Search for articles:
Decheng Kong , Xiaoqing Ni, Liang Zhang
, Xiaoqing Ni, Liang Zhang
Corresponding authors:
Received: 2019-01-3
Revised: 2019-01-19
Accepted: 2019-01-28
Online: 2019-07-20
Copyright: 2019 Editorial board of Journal of Materials Science & Technology Copyright reserved, Editorial board of Journal of Materials Science & Technology
More
Abstract
Irregular grains, high interfacial stresses and anisotropic properties widely exist in 3D-printed metallic materials, and this paper investigated the effects of heat treatment on the microstructural, mechanical and corrosion properties of 316 L stainless steel fabricated by selective laser melting. Sub-grains and low-angle boundaries exist in the as-received selective laser melted (SLMed) 316 L stainless steel. After heat treatment at 1050 °C, the sub-grains and low-angle boundaries changed slightly, and the stress state and strength decreased to some extent due to the decrease of dislocation density. After heat treatment at 1200 °C, the grains became uniform, and the dislocation cells vanished, which led to a sharp decline in the hardness and strength. However, the ductility was improved after recrystallization heat treatment. The passive film thickness and corrosion potential of the SLMed 316 L stainless steel decreased after heat treatment, and the pitting potential also decreased due to the accelerated transition from metastable to steady-state pitting; this accelerated transition was caused by the presence of weak passive films at the enlarged pores after heat treatment, especially for an adequate solid solution treatment.
Keywords:
Austenitic stainless steels are widely used because of their availability, reasonable cost, excellent corrosion and fatigue resistance, and biocompatibility [[1], [2], [3]]; however, traditional preparation and characterization of these steels are bound by high costs and time-consuming procedures, especially for fabricating components with precise and complex structures. Thus, high-throughput fabrication is an emerging area of materials science, and additive manufacturing is an efficient technology to research and develop new materials [4,5].
Selective laser melting (SLM), a powder-bed system, has highlighted its unique advantages on producing metallic materials contrast to other additive manufacturing techniques, such as laser melting deposition [6]. At present, AlSi10Mg, TiAl6V4, and CoCr alloys, can be reliably printed [[7], [8], [9]], and the Fe-based and Ni-based alloys were fabricated by SLM recently [10]. Irregular grains, high interfacial stresses and anisotropic properties widely exist in 3D-printed parts and therefore, the quality of printed parts is the most challenge to be resolved. Porosity is an important index to evaluate the quality of printed samples, and pores can be reduced to a certain extent by optimizing the printing parameters, including the laser energy, scanning rate, and powder thickness [11]. A quantitative way to assess the effect of printing parameters on porosity within selective laser melted (SLMed) components is using the volumetric energy density, which describes the average energy per volume of powders. The volumetric energy density for the lowest porosity of the SLMed 316 L stainless steel (approximately 0.3%) was approximately 105 J/mm3 [12]; thus, relatively dense stainless steels can be successfully printed and the SLMed 316 L stainless steels can still exhibit a complete austenitic phase [[13], [14], [15]], whereas the ferrite phase can be formed under laser melting deposition due to a relatively low cooling speed [16,17]. The high temperature gradient in the SLMed 316 L stainless steel typically yields substantial grain refinement and a high density of dislocations, which leads to a notably high tensile strength [18,19]. However, the irregular grains, elemental segregations, and thermal stresses inside the SLMed parts also result in low ductility and poor durability [20,21]; therefore, the heat treatment should be considered to homogenize the composition and microstructure. Thus, the microstructural and mechanical properties of the SLMed 316 L stainless steel after heat treatment should be systematically studied.
In addition, corrosion must be considered with regard to its service life in the wide range of applications of additive manufacturing technology used today [[22], [23], [24]]. It is not well acknowledged that corrosion leads to an annual financial loss of US$4 trillion globally due to corrosion damage and corrosion protection investment [25,26]. Pitting is one of the primary failure modes for stainless steels [[27], [28], [29], [30]]. G. Sander et al. [31] emphasized that there was a lower frequency of metastable pitting corrosion for the SLMed 316 L stainless steel specimens than that for the wrought 316 L in a chloride solution and they also noted that the protective potential decreased with the increasing porosity. Meanwhile, for the SLMed 316 L stainless steel, no MnS inclusions or large (Al,Ca)-oxide precipitates were found, and instead many nanoscale inclusions were observed in the substrate, which resulted in a high pitting potential for the SLMed 316 L stainless steel [[32], [33], [34], [35], [36]]. However, to the authors’ best knowledge, the corrosion behavior of the SLMed 316 L stainless steel after heat treatment had not been systematically studied yet.
Thus, in this study, the microstructures of the SLMed 316 L stainless steel after different heat treatment processes were characterized by scanning electron microscopy (SEM) and energy dispersive spectroscopy (EDS), electron back-scattered diffraction (EBSD) and transmission electron microscopy (TEM) methods. The micro-hardness and tensile experiments were conducted to compare the mechanical properties, and electrochemical tests, including electrochemical impedance spectroscopy (EIS) and potentiodynamic polarizations, were carried out to evaluate the durability of the SLMed 316 L stainless steel after heat treatment. The results can provide a factual basis for future applications of the SLMed 316 L stainless steel.
The powders that were used for SLM were prepared by gas atomization in high purity argon, and the sizes of the 316 L stainless steel powders fell in a range from 10 to 40 μm to enhance the powder flowability [37]. The samples were directly fabricated using an EOS M290 system (Germany). The detailed printing parameters were optimized according to our previous studies, and the porosity of the as-received SLMed 316 L stainless steel in our work was below 0.3% [19,38]. The chemical compositions of the as-received bulk samples were all in the composition range of standard 316 L stainless steel, which is listed as follows (wt%): C 0.024, Si 0.58, Mn 0.42, P 0.038, S 0.015, Ni 11.37, Cr 16.73, Mo 2.31 and Fe balance.
In general, the common solution treatment for stainless steel is performed in a range from 1050 to 1200 °C and considering the specific microstructure of the SLMed 316 L stainless steel, the heat treatment in our work was conducted at 1050 and 1200 °C for 0.5, 1 and 2 h in an argon atmosphere, respectively, and all the heat treatment processes were followed by water cooling. The heat treatment here was selected to eliminate the internal stress and homogenize the microstructure [39].
The grain size, grain boundary and kernel average misorientation (KAM) evolutions for the SLMed 316 L stainless steel after heat treatment were obtained by EBSD experiments, and the samples were first polished with 2500# grade sandpaper, then polished with 0.5 μm diamond paste on a polishing cloth and finally electropolished in an ethanol and perchloric acid (8:2 vol./vol.) solution at a direct current voltage of 20 V for 20 s. The microstructure characteristic of the SLMed 316 L stainless steel after heat treatment was compared using TEM (FEI Tecnai G2 F20).
The surfaces of the tensile samples were all polished with 800# grade sandpaper along the stretch direction, and the dimensions of the specimens were prepared based on ASTM E8. The side and cross-sectional morphologies of the fracture were observed using SEM (Quanta 250), and Vickers hardness (HV) tests were performed on a TUKON2100 micro-hardness tester under a load of 50 g and a holding time of 15 s. The tensile direction was normal to the building direction, and three samples were repeated for each condition.
Electrochemical measurements, including EIS and potentiodynamic polarizations, were conducted in a 3.5 wt% NaCl solution using a traditional three-electrode cell and all reported potentials in this work were relative to saturated calomel electrode (SCE). First of all, the open-circuit potential was monitored for 1 h and then EIS measurements were conducted at the open-circuit potential from 100 kHz to 10 mHz using a 5 mV sinusoidal potential modulation; the ZsimpWin software was used to fit the EIS data. Potentiodynamic polarization was started from -500 mV vs. SCE at a scanning rate of 0.1667 mV/s until pitting corrosion occurred. The samples were all polished with 2500# grade sandpaper, cleaned with double-distilled water, ultrasonically cleaned in ethanol and then dried in cool air.
Fig. 1 displays the inverse pole figures of the SLMed 316 L stainless steel specimens before and after heat treatment. We can see that there were slender columnar grains on both the xoz plane and yoz plane, which were attributed to the high thermal gradient in the z-axis direction (building direction); this high thermal gradient was due to a high conductivity of the previously deposited layer. In contrast, fine dendrites developed and grew along the solidification front (xoy plane), as displayed in Fig. 1(a). Our previous results showed that the anisotropy in the microstructure of the SLMed 316 L stainless steel would lead to different mechanical properties, and the resistance to compression deformation along the x-axis or y-axis was higher than that along the building direction because most of the grain boundaries were perpendicular to the loading direction in the former condition [3]. This microstructural anisotropy still existed after the SLMed 316 L stainless steel was heat-treated at 1050 °C for 2 h, as shown in Fig. 1(d). In contrast, the grains on different planes gradually became uniform under after the 1200 °C heat treatment.
Fig. 1. Three-dimensional inverse pole figures of SLMed 316 L stainless steel specimens obtained via EBSD after different heat treatment durations: (a) as-received; (b) 1050 °C for 0.5 h; (c) 1050 °C for 1 h; (d) 1050 °C for 2 h; (e) 1200 °C for 0.5 h; (f) 1200 °C for 1 h; (g) 1200 °C for 2 h.
Figs. 2 and 3 show the grain size and misorientation angle distributions on different planes after heat treatment for different durations. For the as-received SLMed 316 L stainless steel specimens, the average grain size on the xoz plane and yoz plane were approximately 1.5 times larger than that on the xoy plane. In addition, the grain size increased slowly under the 1050 °C heat treatment, whereas the grain size grew faster under the 1200 °C treatment; the grain size became relatively uniform and was approximately 65 μm after the SLMed stainless steel was heat-treated at 1200 °C for 2 h. In response to the grain growth, the grain misorientation angle also changed, and we can see that low-angle boundaries (< 10°) were dominant in the as-received SLMed 316 L stainless steel, as displayed in Fig. 3, whereas the grain misorientation angle did not change much under the 1050 °C heat treatment. However, the grain boundary angle increased rapidly under the 1200 °C heat treatment due to the full recrystallization, especially for high-angle boundaries (60°).
Fig. 2. Grain size distributions on different planes of SLMed 316 L stainless steel specimens after heat treatment for different durations: (a) xoy plane; (b) xoz plane; (c) yoz plane.
Fig. 3. Misorientation angle distributions on different planes of SLMed 316 L stainless steel specimens after heat treatment for different durations: (a) xoy plane; (b) xoz plane; (c) yoz plane.
Fig. 4 shows the three-dimensional KAM results of the SLMed 316 L stainless steel specimens before and after heat treatment, and we can see that the as-received SLMed 316 L stainless steel exhibited a very high stress status, which can be attributed to the high density of dislocations during the rapid solidification (usually ranges from 105 to 108 K/s) [40,41]. The stress level decreased to some extent after the 1050 °C heat treatment and dropped to a very low level after the 1200 °C heat treatment, and a higher stress level usually leads to a higher hardness.
Fig. 4. Three-dimensional KAM results of SLMed 316 L stainless steel specimens after heat treatment for different durations: (a) as-received; (b) 1050 °C for 0.5 h; (c) 1050 °C for 1 h; (d) 1050 °C for 2 h; (e) 1200 °C for 0.5 h; (f) 1200 °C for 1 h; (g) 1200 °C for 2 h.
Fig. 5(a) and (b) shows that many sub-grains existed in the as-received SLMed 316 L stainless steel, and there was a high concentration of dislocations at the sub-grain boundaries, which was consistent with the results of other studies [34]. Moreover, Mo and Cr elements were also confirmed to be enriched mildly at the sub-grain boundaries [42,43]. However, the number of dislocations at the sub-grain boundaries can gradually reduce and even vanish under high temperature treatment. The microstructures of the SLMed 316 L stainless steel specimens after heat treatment at 1200 °C for 2 h was very similar to that of the wrought 316 L stainless steel, as displayed in Fig. 5(e) and (f). In general, the dislocation cells can retard or block the migration of newly formed dislocations under external force, which could lead to an increase in hardness and tensile strength; thus, the strength of the SLMed 316 L stainless steel decreases after heat treatment (Table 1).
Fig. 5. Bright-field TEM images of SLMed 316 L stainless steel specimens: (a, b) as-received; (c, d) heat-treated at 1050 °C for 2 h; (e, f) heat-treated at 1200 °C for 2 h.
Table 1 Summary of mechanical properties of SLMed 316 L stainless steel before and after heat treatment.
| Condition | YS (MPa) | UTS (MPa) | ef (%) | Source |
|---|---|---|---|---|
| As-received | 637.9 ± 11.3 | 751.6 ± 15.9 | 41.2 ± 2.7 | This work |
| 1050 °C, 2 h | 423.8 ± 8.4 | 672.8 ± 13.4 | 43.9 ± 3.1 | This work |
| 1200 °C, 2 h | 415.7 ± 9.1 | 683.9 ± 16.4 | 51.6 ± 2.6 | This work |
| Wrought | $\widetilde{3}$ 00 | $\widetilde{6}$ 20 | $\widetilde{5}$ 0 | [38,46] |
Fig. 6 shows the relationship of micro-hardness and heat treatment time for the SLMed 316 L stainless steel at 1050 and 1200 °C; five tests were conducted for each sample. The micro-hardness of the as-received SLMed 316 L stainless steel was approximately 280 HV and this value is much higher than that of the wrought 316 L stainless steel (approximately 200 HV), which was attributed to the high density of dislocations in the SLMed 316 L stainless steel [[44], [45], [46]]. The micro-hardness decreased slightly with increasing heat treatment time at 1050 °C, which coincided with the KAM results. However, the micro-hardness decreased much faster under 1200 °C involving complete recrystallization.
Fig. 6. Relationship of micro-hardness and heat treatment time for SLMed 316 L stainless steel at 1050 and 1200 °C.
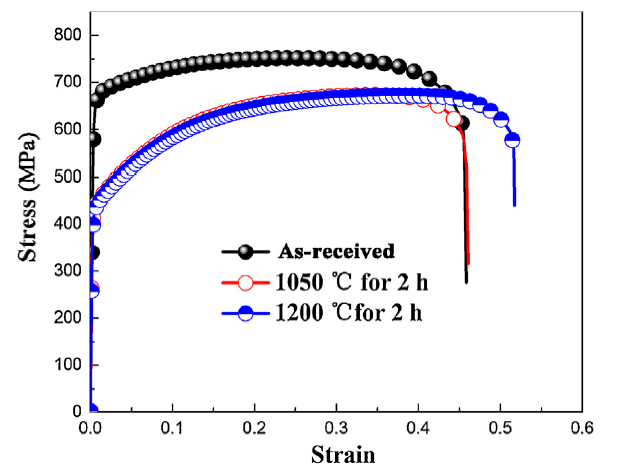
Fig. 7 shows the engineering stress vs. strain curves of the SLMed 316 L stainless steel specimens before and after heat treatment, and the mechanical property results are listed in Table 2. The ultimate tensile strength (UTS) and yield strength (YS) of the as-received SLMed 316 L stainless steel were approximately 750 and 640 MPa, respectively, which are much higher than those of the wrought 316 L stainless steel (approximately 600 and 300 MPa, respectively); this difference was ascribed to the high dislocation density found in the SLMed 316 L stainless steel. However, the UTS and YS both decreased after heat treatment due to the reduction in dislocation density. The elongation after fracture (ef) for the as-received SLMed 316 L stainless steel was approximately 40%. Moreover, the ef did not change after the SLMed 316 L stainless steel was heat-treated at 1050 °C for 2 h, whereas it greatly increased to 51% after the SLMed 316 L stainless steel was heat-treated at 1200 °C for 2 h. The SLMed 316 L stainless steel that was heat-treated at 1200 °C for 2 h exhibited a ductility that was equal to that of the wrought 316 L stainless steel but its UTS and YS were higher.
Fig. 7. Engineering stress vs. strain responses of SLMed 316 L stainless steel specimens before and after heat treatment.
Table 2 Fitting parameters of EIS results obtained from proposed equivalent model.
| Condition | Rs (Ω cm2) | Cdl (μF/cm2) | n1 | Rct (103 Ω cm2) | Cf (μF/cm2) | n2 | Rf (105 Ω cm2) | Lss (nm) |
|---|---|---|---|---|---|---|---|---|
| As-received | 6.32 | 12.1 | 0.82 | 9.71 | 31.7 | 0.92 | 1.23 | 0.44 |
| 1050 °C, 0.5 h | 5.51 | 10.9 | 0.79 | 8.95 | 32.2 | 0.92 | 1.21 | 0.43 |
| 1050 °C, 1 h | 6.57 | 12.6 | 0.79 | 9.23 | 42.1 | 0.92 | 1.05 | 0.33 |
| 1050 °C, 2 h | 6.62 | 10.8 | 0.86 | 8.96 | 39.4 | 0.91 | 0.92 | 0.35 |
| 1200 °C, 0.5 h | 6.54 | 11.4 | 0.92 | 7.68 | 44.8 | 0.90 | 0.76 | 0.31 |
| 1200 °C, 1 h | 7.15 | 9.7 | 0.91 | 8.26 | 46.3 | 0.84 | 0.50 | 0.30 |
| 1200 °C, 2 h | 6.86 | 12.4 | 0.76 | 7.30 | 53.0 | 0.91 | 0.21 | 0.26 |
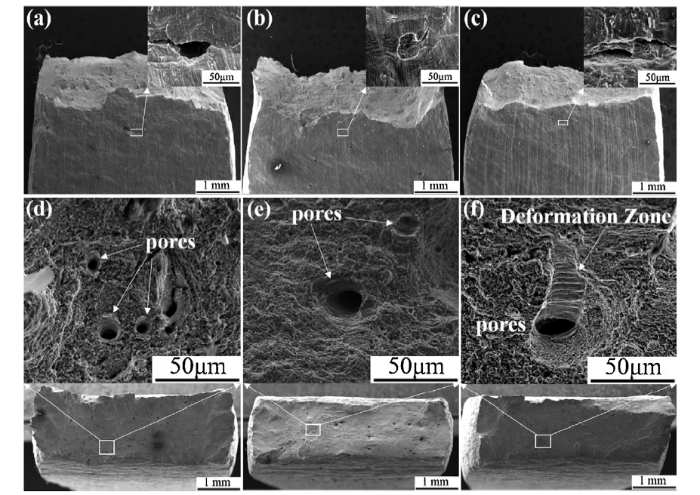
The side and cross-sectional morphologies of the SLMed 316 L stainless steel after fracture are shown in Fig. 8. The cracks on the side were all initiated from the micro-voids on the surface, and in our work, no hot isostatic pressure was used during the heat treatment. Thus, the porosities of our SLMed samples did not decrease; in fact, they might even increase slightly [47]. Moreover, we can see that the pores at the fracture were slightly larger after heat treatment, as displayed in Fig. 8(e) and (f). In addition, a typical dimple morphology for the metallic fracture was widely observed, and deformation bands were observed at the edge of the pores, which were formed during plastic deformation. Deformation bands can improve the plasticity, and we can see that there was a much longer deformation band for the SLMed 316 L stainless steel after heat treatment at 1200 °C for 2 h, as shown in Fig. 8(f), which was in good agreement with the higher ductility.
Fig. 8. Side and cross-sectional morphologies of SLMed 316 L stainless steel after tensile experiments: (a, d) as-received; (b, e) heat-treated at 1050 °C for 2 h; (c, f) heat-treated at 1200 °C for 2 h.
Fig. 9 displays the EIS results for the SLMed 316 L stainless steel after heat treatment in a 3.5 wt% NaCl solution at room temperature, wherein Fig. 9(a) shows the Nyquist plots and Fig. 9(b) shows the Bode plots. We can see that the impendence decreased with increases in either the heat treatment temperature or the heat treatment duration, and the resistance of the SLMed 316 L stainless steel after heat treatment at 1200 °C for 2 h was the lowest of the tested specimens. To further calculate the evolution of the interfacial reaction, an equivalent circuit widely used for compact passive films on stainless steel was employed to optimize the EIS data, as shown in Fig. 9(c). In this circuit, Rs is the sodium chloride solution resistance, Qf is the constant phase angle element representing the passive film capacitance, Rf represents the passive film resistance and Rct is the charge transfer resistance between the matrix and passive film, Qdl is the constant phase angle element representing the double layer capacitance. We can see that the Rf and Rct all decreased with the heat treatment temperature and time. Table 2 shows that the capacitance of the passive film increased with increases in the heat treatment temperature and time, which also indicated that the thickness of the passive films on the as-received SLMed 316 L stainless steel samples was the largest. n1 and n2 are the exponents of constant phase angle element Qdl and Qf, respectively, and the detailed calculation process was described in our previous study [38]. In our study, the steady-state film thickness (Lss) can be estimated based on the parallel-plate expression, which was inversely proportional to the passive film capacitance [48,49]:
Lss=$\frac{εε_{0}A}{C_{f}}$ (1)
where ε is the dielectric constant of the passive film on 316 L (assumed to be the same and equal to 15.6 for Cr2O3 [50]), ε0 is the vacuum permittivity (8.854 × 10-14 F/cm), A is the exposed working area (1 cm2) and Cf is the passive film capacitance. The calculated passive film thickness results are listed in Table 2 and we can see that the nanoscale film thickness decreased with the heat treatment temperature and the heat treatment duration. Man et al. [15] also confirmed that the passive film formed on the as-received SLMed 316 L stainless steel in a simulated body fluid for 96 h was approximately 1.5 times thicker than the film formed on the wrought 316 L stainless steel by auger electron spectroscopy measurement; these results were attributed to oxidation reactions preferentially occurring at the high dislocation sites due to the high activation energy of localized lattice distortion. Thus, the passive film thickness decreased for the SLMed 316 L stainless steel after heat treatment, which accounted for the decrease in the passive film resistance after heat treatment, as listed in Table 2.
Fig. 9. EIS data for SLMed 316 L stainless steel specimens after heat treatment in 3.5 wt% NaCl solution at room temperature: (a) Nyquist plots; (b) Bode plots; (c) equivalent circuit. Solid lines represent the fitted results.
Uniformly distributed nanoinclusions in the as-received SLMed 316 L stainless steel were widely recognized, and MnS inclusions were not found due to the rapid solidification rates. The compositions of the inclusions mainly consisted of O, Al and Si, as shown in Fig. 10(c), and Ti and Mn were slightly enriched. Silicate melt usually has high viscosity, and it tends to form spheres that reduce surface tension and thus silicate melt remains undissolved in the structure. The distribution of nanoinclusions for the SLMed 316 L stainless steel, including the amount and shape, did not substantially change after heat treatment at 1200 °C for 2 h; however, the composition of the nanoinclusions changed as displayed in Fig. 10(d). The aluminium diffused into the matrix due to its low melting point (660 °C) and high diffusion rate, whereas the silicon still existed due to its high melting point (1410 °C); however, there were still no observable MnS inclusions in the substrate.
Fig. 10. Scanning transmission electron microscopy (STEM) and EDS mapping results of nanoinclusions: (a, c) as-received SLMed 316 L stainless steel; (b, d) SLMed 316 L stainless steel heat-treated at 1200 °C for 2 h.
Fig. 11 displays the potentiodynamic polarization curves of the SLMed 316 L stainless steel after heat treatment in a 3.5 wt% NaCl solution at room temperature. The corrosion potential for the as-received SLMed 316 L stainless steel was approximately -0.1 V vs. SCE. The corrosion potential decreased by approximately 50 mV at 1050 °C and 100 mV at 1200 °C; however, the corrosion potential did not change much with the heat treatment time. However, the pitting potential changed substantially with heat treatment temperature and time; in particular, the pitting potential for the SLMed 316 L stainless steel after the 1050 °C heat treatment was universally higher than that of the SLMed 316 L stainless steel after the 1200 °C heat treatment. The pitting potential for the SLMed 316 L stainless steel after the 1200 °C heat treatment was approximately 0.3 V vs. SCE, which was similar to the wrought 316 L stainless steel. Chao et al. [33] noted that the reduction in the pitting potential of the SLMed 316 L stainless steel was attributed to the relief of compressive residual stress during heat treatment. However, the authors did not consider the pores in the printed parts, and the pores can somewhat compromise the corrosion resistance of the matrix due to the local acidification and aggressive ion enrichment inside the pores [51]. Schaller et al. [52] noted that the reduced corrosion resistance of the SLMed stainless steel occurred at large pores with diameters exceeding 50 μm using a micro-electrochemical test, whereas it was still a passive condition when the pore size was smaller than 10 μm in chloride solution. However, the pores can still be corroded with diameters below 10 μm in more aggressive environments for the SLMed 316 L stainless steel, such as high-temperature sulfuric acid [32]. Passive films were more susceptible to breakdown at such pores, and the porosity of the SLMed 316 L stainless steel increased to some extent after heat treatment without hot isostatic pressure treatment. Fig. 11(d) shows a clear metastable pitting phenomenon before the pitting potential, and we can see that the transition process from metastable to stable pitting can be easier in the SLMed 316 L stainless steel after heat treatment. These results can be attributed to the weaker passive film at the enlarged pores of the SLMed 316 L stainless steel after heat treatment, which might be another reason for the pitting potential decrease. However, the size distribution of the pores in the SLMed 316 L parts has not been evaluated systematically in the existing literature, and further understanding of the effect of porosity, such as the pore size and aspect ratio, on the degradation behaviours of the SLMed parts needs to be clarified in future works.
Fig. 11. (a) Potentiodynamic polarization curves of SLMed 316 L stainless steel after heat treatment in 3.5 wt% NaCl solution at room temperature and corresponding (b) corrosion potential, (c) pitting potential and (d) metastable pitting results.
Typical pitting morphologies for the SLMed 316 L stainless steel in a 3.5 wt% NaCl solution after potentiodynamic polarization at room temperature are shown in Fig. 12. As shown in Fig. 12(a), small pits on the as-received 316 L stainless steel were observed, and the cellular structure at the bottom of the pitting holes appeared on a larger scale in Fig. 12(b). The pits were larger and deeper for the SLMed 316 L stainless steel after heat treatment, and there was a lace edge around the pits, as displayed in Fig. 12(c) and (d), which was an occluded cell corrosion characteristic. It was also speculated that the presence of sub-surface pores could restrict re-passivation after stable pit growth, which leads to a more severe pitting corrosion attack [31]. Therefore, heat treatments combined with hot isostatic pressing should be considered to reduce the porosity of the SLMed metals and another post-processing method is surface treatment, which has been an ongoing challenge since the beginning of 3D-printing technology. Further systematic studies are needed about the optimization of the related post-treatment process.
Fig. 12. Typical pitting morphology for SLMed 316 L stainless steel in a 3.5 wt% NaCl solution after potentiodynamic polarization at room temperature: (a, b) as-received; (c) heat-treated at 1050 °C for 2 h; (d) heat-treated at 1200 °C for 2 h.
This study systematically compared the microstructural, mechanical and corrosion property evolutions during the heat treatment of the SLMed 316 L stainless steel. The findings led to the following conclusions:
(1)Sub-grains widely existed in the as-received SLMed 316 L stainless steel, and the dislocations in the sub-grain boundary migrated and disappeared after solution heat treatment.
(2)The strength decreased after heat treatment due to a decrease in dislocation density, and better plasticity (ef from around 40% to 50%) was achieved after full annealing.
(3)Nano-inclusions primarily composed of O, Al and Si were distributed in the SLMed 316 L stainless steel, and the shape and amount of the nano-inclusions changed slightly after heat treatment; however, the aluminium diffused into the matrix after solution treatment due to its low melting point and high diffusion rate.
(4)The passive film thickness and the corrosion potential decreased slightly after heat treatment due to the compressive stress relief and decrease in dislocation density.
(5)The pitting potential decreased sharply after heat treatment due to the accelerated transition from metastable to steady-state pitting, which might be caused by the presence of thin passive films at the enlarged pores after heat treatment.
This work was supported financially by the National Key Research and Development Program of China (No. 2017YFB 0702300), the National Natural Science Foundation of China (No. 51671029) and the Fundamental Research Funds for the Central Universities (No. FRF-TP-17-002B).
The authors have declared that no competing interests exist.

 WeChat
WeChat
/
| 〈 |
|
〉 |










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}