile and flexural strength of the composite were 282 and 455 MPa, respectively, about 100% and 50% higher than the best properties reported in literature. The measured fracture toughness of the composite was 4.90 MPa m1/2. The improved strength of 65%Si/Al was attributed to the optimized particle characteristics and matrix properties. This investigation is expected to provide a primary understanding of the mechanical behaviors of Si/Al composites, and also promote the structural applications of this low-thermal-expansion material.
Aluminum alloys containing highly loaded silicon (Si/Al composite) are of special importance in terms of thermal management applications owing to their low density, high thermal conductivity and tailorable coefficient of thermal expansion (CTE) [1] and [2]. Besides the attractive physical properties, the strength and elastic modulus of Si is markedly higher than Al [3], so that highly loaded Si/Al composite may be effectively strengthened and has superior mechanical properties. This proposal is supported by the extensively accepted strengthening theory for particle reinforced Al matrix composites (AMCs) [4], [5], [6], [7] and [8]. Besides, appropriate strength–toughness combinations will enable the structure–function integrated applications of this lightweight material.
Typically, high volume fraction Si/Al composite often contains 50–75 vol.% Si inclusions in manner of closely packed particles or semi-continuous network within Al matrix [9], [10], [11] and [12]. In such kind of AMCs, the coordinated deformation of matrix and particle is difficult because of the intense constraint of reinforcement framework [10], [13] and [14]. As a result, these composites are brittle and their mechanical properties become highly sensitive to flaws, such as porosities [11], particle defects [15] or abnormally coarsened Si particles. Most of the available investigations on Si/Al composites revealed poor mechanical properties and machinability. Particularly, strength of composites reinforced with more than 50% Si is often comparable or even lowered than the non-reinforced Al alloys, and further degrades with increasing Si content [9], [10], [11] and [12]. In a word, the mechanical behaviors of this composite are highly dependent on the fabrication processing which now is not well controlled.
Mechanical properties of particulate AMCs have been well documented. Generally, superior strength together with appropriate toughness requires proper particle–matrix strength matching, ductile matrix, well bonding particle–matrix interface, homogenously distribution of particles etc [4], [5], [6], [7], [8], [13], [14], [15] and [16]. Unfortunately, controlling of above factors was particularly difficult for high volume fraction Si/Al composite in comparison with traditional SiCp/Al, Al2O3/Al or low volume fraction Si/Al. The composites are difficult to be fully densified by using solid-phase processing. On the other hand, in liquid-phase processing like stir casting or pressure infiltration, excessive liquid phase of Al–Si eutectic would favor the coarsening of the highly loaded Si particles. These shortages exist in most of the reported Si/Al composites prepared by powder hot-pressing (porosities containing), melting-metal infiltration or spray forming techniques (porosities and coarsened particles). These defects lead to poor machinability and inferior mechanical properties. Besides, most of existing Si/Al composites employ pure-Al or Al–Mg–Si alloy as matrix, so the strengthening effect is limited. As a result, high volume fraction Si/Al composite was less considered as a candidate for structural application. And the open challenge for mechanical observation of Si/Al composite is achieving fully dense material with controllable microstructural features like matrix composition, size and spatial distribution of Si reinforcement.
In the present research, well controlled powder metallurgy (P/M) route was used to produce fully dense and porosity-free 65 vol.%Si/Al composite with optimized microstructure. The composite was designed to have refined silicon reinforcement that homogeneously distributed in Al alloy matrix. The P/M processing including the following steps: blending of elemental Al powder, Cu powder and Si powder, cold-isostatic pressing (CIP) of powders mixture, degassing and hot-isostatic pressing (HIP) consolidation. Our purpose is to provide a controllable producing method and a primary understanding on the mechanical properties of high volume fraction Si/Al composites as a potential structural material.
Air atomized Al powder and Cu powder with similar mean particle diameter of 15–18 μm, and commercially crushed silicon powder with mean particle size of 10 μm were used as starting powders. All powders have purity higher than 99.9%. The three powders were mixed according to Si weight fraction of 60.8% and Cu weight fraction of 4.0% of Al–Cu matrix, and were mechanically blended in a rotary mixer for 24 h to achieve homogenous mixture. The powder mixture was subsequently CIPed (under pressure of 150 MPa for 15 min) into a compact with relative density of about 70%. The compact was canned and degassed at 500 °C. After degassing, the compact was HIP consolidated using the following parameter: temperature at 545 °C, pressure of 90–100 MPa and holding time of 3 h. As HIPed billet was sampled and solution treated at 500 °C for 2 h, and then quenched in cold water and artificial aging (T6, 180 °C/4 h).
The microstructure and fractography were characterized by optical microscopy and scanning electron microscopy (SEM, 20 kV, JEOL). Tensile test was carried out on dog bone-shape circular specimens with a gauge diameter of 5 mm and gauge length of 10 mm. Three-point flexural strength was measured on specimens with dimensions of 3 mm × 4 mm × 40 mm. Both tensile and flexural tests were conducted at an initial strain rate of 10-4 s-1. Fracture toughness was measured using compact-tensile specimens. The specimen thickness ( B) is 10 mm and a specimen width ( W) is 30 mm, and other sizes were determined according to ASTM-E399. Since this composite is too brittle for pre-cracking using fatigue method, the specimens were notched using an electrical discharge machining, without pre-cracking. The notch has a width of 0.25 mm. Besides, the CTE of the composite (20–100 °C) was measured on a dilatometer at heating rate of 3 °C/min, by using machined cylinder samples (6 mm × 15 mm).
The density of the 65%Si/Al composite measured by Archimedes method is slightly higher than the theoretical density, which indicates the composite is fully dense. Fig. 1 is a representative optical micrograph of as prepared 65%Si/Al composite, showing very fine and homogenous microstructure. Fig. 2(a) and (b) shows typical SEM micrographs of the polish-and-etched surface of the composite specimen before and after solution treatment, in which no pore or micro-crack was found. Most of the Si particles are interconnected and a few small particles are mono-dispersed. In spite of the locally connected Si particle, no closed Al region forms and the matrix are spatially continuous. Particularly, continuous Al phase is needed for diffusion of alloying element during solution heat treatment, which enables the tailorability of matrix composition in a wide range. By using a statistic SEM measurement, the size of Si particles is in the range of 3–15 μm, similar to the size of starting Si powder. The finer the particle size is, the more difficult it is that a fully dense composite can be fabricated without Si coarsening. In a previous research, a gas-pressure infiltrated 67%Si/Al composite using a starting Si size of 2–5 μm, was produced, however, severe particle interconnection was promoted by the melting Al alloy, leaving residual porosities among Si particles [10]. In order to avoid Si coarsening, most of the reported Si/Al composites chose Si particle size of 20–100 μm [9], [10], [11] and [12]. In the present processing, the powder consolidation temperature was chosen above Al–Cu–Si ternary-eutectic temperature (about 525 °C). At such temperature, excessive coarsening of Si particles was suppressed, while little Al–Cu–Si eutectic liquid phase formed at the particle boundaries may facilitate the formation of Al–Si interface and elimination of porosities in powder compact. On behalf of fabrication of the composite, an alloy matrix was designed to not only strengthen the composite, but also reduce the consolidating temperature of powder compact.
 | Fig. 1. Optical micrograph of HIP processed 65%Si/Al composite. |
 | Fig. 2. Microstructure of 65%Si/Al composite before (a) and after (b) T6 heat treatment, together with an inset (c) showing composition of pointed area of Al matrix, measured by EDS (in at.%). |
The alloying element Cu, added in the manner of elemental powders, were detected in the HIPed composite, characterized as Cu-rich particles with diameter of 1–3 μm (see Fig. 2(a)). Some of the Cu-rich particles locate at Al–Si interface, and others at the Si–Si boundaries. Energy-dispersive spectroscopy (EDS) analysis indicates that most of these particles correspond to Al2Cu phase (see the Table in Fig. 2). Additionally, the Cu-rich particles seem to suppress Si coarsening during HIP processing, seeing the smaller Si particles adjacent the Cu-rich particles compared with the ones away from Cu-rich particles. This phenomenon suggests an important clue for tailoring the microstructure of Si/Al composites in our further investigation. The preferential growth of Al2Cu particles at Al–Si and Si–Si interface is probably correlated to local ternary-eutectic reaction of α-Al–Al2Cu–Si at particle boundaries during HIP consolidation. The compound particles disappear after solid solution treatment, suggesting that this composite is heat-treatable, giving highly loaded reinforcing particles. Besides, the highly loaded Si particles might impose on the aging hardening behavior of Al–Cu matrix, which was discussed in a separated investigation [17].
The measured tensile strength and flexural strength of as HIPed 65%Si/Al is 265 and 410 MPa, respectively. While, the strength increases up to 282 and 455 MPa after T6 treatment (). Strength of 65%Si/Al associated with CTE is compared with the Si/Al composites produced by spray forming [2], melting-metal infiltration [10], squeeze casting (similar to the infiltration processing) [9] and P/M [18] and [19] in Fig. 3. The tensile and flexural strength of the present composite is about 100% and 50% higher than the best properties reported in literature, respectively, giving similar Si content and comparable CTE. In particular, the flexural strength of 65%Si/Al is comparable with that of 55%–70%SiCp/Al composites in literature [20], or even superior than some of them. While, the machinability of 65%Si/Al composite is much better ( Fig. 4(a)), and its density is lower than those of SiCp/Al composites. Fracture toughness of high-Si Si/Al composites was measured to be 4.56 and 4.90 MPa m1/2 for HIPed and age-hardened specimens, respectively. As the fracture toughness of Si/Al composites was seldom reported, no toughness data is available to be compared with. As compared with other composites, fracture toughness of 65%Si/Al is distinctly lower than that of reported 55%–70%SiCp/Al composites (KIc 9–11.6 MPa m1/2 [20]) and 40%–60%Al2O3/Al composites (KIV, 14–37 MPa m1/2 [16]). This dissimilarity is easy to understand because Si has much lower elastic modulus, hardness and then low crack resistance. Fracture toughness of Si is about 0.6 MPa m1/2 and fracture toughness of SiC and Al2O3 is about 4.0 MPa m1/2 [21]. It is worth to note that, CTE of the present 65%Si/Al is higher than that in literature, i.e. the CTE of squeeze infiltration or P/M produced 65%Si/Al is (8.0–9.0) × 10-6 K-1 [9], [10], [11], [18] and [19]. This discrepancy may come from the difference in particle size or porosity rate of the composites, since the residual pore in the composites distinctly reduces the CTE.
| Table 1. Measured properties of 65%Si/Al composite |
 | Fig. 3. Tensile and flexural strength vs coefficient of thermal expansion of 65%Si/Al composite in comparison with the data in literature, with an inset revealing the relationship between the flexural strength and Si particle size (roughly showing the trend, but not the quantitative relationship). |
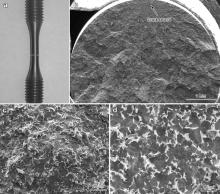
 | Fig. 4. (a) Photo of a fractured tensile specimen, (b) low-magnified morphology of a typical fracture, (c) magnified micrograph of the crack source marked in (b), (d) typical high-magnified fractograph of the area away from the crack source. |
The inset in Fig. 3 shows a rough correlation between the flexural strength of Si/Al composites (the present and the reported ones) and particles size, regardless the difference in processing method, matrix composition and particle distribution character. It can be seen that finer particle size gives rise to notably higher strength, suggesting that particle size is a primarily important parameter for mechanical properties of Si/Al composites.
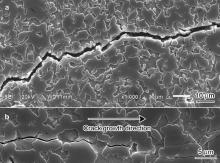
The typical macro- and micro-fractographs of 65%Si/Al-T6 are shown in Fig. 4(a–d). The fracture morphology before and after heat treatment is similar to each other, and not all shown here. This composite exhibits brittle fracture features. For instance, the fracture plane is vertical to the tensile direction ( Fig. 4(a)), and no visible macro-ductility is observed ( Fig. 4(b)). The trace of crack source is visible in Fig. 4(b), whose microstructure, however, is similar to the other area in the fracture (seeing the magnified micrograph of the marked crack source in Fig. 4(c)). Careful observation demonstrates that Si particles at the crack source are slightly larger than the nearby particles. That means: (1) the composite has no defects that act as crack source and degrade the mechanical properties; (2) bigger Si particles have lower fracture strength and hence act as the crack source. Further observation indicates that the Al regions fail via ductile rupture, and Si particles fail by cleavage fracture ( Fig. 4(d)). No visible interfacial debonding was found. The probable fracture mechanism of the composite is described as: brittle fracture of Si particles followed by tearing up of Al matrix surrounding the particles. This mechanism is further verified by the crack profile on plane in tension of a three-point bending specimen ( Fig. 5(a) and (b)). As can be seen in Fig. 5(a), almost all Si particles fractured at the crack path. In a growing crack ( Fig. 5(b)), the crack tip moves on by particle fracture and finishes by ductile rupture of Al matrix, where Al matrix plays a role in crack bridging source. This phenomenon indicates that strength of Al–Cu matrix and Al–Si interfacial bonding is sufficient high to transfer the applied load to Si particles and then fractures them. It is also found by comparing Fig. 4(d) with Fig. 2, the dimension of Al matrix in the fracture is averagely smaller than that in the metallographic plane, suggesting a preferential fracture of smaller-sized matrix region in comparison with larger ones. Similar result was reported in the P/M Be–38%Al alloy [22]. The thin and small Al region, which brings up sever stress concentration, has inferior plastic deformation capability before rupture [22].
 | Fig. 5. (a) Crack profile on the plane in tension of a three-point flexural specimen, showing fractured Si particles along the crack path, (b) growing crack by linking-up of fractured Si particles. |
The particle crack dominated fracture mode was also found in gas-pressured infiltration high-Si Si/Al composites with Si particles size up to 50 μm [12]. Differently, in 60% SiCp/Al composite with particle size of 12.5 μm, strengthening by alloying the matrix leaded to the transition of fracture mechanisms from mixed modes of matrix shear failure and particle cleavage to SiC-cleaving induced failure [23]. While in 40%–60%Al2O3/Al composite, a mixed fracture mode of particle crack and matrix voiding was proposed to achieve better strength–toughness combination with particle size between 15 and 30 μm [13] and [14]. In that research, the composite with particle size down to 10 μm shows a few particle cracks, and has much higher strength but lower toughness [13] and [14]. For the present 65%Si/Al, owing to relatively high matrix strength and good interfacial bonding, strengthening by particle-matrix load-sharing well operates in this composite. Total fracture strength comes from two parts: fracture stress of Si and Al matrix. Unlike SiCp/Al or Al2O3/Al, within whom the reinforcement has strength far higher than Al alloy, and the strength of Si and aging hardening Al alloy are at the same order of magnitude. So the fracture stress of matrix should be an important part of the composite strength. That is why the flexural strength of 65%Si/Al increased by 11% after T6 treatment, although the fracture behavior and the contribution of Si particles in as HIPed and aging hardened composites are similar. The strengthening behavior of 65%Si/Al is similar to that reported by Miserez et al. [13] and [16], who also proposed that aging strengthening of Al matrix by alloying elements like Cu or Ag, can increase the local fracture work, and hence effectively enhance the strength–toughness combination of highly loaded Al2O3/Al composites.
Particle size is an important factor that dominates the strength and toughness of particulate reinforced AMCs. Larger particles are prone to have much more flaws (particularly for powders produced by crushing) that contribute to low-stress damage of the composite, while smaller particles lead to superior strengthening effect ( Fig. 3), but reduced ductility and toughness. In well-produced 40%–60%Al2O3/Al composite [13] and [14], an optimum particle size of 15–30 μm was proposed to achieve the best strength–toughness combination. Particle size of Si in the present 65%Si/Al probably is fine enough to strengthen the composite. While, better strength–toughness combination may be achieved by further optimizing the features, such as particle size, particle morphology and matrix strength (composition and heat treatment).
To sum up, the improved strength of low-thermal-expansion 65%Si/Al should be attributed to the load-sharing effect between Al–Cu matrix and fine (high-strength) Si particles. And the operating of this mechanism is based on the well controlled microstructure obtained by using the flexile P/M processing. In contrast, the inferior strength of Si/Al in Ref. [12] (155 MPa, showing similar fracture mechanisms) probably originates from the effects of low-strength Si (large size) and low-strength pure-Al matrix. Potential toughening approach of Si/Al composites might be applying high-quantity Si particles with fewer flaws and higher strength, or further increasing the strength–ductility combination of matrix by alloying without incorporating any other brittle inclusions [16].
In this article, the conventional P/M route together with HIP technique was used to produce low-thermal-expansion and high-strength 65%Si/Al composite. In particular, an Al–Cu alloy matrix was designed to not only strengthen the composite, but also reduce the consolidating temperature of the composite, where extensive Al–Si eutectic was suppressed to avoid Si coarsening. This processing gave rise to a fully dense composite with fine and homogenous microstructure (particle size of Si is 3–15 μm). This composite exhibited tensile and flexural strength of 282 and 455 MPa, respectively, associated with a fracture toughness of 4.90 MPa m1/2. The micromechanism of fracture was mainly dominated by particle cracking. The enhanced strength was mainly attributed to the fine and homogenously distributed Si particles, and heat treatment strengthened alloy matrix. The original investigation was meaningful for seeking for the structural applications of the lightweight and low-thermal-expansion Si/Al composites.
This work was supported by the National Basic Research Program of China (973 Program) (No.2012CB619606).
| 1. |
|
| 2. |
|
| 3. |
|
| 4. |
|
| 5. |
|
| 6. |
|
| 7. |
|
| 8. |
|
| 9. |
|
| 10. |
|
| 11. |
|
| 12. |
|
| 13. |
|
| 14. |
|
| 15. |
|
| 16. |
|
| 17. |
|
| 18. |
|
| 19. |
|
| 20. |
|
| 21. |
|
| 22. |
|
| 23. |
|