Search for articles:
Jingjing Yang , Xiaoyan Zeng
, Xiaoyan Zeng
Corresponding authors:
Received: 2019-02-18
Revised: 2019-03-17
Accepted: 2019-03-21
Online: 2019-09-20
Copyright: 2019 Editorial board of Journal of Materials Science & Technology Copyright reserved, Editorial board of Journal of Materials Science & Technology
More
Abstract
Laser welding is a promising process for joining small components produced by selective laser melting (SLM) to fabricate the large-scale and complex-shaped parts. In the work, the morphology, microstructure, microhardness, tensile properties and corrosion resistance of the laser welded stress-relieved SLMed 304 stainless steel joints are investigated, as the different sections of stress-relieved SLMed 304 stainless steel are joined. Results show that the SLMed 304 stainless steel plates have a good laser weldability. The microstructure of laser-welded joints consists of the cellular dendrites in austenite matrix within columnar grains, exhibiting a coarser dendrite structure, lower microhardness ($\widetilde{2}$20 HV) and tensile properties (tensile strength of $\widetilde{7}$50 MPa, and area reduction of $\widetilde{2}$7.6%), but superior corrosion resistance to those of SLMed plates. The dendrite arm spacing of the joints varies from $\widetilde{3}$.7 μm in center zone, to $\widetilde{5}$.0 μm in fusion zone, to $\widetilde{2}$.5 μm in epitaxial zone. The SLMed anisotropy shows a negligible effect on the microstructure and performance of the laser-welded joints. The laser welding along the building directions of the SLMed base plates can induce a slightly finer dendritic structure and higher tensile properties.
Keywords:
Among the additive manufacturing technologies, selective laser melting (SLM) is always characterized by a better surface roughness and higher geometrical accuracy, which is thus appropriate to manufacture small-scale metal components with higher complexities [1,2]. Recently, the large-scale and high-quality metal parts with complicated shapes have however already become a new and significant trend of SLM under the drive of application demands in aerospace, automotive and medical fields.
Unfortunately, the development and application of SLMed large-scale parts are facing three major challenges. The first one is a severe restriction on the availability of large-scale SLM equipment. Up to now, the largest commercial SLM equipment has reached up to 800 mm × 400 mm × 500 mm in building volume (Concept Laser X line 2000R [3]), which still lags behind the industrial demand. The second one is the control of defects (pore, crack, spatter and incomplete fusion) [4] and microstructures (columnar grain, texture and anisotropy) [5,6]. The last one is the residual stress [7] and dimensional accuracy [8]. The residual stress associated with SLM complex heat history is always accompanied by the distortion of components and failure of fabrication process. Besides, another non-negligible aspect is that the production of large-scale parts by SLM has generally poor uniformity and stability during long manufacturing period compared with traditional methods.
Interestingly, welding of a traditional joining technology supplies an effective solution for the above issues by joining smaller SLMed parts to form large-scale final parts without size limit. More recently, a few pioneering studies have demonstrated attempts on Ti alloy [9], Al alloys [[10], [11], [12]], superalloys [13] and stainless steels [14]. Especially, laser welding has a wide range of advantages including high welding speed, precise control of power output, narrow joint with reduced heat affected zone (HAZ), low residual stress, small distortion and excellent environment adaptability [15,16]. Such merits make laser welding more potential for joining small SLMed parts to manufacture the large-size metal components quickly and effectively. But, relevant studies are still limited. Only Yu et al. [17] and Wits et al. [18] tried to join SLMed to SLMed and SLMed to wrought Ti-6Al-4V plates by laser welding to explore their weldability, microstructure and tensile properties.
On the other hand, a strong anisotropy is frequently observed in microstructure and mechanical properties during SLM because of its sharp temperature gradient and rapid solidification rate [19,20]. As the different sections of SLMed parts are always needed to be joined in practical applications, it is imperative to determine whether the SLMed anisotropy would influence the weldability, morphology, microstructure and properties of joints.
304 stainless steel has been widely used as air craft fittings, aerospace components, nuclear structural parts because of their excellent mechanical properties and corrosion resistance [21,22]. Particularly, these parts are required to have large size, high dimensional accuracy and complex structure, suggesting that the investigation on laser welding of SLMed 304 stainless steel is indispensable.
Based on these considerations, 3 mm-thick 304 stainless steel plates were welded to explore the feasibility of joining SLMed parts by laser welding in the present study. A comparison on microstructure and performance between the laser-welded joints and SLMed base plates was conducted. Also, the effect of SLMed anisotropy on weldability, microstructure, microhardness, mechanical properties and corrosion resistance during welding was evaluated. This work is of great significance in affording a simple and feasible approach for fabricating large-scale, high-quality and complex-shaped metallic parts by SLM plus laser welding, enlarging the application scopes.
All SLM experiments were conducted using a self-developed SLM system (LSNF-П), whose details have been described in our previous publication [23]. The starting material was gas-atomized and spherical 304 stainless steel powders, whose chemical compositions and morphology were shown in Table 1 and Fig. 1(a), respectively. The D10, D50 and D90 of the gas atomized 304 stainless steel powders are 18.8 μm, 37.6 μm and 58.0 μm, respectively. All samples with a dimension of 100 mm × 50 mm × 10 mm (Fig. 1(b)) were deposited on a Q235 steel substrate in an argon environment with oxygen content controlled well below 100 ppm. In order to eliminate the effects of metallurgical defects (such as porosity and crack) on the welding characteristics, almost full-dense SLMed plates were fabricated under proper processing parameters (laser power of 350 W, scanning speed of 1000 mm/s, hatch spacing of 0.12 mm, and layer thickness of 40 μm) based on our previous work [24].
Table 1 Chemical compositions of 304 stainless steel powders (wt%).
| C | Cr | Ni | Mo | Mn | Si | P | S | Fe |
|---|---|---|---|---|---|---|---|---|
| ≤0.07 | 17.0-19.0 | 8.0-11.0 | ≤0.03 | ≤2.0 | ≤1.0 | ≤0.035 | ≤0.03 | Bal. |
Fig. 1. Morphology of metal powders (a) and macro-morphology of SLMed plates (b) of 304 stainless steel.
The SLMed plates were annealed at 500 °C for 2 h in a SBF322H vacuum furnace to eliminate the residual stress. Then, the stress-relieved SLMed samples were cut from the substrate and divided into small plates with a dimension of 100 mm × 50 mm × 3 mm by wire electrical discharge machining.
A 6 kW fiber laser (IPG YLR-6000) was employed with a wavelength of 1070 nm, a TEM01 beam mode and a beam parameter product of 6.9 mm × mrad in the experimental laser welding set-up. During welding, the laser beam was transmitted by a 200 μm core-diameter fiber, collimated by a lens with 150 mm focal length, and focused by a 250 mm lens to get a focused radius of 0.4 mm. The welding material was 3 mm-thick stress-relieved 304 stainless steel plates produced by SLM. Before welding, and all the specimens were brushed to remove surface oxidization film by sand blasting treatment. The laser beam was inclined 5° to vertical direction to avoid the equipment damage from beam reflection. The used shielding gas was argon, flowing out of a paraxial copper gas nozzle with a diameter of 8 mm. The applied welding parameters are shown in Table 2.
Table 2 Parameters of laser welding.
| Laser power | Welding speed | Laser defocused distance | Gas flow rate |
|---|---|---|---|
| 3000 W | 33.3 mm/s | +2 mm | 15 L/min |
In the work, three kinds of laser welding type were designed to investigate the effect of anisotropy in the SLMed parts on their welding characteristics, as shown in Fig. 2. In types 1 and 3, the laser welding direction is parallel to the building direction (z axis) and scanning direction (y axis) of the both SLMed plates, respectively. But, the building plane (XOZ) and scanning plane (XOY) of SLMed plates were laser-welded in type 2.
Fig. 2. Schematic drawings of SLMed plates (a) and different laser welding types (b).
After welding, the metallographic samples of the SLMed plates and welded joints were prepared and etched by a mixture of FeCl3 and HCl with etching time of 3 s. The macro- and micro-structures were characterized by EPIPHOT300 optical microscope (OM) as well as Quanta 200 and Nova NanoSEM 450 scanning electron microscopes (SEM). Electron backscatter diffraction (EBSD) analysis was also utilized to investigate the grain orientation and grain size of the joint. The total scanned dimensions are 400 μm × 800 μm during EBSD measurement. Phase identification was performed on the SLMed plates and three laser-welded joints by X'Pert PRO X-ray diffraction (XRD) using a CuKα radiation with a step size of 0.02° and a dwell time of 1 s per step. Microhardness tests of all the joints in various locations were conducted with an HVS-1000 microhardness tester at a holding time of 20 s. The tensile tests of the welded joints were designed and carried out according to GB/T228.1-2010 standard. Moreover, a wrought 304 stainless steel sample is introduced as the reference.
Also, the electrochemical tests of all the samples were carried out on a CorrTest CS310 electrochemical station in a conventional three-electrode cell at ambient temperature. CorrTest®, an electrochemical measurement and analysis software, was equipped on the electrochemical workstation. In the electrochemical measurements, the platinum sheet and saturated calomel electrode were selected as counter and reference electrodes, respectively. The samples with a size of 10 mm × 10 mm × 3 mm were kept in the 3.5 wt% NaCl solution for enough time to stabilize the open circuit potential (OCP) and guarantee the test accuracy. Then, the potentiodynamic polarizations were operated for three times to improve the data reproducibility. The potential range relative to OCP was from - 0.5 V to 1.0 V at a scanning rate of 1 mV/s.
Fig. 3 is the surface morphologies of three laser-welded joints with the thickness of 3 mm, showing a smooth and uniform surface, as well as good welding quality. As shown, a small deformation and good surface precision of the three laser-welded joints could be obtained. The cross-section morphologies of the joints in Fig. 4 reveal typical characteristics of laser full-penetration welding. The obvious concave is observed on the top surface and root of the joints consisting of wide upper zone ($\widetilde{1}$ mm in width), narrow middle zone ($\widetilde{0}$.6 mm in width) and wide lower zone ($\widetilde{0}$.8 mm in width). The concave is about 0.1 mm, which can be neglected when big parts were manufacture by SLM plus laser welding. The cross-section area of welded joint under type 1 is slightly smaller than those under the other two types. Also, the base metal, laser fusion zone and HAZ can be discriminated clearly in the joints without apparent transition zone. No visual defects (pores, cracks, spatters and non-fusions) are found in the three joints, demonstrating that the SLMed parts can exhibit superior laser weldability regardless of anisotropy in the SLMed parts.
Fig. 3. Surface morphologies of laser-welded joints under types 1 (a, b), 2 (c, d) and 3 (e, f) in front (a, c, e) and back (b, d, f) views.
Fig. 4. Cross-section morphologies of joints under type 1 (a), 2 (b) and 3 (c).
Fig. 5 is the XRD patterns of the SLMed sample and three laser-welded joints, showing similar positions and intensities of peaks between them. Clearly, γ-Fe and δ-Fe phases are observed in all the samples. But the diffraction peaks of γ-Fe phase have the higher intensities than those of δ-Fe phase, thus a higher content of γ-Fe phase exists in the samples. During the non-equilibrium rapid solidification condition of laser processing, the high cooling rate induces the incomplete phase transformation of δ→γ and thus some metastable δ-Fe is also remained unavoidably [25].
Fig. 5. XRD patterns of SLMed sample and three laser-welded joints.
Furthermore, the microstructural features of the stress-relieved SLMed 304 stainless steel are revealed in Fig. 6. A dense microstructure without obvious defects is found in the SLMed sample, showing a relatively strong metallurgical bonding between tracks (Fig. 6(a)). On XOY section, a distinctive chessboard pattern structure is observed due to the applied hatch angle of 90° (Fig. 6(b)). The average width of square is approximately equal to the hatch spacing. On XOZ section, the columnar grains with a high aspect ratio ($\widetilde{8}$) growing along the building direction are seen in Fig. 6(d). Under high cooling rates of SLM process, the cellular dendrites with dendrite arm spacing of $\widetilde{0}$.3 μm are within the columnar grains in Fig. 6(c) and (e). Apparently, the microstructure shows a typical anisotropic characteristic, which is frequently seen during SLM process [26].
Fig. 6. Three-dimensional optical microscopy composite view (a) and microstructures of stress-relieved SLMed 304 stainless steel on XOY (b, c) and XOZ (d, e) sections.
During welding, the joints between SLMed base plates will experience a thermal cycle of remelting and cooling. The microstructures of laser-welded joints are presented in Fig. 7. Microstructures of the samples consist of dominant γ-Fe phase with face centered cubic structure and less-prevalent, finely-dispersed δ-Fe phase with body centered cubic structure. The joint can be divided into three zones including center zone (CZ) in the centerline, fusion zone (FZ) around the centerline, and epitaxial zone (EZ) at the boundary. In center zones, the columnar grains tend to be parallel to the joints in Fig. 7(b), (d) and (f), which is called as axial grains. Only a small part of the trailing pool boundary can be perpendicular to the axial direction within teardrop-shaped pool [27], thus the center zone is rather narrow. In fusion zones, the cellular dendritic δ-Fe solidification structure in austenite γ-Fe matrix is observed within the columnar grains in Fig. 7(a), (c) and (e). Such columnar grains always grow extending from fusion boundary to weld centerline. In epitaxial zone, a very fine cellular dendrite structure forms at the boundary.
Fig. 7. Microstructures of laser-welded joints under type 1 (a, b), 2 (c, d) and 3 (e, f).
The laser-welded joints under the three types show a uniform and fine-grained microstructure. No significant microstructural differences in the three zones are observed between the laser-welded joints under types 1, 2 and 3. Table 3 summarizes the average dendrite arm spacing of dendrites in the SLMed sample and laser-welded joints based on Fig. 7. Obviously, the dendrite arm spacing of the joints is an order of magnitude coarser than those of the SLMed base metal. The dendrite arm spacing of joints slightly increase from 3.6 to 4.0 μm in center zone (CZ), from 4.6 to 5.5 μm in fusion zone (FZ), and from 2.3 to 2.7 μm in epitaxial zone (EZ), as the welding type changes from type 1 to type 3. Therefore, the microstructure of the three laser-welded SLMed 304 stainless steel joints are similar, without the effects of SLMed anisotropy.
Table 3 Dendrite arm spacing and calculated cooling rate of SLMed sample and three laser-welded joints at various locations.
| Zone | Weld type | Dendrite arm spacing, DAS (μm) | Cooling rate, Ṫ (K/s) |
|---|---|---|---|
| Center zone (CZ) | Type 1 | 3.6 | 1.2 × 104 |
| Type 2 | 3.7 | 1.1 × 104 | |
| Type 3 | 4.0 | 0.8 × 104 | |
| Fusion zone (FZ) | Type 1 | 4.6 | 5.7 × 103 |
| Type 2 | 4.9 | 4.7 × 103 | |
| Type 3 | 5.5 | 3.7 × 103 | |
| Epitaxial zone (EZ) | Type 1 | 2.3 | 4.7 × 104 |
| Type 2 | 2.7 | 2.9 × 104 | |
| Type 3 | 2.7 | 2.9 × 104 | |
| Base metal | - | 0.3 | $\widetilde{2}$.6 × 107 |
Fig. 8(a) is EBSD inverse pole figure (IPF) mapping of the laser-welded joint. The irregular grain orientations imply a relative weak texture in the laser-welded joint. The columnar grains in the joint always grow along the direction of heat flow. Also, the columnar grains with grain size mainly in the range of 8-100 μm are seen in the joint, showing the average grain size is 24.5 μm (Fig. 8(b)). Additionally, only γ-Fe phase was identified in the EBSD phase mapping of the laser-welded joints, implying that the content of δ-Fe phase is insignificant.
Fig. 8. EBSD IPF figure (a) and grain size distribution (b) of laser-welded joint.
As is well known, the higher the cooling rate, the finer the dendrite arm spacing. The relationship between dendrite arm spacing (DAS, μm) and cooling rate (Ṫ, K/s) at solidification temperatures has been reported to obey the following equation for the typical austenitic stainless steel [28,29]:
DAS = 80.T0.33 (1)
Furthermore, the cooling rates at various locations during laser welding and SLM process are calculated from the measured dendrite arm spacing based on Eq. (1) in Table 3. The calculated cooling rates under laser welding and SLM process are the level of 103-4 K/s and 107 K/s, respectively. The cooling rate in laser welding is about four orders of magnitude lower than that in SLM process. The dendrite arm spacing is different at various locations of laser-welded joints, i.e. epitaxial zone ($\widetilde{2}$.5 μm) < center zone ($\widetilde{3}$.7 μm) < fusion zone ($\widetilde{5}$.0 μm). Such difference in microstructure is also associated with the cooling rate, thermal gradient, and solidification growth rate during welding process. Consequently, the maximum cooling rate during EZ generates a smallest dendrite arm spacing, while the dendrite arm spacing is largest for FZ under the minimum cooling rate in the laser-welded joints.
Thus, the dendrite structure of the SLMed base metal is obviously finer compared with the laser-welded joints. It is reported that the increase of laser energy density is the main reason for the decrease of cooing rate [30]. Hence, as compared with the SLMed microstructure (Fig. 6), a relative lower cooling rate produced by a higher-power (3000 W), larger-spot (400 μm) and slower-speed (33.3 mm/s) laser can promote the growth of dendrite during welding (Fig. 7).
The microstructure always acts a significant role in determining their mechanical properties of materials. The microhardness profiles of laser-welded joints were evaluated in Fig. 9. A V-curve characteristic is seen in microhardness of the laser-welded joints. Obviously, the microhardness of SLMed base metal ($\widetilde{3}$00 HV) is 1.36 times higher than that of laser fusion zones ($\widetilde{2}$20 HV) because of their finer grain size in SLMed plates. Besides, no obvious differences in microhardness are observed between the three laser-welded joints.
Fig. 9. Microhardness of laser-welded joints under three types.
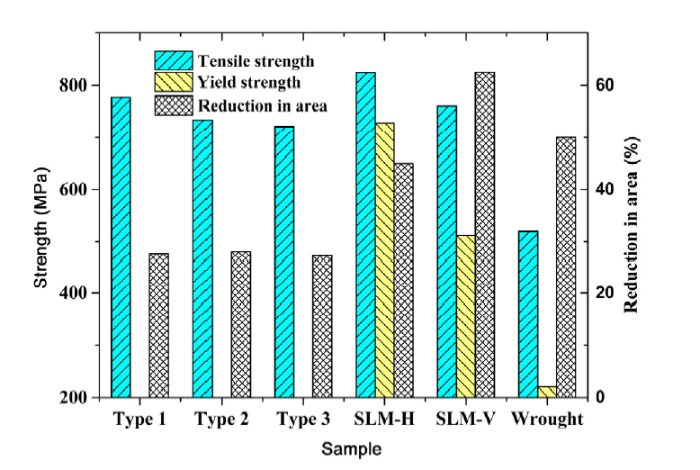
Fig. 10 shows tensile properties of the horizontally and vertically SLMed 304 stainless steel samples and their laser-welded joints under various types. As compared with the traditionally wrought alloy (520 MPa, 220 MPa, and 50% [24]), a higher strength value but a lower reduction of area is obtained in the laser-welded joints. Also, the tensile and yield strengths (824 and 729 MPa) of the horizontally SLMed samples (SLM-H) are higher than those (761 and 512 MPa) of the vertically ones (SLM-V), which are superior to their wrought counterpart. On the other hand, the reduction in area (45.1%) of the horizontally SLMed samples are lower than those (62.5%) of the vertically ones. Obviously, an anisotropy of tensile properties exists between horizontal and vertical directions in the SLMed 304 stainless steel samples because of their anisotropic microstructures (Fig. 6).
Fig. 10. Tensile properties of 304 stainless steel samples under various processes.
The reduction in area of laser-welded joints are almost kept at 27.6%. Under the effect of fine-grain strengthening (Table 3), a slight decrease trend in tensile strength of joints are found from (777 MPa) in type 1, to (735 MPa) in type 2, and to (722 MPa) in type 3. The thermal conductivity is considered to be slightly higher in the direction parallel to than perpendicular to the long-axis of elongated grain [31], implying that a thermal anisotropy may be produced by the microstructural anisotropy of SLM. Also, a high thermal conductivity can enhance the heat exchange rate, resulting in a more rapid cooling rate during welding. Hence, there is a downtrend in cooling rate under the three welding types, i.e. type 1 > type 2 > type 3 (Table 3). That may be the reason why the dendrite arm spacing of joints shows an uptrend and the tensile strength shows a downtrend as the welding type changes from type 1 to type 3. Expectedly, the tensile properties of SLMed 304 stainless steel is superior to those of the laser-welded joints. The tensile fracture of the three laser-welded joints, therefore, occurs along the fusion zone of joints rather than the base metals, as shown in the fracture path of Fig. 11.
Fig. 11. Photos of tensile test samples after tensile tests (a) and OM image showing fracture path of laser-welded joint under type 2 (b).
Corrosion resistance is usually a major consideration in the selection of a particular grade of stainless steel. The whole laser-welded joints were selected during the corrosion test. Hence, Tafel plots and potentiodynamic curves in 3.5 wt% NaCl solution of all the samples are given in Fig. 12 to discuss their corrosion resistance. A similar polarization behavior between laser processed samples and their wrought counterpart is observed. Fig. 13 exhibits the corrosion parameters including corrosion potential (Ecorr, V), corrosion current density (icorr, A/cm2), corrosion rate (v, mm/a), and pitting potential (Ep, V), which are determined through Tafel plots and potentiodynamic curves (Fig. 12).
Fig. 12. Tafel plots (a) and potentiodynamic curves (b) of 304 stainless steel samples under various processes in 3.5 wt% NaCl solution.
Fig. 13. Corrosion potential and corrosion current density (a), corrosion rate (b), and pitting potential (c) of 304 stainless steel samples in 3.5 wt% NaCl solution.
The corrosion potential of the laser processed samples is similar ( -0.3 V) in Fig. 13(a) because of their similar phase composition, grain size, and morphology. The SLMed sample produces the maximum corrosion current density (as high as 1.6 μA/cm2), while the corrosion current densities of the laser-welded joints ($\widetilde{0}$.7 μA/cm2) are comparable to that of the wrought sample ($\widetilde{0}$.6 μA/cm2). Based on Faraday’s law [32]:
v = 3272 (mm/(cm a)) × ω × icorr/ρ (2)
where ω is the equivalent weight (ω = 25.12 g/equiv for 304 stainless steel), and ρ is the density (7.90 g/cm3), the corrosion rate is positive correlation with corrosion current density. According to the calculated results in Fig. 13(b), the laser-welded joints and wrought sample are very stable (103-2 mm/a), but the SLMed ones are stable (102-1 mm/year) in the 3.5 wt% NaCl solution. Besides, the pitting potential of the SLMed base plate is about 0.11 V, while it is increased to a higher noble level ($\widetilde{0}$.25 V) for the laser-welded joints, as shown in Fig. 13(c).
According to the lower corrosion rate and nobler pitting potential, the corrosion resistance of the laser-welded joints is comparable to their wrought counterpart [33], and superior to the SLMed base plate. The microstructures of the SLMed and laser-welded joint samples are mainly composed of γ-Fe phase based on the results above. So, grain size of γ-Fe phase acts a significant role in determining the corrosion resistance of the samples. It is widely reported that intergranular corrosion and intergranular stress corrosion cracking are serious problems for 304 stainless steel due to the grain boundary sensitization [34,35]. Therefore, as compared with the SLMed samples, the superior corrosion resistance of the laser-welded joints may be attributed to their less grain boundaries associated with larger grain size. It is also worth mentioning that the SLMed anisotropy shows a negligible effect on the corrosion resistance in the three laser-welded joints.
The morphology, microstructure, microhardness, tensile properties and corrosion resistance of the SLMed 304 stainless steel and their laser-welded joints under various welding types are investigated. The main conclusions are as follows:
(1)The stress-relieved SLMed 304 stainless steel shows a good laser weldability without obvious defects. The microstructures of the SLMed base plates and laser-welded joints consist of the cellular dendrite in austenite matrix within the columnar grains. The order of dendrite arm spacing at various locations of laser-welded joints is epitaxial zone ($\widetilde{2}$.5 μm) < center zone ($\widetilde{3}$.7 μm) < fusion zone ($\widetilde{5}$.0 μm) under the effect of decreasing cooling rates.
(2)As compared with the SLMed based metal, the joints exhibit a coarser dendrite structure, lower microhardness ($\widetilde{2}$20 HV) and tensile properties (tensile strength of $\widetilde{7}$50 MPa and area reduction of $\widetilde{2}$7.6%), but superior corrosion resistance.
(3)SLMed anisotropy acts a negligible role in determining the microstructure and mechanical properties in the laser-welded joints. As the welding type changes from type 1 to type 3, the dendrite arm spacing of joints slight increases from 3.6 to 4.0 μm in center zone, from 4.6 to 5.5 μm in fusion zone, and from 2.3 to 2.7 μm in epitaxial zone, as well as the tensile and yield strengths of joints slight decrease. The laser welding along the building directions of the SLMed base plates can induce a slightly finer dendritic structure and higher tensile properties.
This work was supported financially by the Pre-research Fund Project of Ministry of Equipment and Development of China (No. 61409230301), the Fundamental Research Funds for the Central Universities (No. HUST: 2016YXZD005), the National Natural Science Foundation of China (No. 51805186) and the China Postdoctoral Science Foundation Funded Project (Nos. 2017M620317 and 2018T110759). Special thanks for the Analytical and Testing Center of HUST.
The authors have declared that no competing interests exist.

 WeChat
WeChat
/
| 〈 |
|
〉 |












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}