{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Microstructure and Mechanical Properties of Multilayer-textured 2D Carbon/Carbon Composites
[Yan Jia, Kezhi Li , Shouyang Zhang, Lei Li, Junjie Ren]
, Shouyang Zhang, Lei Li, Junjie Ren]
, Shouyang Zhang, Lei Li, Junjie Ren]
|
|


Two-dimensional (2D) carbon/carbon (C/C) composites with multilayered texture, especially with different thickness of high-textured (HT) pyrocarbon layer, were prepared by isothermal, isobaric chemical vapor infiltration (CVI) technique. The influence of matrix microstructure on mechanical properties of C/C composites was investigated by polarized light microscopy, scanning electron microscopy and three-point bending test. The results show that the samples with multilayer-textured pyrocarbon matrix own a higher flexural strength than the one with pure medium-textured structure, which is attributed to multiple crack deflection and interfacial sliding between different textured pyrocarbon layers and between sub-layers within HT layer. The increase in thickness of HT pyrocarbon layer improves the plasticity of the samples and renders the fracture in pseudo-plastic behavior.
Carbon/carbon (C/C) composites are considered as one kind of promising structural materials for high temperature applications due to advantages of low density, good thermal conductivity, low thermal expansion coefficient, superior ablation performances and high specific strength and stiffness[1] and [2]. Especially, the mechanical properties of the C/C composites would be improved rather than deteriorated along with temperature increase up to 2200 ° C. Due to these excellent properties, C/C composites are widely applied in aviation and aerospace industries[3], [4], [5] and [6]. As known, carbon matrices of C/C composites are often fabricated by chemical vapor infiltration[7]. In general, the textures of pyrocarbon matrix are quantitatively classified into isotropic pyrocarbon (ISO, Ae = 0° ), low-textured pyrocarbon (LT, 0° < Ae ≤ 12° ), medium-textured pyrocarbon (MT, 12° < Ae ≤ 18° ) and high-textured pyrocarbon (HT, Ae ≥ 18° ) according to the extinction angle, Ae under polarized light [8].
Up to now, enormous work has been carried out on correlating the microstructure of C/C composites with their mechanical properties. Reznik et al.[9] studied the fracture characteristic and mechanisms of two kinds of C/C composites with double-layered and multilayered pyrocarbon texture prepared by isothermal, isobaric chemical vapor infiltration (ICVI) process. It was found that the C/C composites with multilayered pyrocarbon matrix had a higher flexural strength as the multiple cracks were deflected by the interfacial sliding between pyrocarbon layers. Guellali et al.[10] showed that the flexural strength of C/C composites could be enhanced by increasing the thickness of low or medium-textured pyrocarbon layers in the vicinity of fibers and quasi-ductile fracture behavior could be improved by increasing the content of HT pyrocarbon. Recently, Xu et al.[11] and He et al.[12] studied the influence of matrix textures on the mechanical properties of two-dimensional (2D) C/C composites. They both found that the composites with HT pyrocarbon layer exhibited better toughness and pseudo-plastic fracture behavior, which is in a good agreement with those reported by Guellali et al.[10]. These early work mainly focused on the matrix textures and mechanical properties of C/C composites by CVI. However, the thickness influence of HT pyrocarbon layer on the mechanical properties of 2D C/C composites has not yet been reported.
So controlling the thickness of HT layer in multilayer-textured C/C composites was applied as means of plasticity and strength enhancement of composites in this work. Four types of 2D C/C composites with various thicknesses of pyrocarbon textures were fabricated by ICVI. In particular, the effect of matrix microstructure and the thickness of HT layer on the mechanical properties of C/C composites were discussed.
2D needle-punched carbon felts with a density of 0.4 g/cm3 were used as preform materials in this work. The carbon fibers were 12 k PAN-based (T300, Toray, Japan) with a mean filament diameter of 7 μ m. The carbon felts were fabricated by overlapping layers of 0° non-woven carbon fiber cloth, short-cut fiber web and 90° non-woven carbon fiber cloth repeatedly with needle-punching in the vertical direction, and the scheme was described in detail in reference[13].
Four kinds of C/C composite samples were prepared from the preform in a two-step process. First, a layer of HT pyrocarbon was deposited by ICVI at 1080 ° C under the methane partial pressure of 5 kPa. The samples with different thickness of HT pyrocarbon layer were obtained at different deposition time: 0, 10, 20 and 30 h (denoted as A, B, C and D, respectively). After predeposition of the as-obtained samples with HT pyrocarbon, they were further infiltrated for 100 h by ICVI to obtain MT pyrocarbon layer with the methane partial pressure of 15 kPa at 1010 ° C. The flow rate of methane was controlled at 400 L/h throughout the two-step process. The experiment reactor and other details were described elsewhere[11]. The final bulk densities of samples A-D were 1.75, 1.73, 1.76 and 1.77 g/cm3, respectively.
Three-point bending tests were carried out to determine the mechanical properties of the composites. Rectangular bars of 55 mm × 10 mm × 4 mm along the axial direction of the carbon fibers in non-woven cloth were cut from samples A-D. Tests were performed on an SANS universal mechanical machine (CMT5304-30 kN). The span was 40 mm giving a span-to-depth ratio of 10. The cross-head speed was 0.5 mm/min and the loading direction was perpendicular to the non-woven cloth. At least five specimens were tested for each composite.
The textures of the deposited pyrocarbons were observed with a Leica DMLP polarized light microscope (PLM). The fracture surface morphology and textures of the pyrocarbon were observed by scanning electron microscopy (SEM, Tescan Mira3).
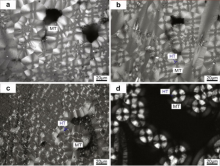
Fig. 1 shows polarized light micrographs of the four samples with various types of the matrix microstructure. The textures of the deposited pyrocarbons are classified according to the terminology proposed by Reznik and Hü ttinger[8]. The matrix of sample A consists of pure MT (Fig. 1(a)), while samples B-D manifest different microstructures. They exhibit a layer-textured structure with different light reflectivity under PLM. In samples B-D, an HT layer is deposited on the surface of carbon fibers followed by an MT layer as shown in Fig. 1(b)-(d). It is clearly observed that the HT layer thickness in sample B is thicker than that in sample A, while sample D presents the thickest HT layer among them.
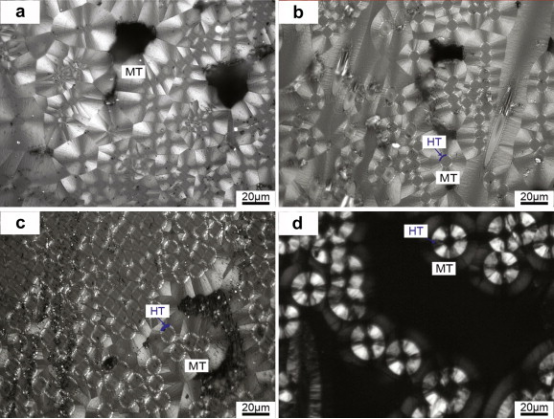 | Fig. 1 Polarized light micrographs of: (a) sample A; (b) sample B; (c) sample C; (d) sample D. |
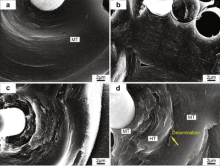
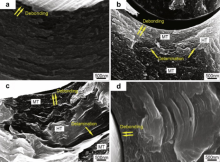
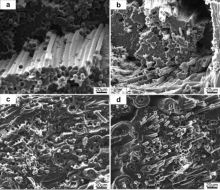
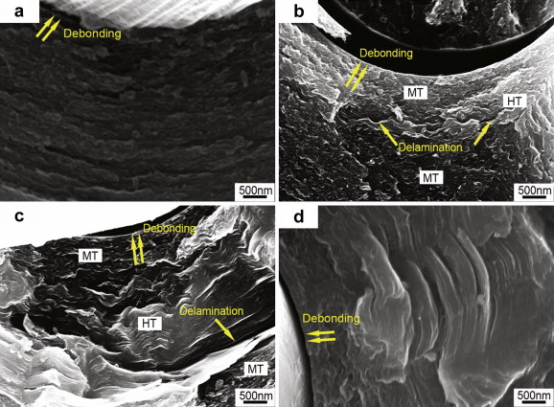
In order to further distinguish the matrix textures of prepared samples, SEM micrographs of sample fracture surfaces after three-point bending tests are shown in Fig. 2 and Fig. 3. It is noted that the textures of samples B-D are a little different from what observed in Fig. 1(b)-(d). In addition to the inner HT layer and outer MT layer around the fibers as discussed above, another very thin layer of MT (less than 1 μ m) is deposited next to the fibers. This could be ascribed to the inducement effect of rough and grooved surface of isotropic PAN-fibers[14] and [15]. Fig. 3 is the corresponding high-resolution (HRSEM) images that reveal the morphology of different textures with more details. The MT pyrocarbon is concentric to the fiber and contains a lot of slim flaws between the lamellae as shown in Fig. 3(a). The feature of fracture surface of the HT layer exhibits straight and highly oriented lamellae, which are totally different from that of the MT layer (Fig. 3(b)-(d)). The optical texture, extinction angle (Ae) and thickness of different pyrocarbon layers of each sample are listed in Table 1. The data in Table 1 are averaged from values of five different regions. The thicknesses of the innermost MT layer of samples B-D are measured from HRSEM images and the others from PLM images. Table 1 demonstrates that the thickness of HT layer is gradually increasing with increasing predeposition time and the thickness of outmost MT layer is close to each other under the same densification time in samples B-D.
 | Fig. 2 Scanning electron micrographs of fracture surfaces of samples after bending tests: (a) sample A; (b) sample B; (c) sample C; (d) sample D. |
 | Fig. 3 Corresponding HRSEM images of the samples: (a) sample A; (b) sample B; (c) sample C; (d) sample D. |
| Table 1 Optical texture (OT), extinction angle (Ae) and thickness (t) of different pyrocarbon layers |
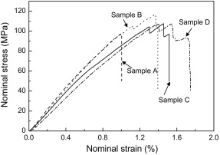
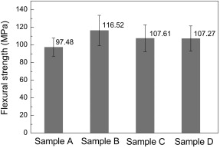
The stress-strain curves and flexural strength of the four samples are shown in Fig. 4 and Fig. 5, respectively. Fig. 4 shows that the fracture modes of the samples change from brittle fracture to tough fracture as the thickness of HT layer increases. The stress of sample A increases linearly to its maximum and then drops sharply with the increase of strain, indicating a typically brittle fracture behavior. While the curves of samples B-D display some kinks, especially curves of samples C and D exhibit pronounced pseudo-plastic fracture characteristic. Fig. 5 illustrates the flexural strength of four samples. It can be seen that the flexural strength first increases distinctly from 97.48 to 116.52 MPa and then decreases to 107.27 MPa with the increase of HT layer thickness. These results demonstrate that multilayered texture is conducive to the improvement of mechanical properties of C/C composites and hence contributes to avoiding samples from catastrophic failures.
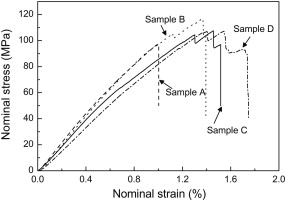 | Fig. 4 Nominal flexural stress-strain curves of the samples. |
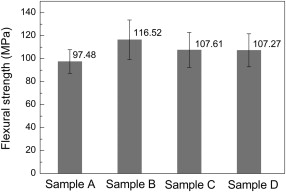 | Fig. 5 Flexural strength of the samples with different thickness of textures. |
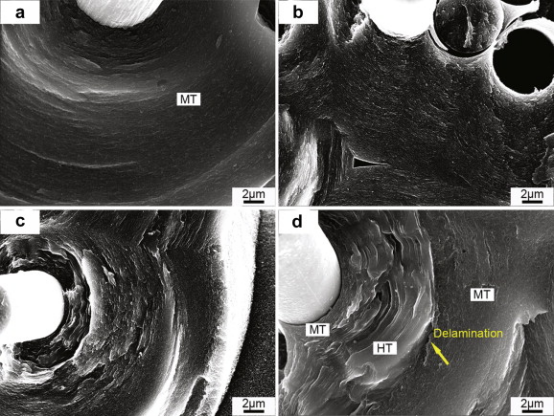
Fig. 6 presents the fracture morphology of four C/C samples. The fracture behavior varies with the thickness of HT layer. The fracture surface of sample A is a comparatively smooth plane (Fig. 6(a)), where fiber pull-out is rarely observed. Compared with sample A, sample B still shows distinctly abrupt break, but there have been a few pulled-out fibers attributing to the emergence of HT pyrocarbon layer (Fig. 6(b)). Moreover, closer observation images of samples A and B clearly reveal a very smooth fracture surface, which is perpendicular to the fiber surface, shown in Fig. 2(a) and (b). Samples C and D exhibit much rougher fracture surfaces than samples A and B (Fig. 2(c) and (d), Fig. 6(c) and (d)). A large number of pulled-out carbon fibers and sheath-shape holes can be observed in Fig. 6(c) and (d). As the thickness of HT layer further increases, the step-shape morphology and sliding between three different textures can be seen in fracture surface (Fig. 2(c) and (d), Fig. 3(c) and (d)). The HT layer displays an intensive fragmentation of kinked sub-layers. Moreover, the remarkable cleavage or delamination between HT and outermost MT layer were marked by a single arrow in Fig. 2(d) and Fig. 3(b) and (c). These features do not exist in sample A. In addition, cracks between fibers and the innermost MT layer interface lead to interfacial debonding in all samples (highlighted with double arrows in Fig. 3(a)-(d)), which indicates a weak interface bonding.
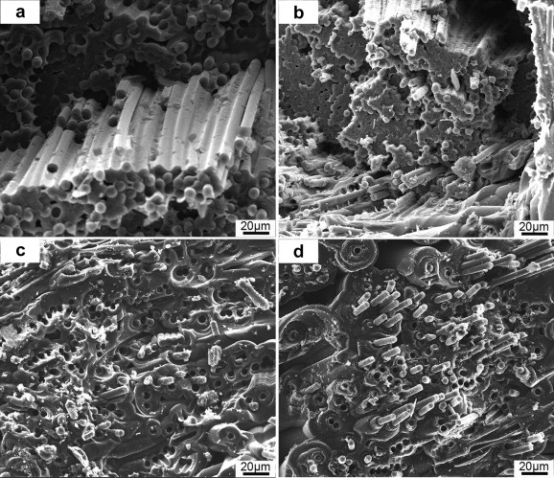 | Fig. 6 The fracture morphology of C/C samples after flexural tests: (a) sample A; (b) sample B; (c) sample C; (d) sample D. |
The characterization of texture and mechanical properties were conducted to achieve the correlation between matrix textures and mechanical properties in C/C composites. The types and thickness of textures were characterized by PLM and HRSEM. Fracture morphology showed by SEM reveals the influence of thickness of textures. The stress-strain curves of samples A and B in conjunction with the fracture morphology prove a brittle fracture behavior. As for samples C and D, a pseudo-plastic behavior is observed due to increased thickness of HT layer.
Various factors like properties of fibers, density, matrix texture types, and adhesive strength of fiber/matrix interface determine the mechanical properties and fracture mode of C/C composites[16] and [17]. The four samples were infiltrated using the same carbon felts preform and had close density. Furthermore, they possessed the similar interface bonding as referred above. Therefore, the texture difference of matrix is believed to be the most dominant factor to the flexural behavior. The brittle flexural behavior and the smooth fracture morphology are attributed to the lack of HT layer causing no sliding in matrix. The pseudo-plastic behavior and fracture toughness are correlated with the sliding between different textures and among sub-layers within HT layer, which results in a large number of pulled-out fibers during crack propagation. Additionally, multiple crack deflection takes place at layer-layer interfaces and sub-layers in HT layer. Both the two mechanisms dissipate much fracture energy resulting in a much higher flexural strength of multilayered samples. Also, it is worth noting that sample B with a thinner thickness of HT pyrocarbon layer possesses the highest flexural strength. In this case, the interlock and winding of elongated globular-like fragments within the MT layer lead to little or no slippage under deformation[18], which becomes dominant factors. Meanwhile, it can be noticed that flexural strength starts to decrease slightly beyond certain thickness of HT layer as mentioned above. Such phenomenon could be explained by the decrease in thickness of MT layer (Table 1) and the presence of intensive cracking within HT layer[9] and [19] resulting in the reduction of flexural strength, which covers the benefit of HT layer to some extent.
In order to compare the pseudo-plastic fracture behavior of the samples, a ductility factor FD is introduced, according to the calculative method reported by literature [7]. The FD values are in the sequence of sample D (19.8%) > sample C (14.5%) > sample B (2%) > sample A (0%) with the same trend of the thickness of HT layer. Thus, the plasticity of samples can be improved by increasing the thickness of HT pyrocarbon layer. Certainly, it is accompanied by the degradation of the strength owing to a lot of micro-cracks in HT layer. Nevertheless, it is interesting that sample D has 36.6% enhancement in FD with a fairly close flexural strength compared with sample C. So it can achieve composites with high strength and high plasticity by the combination of introducing multilayered textures and increasing the thickness of HT layer.
2D C/C composites with different textures and different thickness of HT layer were fabricated by ICVI. Based on microscopic observation and theoretical analysis, it is concluded that multilayered pyrocarbon matrix can result in a pseudo-plastic behavior in association with a relatively high flexural strength; on the other hand, the increase of thickness of HT layer can distinctly improve the plasticity of composites. Therefore, the mechanical properties and fracture behaviors of C/C composites can be tailored by controlling texture types and thickness of high-textured pyrocarbon layer reasonably and appropriately as well.
The authors have declared that no competing interests exist.
| [1] |
|
| [2] |
|
| [3] |
|
| [4] |
|
| [5] |
|
| [6] |
|
| [7] |
|
| [8] |
|
| [9] |
|
| [10] |
|
| [11] |
|
| [12] |
|
| [13] |
|
| [14] |
|
| [15] |
|
| [16] |
|
| [17] |
|
| [18] |
|
| [19] |
|